Область техники
Настоящее изобретение относится к устройству для создания программ, устройству числового программного управления и способу создания программ, при помощи которого создают программу числового программного управления (ЧПУ) для механической обработки, чтобы управлять механическим станком.
Уровень техники
В механическом станке с ЧПУ, выполняющем механическую обработку аккуратным и точным образом, как это заложено в программе ЧПУ для механической обработки, с точки зрения управления качеством и производительности важно то, как легким и эффективным образом создать программу механической обработки, которая обеспечивает получение того результата механической обработки, который предполагается конструктором, создающим обрабатываемый объект.
Последнее усовершенствование функции, облегчающей создание программы ЧПУ, в устройстве для создания программ предоставило оператору возможность с легкостью создавать программу ЧПУ для механической обработки, задавая координаты обрабатываемых заготовок с учетом чертежей продукции. Появилось устройство, которое может создавать программу ЧПУ для механической обработки путем непосредственного импорта данных системы автоматизированного проектирования (САПР), созданных конструктором с использованием САПР-системы.
Для механической обработки такой области как посадка (сопряжение) и получения размерного допуска, связанного с функцией или эксплуатационной характеристикой объекта, механическая обработка которого приводит к созданию изделия, необходимо иметь программу ЧПУ для механической обработки, которая отражает целевой размер механической обработки, учитывающий посадку или размерный допуск. В частности, целевой размер механической обработки может представлять собой величину, отличающуюся от номинального размера в случае посадки или допуска, когда допустимые верхнее и нижнее предельные отклонения (наибольший предельный размер и наименьший предельный размер) асимметричны со смещением к любому из предельных размеров (наибольшему предельному размеру и наименьшему предельному размеру).
При непосредственном создании (модифицировании) программы ЧПУ для механической обработки с учетом чертежей продукции оператор вычисляет целевой размер механической обработки вручную или используя калькулятор, и в программу ЧПУ для механической обработки вводится координата, компенсированная на основе результата вычисления. При этом способе есть вероятность неправильного вычисления или ошибки ввода и созданная программа ЧПУ для механической обработки становится ненадежной, так как модифицировать эту программу сложно.
Чтобы решить эту проблему, предлагается способ, позволяющий непосредственно записывать в программу ЧПУ для механической обработки информацию о номинальных размерах и допусках (размерные допуски или тому подобное) и обеспечивать выполнение устройством ЧПУ процесса механической обработки на основе записанной информации.
Например, устройство ЧПУ, описанное в Патентном документе 1, сохраняет данные предельных отклонений на основе номинального размера и класса полей допуска для посадки. Устройство вычисляет центральное положение поля допуска на основе команды в программе механической обработки, которая описывает для обрабатываемого объекта номинальный размер и класс полей допуска посадки, а также на основе хранящихся данных предельных отклонений, соответствующих команде, а затем выполняет управление координатной осью, используя вычисленное центральное положение как команду на перемещение управляемой оси. Таким образом, программист может напрямую программировать номинальный размер и класс полей допуска в области посадки, указанные на чертеже для механической обработки.
Автоматический компенсатор посадки в устройстве числового программного управления, описанном в Патентном документе 2, обнаруживает символ посадки, расположенный между заранее определенными граничными символами, в программе из команд для ЧПУ, и вычисляет размер обработанной детали на основе размера, соответствующего символу посадки, и размера, указанного в программе из команд для ЧПУ.
В способе управления механической обработкой, который описан в Патентном документе 3, если предельное отклонение указано конкретным числовым значением в области описания предельных отклонений в программе механической обработки, целевой размер механической обработки определяют, исходя из указанного числового значения, а если предельное отклонение указано кодом посадки, выполняют поиск таблицы предельных отклонений, после чего определяют целевой размер механической обработки.
Патентный документ 1: Опубликованная заявка на японский патент №4-245305.
Патентный документ 2: Опубликованная заявка на японский патент №61-15204.
Патентный документ 3: Опубликованная заявка на японский патент №60-201860.
Сущность изобретения
Проблема, решаемая изобретением
В упомянутых традиционных методиках с первой по третью центральное положение может быть вычислено только, если имеется одна поверхность обрабатываемой заготовки, участвующая в вычислении размера, а также если порция информации о допуске и элемент команды механической обработки соответствуют друг другу "один к одному", в результате чего можно локализовать положение для записи номинального размера и информации о допуске. Соответственно, существует проблема, заключающаяся в том, что номинальный размер и информация о допуске не могут быть напрямую записаны в программу ЧПУ для механической обработки, если только информация о допуске не указана для диаметра цилиндрической поверхности, например, как в случае посадки для оси или отверстия, либо если только информация о допуске не указана для относительного размера, связанного с абсолютным эталонным положением (начальная точка программы или тому подобное). Другими словами, существует проблема, заключающаяся в том, что номинальный размер и информацию о допуске нельзя записать напрямую в программу ЧПУ для механической обработки, если участвует множество поверхностей обрабатываемой заготовки, как в случае расстояния между поверхностями. Помимо этого, существует проблема, заключающаяся в том, что работа оператора усложняется, если оператор внимательно анализирует чертеж, чтобы подходящим образом назначить допуски.
В устройстве для создания программ, которое выполнено с возможностью импортировать данные САПР и создавать на их основе программу ЧПУ для механической обработки, форму обрабатываемой заготовки можно моделировать, используя целевые размеры механической обработки вместе с заранее включенными допусками. Этот способ не может быть однозначным решением, так как конструктор или создатель данных САПР вынуждены вычислять целевые размеры механической обработки и вводить их в программу ЧПУ для механической обработки. Так как номинальные размеры, являющиеся существенными с конструктивной точки зрения, теряются, этот способ может привести к подготовке программы ЧПУ для механической обработки, которая дает при механической обработке результат, не предполагаемый конструктором.
Настоящее изобретение создано с учетом описанной выше ситуации, и его задачей является предложить устройство для создания программ, устройство числового программного управления и способ создания программ, которые позволяют легко подготовить программу ЧПУ для механической обработки, отражающую намерения конструктора, представленные в допуске, даже когда участвует множество поверхностей обрабатываемой заготовки.
Средства решения проблемы
Чтобы решить указанные выше проблемы и выполнить упомянутую задачу, настоящим изобретением предлагается устройство для создания программ, выполненное с возможностью создания, на основе данных формы обрабатываемой заготовки и данных допуска для упомянутых данных формы, программы ЧПУ для механической обработки, отражающей данные допуска на упомянутые данные формы, включающее блок вычисления целевых размеров механической обработки, выполненный с возможностью вычисления целевых размеров механической обработки для обрабатываемой заготовки на основе данных формы и данных допуска; блок деформирования данных формы, выполненный с возможностью задания положений после перемещения для графических элементов, включенных в данные формы, на основе целевых размеров механической обработки, вычисленных блоком вычисления целевых размеров механической обработки, и данных формы таким образом, чтобы размер между графическими элементами был согласован с соответствующим целевым размером механической обработки; и блок создания программы механической обработки, выполненный с возможностью создания программы ЧПУ для механической обработки с использованием данных формы и упомянутого положения каждого графического элемента после перемещения, заданного блоком деформирования данных формы, причем блок деформирования данных формы выполнен с возможностью задания положений графических элементов после перемещения на основе информации об изменении положения, касающейся того, как переместить графические элементы.
Результат, обеспечиваемый изобретением
Устройство для создания программ, соответствующее настоящему изобретению, обеспечивает результат, заключающийся в том, что программа ЧПУ для механической обработки, отражающая допуск, может быть легко подготовлена путем задания положений графических элементов после перемещения, в результате чего размер между графическими элементами, включенными в данные формы, становится целевым размером механической обработки, исходя из информации об изменении положения, касающейся того, как переместить графические элементы, даже если участвует множество поверхностей обрабатываемой заготовки.
Краткое описание чертежей
Фиг.1 - структурная схема устройства, облегчающего программирование ЧПУ, согласно первому варианту реализации настоящего изобретения.
На фиг.2 приведена примерная конфигурация таблицы данных допуска.
Фиг.3 - блок-схема последовательности операций способа перемещения/деформирования данных формы, когда режимом регулирования является "Фиксация элемента 1".
Фиг.4 - блок-схема последовательности операций способа перемещения/деформирования данных формы, когда режимом регулирования является "Фиксация центра".
Фиг.5 - блок-схема последовательности операций способа перемещения/деформирования данных формы, когда режимом регулирования является "Автоматический".
