Область техники, к которой относится изобретение
Настоящее изобретение относится к стали, которая должна использоваться для изготовления автомобильных деталей, деталей промышленного оборудования и т.д. и, в частности, к горячештампованной нетермообработанной стали мартенситного класса, после изменения формы которой горячей штамповкой применяют регулируемое охлаждение, чтобы основная структура стали являлась мартенситом, прочность, вязкость и также обрабатываемость стали были улучшены, даже без термической обработки, включающей закалку и отпуск после горячей штамповки, и также изобретение относится к штампованной нетермообработанной стальной детали, изготовленной из указанной стали.
Уровень техники
Ранее большинство автомобильных деталей, деталей промышленного оборудования и т.д., как правило, изготавливали горячей штамповкой стальных прутков из среднеуглеродистой стали или низкоуглеродистой стали для придания деталям требуемой формы, с последующим повторным нагревом деталей и термической обработкой, включающей закалку и отпуск, для обеспечения высокой прочности и высокой вязкости.
Однако для проведения указанной термической обработки требуется огромная тепловая энергия. Кроме того, при увеличении количества технологических операций при обработке, увеличении количества полуфабрикатов и т.д. возрастает доля затрат на термическую обработку в производственных расходах при изготовлении деталей. По этой причине для упрощения производственного процесса и снижения затрат на проведение термической обработки при изготовлении таких конструкционных деталей была разработана нетермообработанная сталь для горячей штамповки без необходимости применения термической обработки, включающей закалку и отпуск.
Горячештампованные детали, изготавливаемые из нетермообработанной стали, подвергали однократному нагреву до температуры 1200°C или выше и штамповке при высокой температуре от 1000 до 1200°C или около этого. Однако нагрев стали при температуре 1200°C или выше приводит к огрублению зерен аустенита. В результате штамповки при высокой температуре от 1000 до 1200°C развивается рекристаллизация, феррито-перлитная структура, полученная в процессе охлаждения стали, становится более грубой, в связи с чем горячештампованные нетермообработанные детали, изготовленные из нетермообработанной стали, по сравнению с термообработанными стальными деталями, имеют, как правило, отношение предела прочности к пределу текучести ниже и величину ударной вязкости меньше.
Для решения этих проблем в патентной публикации Японии (A) №55-82749 предлагается в стали, используемой в конструкциях транспортных средств, повысить содержание Mn и дополнительно добавить небольшое количество V. В патентной публикации Японии (A) №55-82750 предлагается добавлять небольшое количество V в сталь, используемую в конструкциях транспортных средств и, кроме того, в патентной публикации Японии (A) №56-169723 предлагается регулировать компоненты в стали и охлаждать сталь после штамповки со скоростью 0,7°C/с или менее в диапазоне температур от 1000 до 550°C, чтобы диспергировать в структуре стали большое количество включений MnS, являющихся зародышами межзеренного феррита, и, в результате, получить мелкозернистую структуру и улучшить вязкость и усталостные характеристики. Однако феррито-перлитная структура, полученная этими методами, остается грубой, и поэтому увеличение ударной вязкости или прочности за счет измельчения структуры до сих пор является незначительным.
В последнее время для защиты глобальной окружающей среды все больше возрастает необходимость экономии автомобильного топлива. Одним из эффективных средств достижения лучшей экономии автомобильного топлива является уменьшение веса транспортных средств. Это приводит к уменьшению размера деталей за счет повышения их прочности. Однако современная нетермообработанная сталь феррито-перлитного класса имеет предел прочности около 1000 МПа. Это не соответствует современным требованиям более высокой прочности и более высокой вязкости.
В то же время, чтобы получить прочность 1000 МПа или выше и высокую вязкость, необходимо в стали создать мартенситную структуру или бейнитную структуру с мелкодисперсными карбидами.
К настоящему времени были предложены многочисленные способы создания в нетермообработанной стали заданной мартенситной или бейнитной структуры после горячей штамповки. Например, в патентной публикации Японии (A) №1-129953 описывается, что при относительно низком содержании углерода в стали от 0,04 до 0,20% для повышения точки Ms, добиваясь эффекта самоотпуска, дополнительно вводят Ti, B и другие элементы для улучшения закаливаемости, и впоследствии сталь быстро охлаждают после штамповки для получения мартенситной или бейнитной структуры или смешанной структуры мартенсита и бейнита, в результате чего получают высокую прочность и хорошую вязкость стали. В патентной публикации Японии (A) №63-130749 описывается повышение содержания N в стали без добавления Ti и B и быстрое охлаждение от точки Ar3 или от более высокой температуры.
Однако в стали, описанной в патентной публикации Японии (A) №1-129953 и патентной публикации Японии (A) №63-130749, при высокой прочности наблюдается малый эффект улучшения обрабатываемости, даже при добавлении в сталь Ca, Te, Bi, или других элементов, улучшающих обрабатываемость.
