2. Устройство по п. 1, о т л и чающееся тем, что блок компенсации погрешности шага содержит второй регистр и последовательно соединенные третий регистр, четвертый регистр и .блок вычисления, вторым
входом подключенный к выходу второго регистра, третьим входом - к третьему входу.блока компенсации погрешности шага, а четвертым входом - к второму 6.rjoKa компенсации погрешности шага.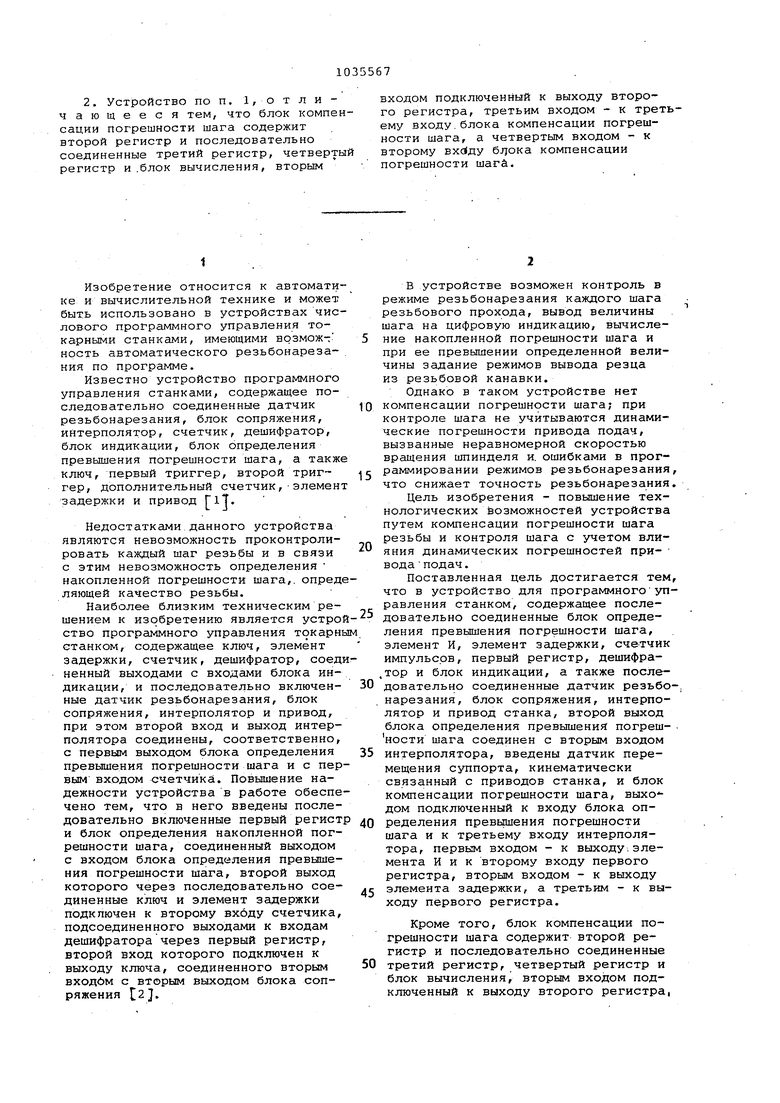
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления станком | 1979 |
|
SU864248A1 |
| Устройство для программного управления станком | 1976 |
|
SU601665A1 |
| Устройство для программного управления станком | 1980 |
|
SU920641A1 |
| Устройство для программного управления нарезанием резьбы | 1980 |
|
SU894678A1 |
| Устройство для программного управления | 1984 |
|
SU1193643A1 |
| Цифровой интерполятор | 1986 |
|
SU1310778A1 |
| Устройство для программного управления | 1986 |
|
SU1376065A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для программного управления станком | 1982 |
|
SU1084743A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
1. УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКШ, содержащее пос;педовательно соединенные блок ,определения превышения пргрешности шага, элемент И, элемент задержки, счетчик импульсов, первый регистр, дешифратор и блок индикации, а также последовательно соединенные датчик резьбонарезания,.блок сопряжения, интерполятор и привод станка второй выход блока определения превышения погрешности шага соединен с вторым входом интерполятора, о т л и ч а ю щ е е с я тем, что, с целью повышения технологических возможностей устройства, в него введены датчик перемещения суппорта, кинематически связанный с приводом станка, и блок компенсации погрешности шага, выходом подключенный к входу блока определения превышения погрешности шага и к третьему входу интерполятора, nepBbBvi входе - к выходу элемента Ч и к второму входу первого регистра, Q вторым входом - к выходу элемента задержки,.а третьим входом - к вы(Л ходу первого регистра. со СП сд ffi sl
Изобретение относится к автомати ке и вычислительной технике и может быть использовано в устройствах чис лового программного управления токарными станками, имеющими возможкость автоматического резьбонарезания по программе. Известно устройство программного управления станками, содержащее последовательно соединенные датчик резьбонарезания, блок сопряжения, интерполятор, счетчик, дешифратор, блок индикации, блок определения превышения погрешности шага, а такж ключ, первый триггер, второй триггер, дополнительный счетчик,элемен задержки и привод Г17. Недостатками данного устройства являются невозможность проконтролировать каждый шаг резьбы и в связи с этим невозможность определения накопленной погрешности шага,, опред ляющей качество резьбы. Наиболее близким техническим решением к изобретению является устро ство программного