На фиг.6 схематично показан пример формы обрабатываемой заготовки и данных допуска.
На фиг.7 приведена конфигурация таблицы данных допуска, содержащая асимметричные допуски для размеров, показанных на фиг.6.
Фиг.8 - блок-схема процесса работы устройства, облегчающего программирование ЧПУ, согласно первому варианту реализации настоящего изобретения.
Фиг.9 - блок-схема процесса деформирования графических элементов для каждой группы.
Фиг.10 - структурная схема устройства, облегчающего программирование ЧПУ, согласно второму варианту реализации настоящего изобретения.
На фиг.11 приведена примерная конфигурация таблицы данных точечной графики.
Фиг.12 - блок-схема последовательности операций способа перемещения/деформирования данных точечной графики.
Фиг.13 - блок-схема последовательности операций способа перемещения/деформирования группы графических элементов, связанной с элементом точечной графики.
Фиг.14 - структурная схема примерного устройства для механической обработки.
Ссылочные обозначения
1 Блок ввода данных САПР
2 Блок хранения данных формы
3 Блок обработки диалоговых операций
4 Блок хранения данных допуска
5 Блок вычисления целевых размеров механической обработки
6 Блок обработки деформирования данных формы
7 Блок обработки генерации программ ЧПУ для механической обработки
8 Блок отображения
9 блок ввода инструкций
10 Блок хранения данных точечной графики
20 Данные САПР
30 Программа ЧПУ для механической обработки
51, 52 Таблица данных допуска
53 Таблица данных точечной графики
61-63 Данные формы
101, 102 Устройство, облегчающее программирование ЧПУ
110 Блок управления
150 Устройство ЧПУ
201 Устройство для механической обработки
205 Блок механической обработки
210 Обрабатываемый объект
301А, 302А, 302В, 401А, 401В, 402А, 402В, 501А, 501В, 502А, 502В, 503А, 601А-605А, 607А-609А, 701А-704А Край
801А, 801В Элементы точечной графики
Предпочтительный вариант (варианты) реализации изобретения
Варианты устройства для создания программ, устройства числового программного управления и способа создания программ, соответствующие настоящему изобретению, подробно рассмотрены на основе чертежей. Упомянутые варианты не ограничивают объем настоящего изобретения.
Первый вариант реализации изобретения
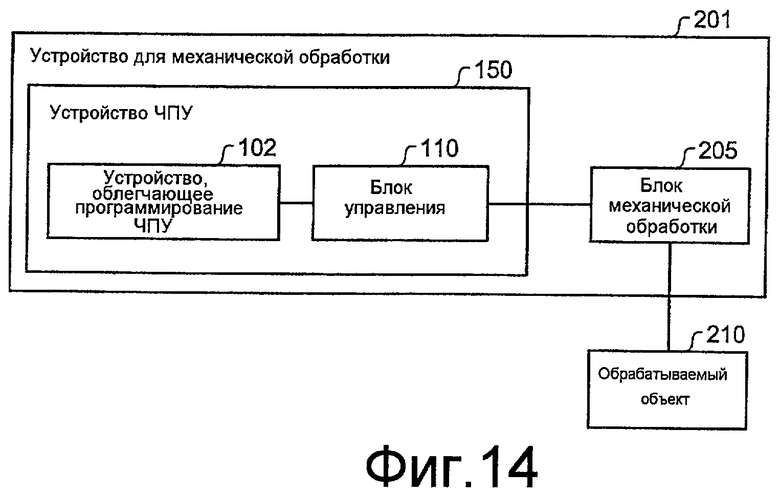
Фиг.1 представляет собой структурную схему устройства, облегчающего программирование ЧПУ, согласно первому варианту реализации настоящего изобретения. Устройство 101, облегчающее программирование ЧПУ (устройство создания программ), включает блок 1 ввода данных САПР, блок 2 хранения данных формы, блок 3 обработки диалоговых операций, блок 4 хранения данных допуска, блок 5 вычисления целевых размеров механической обработки, блок 6 обработки деформирования данных формы, блок 7 обработки генерации программ ЧПУ для механической обработки (блок создания программ для механической обработки), блок 8 отображения информации и блок 9 ввода инструкций.
Блок 1 ввода данных САПР принимает данные 20 САПР от внешнего устройства, такого как устройство создания данных САПР и запоминающее устройство для данных САПР и т.п., и посылает данные 20 САПР в блок 2 хранения данных формы. Данные 20 САПР включают данные формы обрабатываемой заготовки (объекта, который должен быть обработан), созданные с использованием системы САПР и т.п. (номинальный размер обрабатываемой заготовки), данные по допуску, заданному в системе САПР, и т.п. Блок 2 хранения данных САПР представляет собой средство запоминания, такое как память, в котором запоминаются данные 20 САПР, посланные из блока 1 ввода данных САПР.
Блок 8 отображения информации представляет собой видеотерминал, такой как жидкокристаллический монитор, на который выводятся данные 20 САПР, графические элементы данных формы, указанные пользователем, данные допуска, введенные пользователем, и т.п.
Блок 9 ввода инструкций включает мышь и клавиатуру, и этот блок принимает информацию по инструкциям (режим регулирования, который будет рассмотрен ниже, или тому подобное), данные допуска и т.п. от пользователя. Информация по инструкциям, данные допуска и т.п., которые принял блок 9 ввода инструкций, посылаются в блок 3 обработки диалоговых операций.
Блок 3 обработки диалоговых операций обеспечивает отображение блоком 8 отображения информации данных 20 САПР, хранящихся в блоке 2 хранения данных формы, и принимает информацию по инструкциям от блока 9 ввода инструкций. Например, блок 3 обработки диалоговых операций принимает от блока 9 ввода инструкций графические элементы данных формы, указанные оператором с использованием мыши или тому подобного, и соответствующие данные допуска для графических элементов, введенные оператором с использованием клавиатуры и т.п. Блок 3 обработки диалоговых операций связывает графические элементы данных формы, входящих в состав данных 20 САПР, с данными допуска на основе информации по инструкциям, поступившей от блока 9 ввода инструкций, и обеспечивает запоминание связанных данных в блоке 4 хранения данных допуска (таблица 51 данных допуска будет рассмотрена ниже). Блок 4 хранения данных допуска представляет собой средство запоминания, такое как память, в котором запоминается таблица 51 данных допуска, посланная из блока 3 обработки диалоговых операций.
Блок 5 вычисления целевых размеров механической обработки читает таблицу 51 данных допуска, хранящуюся в блоке 4 хранения данных допуска, и вычисляет целевой размер механической обработки, используя номинальный размер и допуск. Блок 5 вычисления целевых размеров механической обработки вводит вычисленный целевой размер механической обработки в блок 6 обработки деформирования данных формы.
Блок 6 обработки деформирования данных формы вычисляет величину перемещения каждого графического элемента (из данных формы), относящегося к данным допуска, используя результат вычисления, полученный блоком 5 вычисления целевых размеров механической обработки (целевой размер механической обработки), данные формы, хранящиеся в блоке 2 хранения данных формы, и режим регулирования, и деформирует данные формы, чтобы они удовлетворяли целевому размеру механической обработки (перемещает положение графического элемента). Блок 6 обработки деформирования данных формы вводит данные формы в блок 7 обработки генерации программ ЧПУ для механической обработки. После этого блок 7 обработки генерации программ ЧПУ для механической обработки генерирует программу 30 ЧПУ для механической обработки на основе положений графических элементов деформированных данных формы и выводит программу 30 ЧПУ для механической обработки вовне.
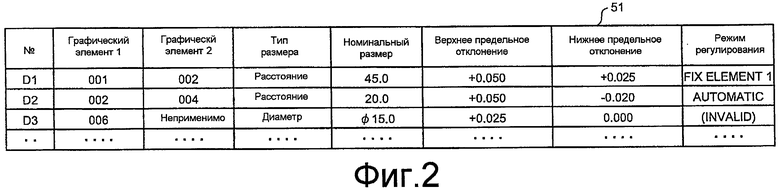
Рассмотрим конфигурацию таблицы 51 данных допуска, хранящейся в блоке 4 хранения данных допуска. На фиг.2 приведена примерная конфигурация таблицы данных допуска. Таблица 51 данных допуска представляет собой информационную таблицу, в которой поставлены в соответствие друг другу информация, идентифицирующая данные допуска ("№"), "Графический элемент 1", "Графический элемент 2", "Тип размера", "Номинальный размер", "Верхнее предельное отклонение", "Нижнее предельное отклонение" и "Режим регулирования". Каждая строка в таблице 51 данных допуска представляет собой порцию данных допуска.
