ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к компрессионному формованию пластмассовых изделий, при котором изделие получают путем сжатия отмеренного количества (дозы) расплавленного пластичного материала между двумя частями формы.
В частности, настоящее изобретение относится к изготовлению пластмассовых тюбиков, например, для зубной пасты или косметики, состоящих из гибкого цилиндрического корпуса, соединенного с головкой, содержащей плечо и отверстие. В данном случае головка тюбика изготавливается и одновременно приваривается к корпусу за одну операцию. Головка тюбика изготавливается из дозы расплавленного материала, которая формируется и сжимается между нижним инструментом формы, называемым матричным комплектом, и верхним инструментом, называемым оправкой, на который насаживается гибкий цилиндрический корпус. Обычно на станке для производства тюбиков несколько форм приводятся в движение (прерывистое или непрерывное), причем каждая из форм проходит разные этапы осуществления способа (загрузка корпуса тюбика, размещение дозы пластичного материала, компрессионное формование, охлаждение, выемка из формы и выгрузка тюбика).
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Устройства и способы изготовления таких тюбиков известны.
В качестве примера можно привести патентную заявку DE 10349837 и патент US 4943405, содержание которых в части описания указанных способов и устройств включено в настоящую работу посредством ссылки.
В заявке DE 10349837 описывается способ изготовления тюбиков и устройство для его осуществления, в соответствии с которым доза, имеющая форму кольца, размещается на втулке, исполняющей роль промежуточной опоры, а стержень установлен с возможностью скольжения в указанной втулке. Стержень удерживается в верхнем положении с помощью пружины и при введении оправки в матрицу для формования головки толкается против усилия пружины.
В соответствии с патентом US 4943405, и как представлено на Фиг.1 указанного документа, доза пластичного материала, имеющая форму кольца, размещается при подаче над верхней поверхностью втулки и вокруг стержня, служащего для формирования отверстия в плече. Выпускное отверстие источника подачи окружено кольцевым соплом, обеспечивающим выпуск воздуха под давлением для отделения размещенной дозы от источника подачи после подачи желаемого количества. Сразу после размещения дозы на втулке подача прекращается, и подводят оправку, имеющую форму изготавливаемого плеча. Передняя поверхность оправки входит в контакт с верхней поверхностью стержня, и система втулка-стержень толкается внутрь матриц плеча и резьбы для формования головки, которая станет концевой частью тюбика. На Фиг.3 и 4 указанного патента представлен этот этап формования головки и ее приваривания к корпусу тюбика, установленного на оправке. Отверстие головки формируется стержнем, продольно перемещающимся во втулке. На этом этапе формования головки и перемещения оправки в матрице оправка толкает стержень по оси во втулку из верхнего положения в нижнее, в котором он формирует отверстия в плече, выступая за верхнюю поверхность втулки.
Проблема решений, описанных в патенте US 4943405 и заявке DE 10349837, связана с временным размещением дозы пластичного материала на втулке. В зависимости от распределения пластичного материала между верхней поверхностью и боковой стенкой втулки, качество формованного изделия может значительно улучшаться или ухудшаться.
Таким образом, одной из задач настоящего изобретения является улучшение известных способов и устройств.
В частности, одной из задач настоящего изобретения является создание системы, обеспечивающей соответствующее распределение пластичного материала на втулке.
Другой задачей настоящего изобретения является создание способа формования плеч тюбиков, более эффективного, чем известные способы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, настоящее изобретение относится к устройству формования пластмассового изделия, в котором изделие получают путем сжатия дозы (отмеренного количества) расплавленного пластичного материала между двумя частями формы, содержащее, по меньшей мере, источник подачи пластичного материала, стержень, скользящий во втулке, предназначенной для временной поддержки указанной дозы пластичного материала, форму головки изделия, оправку, взаимодействующую с указанной формой, втулку, содержащую верхнюю поверхность и боковую стенку. Устройство в соответствии с настоящим изобретением отличается тем, что содержит средства размещения дозы на втулке, выполненные таким образом, что количество пластичного материала, расположенного выше плоскости, совпадающей с верхней поверхностью втулки, составляет от 20 до 40% от общей массы дозы.
Предпочтительно отношение массы материала, расположенного выше плоскости, к массе материала, расположенного ниже плоскости, составляет приблизительно 30/70.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления настоящего изобретения.
