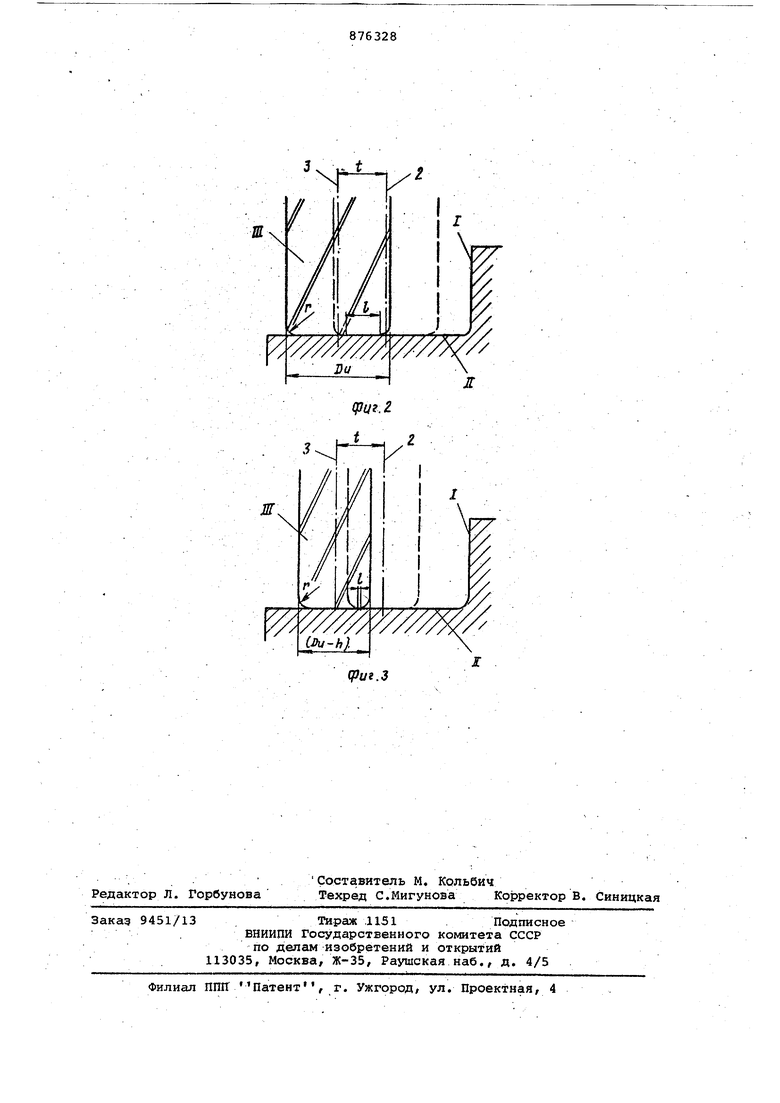
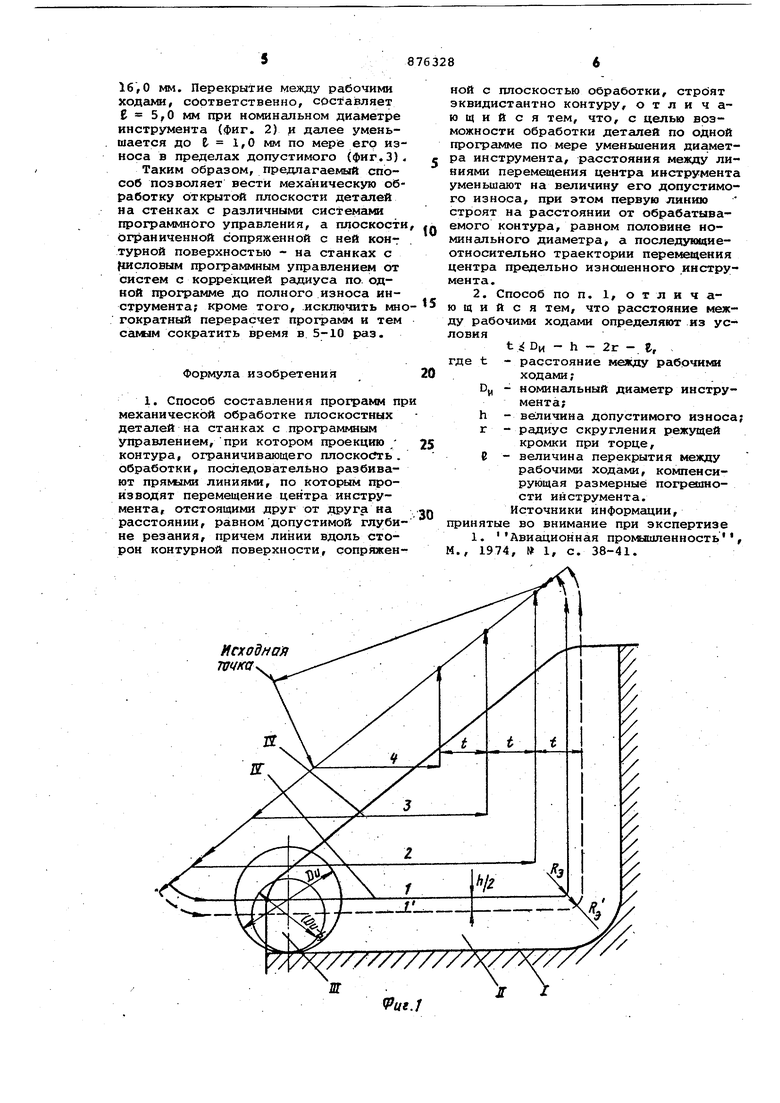
(54) СПОСОБ СОСТАВЛЕНИЯ ПРОГРАММ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ПЛОСКОСТНЫХ ДЕТАЛЕЙ I . Изобретение относится к управлению оборудонанием и может быть использовано в программировании процес сов механической обработки деталей, преимущественно фрезерованием. Известны способы программировани при которых проекцию контура, ограничивающего плоскость обработки j последовательно разбивают прямыми линиями, по которым производят перемещение центра инструмента, отстоящими друг от друга.на расстоянии, ра ном допустимой глубине резания, причем линии вдоль сторон контурной поверхности, сопряженной с плоскостью обработки, строят эквидистантно контуру Ц. Недостатком известных способов составления программ является ограниченность использования одной программы для обработки деталей, а именно, прОграму составляют для обработ ки фрезой одного диаметра, применяемого за номин. С износом фрезы в результате переточек происходит умен шение диаметра, что не обеспечивает перекрытие .плоскости между рабочими ходамя фрезы в процессе обработки деталей на станках-с ЧПУ. Цель изобретения - обработка деталей по одной программе по мере уменьшения диаметра инструмента. Указанная цель достигается тем, что расстояния между линиями перемещения центра инструмента уменьшают на величину его допустимого износа, при этом первую линию строят