Поле "Графический элемент 1" и поле "Графический элемент 2" указывают графический элемент или пару графических элементов, для которых должны быть заданы данные допуска, и эти поля связаны с идентификаторами ("№") графических элементов (поверхности, края, вершины и т.п.) данных формы, хранящихся в блоке 2 хранения данных формы. В поле "Графический элемент 1" указан один графический элемент, конфигурирующий данные формы, а в поле "Графический элемент 2" указан другой графический элемент, конфигурирующий эти данные формы.
В случае такого допуска для оси или диаметра отверстия как посадка, этот допуск описывают только "Графическим элементом 1", и поле "Графический элемент 2" игнорируется. В поле "Тип размера" указана информация о типе данных допуска, например расстояние, угол, диаметр и т.п.
В поле "Номинальный размер" указан номинальный размер графического элемента (размер, извлеченный из данных 20 САПР и т.п.) В полях "Верхнее предельное отклонение" и "Нижнее предельное отклонение" указаны отклонения от "Номинального размера" в данных допуска для верхнего и нижнего допустимых размеров (т.е. верхний предел допустимого размера и нижний предел допустимого размера).
В поле "Режим регулирования", являющемся принципиальной особенностью настоящего изобретения, указан способ перемещения/деформирования (метод деформирования данных формы), либо информация о перемещении положения, связанная с методом перемещения графического элемента, для перемещения/деформирования графических элементов на основе данных допуска. "Режим регулирования" указывает, например, любое из следующего: "Фиксация элемента 1", "Фиксация элемента 2", "Фиксация центра" и "Автоматический".
"Фиксация элемента 1" указывает способ фиксации "Графического элемента 1" при одновременном перемещении "Графического элемента 2", а "Фиксация элемента 2" указывает способ фиксации "Графического элемента 2" при одновременном перемещении "Графического элемента 1". "Фиксация центра" указывает способ фиксации центра между "Графическим элементом 1" и "Графическим элементом 2" и перемещение "Графического элемента 1" и "Графического элемента 2" в равной степени, а "Автоматический" указывает способ фиксации одного из Графических элементов 1 и 2, который был перемещен в результате одного из следующего: "Фиксации элемента 1", "Фиксации элемента 2" и "Фиксации центра", при одновременном перемещении другого из этих графических элементов, который до этого не был перемещен.
В случае, как при посадке, если один графический элемент является целевым, поле "Режим регулирования" игнорируется. В качестве альтернативы поле "Режим регулирования" заполняется оператором или другим лицом при помощи блока 9 ввода инструкций. Поля, отличающиеся от поля "Режим регулирования", например "Графический элемент 1", "Графический элемент 2", "Тип размера", "Номинальный размер", "Верхнее предельное отклонение" и "Нижнее предельное отклонение", могут быть извлечены из данных 20 САПР, либо могут быть заполнены оператором или другим лицом при помощи блока 9 ввода инструкций.
Целевой размер механической обработки, вычисленный блоком 5 вычисления целевых размеров механической обработки, представляет собой значение размера, находящееся в диапазоне, который удовлетворяет "Номинальному размеру", "Верхнему предельному отклонению" и "Нижнему предельному отклонению", хранящимся в таблице 51 данных допуска, и определяется на основе упомянутых "Номинального размера", "Верхнего предельного отклонения" и "Нижнего предельного отклонения". Блок 5 вычисления целевых размеров механической обработки вычисляет целевой размер механической обработки на основе, например, Уравнения (1):

Способ перемещения/деформирования графических элементов для данных допуска в зависимости от типа "Режима регулирования" и процесс создания данных допуска рассмотрены с использованием фиг.3-5. Сначала рассмотрим способ перемещения/деформирования в случае, когда "Режим регулирования" для данных допуска задан в виде "Фиксация элемента 1". Фиг.3 представляет собой блок-схема последовательности операций способа перемещения/деформирования данных формы, когда режимом регулирования является "Фиксация элемента 1".
Если "Фиксация элемента 1" указана в качестве "Режима регулирования", когда оператор устанавливает данные допуска применительно к краям 301А (графический элемент 1) и 302А (графический элемент 2) данных 61 формы, блок 3 обработки диалоговых операций создает данные D11 допуска, связанные с данными 61 формы.
Если говорить более конкретно, для данных D11 допуска блок 3 обработки диалоговых операций извлекает край 301А, входящий в состав данных 61 формы, из данных 20 САПР, чтобы задать край 301А как "Графический элемент 1", и извлекает край 302А из данных 20 САПР, чтобы задать край 302А как "Графический элемент 2". "Фиксация элемента 1", указанная оператором, также включается в данные D11 допуска как "Режим регулирования". Блок 3 обработки диалоговых операций обеспечивает, чтобы в блоке 4 хранения данных допуска сохранялись данные D11 допуска, связанные с данными 61 формы, входящими в состав данных 20 САПР.
При перемещении/деформировании краев 301А, 302А с целью соответствия целевому размеру механической обработки, блок 6 обработки деформирования данных формы не перемещает, а фиксирует край 301А "Графического элемента 1" и перемещает край 302А "Графического элемента 2". Величина Δ перемещения в этом случае представляет собой разность между целевым размером Y1 механической обработки и размером X1 для формы перед деформированием (расстояние между краем 301А и краем 302А перед перемещением/деформированием).
Если "Режимом регулирования" является "Фиксация элемента 2", обработка аналогична обработке в случае "Фиксация элемента 1" за исключением того, что фиксируемый и перемещаемый графические элементы меняются местами. То есть в случае "Фиксации элемента 2", край 302А "Графического элемента 2" не перемещается, а фиксируется, а край 301А "Графического элемента 1" перемещается.
Далее рассмотрим способ перемещения/деформирования в случае, если "Режимом регулирования" данных допуска является "Фиксация центра". Фиг.4 представляет собой блок-схема последовательности операций способа перемещения/деформирования данных формы, когда режимом регулирования является "Фиксация центра".
Если "Фиксация центра" указана в качестве "Режима регулирования", когда оператор устанавливает данные допуска применительно к краям 401А (графический элемент 1) и 402А (графический элемент 2) данных 62 формы, блок 3 обработки диалоговых операций создает данные D12 допуска, связанные с данными 62 формы.
Если говорить более конкретно, для данных D12 допуска блок 3 обработки диалоговых операций извлекает край 401А, входящий в состав данных 62 формы, из данных 20 САПР, чтобы задать край 401А как "Графический элемент 1", и извлекает край 402А из данных 20 САПР, чтобы задать край 402А как "Графический элемент 2". "Фиксация центра", указанная оператором, также включается в данные D12 допуска как "Режим регулирования". Блок 3 обработки диалоговых операций обеспечивает, чтобы в блоке 4 хранения данных допуска сохранялись данные D12 допуска, связанные с данными 62 формы, входящими в состав данных 20 САПР.
При перемещении/деформировании краев 401А, 402А с целью соответствия целевому размеру механической обработки для данных допуска D12, блок 6 обработки деформирования данных формы не перемещает, а фиксирует среднее положение (центральную линию) между краями 401А и 402А, и перемещает край 401А "Графического элемента 1" и край 402А "Графического элемента 2" на равные величины. Величина Δ перемещения в этом случае представляет собой половину разности между целевым размером Y2 механической обработки и размером Х2 для формы перед деформированием (расстояние между краем 401А и краем 402А перед перемещением/деформированием). Край 401А данных 62 формы становится краем 401В после перемещения благодаря процессу перемещения на величину Δ, а край 402А данных 62 формы становится краем 402В после перемещения благодаря процессу перемещения на величину Δ.
Далее, рассмотрим способ перемещения/деформирования в случае, когда "Режимом регулирования" данных допуска является "Автоматический". Фиг.5 представляет собой блок-схема последовательности операций способа перемещения/деформирования данных формы, когда режимом регулирования является "Автоматический".
Предполагается, что в блоке 4 хранения данных допуска сохранены данные D13 допуска применительно к краям 502А, 503А. Если "Автоматический" указан в качестве "Режима регулирования", когда оператор задает данные допуска для краев 501А (графический элемент 1) и 502А (графический элемент 2), входящих в состав данных 63 допуска, блок 3 обработки диалоговых операций создает данные D14 допуска, связанные с данными 63 формы.