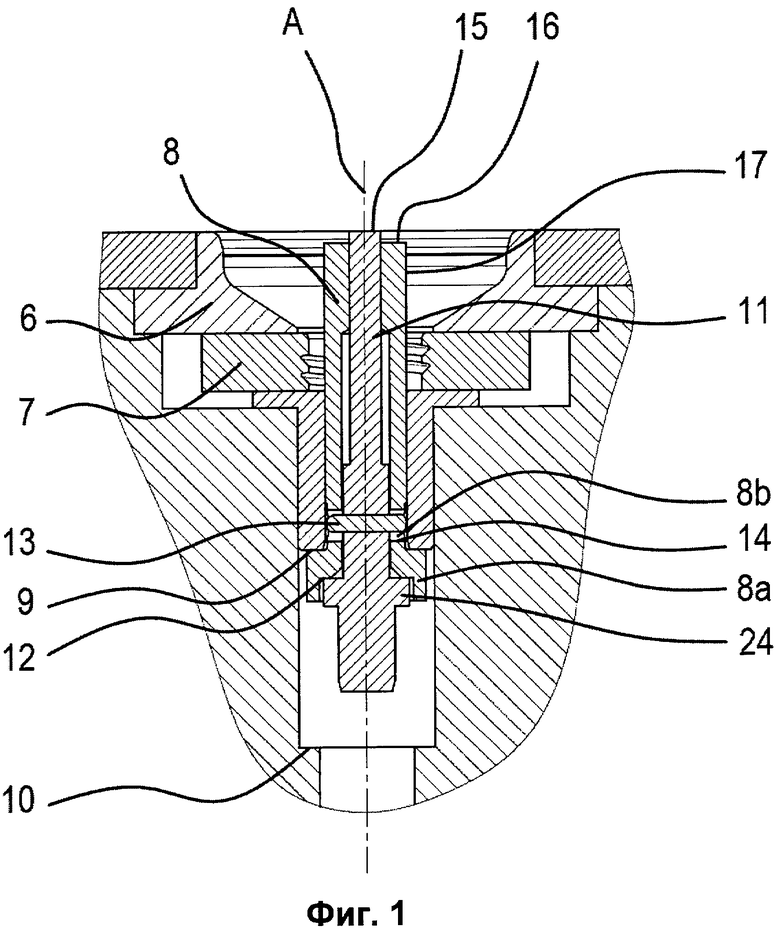
На Фиг.1 представлена нижняя часть формы, матричный комплект.
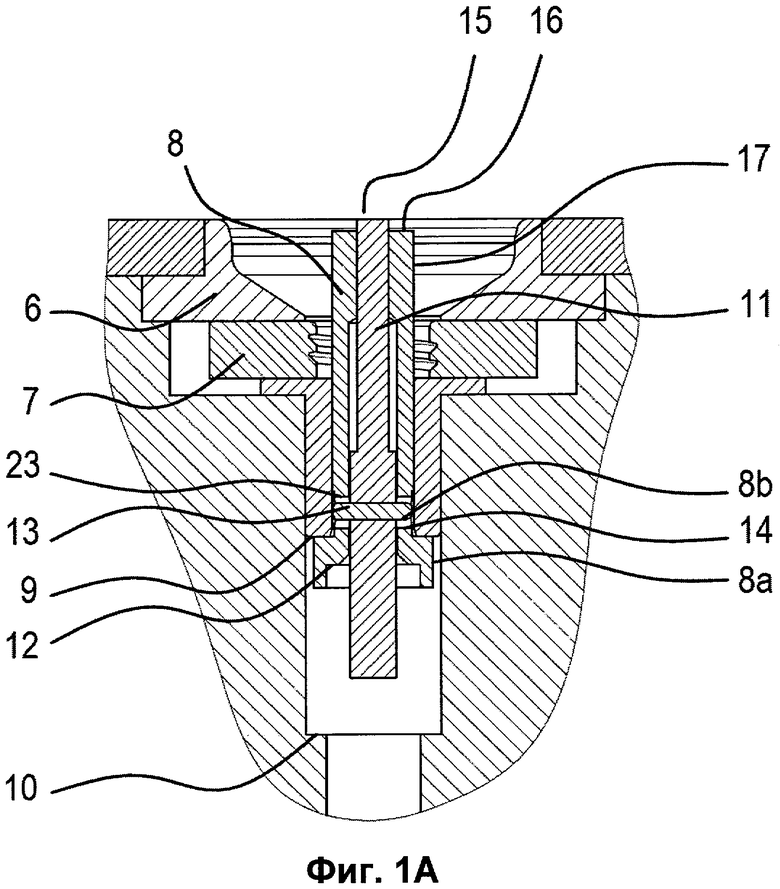
На Фиг.1А представлено устройство по Фиг.1 в соответствии с другим вариантом осуществления настоящего изобретения.
