Изобретение относится к алмазному инструменту, в частности к алмазным отрезным кругам, используемым для обработки особо твердых материалов, преимущественно сапфира, корунда, гранатов, поликора и т.п.
Целью изобретения является повышение производительности обработки за счет того, что в алмазном инструменте, содержащем корпус и режущий слой, включающий связку с ультрадисперсным наполнителем и алмаз, в качестве наполнителя связка содержит ультрадисперсные алмазы с размером частиц 40-60 нм в количестве 0,3-1,6%.
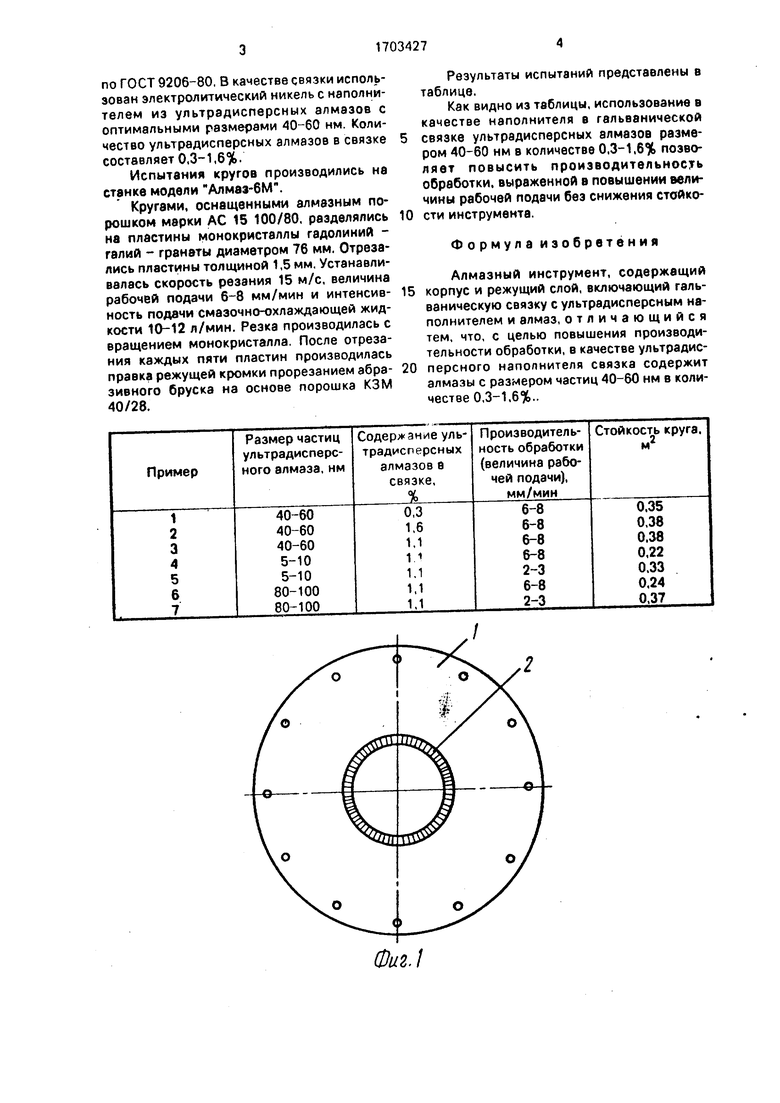
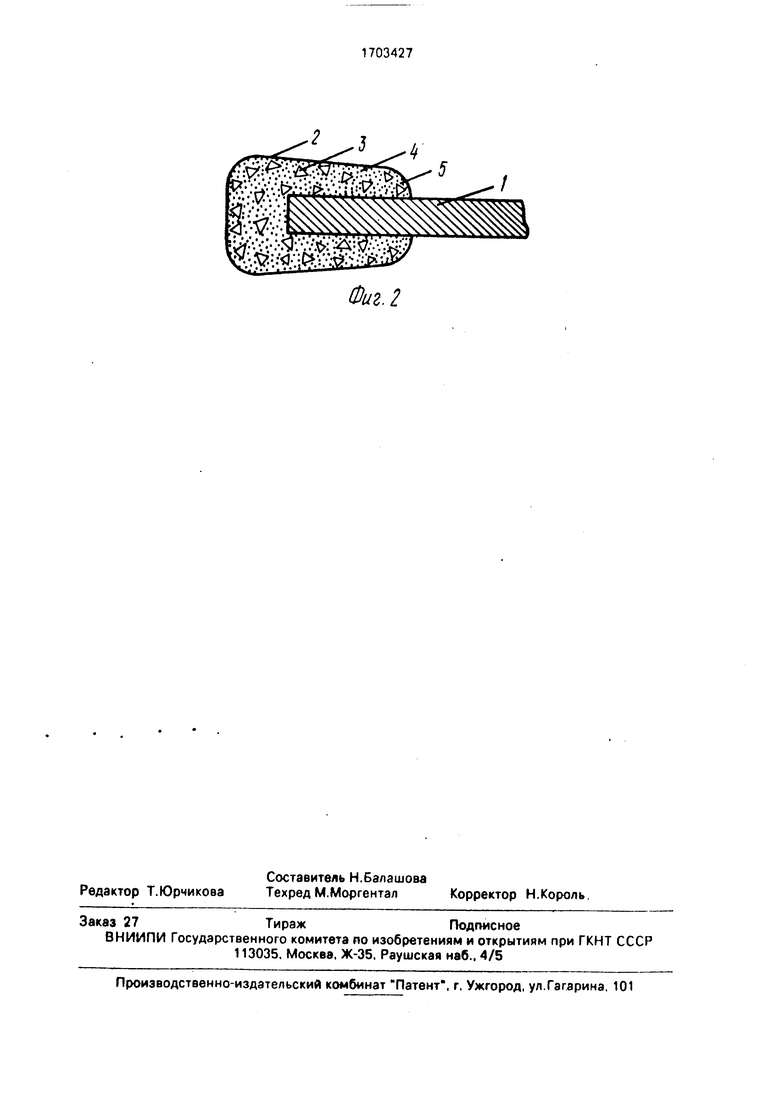
На фиг. 1 изображен алмазный отрезной круг с внутренним режущим слоем; на фиг. 2 - режущий слой в разрезе.