В этом случае одно из полей "Графический элемент 1" и "Графический элемент 2" данных D14 допуска идентично одному из графических элементов в данных D13 допуска. Так как в случае данных 63 формы в качестве графических элементов данных D13 допуска задействованы край 502А и 503А, то край 502А или край 503А является одним из полей "Графический элемент 1" и "Графический элемент 2" данных D14 допуска. На фиг.5 поле "Графический элемент 2" данных D14 допуска имеет значение, идентичное значению поля "Графический элемент 1" данных D13 допуска.
В устройстве 101, облегчающем программирование ЧПУ, блок 3 обработки диалоговых операций обеспечивает, чтобы в блоке 4 хранения данных допуска сохранялись данные D14 допуска, связанные с данными 63 формы, входящими в состав данных 20 САПР. При этом для данных D14 допуска блок 3 обработки диалоговых операций извлекает край 501А, входящий в состав данных 63 формы, из данных 20 САПР, чтобы задать край 501А как "Графический элемент 1", и извлекает край 502А из данных 20 САПР, чтобы задать край 502А как "Графический элемент 2". Режим "Автоматический", указанный оператором, также включается в данные D14 допуска как "Режим регулирования". Блок 3 обработки диалоговых операций обеспечивает, чтобы в блоке 4 хранения данных допуска сохранялись данные D12 допуска, связанные с данными 62 формы, входящими в состав 20 САПР.
При перемещении/деформировании краев 501А, 502А, с целью соответствия целевому размеру механической обработки для данных D14 допуска, блок 6 обработки деформирования данных формы временно приостанавливает перемещение/деформирование данных D14 допуска до тех пор, пока не закончится перемещение/деформирование другой порции данных допуска, которые также используют графические элементы (в этом случае - данных D13 допуска).
Когда перемещение/деформирование данных D13 допуска заканчивается, блок 6 обработки деформирования данных формы фиксирует графические элементы данных D13 допуска, которые перемещены/деформированы, и выполняет перемещение/деформирование данных D14 допуска.
В случае данных 63 формы, показанных на фиг.5, так как для данных D13 допуска указана "Фиксация элемента 2", край 503А "Графического элемента 2" фиксируется, а край 502А "Графического элемента 1" перемещается и становится краем 502В (s1). Как следствие, целевой размер механической обработки для "Графического элемента 1" и "Графического элемента 2" данных D13 допуска согласуется с целевым размером Y3 механической обработки, соответствующим данным D13 допуска.
После этого, так как для данных D14 допуска задан режим "Автоматический", то фиксируется "Графический элемент 2" (край 502А) данных D14 допуска, идентичный "Графическому элементу 1" данных D13 допуска. Затем "Графический элемент 1" (край 501А) данных D14 допуска перемещается и становится краем 501В (s2). Как следствие, целевой размер механической обработки для "Графического элемента 1" и "Графического элемента 2" данных D14 допуска согласуется с целевым размером Y4 механической обработки, соответствующим данным D14 допуска.
Другими словами, в представленном варианте реализации настоящего изобретения блок 6 обработки деформирования данных формы перемещает/деформирует противоположный графический элемент (край 501А), чтобы удовлетворить целевому размеру механической обработки, используя графический элемент, который до этого был перемещен/деформирован (в этом случае - край 502А), в качестве эталона.
Когда "Автоматический" является режимом регулирования для данных допуска, которые не используют графические элементы совместно с другими данными допуска, в качестве "Режима регулирования" принимается, например, "Фиксация центра", при которой графические элементы, расположенные с обеих сторон, перемещаются/деформируются в равной степени.
Работа устройства, облегчающего программирование ЧПУ, которое соответствует первому варианту реализации настоящего изобретения, рассмотрена со ссылкой на фиг.6-8. На фиг.6 показан пример формы обрабатываемой заготовки и данных допуска. На фиг.6 в качестве примера приведены размеры пяти элементов, указанных конструктором при определении формы обрабатываемой заготовки и данных допуска, другие размеры опущены в целях удобства рассмотрения.
В состав формы обрабатываемой заготовки, показанной на фиг.6, входят края 601А-605А и 607А-609А. "Номинальный размер" (расстояние) между краем 601А и краем 603А составляет 80,0 (в миллиметрах), "Верхнее предельное отклонение" составляет +0,05 и "Нижнее предельное отклонение" составляет +0,01. "Номинальный размер" между краем 602А и краем 603А составляет 40,0, "Верхнее предельное отклонение" составляет +0,03 и "Нижнее предельное отклонение" составляет -0,01.
"Номинальный размер" между краем 604А и краем 605А составляет 35,0, "Верхнее предельное отклонение" составляет +0,03, и "Нижнее предельное отклонение" составляет +0,01. "Номинальный размер" между краем 607А и краем 608А составляет 25,0, "Верхнее предельное отклонение" составляет +0,03 и "Нижнее предельное отклонение" составляет +0,01. "Номинальный размер" между краем 608А и краем 609А составляет 70,0, "Верхнее предельное отклонение" составляет +0,03 и "Нижнее предельное отклонение" составляет -0,03.
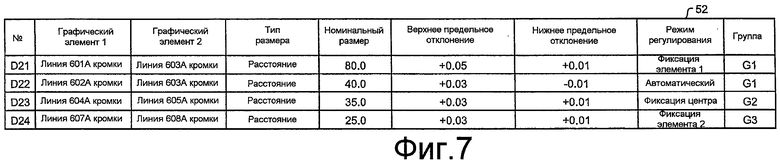
На фиг.7 приведена конфигурация таблицы данных допуска, содержащей асимметричные допуски для размеров, показанных на фиг.6. На фиг.7 показано содержимое блока 4 хранения данных допуска, когда оператор устанавливает данные допуска для показанных на фиг.6 пяти размеров, имеющих асимметричные допуски. Таблица 52 данных допуска, показанная на фиг.7, кроме того, включает информацию об именах групп, к которым относятся данные допуска, в дополнение к элементам таблицы 51 данных допуска.
Что касается данных D21 допуска, то "Графический элемент 1" представляет собой край 601А, а "Графический элемент 2" представляет собой край 603А. Так как "Режимом регулирования" для данных D21 допуска, где указан номинальный размер 80 миллиметров, является "Фиксация элемента 1", то блок 6 обработки деформирования данных формы не перемещает край 601А.
Что касается данных D22 допуска, то "Графический элемент 1" представляет собой край 602А, а "Графический элемент 2" представляет собой край 603А. Данные D22 допуска, где указан номинальный размер 40 миллиметров, используют край 603А совместно с данными D1 допуска и режимом регулирования является "Автоматический". Соответственно, блок 6 обработки деформирования данных формы не перемещает край 603А.
Что касается данных D23 допуска, то "Графический элемент 1" представляет собой край 604А, а "Графический элемент 2" представляет собой край 605А. Так как "Режимом регулирования" для данных D23 допуска, где указан номинальный размер 35 миллиметров, является "Фиксация центра", то блок 6 обработки деформирования данных формы перемещает края 604А, 605А таким образом, чтобы графические элементы стали симметричными относительно центральной линии для них.
Что касается данных D24 допуска, то "Графический элемент 1" представляет собой край 607А, а "Графический элемент 2" представляет собой край 608А. Так как "Режимом регулирования" для данных D24 допуска, где указан номинальный размер 25 миллиметров, является "Фиксация элемента 2", то блок 6 обработки деформирования данных формы не перемещает край 608А.
Так как данные допуска (для краев 608А, 609А) для значения номинального размера, составляющего 70 миллиметров, содержат "Верхнее предельное отклонение" +0,03 и "Нижнее предельное отклонение" -0,03, то блок 6 обработки деформирования данных формы не перемещает края 608А, 609А.
Из данных допуска с D21 по D24 данные D21, D22 допуска совместно используют край 603А. Соответственно, данные D21, D22 допуска делают данными допуска, относящимися к группе G1. С другой стороны, данные D23, D24 не используют графические элементы совместно с другими данными допуска. Соответственно, данные D23 допуска и данные D24 допуска делают данными допуска, относящимися соответственно к группе G2 и группе G3, но не к группе G1.