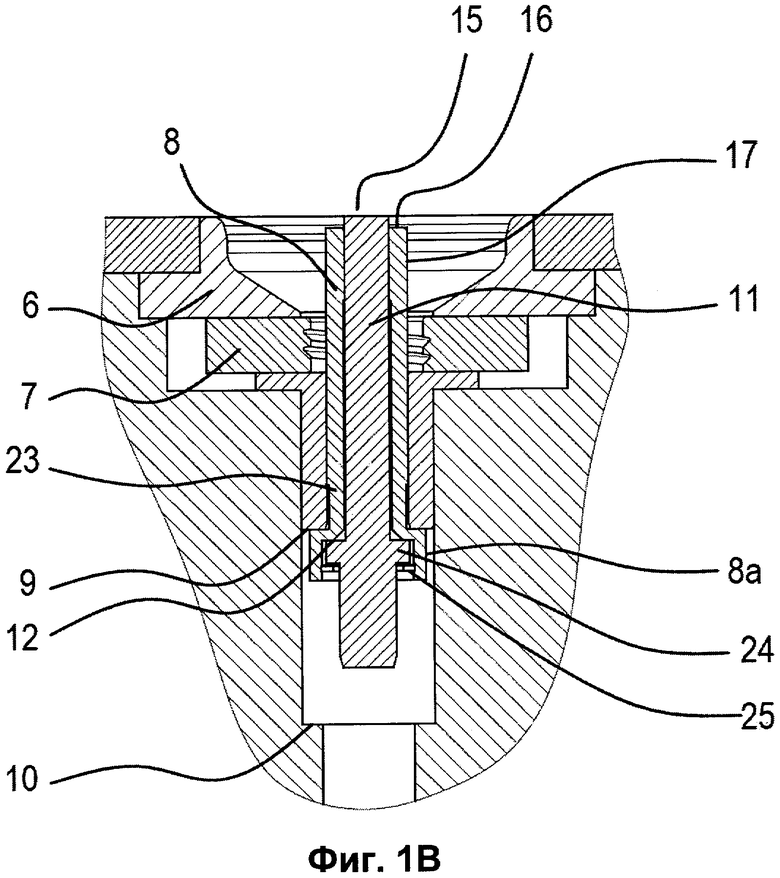
На Фиг.1В представлено устройство по Фиг.1 в соответствии со следующим вариантом осуществления настоящего изобретения.
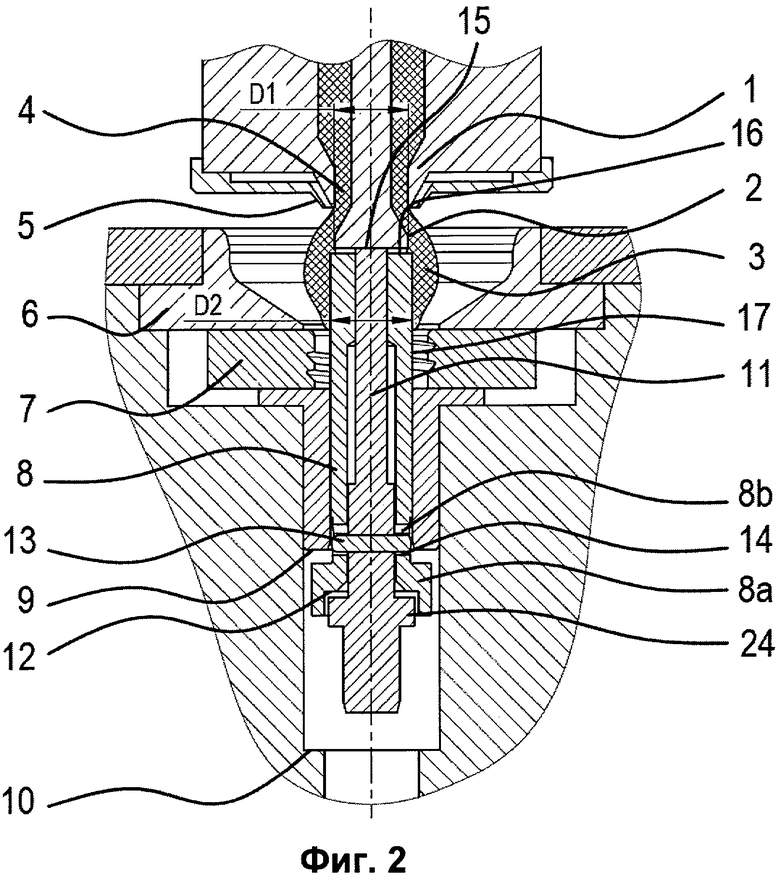
На Фиг.2 представлено открытое дозирующее сопло, формирующее дозу пластичного материала в нижней части формы.