К тому же в патентной публикации Японии (A) №2000-129393 описывается исследование, в результате которого было обнаружено, что совместная добавка в сталь Mn и Cu в соответствующих количествах приводит к высокому пределу текучести и хорошей вязкости и раскрывается, что было обнаружено, что при добавлении Ti и Zr в соответствующих количествах и при мелком диспергировании карбосульфидов Ti и карбосульфидов Zr, можно уменьшить количество сформированных включений MnS и, в свою очередь, улучшить обрабатываемость стального материала. Однако карбосульфиды Ti и карбосульфиды Zr являются твердыми, поэтому иногда вызывают повреждение инструмента и способствуют его износу при механической обработке стальных деталей. Как бы то ни было, получить сталь и автомобильные детали с высокой прочностью, высокой вязкостью и превосходной обрабатываемостью, является трудной задачей.
Сущность изобретения
В последние годы, в связи с требованиями повышения эффективности использования топлива за счет снижения веса транспортных средств, отмечается стремление к более высокой прочности горячештампованных нетермообработанных стальных деталей для автомобилей. Как описывалось выше, повышение прочности указанных нетермообработанных стальных деталей сопровождается снижением вязкости и обрабатываемости. Однако как следует из известного уровня техники, который приведен выше, нелегко улучшить обрабатываемость, в дополнение к механическим свойствам, таким как прочность и вязкость.
В связи с этим, задача настоящего изобретения состояла в том, чтобы решить эти проблемы и предложить нетермообработанную сталь для горячей штамповки с использованием регулируемого охлаждения стали после изменения формы горячей штамповкой, чтобы основная структура стали являлась мартенситом, даже без последующего повторного нагрева и термической обработки, включающей закалку и отпуск, и, тем самым, улучшить не только механические свойства, такие как прочность и вязкость, но также и обрабатываемость, и предложить горячештампованные нетермообработанные стальные детали, изготовленные из указанной стали.
Для того чтобы при регулируемом охлаждении после формоизменения горячей штамповкой без применения обычной термической обработки, включающей закалку и отпуск, создать в стали основную структуру, являющуюся мартенситом, и, тем самым, достичь более высокой вязкости и хорошей обрабатываемости нетермообработанной стали мартенситного класса, авторы настоящего изобретения исследовали оптимальные компоненты и структуру стали и в результате установили, что при присутствии в стали в числе других компонентов, в частности Al в большем количестве, чем в обычной стали, обрабатываемой горячей штамповкой, и при присутствии N в меньшем количестве, чем в обычной стали, обрабатываемой горячей штамповкой, улучшаются не только механические свойства, такие как прочность и вязкость, но также и обрабатываемость нетермообработанной стали мартенситного класса при широком диапазоне скоростей охлаждения.
1) При увеличении количества растворенного Al в стали можно получить высокую прочность плюс высокую обрабатываемость.
2) При увеличении количества растворенного Al в стали можно подавить огрубление структуры, приводящее к зарождению трещины, и обеспечить высокую вязкость, и мелкодисперсные нитриды Al осаждаются однородно во время охлаждения даже при малой скорости охлаждения, при этом подавляется огрубление структуры и может быть обеспечена высокая прочность плюс высокая вязкость стали.
Настоящее изобретение было создано на основании этих исследований и в результате предложена нетермообработанная сталь мартенситного класса для горячей штамповки с высокой прочностью, высокой вязкостью и улучшенной обрабатываемостью, и предложена горячештампованная нетермообработанная стальная деталь, изготовленная из этой стали.
Суть изобретения состоит в следующем.
(1) Нетермообработанная сталь мартенситного класса для горячей штамповки, характеризуется содержанием, в мас.%, C: от 0,10 до 0,20%, Si: от 0,10 до 0,50%, Mn: от 1,0 до 3,0%, P: от 0,001 до 0,1%, S: от 0,005 до 0,8%, Cr: от 0,10 до 1,50%, Al: от более 0,1 до 0,20% и N: от 0,0020 до 0,0080%, и остальное, по существу, Fe и неизбежные примеси.
(2) Нетермообработанная сталь мартенситного класса для горячей штамповки по пункту (1), дополнительно содержащая, в мас.%, B: от 0,0005 до 0,0050% и Ti: от 0,005 до 0,030%.
(3) Нетермообработанная сталь мартенситного класса для горячей штамповки по пункту (1) или (2), дополнительно содержащая, в мас.%, один или более из Nb: от 0,05 до 0,30%, V: от 0,05 до 0,30%, и Mo: от 0,05 до 1,0%.