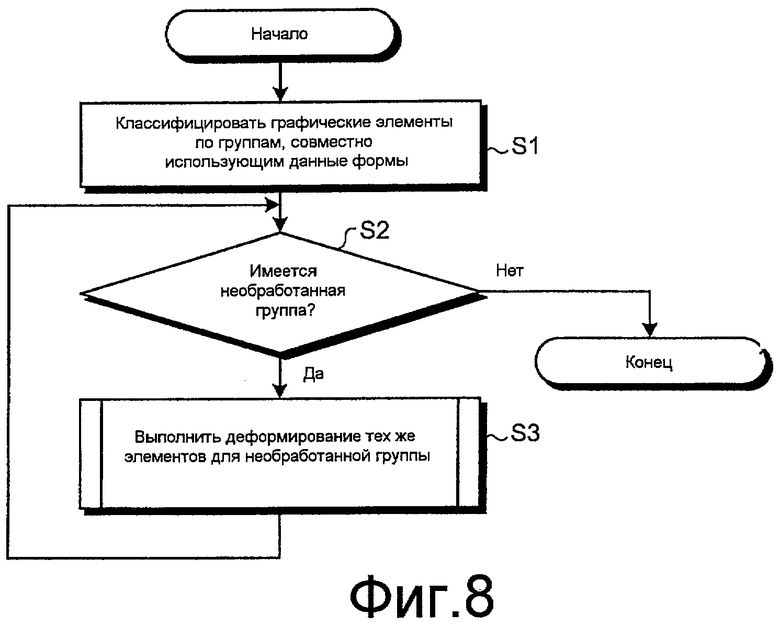
Фиг.8 представляет собой блок-схему процесса работы устройства, облегчающего программирование ЧПУ, согласно первому варианту реализации настоящего изобретения. На фиг.8 показан пример процесса работы блока 6 обработки деформирования данных формы.
Блок 6 обработки деформирования данных формы классифицирует данные допуска, содержащиеся в таблице 51 данных допуска, хранящейся в блоке 4 хранения данных допуска, на группы, содержащие общие графические элементы (Этап S1).
Блок 6 обработки деформирования данных формы вычисляет величины перемещения графических элементов для каждой классифицированной группы, используя результаты вычисления (целевые размеры механической обработки) блока 5 вычисления целевых размеров механической обработки и используя данные формы, хранящиеся в блоке 2 хранения данных формы. Блок 6 обработки деформирования данных формы проверяет, осталась ли необработанная группа, содержащая графический элемент, величина перемещения которого не была вычислена (Этап S2). Когда блок 6 обработки деформирования данных формы обнаруживает необработанную группу, содержащую какой-либо графический элемент, величина перемещения которого не вычислена ("Да" на Этапе S2), блок 6 обработки деформирования данных формы вычисляет величину перемещения графического элемента в необработанной группе и деформирует данные формы (вычисление деформирования) (Этап S3).
Блок 6 обработки деформирования данных формы повторяет процесс деформирования для каждой группы до тех пор, пока не останется необработанных групп (Этапы S2-S3). Когда не остается необработанной группы, содержащей какой-либо графический элемент, величина перемещения которого не была вычислена ("Нет" на Этапе S2), блок 6 обработки деформирования данных формы заканчивает процесс деформирования графических элементов.
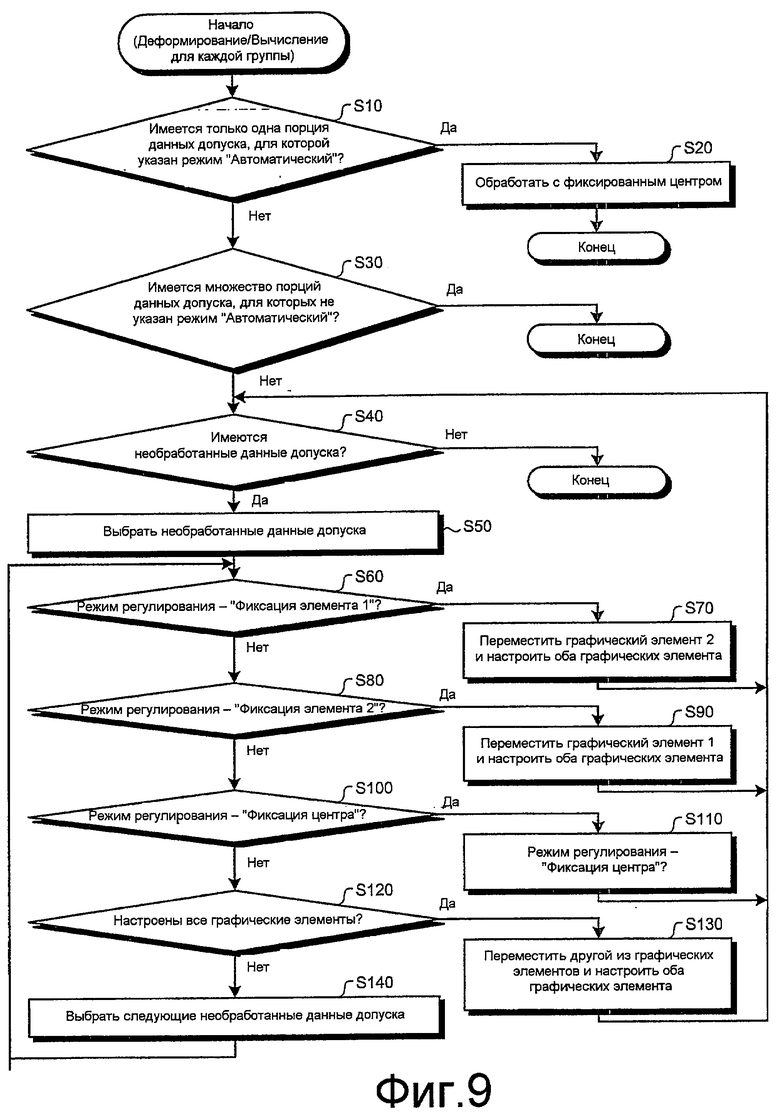
Рассмотрим процесс на этапе S3 (процесс деформирования графических элементов каждой группы) подробно. Фиг.9 представляет собой блок-схему процедуры деформирования графических элементов каждой группы. На фиг.9 показана процедура выполнения блоком 6 обработки деформирования данных формы процесса деформирования графических элементов для группы.
Блок 6 обработки деформирования данных формы оценивает, имеется ли только одна порция данных допуска, относящихся к обрабатываемой группе, и является ли "Режим регулирования" для данных допуска "Автоматическим" (Этап S10).
Когда имеется только одна порция данных допуска, относящихся к группе, и "Режим регулирования" данных допуска = "Автоматический" ("Да" на этапе S10), блок 6 обработки деформирования данных формы выполняет процесс деформирования графических элементов (по умолчанию), как в случае, когда "Режимом регулирования" является "Фиксация центра", и заканчивает процесс деформирования графических элементов (Этап S20). Впоследствии, когда блок 6 обработки деформирования данных формы обнаруживает процесс деформирования графических элементов следующей группы, этот блок 6 обработки деформирования данных формы повторяет процесс Этапов S2, S3, показанных на блок-схеме Фиг.8 (возврат).
Если имеется множество порций данных допуска, относящихся к группе, или в группу включены данные, у которых "Режим регулирования" не "Автоматический" ("Нет" на Этапе S10), блок 6 обработки деформирования данных формы оценивает, включено ли в обрабатываемую группу множество порций данных допуска, у которых "Режим регулирования" не "Автоматический".
Если в обрабатываемую группу включены порции данных допуска, у которых "Режим регулирования" не "Автоматический" ("Да" на Этапе S30), блок 6 обработки деформирования данных формы определяет, что процесс деформирования графических элементов невозможен, и прекращает процесс как ошибочный. В дополнение к этому, когда в обрабатываемую группу включены порции данных допуска, у которых "Режим регулирования" = "Автоматический", блок 6 обработки деформирования данных формы также определяет, что процесс деформирования графических элементов невозможен, и прекращает процесс как ошибочный.
Если в обрабатываемую группу включена только одна порция данных допуска, у которой "Режим регулирования" не "Автоматический" ("Нет" на этапе S30), блок 6 обработки деформирования данных формы повторяет процесс для каждой порции данных допуска до тех пор, пока не останется необработанных данных допуска (Этапы S40-S140).
Если говорить более конкретно, блок 6 обработки деформирования данных формы проверяет, имеются ли необработанные данные допуска (Этап S40). Если имеются необработанные данные допуска ("Да" на Этапе S40), блок 6 обработки деформирования данных формы выбирает порцию необработанных данных допуска (Этап S50).
Затем блок 6 обработки деформирования данных формы оценивает, является ли "Режим регулирования" для выбранных данных допуска "Фиксацией элемента 1" (Этап S60). Если "Режим регулирования" для выбранных данных допуска - "Фиксация элемента 1" ("Да" на Этапе S60), блок 6 обработки деформирования данных формы фиксирует "Графический элемент 1" и перемещает "Графический элемент 2", чтобы настроить положения "Графического элемента 1" и "Графического элемента 2" (Этап S70).
