1
Изобретение относится к системам и устройствам с числовым программным управлением.
Известны станки с числовым программным управлением (ЧПУ), в том числе сверлильные цля .сверловки отверстий в различных, деталях и платах печатного монтажа. Последние, например ОФ-72Б, достаточно широко применяются в радиотехнической промышленности.
При- применении станков с ЧПУ, как правило, необходимы устройства для нанесения программ на перфоленту или другой носитель и оборудование для их обработки при наличии системы автоматизации программирования
Наиболее близко к предлагаемому устройство для программного управления 2, которое применяется для управления манипулятором раздельно по каждой из координат с применением магнитной ленты в качестве носителя программ. Создание такого устройства позволило
упростить процесс управления манипулятором и повысить точность его работы.
При обычном применении станка ОФ-72Б в соответствии с l для составления управляющих программ требуется применение ручного труда не менее 5-15 ч на одну программу, что резко снижает эффективность применения станков в условиях высокономенклатурного и опытного производства.
Устройство 2 предназначено для фиксации перемещений по всем координатам в процессе обучения в виде управляющей программы в унитарном коде. Примененный принцип не позволяет быстро менять программы, так как требует выполнения операции обучения при каждой смене обрабатываемой детали. Применение такого устройства для совместной работы со станком, yIIpaвляe ым от перфоленты с управляющей программой, малоэффективно.
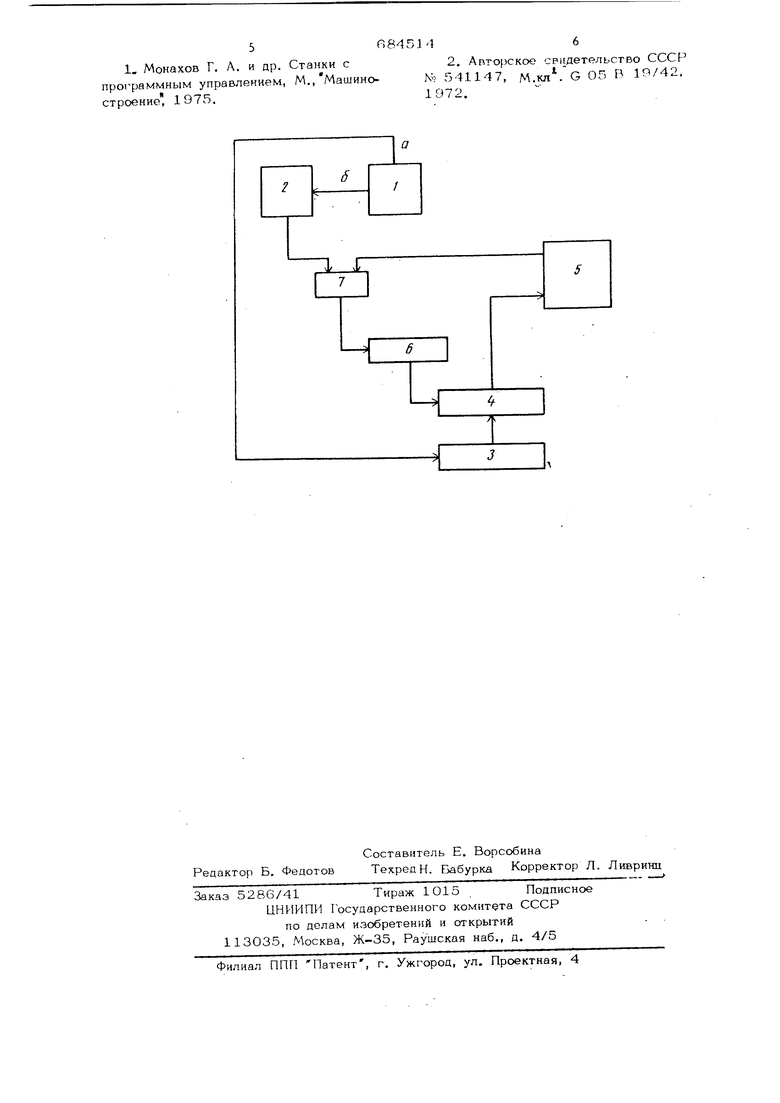
Цель изобретения- расширение области применения устройства. 30 ПсютаЕиенная цель достиг ается тем, в устройство ппписи программы обработки деталей, содержащее датчик перемещений, блок записи программы и элемент И, введены счетчик шэгов, фотодноцный датчик контроля поверхлости деталей, счетчик кодовых комбинаций и дешифратор, выход которого подключен ко входу блока записи программы, первый вход к выходу датчика перемещений через счетчик шагов, а второй вход - через счетчик кодовых комбинаций к выходу элемента И, первый вход которого соединен с выходом фотодиодного датчика конт роля поверхности деталей, а второй вход с выходом блока записи программы. Структурная электрическая схема устройства приведена на чертеже. Устройство для записи программы обработки деталей соаерй ит датчик переме- щений 1, фотодиодный датчик 2 контроля поверхности деталей, счетчик шагов 3, дешифратор 4, блок записи программ 5, счетчик кодовых комбинаций б, элемент И 7. Работа устройства заключается в следующем. Эталонную деталь, предварительно изготовленную, на обычном механообрабатывающем оборудовании, устанавливают на станке, и под действием узла перемещений фотодиодный датчик 2 сканирует ее поверхность. Сигналы с выхода а датчика 1, вырабатываемые во время функционирования механизмов станка в соответствии с заданным шагом позиционирования, поступают на двоичный hi -(разрядный Счетчик uiaroB 3, разрядность которого определяется максимально возможным количеством отверстий в детали и шагом Позиционирования. Двоичное число, соответствующее количеству