на расстоянии от обрабатываемого контура, равном половине номинального диаметра, а последующие - относительно траектории перемещения центра предельно изношенного инструмента. Расстояние между рабочими ходами определяют из условия tiDu-t -2r-e , (1) где t - расстояние между рабочими ходами; DH - номинальный диаметр инструмента;h - величина допустимого износа; г - радиус скругления режущей кромки при торце; Е - величина перекрытия между рабочими ходами, компенсирующая размерные погрешности инструмента. На фиг. 1 представлен пример составления програм1«ы; на фиг. 2 - перекрытие рабочих ходов инструментом
с номинальным диаметром; на фиг. 3 ерекрытие рабочих ходов предельно изношенным инструментом.
Способ осуществляется следующим образом.
В зависимости от радиуса внутреннего сопряжения сторон контура I, площади и конфигурации обрабатываемой плоскости II, ширины фрезерования, обрабатываемого материала назначают размерные параметры режущего нструмента III: номинальный диаметр й, длину режущей части и т.д, соответствующие первоначальному состоянию инструмента из существующего ряа типоразмеров. Исходя из геометрии, требуемой жесткости и прочности инструмента или типоразмеров задают величину допустимого износа h по диаметру. В соответствии с принятыми параметрами инструмента, величиной опустимого износа и в зависимости от принятого способа обработки определяют расстояние между рабочими ходами из условия (1).