управления токарн станком, содержащее ключ, элемент задержки, счетчик, дешифратор, соед ненный выходами с входами блока индикации, и последовательно включенные датчик резьбонарезания, блок сопряжения, интерполятор и привод, при этом второй вход и выход интерполятора соединены, соответственно, с первым выходом блока определения превышения погрешности шага и с пер вым входом счетчика. Повышение надежности устройства в работе обеспе чено тем, что в него введены последовательно включенные первый регист и блок определения накопленной погрешности шага, соединенный выходом с входом блока определения превышения погрешности шага, второй выход которого через последовательно соединенные ключ и элемент задержки подключен к второму входу счетчика, подсоединенного выходами к входам дешифратора через первый регистр, второй вход которого подключен к выходу ключа, соединенного вторым входом с вторым выходом блока сопряжения t2 В устройстве возможен контроль в режиме резьбонарезания каждого шага резьбового прохода, вывод величины шага на цифровую индикацию, вычисление накопленной погрешности шага и при ее превышении определенной величины задание режимов вывода резца из резьбовой канавки. Однако в таком устройстве нет компенсации погрешности шага; при контроле шага не учитываются динамические погрешности привода подач, вызванные неравномерной скоростью вращения ишинделя и. ошибками в программировании режимов резьбонарезания, что снижает точность резьбонарезания. Цель изобретения - повышение технологических возможностей устройства путем компенсации погрешности шага резьбы и контроля шага с учетом влияния динамических погрешностей при- водаподач. Поставленная цель достигается тем, что в устройство для программногоуправления станком, содержащее последовательно соединенные блок определения превышения погрешности шага, элемент И, элемент задержки, счетчик импульсов, первый регистр, дешифратор и блок индикации, а также последовательно соединенные датчик резьбо-, нарезания, блок сопряжения, интерполятор и привод станка, второй выход блока определения превышения погреш- ности шага соединен с вторым входом интерполятора, введены датчик перемещения суппорта, кинематически связанный с приводов станка, и блок компенсации погрешности шага, выхо дом подключенный к входу блока определения превьпяения погрешности шага и к третьему входу интерполятора, первым входом - к выходу,элемента И и к второму входу первого регистра, вторым входом - к выходу элемента задержки, а третьим - к выходу первого регистра. Кроме того, блок компенсации погрешности шага содержит второй регистр и последовательно соединенные третий регистр, четвертый регистр и блок вычисления, вторым входом подключенный к выходу второго регистра,
третьим входом - к третьему входу блока компенсации погрешности шага, четвертым входом - к второму входу блока компенсации погрешности шага.