(4) Горячештампованная нетермоообработанная стальная деталь, изготовленная из нетермообработанной стали мартенситного класса для горячей штамповки по любому из пунктов (1)-(3), причем указанная горячештампованная нетермоообработанная стальная деталь характеризуется тем, что структура стали во всем сечении части детали или всей этой детали, по существу, является мартенситной с эффективным размером зерна 15 мкм или менее.
(5) Горячештампованная нетермообрабатанная стальная деталь по пункту (4), характеризующаяся тем, что количество растворенного Al в стали составляет, в мас.%, от 0,05 до 0,18% в том месте, где структура стали во всем сечении части детали или всей этой детали, по существу, является мартенситной с эффективным размером зерна 15 мкм или менее.
Краткое описание чертежей
Чертеж - график, показывающий зависимость между пределом прочности и обрабатываемостью образцов №1-16 согласно изобретению и сравнительных образцов №19-23 из таблицы 3.
Осуществление изобретения
Согласно настоящему изобретению предполагают, что при регулируемом охлаждении после горячей штамповки структура стали становится мартенситной. В частности, при добавлении в качестве компонента стали Al в количестве от более 0,1 до 0,20%, превышающем содержание Al в обычной нетермообработанной стали, подавляется огрубление эффективных зерен, приводящее к зарождению трещины, и обеспечивается высокая вязкость, в то время как при дополнительном введении N в количестве от 0,0020 до 0,0080%, меньшем, чем в обычной нетермообработанной стали, количество растворенного Al увеличивается и обрабатываемость улучшается.
Далее, согласно настоящему изобретению при введении в сталь компонентов, указанных выше, можно получить горячештампованную нетермообработанную стальную деталь при применении регулируемого охлаждения после горячей штамповки для получения, по существу, мартенситной структуры с эффективным размером зерна 15 мкм или менее, которая обладает высокой прочностью и высокой вязкостью и улучшенной обрабатываемостью без проведения термической обработки, включающей закалку и отпуск.
Ниже в описании будут объясняться причины ограничения компонентов в стали согласно пунктам 1-3 формулы изобретения.
Нетермообработанная сталь мартенситного класса для горячей штамповки по пункту 1 формулы настоящего изобретения подходит для изготовления относительно малых или тонких деталей, которые можно достаточно закалить, или деталей, для которых не требуется внутренняя твердость такая, как на поверхности, к примеру, в частности, сталь подходит для изготовления коленчатого вала, используемого в автомобильном двигателе и т.п., шатуна, рычага поворотного кулака, используемого в автомобильном шасси, и других конструкционных деталей.
Кроме того, нетермообработанная сталь мартенситного класса для горячей штамповки по пункту 2 формулы изобретения может использоваться для изготовления деталей относительно большого размера, или для которых требуется достаточная закаливаемость. Нетермообработанная сталь мартенситного класса для горячей штамповки по пункту 3 формулы изобретения может использоваться для изготовления деталей, требующих, к тому же, более высокой прочности и более высокой вязкости, по сравнению со сталью, изготовленной согласно пунктам 1 и 2 формулы изобретения.
Компоненты, определенные в пункте 1 формулы изобретения
C: от 0,10 до 0,20%
C является основным элементом, определяющим закаливаемость и прочность мартенситной стали, и изготовленных из нее деталей. Для получения достаточной прочности стали и стальных деталей нижний предел содержания C устанавливают 0,10%, предпочтительным является нижний предел 0,14%. С другой стороны, чтобы повысить точку Ms и получить самоотпуск в процессе штамповки и закалки, верхний предел содержания C в стали устанавливают 0,20%. Кроме того, при содержании C выше 0,20% наблюдается падение вязкости. Это является причиной для установления верхнего предела содержания C в стали 0,20%.
Si: от 0,10 до 0,50%
Si является элементом, обеспечивающим прочность материала при упрочнении твердого раствора и эффективным в качестве раскисляющего элемента, но при содержании Si в стали менее 0,10%, эти эффекты не выражены и, кроме того, достаточное предварительное раскисление не может быть осуществлено. В связи с этим нижний предел содержания Si устанавливают 0,10%. С другой стороны, при содержании Si более 0,50% формируются твердые оксиды, что приводит к падению вязкости и ухудшению обрабатываемости стали и могут возникнуть другие проблемы. Поэтому верхний предел содержания Si в стали устанавливают 0,50%.
Mn: от 1,0 до 3,0%
Mn является элементом, упрочняющим сталь при упрочнении твердого раствора и улучшающим закаливаемость, и, кроме того, является элементом, эффективно способствующим формированию мартенсита. При содержании в стали Mn менее 1,0% невозможно получить желаемую мартенситную структуру, таким образом, нижний предел устанавливают 1,0%. Кроме того, Mn является элементом, используемым для предотвращения горячего охрупчивания, вызываемого S. Вводить Mn необходимо, чтобы связать S в стали с образованием сульфидов и диспергировать их, однако, при увеличении содержания Mn возрастает твердость материала, падает вязкость и ухудшается обрабатываемость, таким образом, верхний предел устанавливают 3,0%.