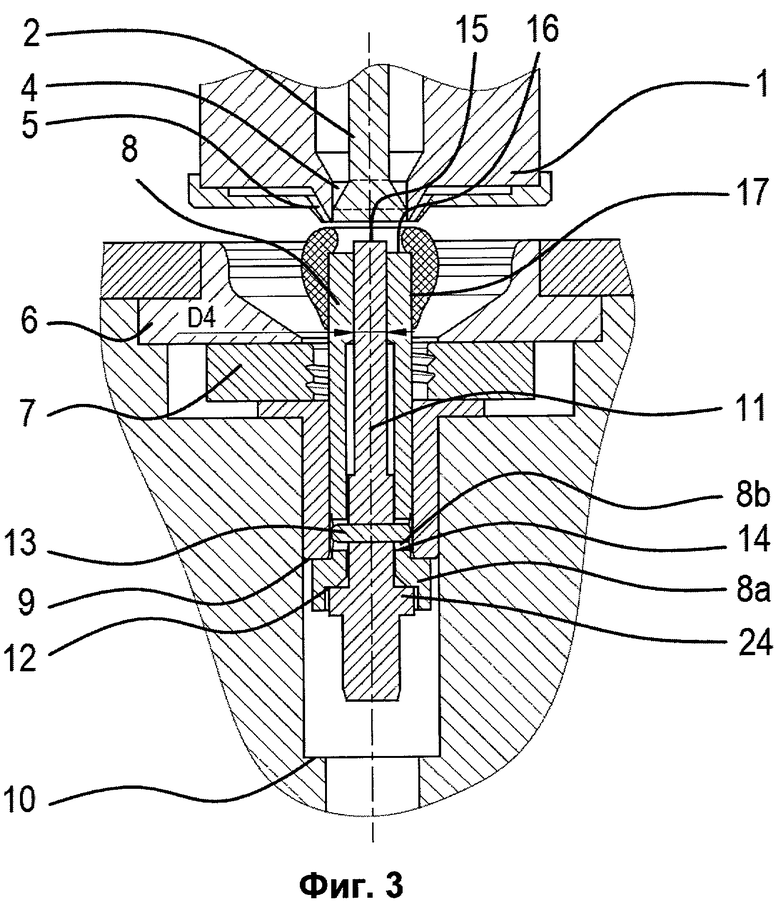
На Фиг.3 представлено закрытое дозирующее сопло и доза, расположенная в нижней части формы.
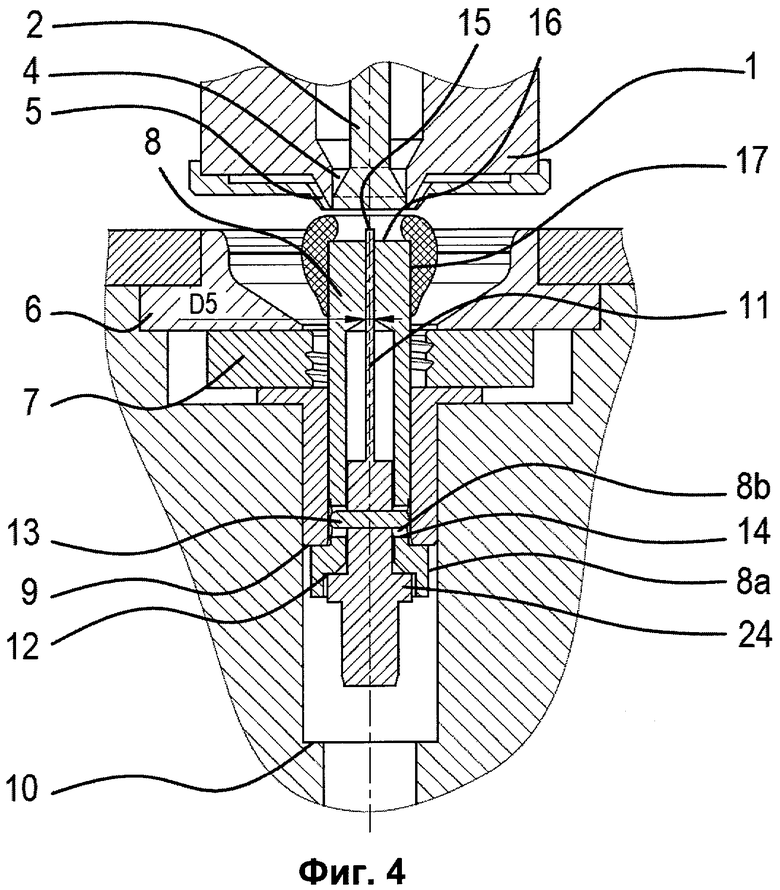
На Фиг.4 представлено устройство в соответствии с вариантом осуществления настоящего изобретения по Фиг.3, но со стержнем маленького диаметра.
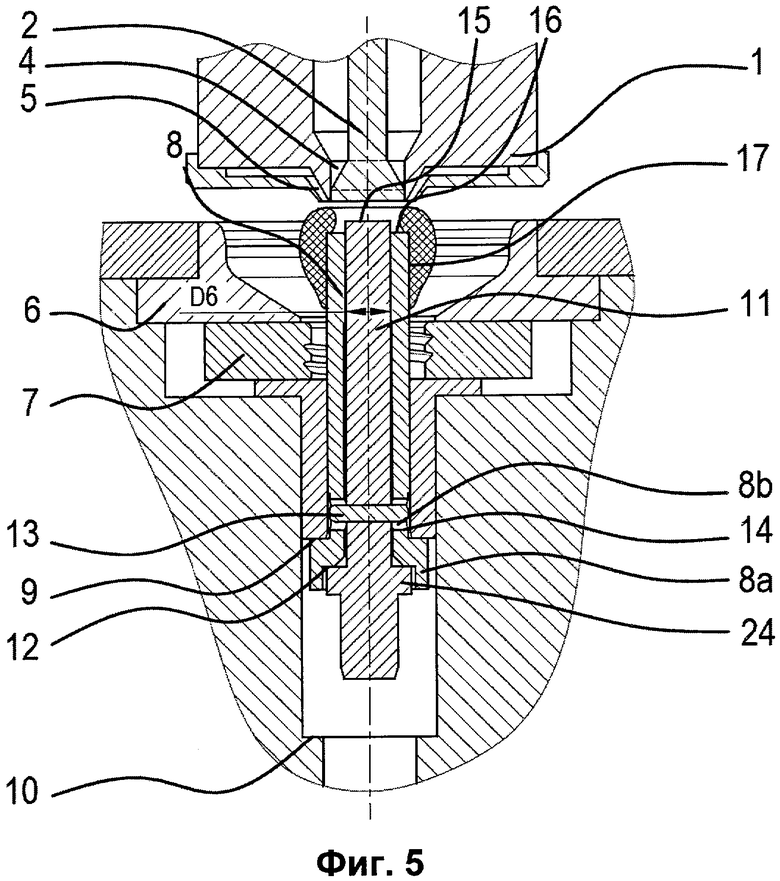
На Фиг.5 представлено устройство в соответствии с вариантом осуществления настоящего изобретения по Фиг.3, но со стержнем большого диаметра.