Линия 1 перемещения центра инструмента первого рабочего хода строят эквидистантно контуру I на расстоянии (фиг.1).При этом в местах внутренних радиусных сопряжений сторон контура линии сопрягают радиусом R,достаточным для обеспечения коррекции радиуса инструмента от системы программного управления станкалш. По мере износа инструмента III траектория перемещения его центра при выполне нии первого рабочего хода автоматически смещается в направлении контура I, радиус Rg увеличивается, и при наименьшем диаметре центр инструмента перемещается по траектории l (штриховая линия) на расстоянии ( 1/2 от. контура I. Построение последующих рабочих ходов 2-4 обработки плоскости II ведут на расстоянии t как относительно траектории 1 перемещения центра предельно изношенного инструмента вдоль контура детали, так и между собой. При этом расстояние до линий перемещения центра инструмента рабочих Х9ДОВ IV от контура I детали, кроме первого рабочего хода, определяют по формуле
A..ib.iUHb
(а)
где А, - расстояние от контура детали до линии i-ro рабочего хода; ,
i - номер рабочего хода обработки плоскости, считая от контура.
Перемещая инструмент по линиям рабочих ходов IV, обеспечивается перекрытиб плоскости между рабочими ходами до полного его износа. При обработке инструментом с номинальным диаметром Dy перекрытие между рабочими ходами, например, 2 и 3 является максимальным (фиг. 2). По мере износа инструмента до наименьшего.диаметра () перекрытие 6 уменьшается до минимального, компенсирующего f только размерные погрешности инструмента (фиг. 3) .
П р и м е р. По данным чертежа детали воспроизводят контур, ограничивающий плоскость обработки (фиг.1).
Q Затем, в зависимости от конфигурации детали и условий обработки, назначает размерные параметры инструмента: ,0 мм, г ЗгО мм и т.д.Допустимая величина износа фрезы h 4,0 мм,
5 Величина перекрытия между рабочими ходами J. 1,0 мм. Максимальное расстояние между рабочими ходами определяют по формуле (1) I t 20,0-4,0-2-3,0-1,,0 (мм)
В зависимости от принятого способа обработки расстояние t между рабочими ходами корректируют и принимают равным 7,6 мм. Минимальное значение Rg принимают равным 1,0 мм, которым , сопрягают участки траектории первого
5 рабочего хода, удаленные от контура
на половину номинального диаметра инструмента, т.е. A,,,,0 мм. Затем строят линии последующих рабочих ходов относительно траектории
0 перемещения центра предельно изношенного инструмента вдоль контура детали, которая проходит от контура на расстоянии (Dp,-h)/2 (20,0-4,0)/2 8,0 мм. Это есть траектория l, к
5 которой постепенно по мере износа автоматически смещается траектория первого рабочего хода, а радиус обхода внутренних радиусов сопряжений, соответственно,увеличивс;ется и станор вится равным Rg Rg+h/2 l,0+4,0/2 3,0 мм. Эквидистантно траектории l на расстоянии t 7,6 мм друг от друга строят линии рабочих ходов 2,3 и 4. Для этого по.формуле (2) определяют расстояние А от контура детали до
5 кажд1рй линии: до линии второго хода
д,.(20,0-4;о) 7,6(2-1) 15,6;
до линии третьего рабочего хода
а - (20,0-4,0) j , ., .. ,- J, , 0 Э 2 /,o(J-l) - гл,;
до линии 4-го рабочего хода
д - (20,0-4,0) 7 - чо я
Ад - + /,Ь-(4-1; - оО,о
. После этого входы и выходы линий рабочих ходов соединяют в соответствии с принятым способом обработки детали, назначают режимы обработки и другие команды и получают программу обработки, Составленная таким образом программа позволяет производить механическую обработку деталей на станках с программным управлением, например, концевой фрезой при мйогократной переточке в пределах её допустимого износа, т.е. от 20,0 до 16,0 мм. Перекрытие между рабочими ходс1ми, соответственно, составляет 5,0 мм при номинальном диаметре инструмента (фиг. 2) далее уменьшается до К 1,0 мм по мере егр износа в пределах допустимого (фиг.3) Таким образом, предлагаемый способ позволяет вести механическую обработку открытой плоскости деталей на стенках с различными системами программного управления, а плоскости Ограниченной сопряженной с ней конг турной поверхностью - на станках с шсловым программным управлением от систем с коррекцией радиуса по. одной программе до полного износа инструмента; кроме того, исключить мн гократный перерасчет программ и тем сеаллм сократить время в 5-10 раз. Формула изобретения 1. Способ составления программ пр механической обработке плоскостных деталей на станках с программным управлением, при котором проекцию/ контура, ограничивающего плоскоЛгь . обработки, последовательно разбивают прялыми линиями, по которым производят перемещение центра инструмента, отстоящими друг от друга на расстоянии, равном допустимой глуби не резания, причем линии вдоль сторон контурной поверхности, сопряжен
Исходная W4Ka ной с плоскостью обработки, стрОят эквидистантно контуру, отличающийся тем, что, с целью возможности обработки деталей по одной программе по мере уменьшения диаметра инструмента, расстояния между линиями перемещения центра инструмента уменьшают на величину его допустимого износа, при этом первую линию строят на расстоянии от обрабатываемого контура, равном половине номинального диаметра, а последующиеотносительно траектории перемещения центра предельно изношенного инструмента. 2. Способ по п. 1, отличающийся тем, что расстояние между рабочими ходами определяют из условия - h - 2г -. г, где t - расстояние мезкду рабочими ходами; D - номинальный диаметр инструмента;h - величина допустимого износа; г - радиус скругления режущей кромки при торце, в - величина перекрытия между рабочими ходами, компенсирующая размерные погрешности инструмента. Источники информации, принятые во внимание при экспертизе 1. Авиационная промышленность , М., 1974, 1, с. 38-41.