P: от 0,001 до 0,1%
P является элементом, обладающим эффектом улучшения обрабатываемости, повышающим твердость стального материала и вызывающим охрупчивание, однако при содержании P в стали менее 0,001% вышеупомянутый эффект не может проявляться в достаточной степени. Кроме того, при содержании в стали P более 0,1% стальной материал становится слишком твердым, а вязкость наоборот ухудшается, таким образом, верхний предел содержания P устанавливают 0,1%.
S: от 0,005 до 0,8%
S является элементом, формирующим MnS и улучшающим обрабатываемость, но при содержании в стали S менее 0,005%, достаточный эффект не проявляется. С другой стороны, также в зависимости от содержания Mn, если оно превышает 0,8%, включения MnS будут более грубыми и, наряду с этим, будет наблюдаться анизотропия включений MnS во время штамповки, таким образом, возрастет анизотропия механических свойств стали и в некоторых случаях будут образовываться трещины, и обрабатываемость ухудшится. Поэтому содержание S в стали устанавливают от 0,005 до 0,8%.
Cr: от 0,10 до 1,50%
Cr является элементом, улучшающим закаливаемость и, кроме того, повышающим прочность и вязкость стали. При содержании Cr в стали менее 0,10% эти эффекты не достигаются. При содержании содержания Cr более 1,5%, наряду с насыщением этих эффектов, также формируются карбиды Cr, что, напротив, приводит к падению вязкости и ухудшению обрабатываемости. Поэтому содержание Cr в стали устанавливают от 0,10 до 1,50%.
Al: от более ОД до 0,20%
Al является элементом, эффективным для раскисления стали. Кроме того, он присутствует как в растворе, так и в виде нитридов в аустените или мартенсите при высокой температуре, подавляя огрубление эффективных зерен, приводящее к зарождению трещины, и поддерживает высокую вязкость. К тому же растворенный Al в стали обладает эффектом улучшения обрабатываемости. Для проявления в достаточной степени этого эффекта необходимо содержание Al в стали более 0,1%. Однако чрезмерное введение Al способствует формированию твердых оксидов и, напротив, вызывает снижение вязкости и ухудшение обрабатываемости стали. Поэтому содержание Al в стали устанавливают от более 0,1 до 0,20%.
N: от 0,0020 до 0,0080%
N формирует нитриды с различными элементами и обладает эффектом подавления огрубления эффективных зерен и поддержания высокой вязкости. Для достижения этих эффектов в полной мере нижний предел содержания N в стали устанавливают 0,0020%. Однако при чрезмерном добавлении N в сталь наблюдается большое количество выделений AlN, частицы AlN огрубляются и снижается количество растворенного Al. В связи с этим верхний предел содержания N в стали устанавливают 0,0080%, предпочтительно, 0,0060% или менее, более предпочтительно 0,0050% или менее.
Компоненты, определенные в п.2 формулы изобретения
B: от 0,0005 до 0,0050%
B, присутствующий в стали в растворенном состоянии, обладает эффектами улучшения закаливаемости и, кроме того, улучшения вязкости. Для достижения этих эффектов необходимо содержание B в стали 0,0005% или более, но при содержании более 0,0050% эти эффекты также становятся насыщенными и вязкость падает. В связи с этим содержание B в стали устанавливают от 0,0005 до 0,0050%.
Ti: от 0,005 до 0,030%
Ti соединяется с N, присутствующим в качестве неизбежной примеси, с формированием нитридов Ti, которые подавляют осаждение BN, увеличивая количество растворенного B и препятствуя превращению B в BN и утрате влияния В на улучшение закаливаемости, и, в результате, может быть усилено влияние B на улучшение закаливаемости. Кроме того, Ti, формируя нитриды Ti, подавляет огрубление эффективных зерен и поддерживает высокую вязкость. Для достижения этих эффектов необходимо содержание Ti в стали 0,005% или более. Однако при содержании Ti в стали более 0,030% формируются грубые нитриды Ti и, напротив, происходит снижение вязкости и, более того, ухудшение обрабатываемости стали. Поэтому содержание Ti в стали устанавливают от 0,005 до 0,030%.
Компоненты, определенные в п.3 формулы изобретения
Nb: от 0,05 до 0,30%
Nb формирует карбонитриды Nb и обладает эффектами подавления огрубления эффективных зерен и поддержания высокой вязкости и высокой прочности. Кроме того, Nb растворяется в стали при высокой температуре и улучшает закаливаемость. Для достижения этих эффектов необходимо содержание Nb в стали 0,05% или более. Однако при содержании более 0,30% формируются грубые карбонитриды Nb и, напротив, снижается вязкость. По этой причине содержание Nb в стали устанавливают от 0,05 до 0,30%.