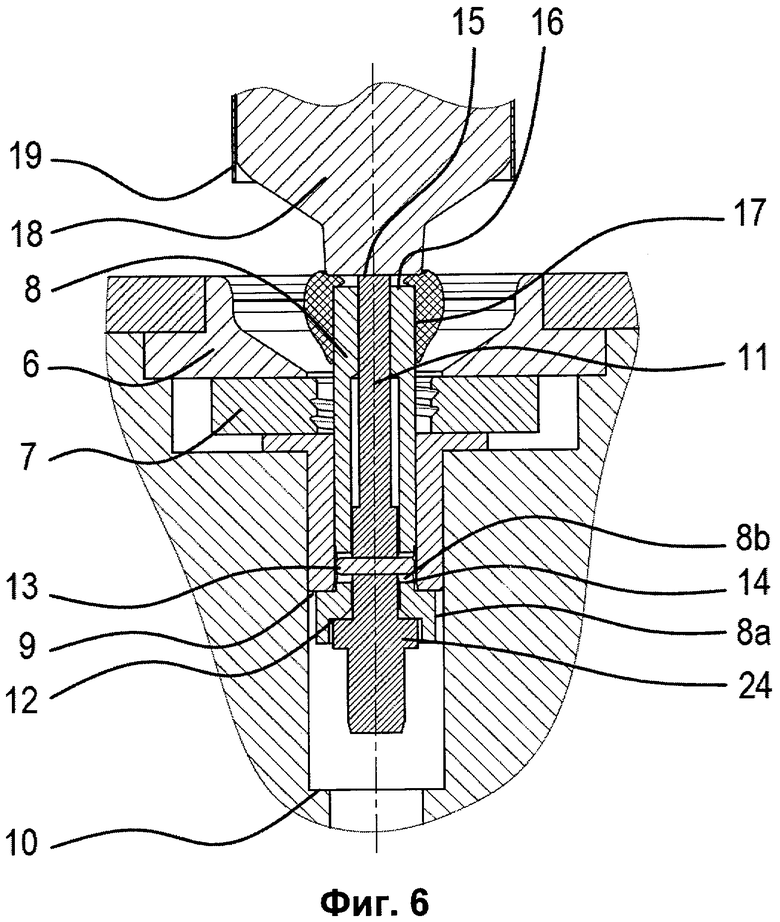
На Фиг.6 представлена оправка и матричный комплект в начале этапа сжатия.
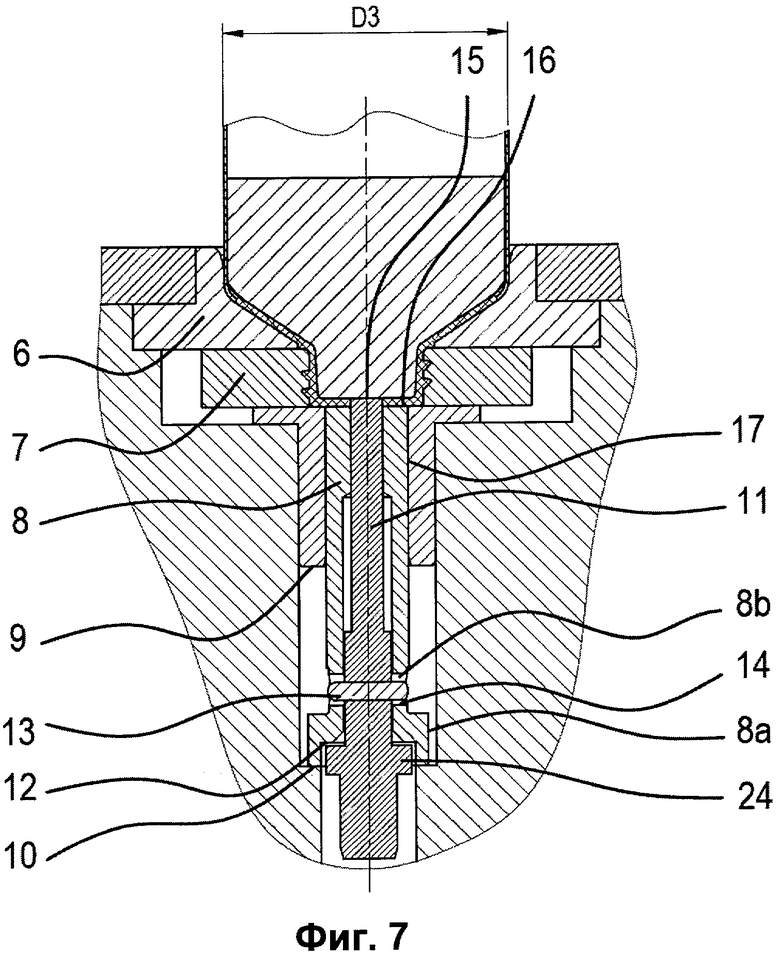
На Фиг.7 представлен конец этапа сжатия.