произведенных узлом перемещений шагов, начиная от исходной точки. Поступает на дешифратор 4. Отсюда двоичное число, преобразованное в rri инфор мационных комбинаций с заданным количеством разрядов в каждой, поступает на блок записи 5, который наносит данные на их носитель или преобразует формат и форму представления данных в соответствии с требованиями к искомой управляющей программе. На второй вход дешифратора 4поступает сигнал со счетчика кодовых комбинаций G, разрешающий выдачу двоичного числа на блок 5. 44 Гааряджють счетчика 6 определяется соотношением разрядности счетчика 3 и требуемой разрядности, вь водимой на блок записи 5. На счетчик 6 сигнал поступает с ашмента И 7 при наличии заiTpoca на выдачу очередной комбинации с блока 5 и сигнала с фотодиодного датчика 2, координаты которого необходимо зафиксировать. Полное исключение ручного труда программиста для составления управляющих программ, а также использование станка с.ЧПУ для целей программирования позволяют значительно сок)атить длительность процесса составления про1)ам- мы от момента постановки задачи до получения сверловки платы печатного монжата, содержащей до 200 отверстий, оператором-программистом, составляет 6,5 ч. Состав тение той же программы с применением устройства автоматизации программирования занимает 0,275 ч. Трудоемкость составления программ сверловки отверстий на всю номенклатуру плат печатного монтажа предприятия в первом случае составляет 91ОО нормо- часов, а во втором - 385 нормочасов.. Система приобретает особое значение при применении в производстве группы станков с ЧПУ в условиях высокой номенклатуры деталей, подлежащих обработке на них, и необходимости частого внесения коррекций в техническую документацию. Формула изобретения Устройство для записи программы обработки деталей, содержащее датчик перемещений, блок записи программы и элемент И, отличающееся тем, что, с целью расширения области применения, в пего введены счетчик шагов, фо- тодиодный датчик контрапя поверхности деталей, счетчик кодовых комбинаций и дешифратор, выход которого подключен ко входу блока записи программы, первый вход - к выходу датчика перемещений через счетчик шагов, а второй вход через счетчик кодовых комбинаций - к выходу элемента И, первый ьход которого соединен с выходом фотодиодного датчика контроля поверхности деталей, а второй вход - с выходом блока записи программы. Источники информации, принятые во внимание при экспертизе
5R8451l
1, Монахов Г. А. и др. Станки с программным управлением, М,, Машиностроение, 1975.
2, Авторское свидетельство СССР NO 541147, М.кл.о 05 В 19/42. 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля программ на координатографе | 1983 |
|
SU1149219A1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ | 2007 |
|
RU2359801C1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство для контроля систем программного управления станком | 1988 |
|
SU1580320A1 |
| Программное задающее устройство | 1981 |
|
SU991376A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для программного управления шаговым двигателем | 1983 |
|
SU1141378A1 |
| Устройство для преобразования перемещения в код | 1981 |
|
SU978174A1 |