Если "Режим регулирования" данных допуска не является "Фиксацией элемента 1" ("Нет" на Этапе S60), блок 6 обработки деформирования данных формы оценивает, является ли "Режим регулирования" для выбранных данных допуска "Фиксацией элемента 2" (Этап S80). Если "Режим регулирования" для данных допуска - "Фиксация элемента 2" ("Да" на Этапе S80), блок 6 обработки деформирования данных формы фиксирует "Графический элемент 2" и перемещает "Графический элемент 1", чтобы настроить положения "Графического элемента 1" и "Графического элемента 2" (Этап S90).
Если "Режим регулирования" данных допуска не является "Фиксацией элемента 2" ("Нет" на Этапе S80), так как "Режим регулирования" является "Автоматическим", блок 6 обработки деформирования данных формы оценивает, является ли "Режим регулирования" для выбранных данных допуска "Фиксацией центра" (Этап S100). Если "Режим регулирования" для данных допуска - "Фиксация центра" ("Да" на Этапе S100), блок 6 обработки деформирования данных формы фиксирует центральную часть между "Графическим элементом 1" и "Графическим элементом 2", перемещает (перемещает/деформирует) "Графический элемент 1" и "Графической элемент 2" в равной степени и настраивает положения "Графического элемента 1" и "Графического элемента 2" (Этап S110).
Если "Режим регулирования" данных допуска не является "Фиксацией центра" ("Нет" на Этапе S100), блок 6 обработки деформирования данных формы оценивает, настроено ли положение любого из графических элементов выбранных данных допуска, то есть "Графического элемента 1" и "Графического элемента 2" (Этап S120). Если положение любого из этих графических элементов настроено ("Да" на Этапе S120), так как "Режим регулирования" является "Автоматическим", блок 6 обработки деформирования данных формы перемещает тот из упомянутых графических элементов, чье положение не настроено (другой из графических элементов), чтобы настроить положения этих "Графического элемента 1" и "Графического элемента 2" (Этап S130). При этом графический элемент, чье положение настроено, фиксируется и не перемещается.
Если положения как "Графического элемента 1", так и "Графического элемента 2" не настроены ("Нет" на Этапе S120), блок 6 обработки деформирования данных формы выбирает следующие необработанные данные допуска (Этап S140). Другими словами, если положения как "Графического элемента 1», так и "Графического элемента 2" не настроены, процесс перемещения временно приостанавливается, и сначала обрабатываются другие необработанные данные допуска. В результате блок 6 обработки деформирования данных формы выполняет обработку на Этапах S60-S140, подходящую для данных допуска (следующих необработанных данных допуска), выбранных в соответствии с приостановкой процесса перемещения для выбранных данных допуска.
После того как положения "Графического элемента 1" и "Графического элемента 2" настроены (после обработки на Этапах S70, S90, S110 и S130), блок 6 обработки деформирования данных формы проверяет, имеются ли необработанные данные допуска (Этап S40).
Блок 6 обработки деформирования данных формы повторяет обработку на Этапах S40-S140 до тех пор, пока не останется необработанных данных допуска. Если необработанных данных допуска не имеется ("Нет" на Этапе S40), блок 6 обработки деформирования данных формы заканчивает процесс деформирования графических элементов, включенных в обрабатываемую группу.
Когда блок 6 обработки деформирования данных формы заканчивает процесс деформирования данных формы, блок 7 обработки генерации программы ЧПУ для механической обработки генерирует программу ЧПУ для механической обработки на основе формы и положения каждого графического элемента деформированных данных формы и выводит программу ЧПУ для механической обработки вовне.
В результате, так как оператор может легко оценить результат деформирования формы обрабатываемой заготовки, отражающий допуск, то легким и результативным образом может быть создана приемлемая программа ЧПУ для механической обработки, отражающая намерения конструктора (допуск). Так как данные допуска могут быть заданы только для области, связанной с деформированием формы, желаемая программа ЧПУ для механической обработки может быть создана без проблем и с меньшими трудозатратами.
Хотя на Этапе S20 графический элемент деформируется аналогично случаю, когда "Режимом регулирования" является "Фиксация центра" при том, что в группе имеется только одна порция данных допуска ("Режим регулирования" - "Автоматический"), графический элемент может быть деформирован и другими методами. Например, графический элемент может быть деформирован аналогично случаю, когда "Режим регулирования" представляет собой "Фиксацию элемента 1" или "Фиксацию элемента 2".
Способ вычисления целевого размера механической обработки блоком 5 вычисления целевых размеров механической обработки не ограничивается вычислением с использованием Уравнения (1). Например, целевой размер механической обработки может быть вычислен с использованием значения, полученного за счет применения заранее определенного отношения (например, 3:1) к верхнему предельному отклонению и нижнему предельному отклонению. Например, если значение получено за счет применения отношения n:m к верхнему предельному отклонению и нижнему предельному отклонению, блок 5 вычисления целевых размеров механической обработки вычисляет целевой размер механической обработки на основе Уравнения (2):

Хотя в представленном варианте реализации настоящего изобретения процесс деформирования графических элементов рассмотрен с приведением в качестве примера двумерных данных формы, устройство 101, облегчающее программирование ЧПУ, может выполнять обработку, связанную с деформированием графических элементов, для трехмерных данных формы. Даже в этом случае, графические элементы могут быть деформированы с использованием схемы и при помощи процедуры, которые аналогичны примененным для случая, когда данные формы являются двумерными.
Значения (классификация) "Режима регулирования" не ограничиваются четырьмя типами "Фиксация элемента 1», Фиксация элемента 2", "Фиксация центра" и "Автоматический". Например, это может быть тип данных, который указывает отношение для назначения разницы между целевым размером механической обработки и размером при исходной форме для графических элементов на обоих концах. В таком случае назначение разницы для графических элементов на обоих концах, например, в виде 50%:50% по смыслу эквивалентно "Фиксации центра".
Данные формы обрабатываемой заготовки, запомненные в блоке 2 хранения данных формы, не ограничиваются данными формы, входящими в состав данных 20 САПР, и могут представлять собой другие данные. Элементы данных допуска, не относящиеся к "Режиму регулирования", не обязательно должны извлекаться из данных 20 САПР, и могут добавляться оператором, как это необходимо.
Включение устройства 101, облегчающего программирование ЧПУ, которое соответствует первому варианту реализации настоящего изобретения, в устройство числового программного управления механического станка позволяет этому станку напрямую исполнять программу ЧПУ для механической обработки, созданную этим устройством 101, облегчающим программирование ЧПУ.
Как можно видеть, согласно первому варианту реализации настоящего изобретения, при создании программы ЧПУ для механической обработки, предназначенной для обрабатываемой заготовки, содержащей область, целевой размер механической обработки в которой отличается от размера в данных формы (данных формы, для которых указана асимметричная посадка или допуск со смещенными в одну сторону верхним и нижним предельными отклонениями), желаемый результат на выходе (программа ЧПУ для механической обработки), может быть получен исключительно заданием данных допуска (таких как режим регулирования) только для тех графических элементов, которые связаны с посадками и допусками. Таким образом, можно опустить задание данных допуска для области, не связанной с перемещением/деформированием графического элемента, и можно снизить трудозатраты при создании программы ЧПУ для механической обработки. Соответственно, можно легко создать программу ЧПУ для механической обработки, отражающую намерения, заложенные при конструировании, которые представлены допуском.
Если графический элемент совместно используется порциями данных допуска, положение совместно используемого графического элемента после перемещения задается таким образом, чтобы этот элемент имел размер, соответствующий целевому размеру механической обработки в каждой порции данных допуска, совместно использующих упомянутый графический элемент; поэтому, даже когда графический элемент совместно используется порциями данных допуска, легко можно создать программу ЧПУ для механической обработки.
Второй вариант реализации изобретения
Второй вариант реализации настоящего изобретения рассмотрен со ссылкой на фиг.10-13. Во втором варианте реализации настоящего изобретения множество графических элементов унифицируют как группу графических элементов и перемещают репрезентативную эталонную точку для группы графических элементов, чтобы создать программу ЧПУ для механической обработки, предназначенную для обрабатываемой заготовки.