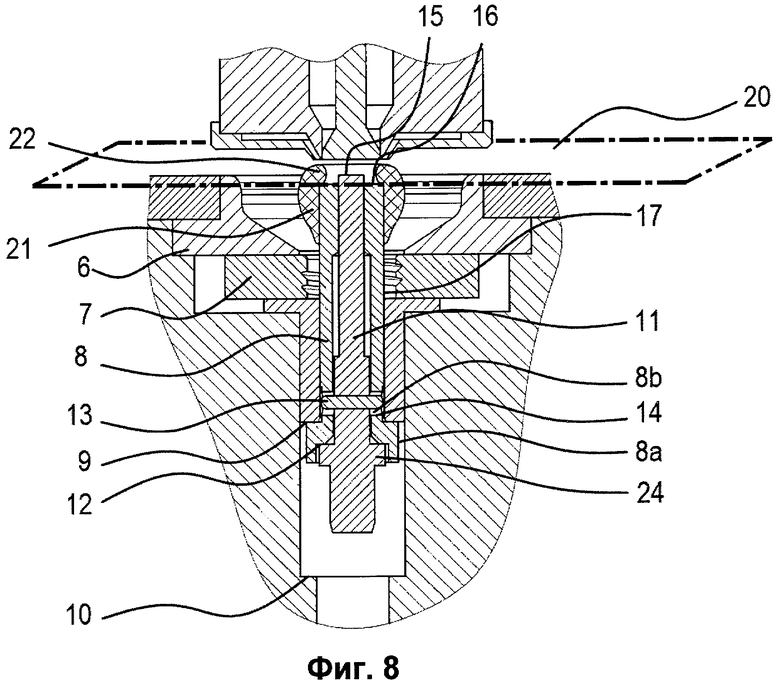
На Фиг.8 представлено размещение дозы на втулке.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг.1 представлена в положении покоя нижняя часть формы, называемая матричным комплектом, содержащая матрицу 6 плеча, предназначенную для формования наружной части головки тюбика, матрицу 7 резьбы, состоящую из нескольких частей для обеспечения возможности выемки резьбы из формы, и расположенную по оси симметрии устройства втулку 8, выполненную с возможностью поступательного движения вдоль оси А. Втулка 8 содержит первый уступ 8а, ограничивающий ее перемещение между двумя ограничителями 9 и 10.
Матричный комплект содержит также стержень 11, используемый для формирования отверстия в плече. Стержень 11 содержит в нижней части уступ 24 и установлен с возможностью скольжения во втулке 8. Перемещение стержня 11 ограничено в верхнем положении уступом 24 и ограничителем 12, расположенным на втулке 8. Перемещение стержня 11 также ограничено в нижнем положении штифтом 13, например, цилиндрической формы, и ограничителем 14, расположенным на втулке 8, причем ограничитель 14 образован нижней стенкой продолговатого отверстия 8b в указанной втулке 8. Предпочтительно штифт 13 расположен перпендикулярно в отверстии в стержне 11, например забит в него. Указанный штифт позволяет полностью заблокировать относительное перемещение в осевом направлении стержня 11 и втулки 8. Такая блокировка особенно важна после размещения дозы материала и установления контакта между оправкой и верхней поверхностью стержня для формования плеча. В известных системах, использующих пружины, стержень в таком положении может продолжать движение, в особенности под действием материала, подвергающегося компрессионному формованию в соответствии с этим способом, и, таким образом, приводить к образованию дефектов, например к закупорке или деформации отверстия, или к формированию отверстия с диаметром, равным наружному диаметру втулки 8.
На Фиг.1А представлено устройство по Фиг.1 в соответствии с другим вариантом осуществления настоящего изобретения, в котором отсутствует уступ 24 стержня 11, и верхний ограничитель 23 осуществляется в результате контакта цилиндрического штифта 13 с верхней стенкой продолговатого отверстия 8b. Преимущество этого варианта осуществления настоящего изобретения состоит в простоте изготовления и осуществления. Использование одного штифта для двух ограничителей 14, 23 упрощает изготовление устройства.
Относительные перемещения втулки 8 и стержня 11 осуществляются с помощью приводного механизма (не показан), такого как пружина или пневматический домкрат, оказывающий воздействие на стержень 11.