V: от 0,05 до 0,30%
V как и Nb обладает эффектом формирования карбонитридов V, подавляя огрубление эффективных зерен и поддерживая высокую вязкость. Кроме того, V растворяется в стали при высокой температуре и повышает закаливаемость. Для достижения этих эффектов необходимо содержание V в стали 0,05% или более. Однако при содержании более 0,30% формируются грубые карбонитриды V и, напротив, падает вязкость. По этой причине содержание V в стали устанавливают от 0,05 до 0,30%.
Mo: от 0,05 до 1,0%
Mo является элементом, способствующим улучшению закаливаемости и эффективно препятствующим снижению прочности границы зерна за счет карбидов. При содержании Mo в стали менее 0,05% эти эффекты не могут наблюдаться, в то время как, при введении Mo более 1,0% эффекты становятся насыщенными. Поэтому содержание Mo в стали устанавливают от 0,05 до 1,0%.
Кроме того, в дополнение к вышеупомянутым компонентам стали, определенным в существующем изобретении, также возможно вводить Sn, Zn, Pb, Sb, РЗМ и т.д. в диапазоне, не ослабляющем эффекты согласно настоящему изобретению.
Причины для ограничения пункта 4 формулы изобретения
Горячештампованные нетермообработанные стальные детали, описанные в п.4 формулы изобретения, характеризуются тем, что при разнообразии деталей, имеются детали, с местами на детали, требующими высокой прочности и вязкости, и местами, где они не требуются, и имеются детали, которые в целом требуют высокой прочности и вязкости. Согласно настоящему изобретению создается структура стали во всем сечении в том месте всей детали или части детали, где требуются высокая прочность и вязкость, являющаяся, по существу, мартенситной структурой с эффективным размером зерна 15 мкм или менее. Причина вышеупомянутого ограничения, относящегося к месту части детали или всей детали, где требуются высокая прочность и вязкость, будет объясняться ниже.
При горячей штамповке с последующим охлаждением нетермообработанной стали мартенситного класса для горячей штамповки по пунктам 1-3 формулы изобретения, деталь охлаждается водой, маслом, на воздухе или в охлаждающей среде, имеющей аналогичную охлаждающуюся способность, в соответствии с толщиной штампованной детали или содержанием легирующих элементов, таким образом, чтобы структура стали становилась, по существу, самоотпущенной мартенситной структурой с эффективным размером зерна 15 мкм или менее. Если структура стали отличается от мартенситной структуры, то вязкость заметно падает. Используемое в изобретении словосочетание «по существу, мартенситная структура» означает, что область, занимаемая мартенситной структурой, составляет 95% или более. Остальная область включает бейнит, перлит, остаточный аустенит и т.д., и конкретно не ограничена.
Используемое в изобретении словосочетание «эффективный размер зерна» является средней длиной при измерении длины плоской поверхности хрупкого излома, сформированного квазисколом или сколом после испытания по Шарпи. В стали создана мартенситная структура с эффективным размером зерна 15 мкм или менее для достижения прочности 1100 МПа или более и высокой вязкости.
Для получения в стали, по существу, мартенситной структуры с эффективным размером зерна 15 мкм или менее, как объяснялось выше, после горячей штамповки может быть выбрано охлаждение водой, маслом или на воздухе, в зависимости от скорости охлаждения, компонентов стали и толщины штампованной детали. Например, в случае нетермообработанной стали мартенситного класса для горячей штамповки, имеющей компоненты с небольшим содержанием элементов, улучшающих закаливаемость, и удовлетворяющей пункту 1 формулы изобретения, и штампованной детали с толщиной 40 мм или более, выбрано охлаждение водой, в то время как в случае нетермообработанной стали мартенситного класса для горячей штамповки, имеющей компоненты с большим содержанием элементов, улучшающих закаливаемость, и одновременно удовлетворяющей пунктам 2 и 3 формулы изобретения, и штампованной детали с толщиной 20 мм или менее, может быть выбрано охлаждение водой, маслом или на воздухе. Подходящие условия могут быть определены экспериментально заранее.
Причины для ограничения пункта 5 формулы изобретения
Причины ограничения признаков горячештампованной нетермоообработанной стальной детали, описанной в пункте 5 формулы изобретения, будут объясняться далее.
Стальной материал для горячештампованной нетермоообработанной стальной детали согласно настоящему изобретению, при содержании, в мас.%, растворенного Al: от 0,05 до 0,18% является более хрупким и обладает лучшей обрабатываемостью. Однако при содержании растворенного Al в стали менее 0,05%, вышеупомянутый эффект не может быть получен в достаточной степени. С другой стороны, количество растворенного Al определяется количеством Al и количеством N в стали, температурой нагрева и т.д., но количество растворенного Al не может превышать 0,18%. Для получения в стали растворенного Al в количестве 0,05% или более температура нагрева перед горячей штамповкой должна составлять 1150°C или выше, предпочтительно, 1200°C или выше и, предпочтительнее, 1250°C или выше.