Фиг.10 представляет собой структурную схему устройства, облегчающего программирование ЧПУ, согласно второму варианту реализации настоящего изобретения. Компоненты, показанные на фиг.10, которые обладают теми же функциями, что и их аналоги в соответствующем первому варианту реализации настоящего изобретения устройстве 101, облегчающем программирование ЧПУ, которое показано на фиг.1, обозначены теми же ссылочными номерами и их рассмотрение не повторяется.
Устройство 102, облегчающее программирование ЧПУ, включает блок 10 хранения данных точечной графики в дополнение к функциональным средствам устройства 101, облегчающего программирование ЧПУ (блоку 1 ввода данных САПР, блоку 2 хранения данных формы, блоку 3 обработки диалоговых операций, блоку 4 хранения данных допуска, блоку 5 вычисления целевых размеров механической обработки, блоку 6 обработки деформирования данных формы, блоку 7 обработки генерации программы ЧПУ для механической обработки, блоку 8 отображения информации и блоку 9 ввода инструкций). Блок 10 хранения данных точечной графики представляет собой средство запоминания, такое как память, в которой запоминается информация о группе графических элементов для данных формы (таблица 53 данных точечной графики рассмотрена ниже).
Блок 3 обработки диалоговых операций, входящий в состав устройства 102, облегчающего программирование ЧПУ, выполняет обработку, связанную с заданием допуска, и дополнительно унифицирует графические элементы данных формы, указанные оператором как группа графических элементов. Затем блок 3 обработки диалоговых операций создает элемент точечной графики в положении репрезентативной эталонной точки для группы унифицированных графических элементов и сохраняет данные точечной графики, в которых элемент точечной графики и группа графических элементов связаны друг с другом, как таблицу данных точечной графики в блоке 10 хранения данных точечной графики. Помимо этого, в ходе операции задания допуска блок 3 обработки диалоговых операций задает допуск с использованием элемента точечной графики как предмета задания, в дополнение к графическому элементу, характеризующему форму обрабатываемой заготовки.
При перемещении/деформировании графического элемента, относящегося к данным допуска, с целью соответствия целевому размеру механической обработки, блок 6 обработки деформирования данных формы, входящий в состав устройства 102, облегчающего программирование ЧПУ, считывает данные точечной графики, хранящиеся в блоке 10 хранения данных точечной графики, и перемещает/деформирует группу графических элементов, связанную с данными точечной графики, в координации с перемещением элемента точечной графики, когда предметом перемещения/деформирования является элемент точечной графики. Другими словами, в представленном варианте реализации настоящего изобретения данные формы, состоящие из множества порций, обрабатываются как точечные данные, указывающие одну группу графических элементов. Допуск для каждого графического элемента делается равным 0 в группе графических элементов, обрабатываемой как точечные данные, и для каждого графического элемента выполняется относительное перемещение на ту же величину, что и перемещение точечных данных.
Рассмотрим конфигурацию таблицы данных точечной графики, хранящейся в блоке 10 хранения данных точечной графики. На фиг.11 приведена примерная конфигурация таблицы данных точечной графики. На фиг.11 каждая строка представляет собой одну порцию данных точечной графики.
В таблице 53 данных точечной графики поставлены в соответствие друг другу информация ("ID") для идентификации данных точечной графики, "Координата X", "Координата Y" и "Список графических элементов", представляющий собой список графических элементов, связанных с данными точечной графики.
Поле "ID", которое представляет собой номер, позволяющий идентифицировать уникальным образом каждый элемент точечной графики, выбирается так, чтобы оно не перекрывалось с "ID" графического элемента, характеризующего форму обрабатываемой заготовки. В поле "Координата X" и поле "Координата Y" указаны координаты положения репрезентативной эталонной точки группы графических элементов, связанной с элементом точечной графики (координата элемента точечной графики). В поле "Список графических элементов" указан список ID для каждой порции графических данных (графических элементов) в группе графических элементов, связанной с элементом точечной графики.
Работа устройства, облегчающего программирование ЧПУ, которое соответствует второму варианту реализации настоящего изобретения, рассмотрено со ссылкой на фиг.12 и 13. На фиг.12 приведен пример формы обрабатываемой заготовки, данных точечной графики и данных допуска. В примере, показанном на фиг.12, конструктор указал допуск между центром канавки, являющейся элементом формы, с шириной 15 миллиметров, состоящей из краев 701А, 702А и 703А, и краем 704А (s11).
Блок 3 обработки диалоговых операций унифицирует группу графических элементов (края 701А, 720А, 703А), конфигурируя канавку, являющуюся элементом формы, на основе инструкции, поступившей от оператора, и создает элемент 801А точечной графики, центр которого является репрезентативной эталонной точкой (s12).
Блок 3 обработки диалоговых операций обеспечивает, чтобы в таблице 53 данных точечной графики блока 10 хранения данных точечной графики были запомнены данные точечной графики, в которых указан элемент 801А точечной графики. Данные точечной графики, внесенные в таблицу 53 данных точечной графики, включают элемент 801А точечной графики, который представляет собой репрезентативную эталонную точку группы графических элементов, координату Х и координату Y элемента 801А точечной графики, "Список графических элементов" (ID краев 701А, 702А и 703А) и т.п. (s13).
Блок 3 обработки диалоговых операций задает данные допуска (режим регулирования или тому подобное) между центром канавки, являющейся элементом формы (элементом 801А точечной графики), и краем 704А и обеспечивает запоминание этого центра в таблице 52 данных допуска блока 4 хранения данных допуска. Допуск между элементом 801А точечной графики и краем 704А задается на основе координаты Х и координаты Y элемента 801А точечной графики, данных формы в данных 20 САПР, инструкции от оператора или тому подобного.
Так как в представленном варианте реализации настоящего изобретения при задании графических данных допуска для заготовки (процесс деформирования графического элемента) используют точечную графику, блок 6 обработки деформирования данных формы перемещает положение элемента 801А точечной графики, как это необходимо в процессе деформирования графического элемента.
Фиг.13 представляет собой вид, служащий для рассмотрения способа перемещения/деформирования группы графических элементов, связанной с графической точкой, когда перемещают элемент точечной графики. На фиг.13 показан процесс перемещения краев 701А, 702А и 703А в случае перемещения элемента 801А точечной графики, показанного на фиг.12.
Как показано на фиг.13, когда элемент 801А точечной графики перемещают в положение элемента 801В точечной графики, края 701А, 702А и 703А, связанные с элементом 801А точечной графики перемещают/деформируют в координации с перемещением элемента 801А точечной графики на величину перемещения, равную величине перемещения этого элемента 801А. в данном случае края 701А, 702А и 703А перемещают в том же направлении, что и направление от элемента 801А точечной графики к элементу 801В точечной графики.
Как следствие, оператор легко может спрогнозировать результат деформирования формы обрабатываемой заготовки, отражающий допуск для этой заготовки (для группы графических элементов), чьи форма и размер неизменны, но положение изменяется под влиянием допуска. Таким образом становится возможным легким и результативным образом создавать подходящую программу ЧПУ для механической обработки, отражающую намерения конструктора. Так как данные допуска должны быть заданы только для области, связанной с деформированием, как и в первом варианте реализации настоящего изобретения (устройстве 101, облегчающем программирование ЧПУ), желаемая программа ЧПУ для механической обработки может быть создана с меньшими трудозатратами.
Хотя в представленном варианте реализации настоящего изобретения процесс деформирования графического элемента рассмотрен с приведением в качестве примера двумерных данных, устройство 102, облегчающее программирование ЧПУ, может выполнять процесс деформирования графического элемента для трехмерных данных формы. Даже в этом случае процесс деформирования графического элемента может быть выполнен с использованием схемы и при помощи процедуры, которые аналогичны примененным для случая, когда данные формы являются двумерными.
Включение устройства 102, облегчающего программирование ЧПУ, в устройство числового программного управления механического станка позволяет этому станку напрямую исполнять программу ЧПУ для механической обработки, созданную этим устройством 102, облегчающим программирование ЧПУ.
Рассмотрим конфигурацию механического станка. Фиг.14 представляет собой структурную схему примерного устройства для механической обработки. Устройство для механической обработки (механический станок) 201 включает устройство 150 ЧПУ и блок 205 механической обработки, при этом блок 205 механической обработки обрабатывает объект 210 на основе инструкции, поступившей от устройства 150 ЧПУ.