На Фиг.2 и 3 представлены этапы размещения дозы расплавленного пластичного материала. Дозирующее сопло 1, расположенное над матрицей 6 и концентрично по отношению к втулке 8, формирует дозу 3 расплавленного пластичного материала. Дозирующее сопло 1 питается от экструдера (не показан) известной конструкции.
На Фиг.2 клапан 2 осуществляет линейное перемещение под действием приводного механизма (не показан), обеспечивающее формирование кольцевой дозы 3 в проходе 4 и ее размещение над верхней поверхностью 16 и по окружности 17 втулки 8.
На Фиг.3 приводной механизм затем перемещает клапан 2 в обратном направлении, в результате чего выпускное отверстие 4 закрывается. Дозу пластичного материала отрезают и отрывают с помощью воздушной продувки прохода 5.
Для точного размещения дозы 3 пластичного материала на втулке 8 по Фиг.3, т.е. для приведения указанной дозы 3 в контакт с верхней поверхностью 16 и окружностью 17 указанной втулки 8, должны быть объединены несколько условий:
- расстояние между верхней поверхностью 15 стержня 11 и верхней поверхностью 16 втулки 8 должно слегка превышать толщину соответствующей стенки формуемой детали (головки тюбика);
- клапан 2 должен находиться очень близко к поверхности 15 стержня 11 или предпочтительно входить в контакт с указанной поверхностью на этапе открытия дозирующего сопла;
- диаметр клапана 2 выбирается в зависимости от диаметра втулки 8. Например, для втулки диаметром D2=14,5 мм диаметр клапана составляет D1=13 мм.
Набухание материала на выходе из дозирующего сопла позволяет нижней части дозы пройти по окружности втулки на расстояние, равное 13 мм, а клапан осуществляет перемещение на 7 мм (Фиг.2). При закрытии дозирующего сопла клапан осуществляет обратное перемещение, причем положение материала относительно втулки 8 не меняется. Доза отрывается от сопла струей сжатого воздуха, таким образом, что верхняя часть дозы сжимается над верхней поверхностью втулки 8 (Фиг.3). В конце концов, приблизительно 75% высоты дозы расположено по окружности втулки и приблизительно 25% находится над верхней поверхностью указанной втулки, т.е. масса дозы распределяется так, что от 20 до 40% массы дозы находится выше плоскости 20, совпадающей с верхней поверхностью втулки, и соответственно от 80 до 60% находится ниже.
В соответствии с настоящим изобретением доза размещается на втулке 8 (над верхней поверхностью 16 и по окружности 17). Таким образом, она хорошо отцентрирована и не перемещается при перемещении инструментов. Дефекты формования исключаются. С другой стороны, если для того же диаметра тюбика диаметр отверстия изменяется, можно сохранить тот же диаметр дозирующего клапана, поскольку диаметр втулки 8 остается идентичным (маленькое отверстие (D5) на Фиг.4; большое отверстие (D6) на Фиг.5). На заводах по производству тюбиков, содержащих косметические средства, линия обычно производит тюбики одинакового диаметра, но диаметр отверстия часто меняется. Настоящее изобретение обеспечивает экономию времени на замену инструментов, поскольку позволяет исключить изменения диаметра дозирующего сопла, так же как и обновление его настроек. С другой стороны, это позволяет уменьшить диапазон диаметров дозирующих сопел, необходимый для изготовления ряда диаметров тюбиков (например, если ранее требовалось 6 разных сопел, согласно способу в соответствии с настоящим изобретением требуется только 3 разных диаметра).
На следующем этапе, представленном на Фиг.6, нижняя часть формы, называемая матричным комплектом и содержащая матрицу 6, отходит от дозирующего сопла 1, и оправка 18 расположена над ней и концентрично по отношению к ней. Цилиндрический корпус 19 тюбика насажен на оправку 18. Оправка 18 перемещается по направлению к матрице 6 и входит в контакт с верхней поверхностью 15 стержня 11. Затем система «стержень 11 - втулка 8» приводится в движение, пока не дойдет до ограничителя 10 (Фиг.7). При этом движении цилиндрический штифт 13 может войти в контакт с нижним упором 14, что не позволит нижней поверхности оправки 18 войти в контакт с поверхностью 16 втулки 8. В конце перемещения уступ 8а втулки 8 входит в контакт с ограничителем 10. Верхняя поверхность 15 стержня 11 остается в контакте с оправкой 18, и штифт 13 не соприкасается с ограничителем 14. Преимущество указанной конфигурации состоит в возможности точного формирования отверстия тюбика вокруг стержня 11. Доза 3 пластичного материала постепенно деформируется, пока не заполнит полость, образованную матричным комплектом и оправкой 18, и приваривается к концевой части 19 тюбика. Комплект остается под давлением на этапе охлаждения.
На Фиг.8 представлено устройство и конфигурация по Фиг.3, отличающиеся только тем, что на Фиг.8 представлено размещение дозы 3 на втулке 8.