Следует отметить, что место, где содержится указанное выше количество растворенного Al, является, по меньшей мере, местом горячештампованной и охлажденной детали, по существу, с мартенситной структурой и эффективным размером зерна 15 мкм или менее, однако в других местах также может присутствовать растворенный Al в вышеупомянутом количестве.
Настоящее изобретение ниже будет объясняться подробно с использованием примеров.
Пример 1
Отливки весом 150 кг из каждой стали с химическим составом, представленным в таблице 1, были изготовлены в вакуумной печи, затем подвергались горячей прокатке для получения стального прутка диаметром 50 мм. Далее, чтобы обеспечить необходимое количество растворенного Al в стали, прутки подвергались горячей штамповке при температуре 1250°C и вытягивались для придания цилиндрической формы диаметром 20 мм. Во всех случаях, кроме образцов согласно изобретению №13 и №14 и сравнительных образцов №22 и №23, для немедленного охлаждения использовали воду с температурой 25°C. Для немедленного охлаждения образцов согласно изобретению №13 и №14 и сравнительных образцов №22 и №23 использовали масло (марки JIS 1 №1) с температурой 100°C. Таким образом, скорость охлаждения образцов №13, №14, №22 и №23 была ниже. Далее, образцы стали, соответствующие примерам согласно изобретению и сравнительным примерам, для оценки свойств подвергали испытаниям на растяжение, на ударную вязкость и обрабатываемость. Следует отметить, что подчеркивание значений в таблице 1 обозначает условия вне области, определенной настоящим изобретением.
В частности, образцы №17 и №8 имели содержание C вне диапазона, предписанного настоящим изобретением, образцы №19, №20, №22 и №23 имели содержание Al вне указанного диапазона, образец №21 имел содержание N вне указанного диапазона, образец №24 имел содержание Si вне указанного диапазона, образцы №25 и №26 имели содержание Mn вне указанного диапазона, образец №27 имел содержание Cr вне указанного диапазона, образец №28 имел содержание Ti и B вне указанного диапазона и образец №29 имел содержание P вне указанного диапазона.
Предел прочности на растяжение определяли на испытательном образце JIS №3, вырезанном из прутка диаметром 20 мм. Для испытания на ударную вязкость вырезали образец JIS №3 в направлении растяжения при штамповке стали и провели испытание на ударную вязкость по Шарпи при комнатной температуре в соответствии со Стандартом JIS Z 2242. В качестве оценочного показателя использовали поглощенную энергию на единицу поверхности образца.
Эффективный размер зерна был получен при наблюдении под микроскопом шлифа, вырезанного в продольном направлении поверхности хрупкого излома, после испытания образца на ударную вязкость по Шарпи и является средним значением при измерении в 20 точках длины прямой поверхности хрупкого излома, сформированной квазисколом или сколом.
В качестве оценочного показателя обрабатываемости использовали максимальную скорость резания VL1000 (м/мин), при которой во время испытания образцов имеется возможность просверлить отверстие с совокупной глубиной 1000 мм. Упомянутое здесь значение «VL1000» является скоростью резания сверла, при которой можно просверлить отверстие глубиной 1000 мм. Чем выше это значение, тем лучше обрабатываемость стали. Условия испытания образцов при сверлении представлены в таблице 2.
Исследования структуры стали проводили под оптическим микроскопом или сканирующим электронным микроскопом. «М» в таблице 3 обозначает, что основной структурой стали является мартенситная структура. «В» в таблице 3 обозначает, что основной структурой является бейнитная структура. Относительная площадь мартенсита является отношением площади, занимаемой мартенситом, к общей площади структуры, и определяется при наблюдении под микроскопом шлифа, вырезанного в радиальном направлении прутка диаметром 20 мм, с последующей обработкой изображения зафиксированной фотографии структуры. Количество растворенного Al в стали определяется разностью между общим количеством Al в стали и количеством Al, входящего в состав карбидов Al. Количество Al, входящего в состав карбидов Al, определяли, измеряя эмиссионным спектрометром ICP остаток вещества после электролитической экстракции, которая проводилась ускоренным гальваническим методом при постоянном потенциале в неводном электролите с использованием фильтра, имеющего размер ячейки 0,1 мкм.
В таблице 3 представлены результаты испытаний на растяжение, испытаний на ударную вязкость и данные оценки обрабатываемости. Прочерк в графе данных таблицы 3 обозначает, что при испытании образцов не удалось просверлить отверстие совокупной глубины 1000 мм при скорости резания 1 м/мин.