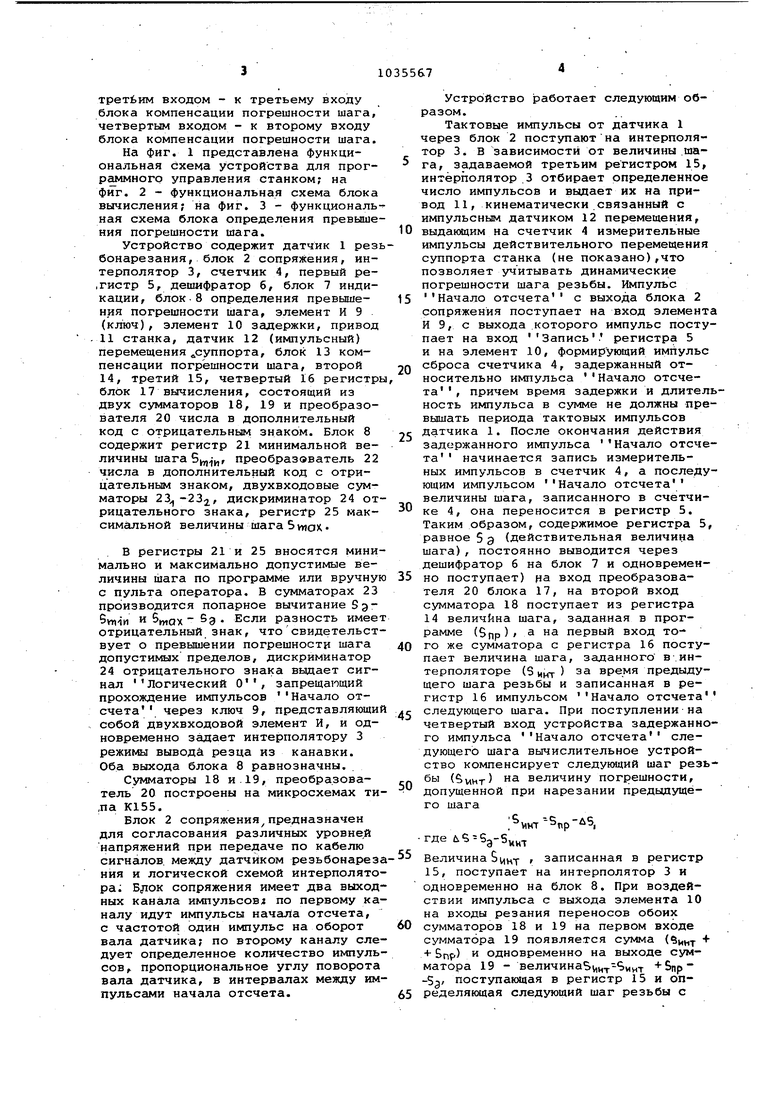
На фиг. 1 представлена функциональная схема устройства для программного управления станком; на фиг. 2 - функциональная схема блока вьписления; на фиг. 3 - функциональная схема блока определения превышения погрешности шага.
Устройство содержит датчик 1 резьбонарезания, блок 2 сопряжения, интерполятор 3, счетчик 4, первый ре,гистр 5, дешифратор б, блок 7 индикации, блок.8 определения превышеНИН погрешности шага, элемент И 9 . (ключ), элемент 10 задержки, привод 11 станка, датчик 12 (импульсный) перемещения суппорта, блок 13 компенсации погрешности шага, второй 14, третий 15, четвертый 16 регистры блок 17 вычисления, состоящий из двух сумматоров 18, 19 и преобразователя 20 числа в дополнительный код с отрицательным знаком. Блок 8 содержит регистр 21 минимальной величины шага , преобразователь 22 числа в дополнительный код с отрицательным знаком, двухвходовые сумматоры , дискриминатор 24 отрицательного знака, регистр 25 максимальной величины шага 5 уиах
В регистры 21 и 25 вносятся минимально и максимально допустимые величины шага по программе или вручную с пульта оператора. В сумматорах 23 производится попарное вычитание 8э ,и и 5э Если разность имеет отрицательный знак, что свидетельствует о превышении погрешности шага допустимых пределов, дискриминатор 24 отрицательного знака выдает сигнал Логический О , запрещающий прохождение импульсов Начало отсчета через ключ 9, представляняций собой двухвходовой элемент И, и одновременно задает интерполятору 3 режимы вывода резца из канавки. Оба выхода блока 8 равнозначны.