Пластичный материал, составляющий дозу 3, расположен как над верхней поверхностью 16, так и на боковой стенке 17 втулки 8.
Количество пластичного материала, расположенного вдоль или в продолжение боковой стенки 17 втулки 8 значительно больше, чем количество пластичного материала, расположенного над верхней поверхностью 16 втулки 8.
Однако наличие пластичного материала над верхней поверхностью 16 втулки 8 имеет несколько преимуществ, в особенности оно позволяет эффективно удерживать дозу 3 в заданном положении. Таким образом, исключается риск преждевременного опускания дозы 3 вдоль втулки 8. Здесь будет отмечено, что такая опасность существует при использовании устройства, описанного в патентной заявке Германии DE 10349837, поскольку в нем вся доза целиком расположена на боковой стенке втулки.
Неожиданно было обнаружено, что качество формованных изделий улучшается при распределении пластичного материала определенным образом между зонами, расположенными соответственно выше и ниже плоскости 20, совпадающей с верхней поверхностью втулки 8. В частности, качество формованных изделий улучшается, если количество пластичного материала 22, расположенного выше плоскости 20, составляет от 20 до 40% от общей массы дозы 3, а количество пластичного материала 21, расположенного ниже плоскости 20, составляет соответственно от 80 до 60% от общей массы дозы 3. Предпочтительно отношение массы верхнего материала к массе нижнего материала составляет приблизительно 30/70.
Следует понимать, что настоящее изобретение не ограничивается приведенными выше примерами осуществления.
Изобретение относится к компрессионному формованию пластмассовых изделий, при котором изделие получают путем сжатия отмеренного количества (дозы) расплавленного пластичного материала между двумя частями формы. Техническим результатом заявленного изобретения является создание системы, обеспечивающей улучшенное распределение пластичного материала на втулке для создания более эффективного способа формования плеч тюбиков. Технический результат достигается устройством для формования изделий из пластмассы, в котором изделие получают путем сжатия дозы расплавленного пластичного материала между двумя частями формы. Устройство содержит источник подачи пластичного материала, стержень, установленный с возможностью скольжения во втулке, предназначенной для временной поддержки дозы пластичного материала, форму головки изделия, оправку, взаимодействующую с указанной формой. Причем втулка содержит верхнюю поверхность и боковую стенку. При этом указанное устройство содержит средства для размещения дозы на втулке, выполненные таким образом, что количество пластичного материала, расположенного выше плоскости, совпадающей с верхней поверхностью втулки, составляет от 20 до 40% от общей массы дозы. 3 н. и 3 з.п. ф-лы, 10 ил.
1. Устройство для формования изделий из пластмассы, в котором изделие получают путем сжатия дозы (3) расплавленного пластичного материала между двумя частями формы, содержащее, по меньшей мере, источник (1) подачи пластичного материала, стержень (11), установленный с возможностью скольжения во втулке (8), предназначенной для временной поддержки дозы (3) пластичного материала, форму (6, 7) головки изделия, оправку (18), взаимодействующую с указанной формой (6, 7), причем втулка (8) содержит верхнюю поверхность (16) и боковую стенку (17), отличающееся тем, что оно содержит средства (1, 2) для размещения дозы на втулке, выполненные таким образом, что количество пластичного материала (22), расположенного выше плоскости (20), совпадающей с верхней поверхностью (16) втулки (8), составляет от 20 до 40% от общей массы дозы (3).
2. Устройство по п.1, отличающееся тем, что соотношение между массой материала (22), расположенного выше плоскости (20), и массой материала (21), расположенного ниже плоскости (20), составляет приблизительно 30/70.
3. Система, содержащая устройство по п.1 или 2 и дозу (3) пластичного материала, временно расположенную на свободном конце втулки (8), отличающаяся тем, что количество пластичного материала (22), расположенного выше плоскости (20), совпадающей с верхней поверхностью втулки (8), составляет от 20 до 40% от общей массы дозы (3).
4. Система по п.3, отличающаяся тем, что соотношение между массой материала (22), расположенного выше плоскости (20), и массой материала (21), расположенного ниже плоскости (20), составляет приблизительно 30/70.
5. Способ формования дозы (3) пластичного материала с помощью устройства по п.1 или 2, отличающийся тем, что дозу (3) размещают над верхней поверхностью (16) и на боковой стенке (17) втулки (8) таким образом, что количество пластичного материала (22), расположенного выше плоскости (20), совпадающей с верхней поверхностью (16) втулки (8), составляет от 20 до 40% от общей массы дозы (3).
6. Способ по п.5, отличающийся тем, что соотношение между массой материала (22), расположенного выше плоскости (20), и массой материала (21), расположенного ниже плоскости (20), составляет приблизительно 30/70.
| DE 3804464 C1, 08.06.1989 | |||
| WO 9609151 A1, 28.03.1996 | |||
| US 3591896 A, 13.07.1971 | |||
| RU 2004133969 A, 10.05.2005 | |||
| Устройство для дозирования расплава полимера | 1989 |
|
SU1712168A1 |