3 V t
ХГК
г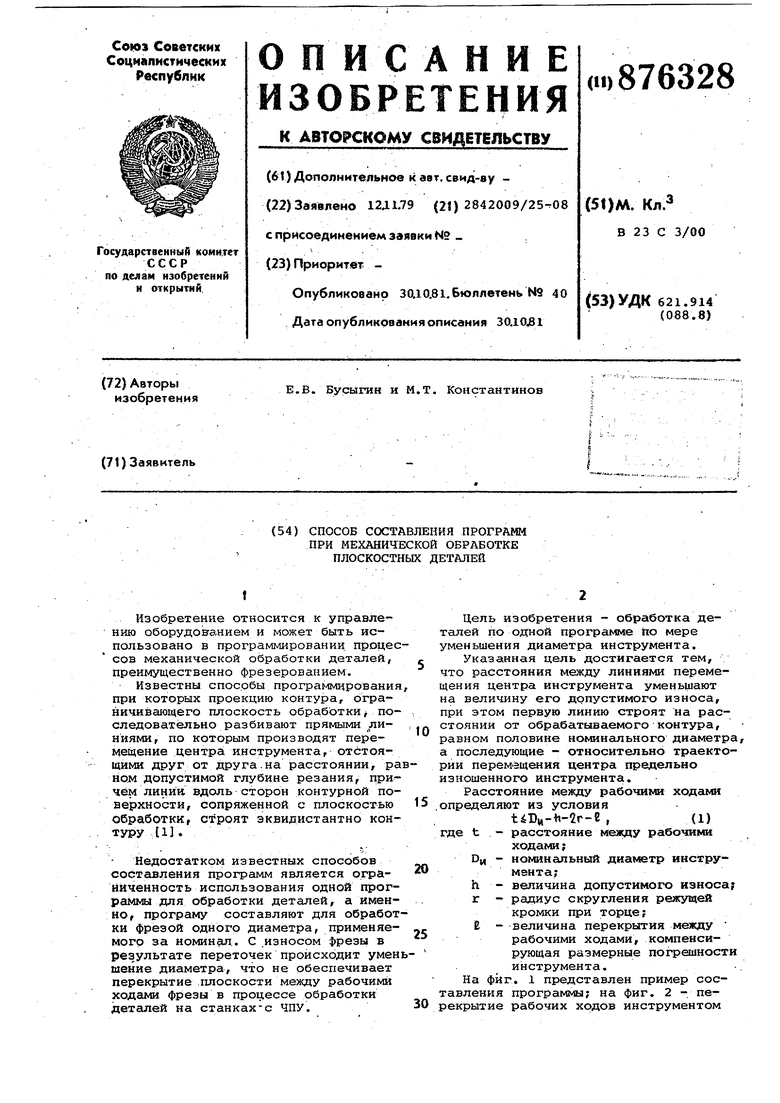
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки плоскостных деталей | 1980 |
|
SU965630A1 |
| Способ обработки плоскостей | 1977 |
|
SU733877A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
| Способ обработки плоскости | 1983 |
|
SU1139576A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей | 1987 |
|
SU1565608A1 |
| Способ обработки плоскостей | 1987 |
|
SU1516254A2 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
| Способ обработки плоскостных деталей | 1989 |
|
SU1646714A2 |