Сумматоры 18 и. 19, преобразователь 20 построены на микросхемах ти,па К155.
Блок 2 сопряжения предназначен для согласования различных уровне,й напряжений при передаче по кабелю сигналов между датчиком резьбонарезания и логической схемой интерполятора; БЛОК сопряжения имеет два выходных канала импульсовл по первому каналу идут импульсы начала отсчета, с частотой один импульс на оборот вала датчика; по второму каналу следует определенное количество импульсов , пропорциональное углу поворота вала датчика, в интервалах между импульсами начала отсчета.
Устройство работает следующим образом.
Тактовые импульсы от датчика 1 через блок 2 поступают на интерполятор 3. В зависимости от величины шага, задаваемой третьим регистром 15, интерполятор .3 отбирает определенное число импульсов и выдает их на привод 11, кинематически связанный с импульсным датчиком 12 перемещения, выдакяцим на счетчик 4 измерительные импульсы действительного перемещения суппорта станка (не показано),что позволяет учитывать динамические погрешности шага резьбы. Импульс Начало отсчета с выхода блока 2 сопряжения поступает на вход элемент И 9, с выхода которого импульс поступает на вход Запись. регистра 5 и на элемент 10, формирующий импульс сброса счетчика 4, задержанный относительно импульса Начало отсчета , причем время задержки и длителность импульса в сумме не должны превышать периода тактовых импульсов датчика 1. После окончания действия
Начало отсчезадержанного импульса
та начинается запись измерительных импульсов в счетчик 4, а последующим импульсом Начало отсчета величины шага, записанного в счетчике 4, она переносится в регистр 5. Таким образом, содержимое регистра 5 равное 59 (действительная величина шага), постоянно выводится через дешифратор 6 на блок 7 и одновременно поступает) на вход преобразователя 20 блока 17, на второй вход сумматора 18 поступает из регистра 14 величина шага, заданная в программе (Snp) первый вход того же сумматора с регистра 16 поступает величина шага, заданного в-.интерполяторе (S 3 время предыдущего шага резьбы и записанная в регистр 16 импульсом Начало отсчета следующего шага. При поступлении-на четвертый вход устройства задержанного импульса Начало отсчета следующего шага вычислительное устройство компенсирует следукндий шаг резьбы (v(HT величину погрешности, допущенной при нарезании предыдущего шага
, viHT-5tip u5, гдеьв: 5э-5«н-г
Величина SVIHT записанная в регистр 15, поступает на интерполятор 3 и одновременно на блок 8. При воздействии импульса с выхода элемента 10 на входы резания переносов обоих сумматоров 18 и 19 на первом входе сумматора 19 появляется сумма (5йнт + пр) и одновременно на выходе сумматора 19 - величина51, -Sg, поступакяцая в регистр 15 и определяющая следующий шаг резьбы с
учетом коррекции погрешности предыдущего шага..
Таким образом, устройство предотвращает возможность накопления по- , грешности шага. В случае сбойной ситуации при превышении величины определенных допустимых пределов блок 8 запрещает прохождение импульсов Начало отсчета через ключ 9, и на цифровом индикаторе блока 7 остается показание величины шага, на котором произошел сбой. Одновременно блок 8 задает иртерполятору 3 режимы вывода резца из резьбовой
Фиг.
канавки. По сравнению с базовым объектом (устройство ЧПУ Маяк-221согласно 1.АДХО.035.065) предлагаемое устройство позволяет компенсировать измеренную погрешность шага предыдущего витка резьбы во время нарезан ия последующего витка, измерять шаг резьбы с учетом динамических погрешностей привода подач, в случае -превышения скомпенсированным шагом определенных допустикмх пределов задавать режимы вывода резца из резьбовой канавки. Применение данно го устройства позволяет повысить класс точности нарезаемых резьб.
Блоке
HaSflOK3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для программного управления станком | 1976 |
|
SU601665A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для программного управления станком | 1979 |
|
SU864248A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