Устройство 150 ЧПУ включает устройство 102, облегчающее программирование ЧПУ, и блок 110 управления, при этом блок 110 управления управляет блоком 205 механической обработки, используя программу ЧПУ, созданную устройством 102, облегчающим программирование ЧПУ. Устройство 201 для механической обработки, таким образом может исполнять программу ЧПУ для механической обработки, созданную устройством 102, облегчающим программирование ЧПУ, чтобы обработать объект 210. Устройство, облегчающее программирование ЧПУ, включаемое в состав устройства 150 ЧПУ, не ограничивается устройством 102, облегчающим программирование ЧПУ, и может представлять собой устройство 101, облегчающее программирование ЧПУ.
Хотя в представленном варианте реализации настоящего изобретения элемент 801А точечной графики перемещают на основе данных допуска между этим элементом 801А и краем 704А, элемент точечной графики может быть перемещен на основе данных допуска, заданных между двумя элементами точечной графики. Необязательно перемещать положение элемента 801А точечной графики, и может быть перемещено положение таких графических данных как край. Положение репрезентативной эталонной точки для группы графических элементов не ограничивается центральным положением для группы графических элементов и может представлять собой любое положение. Эталонное положение группы графических элементов может представлять собой сегмент или поверхность, отличающийся(уюся) от элемента точечной графики.
Как можно видеть, согласно второму варианту реализации настоящего изобретения, при создании программы ЧПУ для механической обработки заготовки, содержащей область (группу графических элементов), которая должна оказаться в другом положении по отношению к этой заготовке в целом из-за указанных асимметричных допусков, при том, что форма и размер этой области локально остаются теми же, что и у соответствующей области исходных данных формы, желаемый результат на выходе (программа ЧПУ для механической обработки) может быть получен путем задания данных допуска (режима регулирования) только для элемента точечной графики, представляющего упомянутую область, без задания данных допуска для каждого графического элемента, формирующего эту область.
За счет этого программа ЧПУ для механической обработки может быть получена заданием меньшего числа порций данных допуска и могут быть снижены трудозатраты при создании программы ЧПУ для механической обработки. Соответственно, легко может быть создана программа ЧПУ для механической обработки, отражающая намерения конструктора, представленные допуском.
Процесс создания программы ЧПУ для механической обработки, рассмотренный в первом и втором вариантах реализации настоящего изобретения, может быть выполнен путем исполнения программы, заранее подготовленной с использованием компьютера, например персонального.
Промышленная применимость
Как рассмотрено выше, устройство для создания программ, устройство числового программного управления и способ создания программ, соответствующие настоящему изобретению, подходят для создания программы ЧПУ для механической обработки с целью обеспечить числовое программное управление механическим станком.








Изобретения относятся к машиностроению и могут быть использованы для управления механической обработкой заготовок с использованием программы числового программного управления (ЧПУ). Устройство ЧПУ механической обработкой содержит устройство для создания программ. Данное устройство обеспечивает создание программы на основе данных формы обрабатываемой заготовки и данных допуска для данных формы. Устройство содержит блок вычисления целевых размеров механической обработки, блок обработки деформирования данных формы и блок создания программы механической обработки. Данные допуска включают информацию об изменении положения, касающуюся того, как переместить графические элементы. Блок обработки деформирования данных формы выполнен с возможностью задания положений графических элементов после перемещения на основе упомянутой информации об изменении положения. В результате обеспечивается упрощение подготовки программы ЧПУ, учитывающей допуск, при наличии множества поверхностей обрабатываемой заготовки. 3 н. и 2 з.п. ф-лы, 14 ил.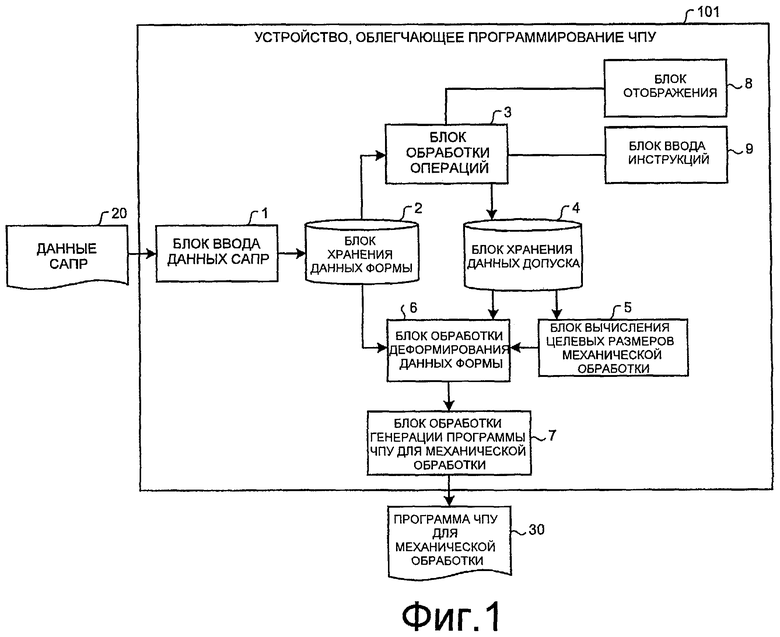
1. Устройство (101, 102) для создания программ числового программного управления механической обработкой заготовок, выполненное с возможностью на основе данных формы обрабатываемой заготовки и данных допуска для упомянутых данных формы создания программы ЧПУ для механической обработки, отражающей данные допуска на упомянутые данные формы, при этом устройство содержит:
- блок (5) вычисления целевых размеров механической обработки, выполненный с возможностью вычисления целевых размеров механической обработки для обрабатываемой заготовки на основе данных формы и данных допуска,
- блок (6) обработки деформирования данных формы, выполненный с возможностью задания положений после перемещения для графических элементов, включенных в данные формы, на основе целевых размеров механической обработки, вычисленных блоком (5) вычисления целевых размеров механической обработки, и данных формы таким образом, чтобы размер между графическими элементами был согласован с соответствующим целевым размером механической обработки, и
- блок (7) создания программы механической обработки, выполненный с возможностью создания программы ЧПУ для механической обработки с использованием данных формы и упомянутого положения каждого графического элемента после перемещения, заданного блоком (6) обработки деформирования данных формы, причем
данные допуска включают информацию об изменении положения, касающуюся того, как переместить графические элементы, и
блок (6) обработки деформирования данных формы выполнен с возможностью задания положений графических элементов после перемещения на основе упомянутой информации об изменении положения.
2. Устройство (101, 102) по п.1, в котором, если графический элемент совместно используется множеством порций данных допуска, блок (6) обработки деформирования данных формы позволяет задать положение графического элемента после перемещения таким образом, чтобы совместно используемый графический элемент был согласован с каждым целевым размером механической обработки для данных допуска, совместно использующих этот графический элемент.
3. Устройство (101, 102) по п.1, в котором графический элемент представляет собой группу графических элементов, включающую множество графических элементов, а блок (6) обработки деформирования данных формы выполнен с возможностью задания положения после перемещения для заранее определенной координаты, связанной с упомянутой группой графических элементов.
4. Устройство числового программного управления механической обработкой заготовок, которое выполнено с возможностью управления механической обработкой заготовки на основе программы ЧПУ для механической обработки и содержит устройство (101, 102) для создания программ по одному из пп.1-3.
5. Способ создания программы числового программного управления механической обработкой заготовок, с помощью которого на основе данных формы обрабатываемой заготовки и данных допуска для упомянутых данных формы создают программу ЧПУ для механической обработки, отражающую данные допуска на упомянутые данные формы, включающий этапы, на которых:
- вычисляют целевые размеры механической обработки для обрабатываемой заготовки на основе данных формы и данных допуска,
- задают положения после перемещения для графических элементов, включенных в данные формы, на основе вычисленного целевого размера механической обработки и данных формы таким образом, чтобы размер между графическими элементами был согласован с соответствующим целевым размером механической обработки, и
- создают программу ЧПУ для механической обработки с использованием данных формы и заданного положения каждого графического элемента после перемещения, причем
данные допуска включают информацию об изменении положения, касающуюся того, как переместить графические элементы, и положения графических элементов после перемещения задают на основе упомянутой информации об изменении положения на этапе задания положений после перемещения.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Устройство для подготовки и отладки программ | 1980 |
|
SU999020A1 |
| Способ составления программ при механической обработке плоскостных деталей | 1979 |
|
SU876328A1 |
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| МОДЕЛЬ РАСПОЛОЖЕНИЯ ХИМИЧЕСКИХ ЭЛЕМЕНТОВ | 1934 |
|
SU43204A1 |
| JP 4245305 A, 01.09.1992. | |||