Алмазный круг содержит корпус 1. на внутренней окружности которого находится режущий слой 2. Режущий слой содержит алмазы 3, наполнитель - ультрадисперсные алмазы 4 и связку - никель 5. Алмазы 3 имеют размеры от единиц до сотен микрометров, а ультрадисперсные алмазы 4 - 40- 60 нм.
Использование ультрадисперсных алмазов в качестве наполнителя с размерами, близкими к кластерному состоянию вещества, существен но влияет на свойства связки 5. а соответственно и на характеристики круга.
Механизм влияния ультрадисперсных алмазов понятен, если рассмотреть процесс образования режущего слоя 2.
При гальваническом осаждении никеля 5 ультрадисперсные алмазы 4 являются центрами кристаллизации, образуя мелкодисперсную периодическую структуру с изменяемым напряженным состоянием связки. Следствием этого является повышение твердости режущего слоя.
Были изготовлены опытные партии алмазных отрезных кругов с внутренним режущим слоем АКВР 422x136 и АКВР 422x156 с абразивными алмазами марки АС 15 зернистостью 100/80 и АС 6 зернистостью 50/40
ел
с
3
к
ю
V
по ГОСТ 9206-80, В качестве связки использован электролитический никель с наполнителем из ультрадисперсных алмазов с оптимальными размерами 40-60 нм. Количество ультрадисперсных алмазов в связке составляет 0,3-1,6%.
Испытания кругов производились не станке модели Алмаз-бМ.
Кругами, оснащенными алмазным порошком марки АС 15 100/80, разделялись на пластины монокристаллы гадолиний - гелий - гранаты диаметром 76 мм. Отрезались пластины толщиной 1,5 мм, Устанавливалась скорость резания 15 м/с, величина рабочей подачи 6-8 мм/мин и интенсивность подачи смазочно-охлаждающей жидкости 10-12 л/мин. Резка производилась с вращением монокристалла. После отрезания каждых пяти пластин производилась правка режущей кромки прорезанием абразивного бруска на основе порошка КЗМ 40/28.
Результаты испытаний представлены в таблице.
Как видно из таблицы, использование в качестве наполнителя в гальванической связке ультрадисперсных алмазов размером 40-60 нм в количестве 0,3-1,6% позволяет повысить производительность обработки, выраженной в повышении величины рабочей подачи без снижения стойко- сти инструмента.
Формула изобретения
Алмазный инструмент, содержащий корпус и режущий слой, включающий гальваническую связку с ультрадисперсным наполнителем и алмаз, отличающийся тем, что, с целью повышения производительности обработки, в качестве ультрадис- персного наполнителя связка содержит алмазы с размером частиц 40-60 нм в количестве 0,3-1,6%..
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ИНСТРУМЕНТ НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2010 |
|
RU2437752C1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2010 |
|
RU2432248C1 |
| Абразивный отрезной круг | 1990 |
|
SU1763162A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1234175A2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СТАЛИ И ЧУГУНА | 2015 |
|
RU2595000C1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| Связка для изготовления алмазного инструмента | 2022 |
|
RU2827866C2 |
| Абразивный инструмент | 1984 |
|
SU1283071A1 |
| Абразивный инструмент | 1987 |
|
SU1440684A1 |
| Способ восстановления изношенных деталей с поверхностью, шаржированной алмазными порошками | 2018 |
|
RU2724221C2 |
Изобретение относится к алмазному инструменту, в частности к алмазным отрезным кругам, используемым для обработки особо твердых материалов. Изобретение позволяет повысить производительность обработки. Цель достигается тем, что в инструменте, содержащем корпус и режущий слой, включающий алмаз и гальваническую связку с ультрадисперным наполнителем, качестве последнего связка содержит алмаз с размером частиц 40-60 нм в количестве 0,3-1,6%. 1 табл. 2 ил.
Фиг.1
f
Фиг. 2
| Масса для изготовления алмазного инструмента | 1980 |
|
SU931444A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Металлическая связка | 1978 |
|
SU685484A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1234175A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