На чертеже представлен график, на котором значения из таблицы 3 пределов прочности на растяжение при испытании образцов №1-16 согласно изобретению и сравнительных образцов №19-23 отложены по абсциссе и данные VL1000 отложены по ординате.
ная энергия (Дж/см2)
ный размер зерна (мкм)

Образцы №1-16, представленные в вышеупомянутой таблице 3, являются примерами осуществления изобретения, в то время как образцы №17-29 являются сравнительными примерами. Как видно из таблицы 3, стальные образцы №1-16 согласно изобретению продемонстрировали хорошие значения всех оценочных показателей: предела прочности на растяжение, поглощенной энергии и VL1000. Даже по отношению к сравнительным образцам они показали превосходную обрабатываемость при одном и том же уровне прочности и показали превосходящую прочность при одном и том же уровне обрабатываемости. Очевидно, что были улучшены не только механические свойства, такие как прочность и вязкость, но также и обрабатываемость.
С другой стороны, в стальных материалах сравнительных образцов №17-29, по меньшей мере, одно из этих трех свойств, используемых в качестве оценочных показателей, было хуже, по сравнению с тем же свойством стальных образцов согласно изобретению. В частности, сравнительный образец №17 не содержал C в необходимом количестве, который является существенным элементом согласно настоящему изобретению, в связи с чем, его прочность была ниже прочности стальных образцов согласно настоящему изобретению. Кроме того, сравнительный образец №18 содержал C в избытке, который является существенным элементом согласно настоящему изобретению, в связи с чем, прочность этого образца была выше прочности стальных образцов согласно настоящему изобретению, а вязкость и обрабатываемость сильно снизились.
Сравнительные образцы №19, 22 и 23 не содержали Al в необходимом количестве, который является существенным элементом настоящего изобретения, а сравнительный образец №21 содержал N в избытке, таким образом, во всех этих образцах количество растворенного Al было менее 0,05 мас.%. Сравнительный образец №20 содержал Al в избытке, который является существенным элементом согласно настоящему изобретению, в связи с чем, увеличилось количество твердых оксидов. В каждом случае, как показано на чертеже, при одном и том же уровне предела прочности на растяжение, значение VL1000 было очень низким, по сравнению со стальными образцами согласно настоящему изобретению.
В частности, в структуре образцов №22 и 23 относительная площадь, занимаемая мартенситом, составляла более 95%, однако скорость охлаждения была медленной, и не был достигнут эффект подавления огрубления эффективных зерен за счет нитридов Al, при этом в каждом случае эффективный размер зерна составлял более 15 мкм и выходил из предписанного диапазона, в связи с чем вязкость была более низкой по сравнению со стальными образцами согласно настоящему изобретению. С другой стороны, в образцах №13 и 14 согласно изобретению регулировали содержание Ti и B и скорость охлаждения, по существу, так же как и образцов №22 и №23 была медленной, однако был достигнут эффект подавления огрубления эффективных зерен за счет нитридов Al, при этом эффективный размер зерна составлял 15 мкм или менее, в связи с чем была обеспечена высокая вязкость.
Сравнительный образец №24 содержал Si в избытке, который является существенным элементом согласно настоящему изобретению, в связи с чем его прочность была выше прочности стальных образцов согласно настоящему изобретению, а вязкость и обрабатываемость сильно снизились.
Сравнительный образец №25 не содержал Mn в необходимом количестве, который является существенным элементом согласно настоящему изобретению, в связи с чем закаливаемость стали упала, основной структурой являлась бейнитная структура и вязкость значительно снизилась по сравнению с вязкостью стальных образцов согласно настоящему изобретению.
Сравнительные образцы №26-29 содержали в избытке Mn, Cr, Ti, B и P, которые являются существенными элементами согласно настоящему изобретению, в связи с чем сильно снизилась вязкость или обрабатываемость образцов.
Нетермообработанная сталь мартенситного класса для горячей штамповки и горячештампованная нетермоообработанная стальная деталь согласно настоящему изобретению содержит в качестве компонентов стали Al в количестве от более 0,1 до 0,20%, большем, чем в обычной нетермообработанной стали, и N в количестве от 0,0020 до 0,0080%, меньшем, чем в обычной нетермообработанной стали, в связи с чем могут быть улучшены не только механические свойства, такие как прочность и вязкость, но также и обрабатываемость, и в результате появляется возможность использования стали в автомобильных деталях, деталях промышленного оборудования и т.д., где требуются высокая прочность и высокая вязкость, и появляется возможность использования автомобильных деталей, изготовленных из этой стали. В частности, согласно настоящему изобретению регулируемое охлаждение после формоизменения при горячей штамповке дает возможность создать в стали основную структуру, являющуюся мартенситом, даже без последующего повторного нагрева и термической обработки, включающей закалку и отпуск, таким образом, можно снизить затраты на проведение термической обработки.
Изобретение может быть использовано для изготовления автомобильных деталей, деталей промышленного оборудования и т.д. Нетермообработанная сталь мартенситного класса для горячей штамповки содержит компоненты в следующем соотношении, в мас.%: от 0,10 до 0,20 С, от 0,10 до 0,50 Si, от 1,0 до 3,0 Мn, от 0,001 до 0,1 Р, от 0,005 до 0,8 S, от 0,10 до 1,50 Сr, от более 0,1 до 0,20 Аl, от 0,0020 до 0,0080 N, остальное, по существу, Fe и неизбежные примеси. После изменения формы горячей штамповкой применяют регулируемое охлаждение для создания в стали основной структуры, являющейся мартенситом даже без последующего повторного нагрева и термической обработки, включающей закалку и отпуск. Горячештампованная нетермообработанная стальная деталь, изготовленная из этой стали, имеет структуру стали во всем поперечном сечении части детали или всей этой детали, по существу, являющейся мартенситной с эффективным размером зерна 15 мкм или менее. Стальная деталь обладает высокой прочностью, высокой вязкостью и превосходной обрабатываемостью. 2 н. и 3 з.п. ф-лы, 1 ил., 3 табл.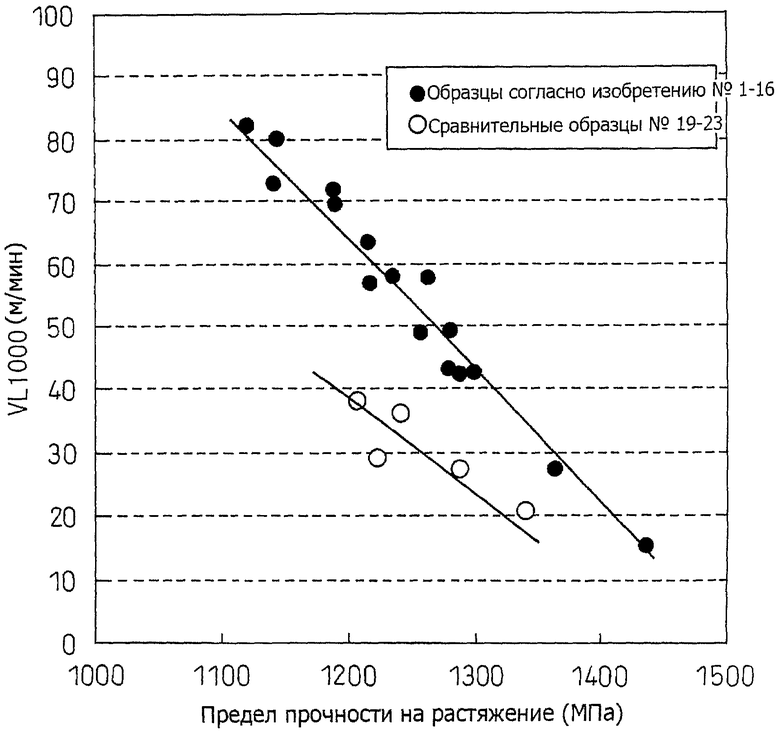
1. Нетермообработанная сталь мартенситного класса для горячей штамповки, которая содержит, мас.%: С от 0,10 до 0,20, Si от 0,10 до 0,50, Mn от 1,0 до 3,0, Р от 0,001 до 0,1, S от 0,005 до 0,8, Сr от 0,10 до 1,50, Аl от более чем 0,1 до 0,20, N от 0,0020 до 0,0080 и
остальное, по существу, Fe и неизбежные примеси.
2. Нетермообработанная сталь мартенситного класса для горячей штамповки по п.1, дополнительно содержащая, мас.%: В от 0,0005 до 0,0050, Ti от 0,005 до 0,030.
3. Нетермообработанная сталь мартенситного класса для горячей штамповки по п.1 или 2, дополнительно содержащая, мас.%, один или больше из Nb от 0,05 до 0,30, V от 0,05 до 0,30 и Мо от 0,05 до 1,0.
4. Горячештампованная нетермоообработанная стальная деталь, изготовленная из нетермообработанной стали мартенситного класса для горячей штамповки по любому из пп.1-3, которая имеет структуру стали во всем сечении части детали или всей этой детали, по существу, являющейся мартенситной, с эффективным размером зерна 15 мкм или менее.
5. Горячештампованная нетермообработанная стальная деталь по п.4, в которой количество растворенного Аl в стали составляет от 0,05 до 0,18 мас.% в том месте, где структура стали во всем сечении части детали или всей этой детали, по существу, является мартенситной с эффективным размером зерна 15 мкм или менее.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| US 6743307 B1, 01.06.2004 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Сталь | 1977 |
|
SU633925A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

