Изготовление флоат-стекла осуществляется путем непрерывной разливки расплавленного стекла на нагретый в продольной ванне расплав олова и получаемой таким образом стеклянной полосы.
Последующее доведение флоат-стекла до товарного вида осуществляется за счет продольной резки и поперечной резки стеклянной ленты, перемещающейся с определенной скоростью подачи из производственной линии флоат-стекла. При этом продольная резка осуществляется стационарно установленными в соответствующем положении на стеклянной ленте колесами для продольной резки, а поперечная резка осуществляется при помощи режущих перемычек и перемещаемых ими поперек стеклянной ленты колес для поперечной резки.
Таким образом могут быть изготовлены стеклопанели значительных размеров. При этом за так называемую меру полосы или PLF принят размер 6 м × 3,21 м, а за так называемую меру полосы после резки или DLF - размер панели 3,21 м × 2 м (до 2,5 м).
Чтобы транспортировать в целости и сохранности стеклопанели таких размеров от одного места до другого, к соответствующей стеклопанели подводят поддерживающие механизмы, большей частью в форме обладающей собственной стабильностью рамы, соединяют их с ней посредством вакуум-присосов и затем поддерживающий механизм перемещают дальше вместе с закрепленной на ней присосами стеклянной панелью.
В принципе, это тот же способ, который используется при ручной транспортировке стеклопанелей меньшего размера при помощи ручных захватов в сочетании с вакуум-присосами.
Из уровня техники согласно DE 197 12 368 А1 известен способ перемещения предметов с первого места на второе место с использованием поддерживающего механизма, который связывает с собой предмет во время перемещения, при котором задача решается путем дальнейшего усовершенствования способа таким образом, что при любых обстоятельствах может быть обеспечено простое и надежное перемещение предметов. При этом перемещаемыми предметами здесь называются стеклопанели. Решение этой задачи согласно информации в отличительной части пункта 1 формулы изобретения, осуществляется за счет того, что подачу поддерживающего механизма к перемещаемому предмету на первое или на второе место осуществляют с учетом их фактического положения и/или ориентации, при этом поддерживающий механизм ориентируют при необходимости, используя его возможности свободного вращения и/или поворота вокруг одной или нескольких осей.
В другом независимом пункте 7 на устройстве этого уровня техники детально поясняется, что перемещаемый предмет представляет собой стеклопанель, первое место - погрузочное место/стеллаж, второе место - транспортерная лента, а поддерживающий механизм - рама с присосами. Кроме того, в связи с поддерживающим механизмом следует указать на устройства сигнализации, устройства отсоединения, фиксирующее устройство и устройство управления. Но в этой публикации отсутствует раскрытие конкретного конструктивного выполнения каждого отдельного средства для быстрой и надежной фиксации и быстрого приема стеклопанелей очень больших размеров.
В публикации DE 10 2005 060 452 А1 отправным моментом в ограничительной части пункта 1 формулы изобретения является погрузочно-разгрузочное устройство для плоских материалов, которое включает несущую раму по меньшей мере с одной вакуум-рамой с расположенными на несущей поверхности головками-присосами для приема присасываемых плоских материалов.
Такое устройство, по информации в этой публикации, призвано решить задачу, предложить погрузочно-разгрузочное устройство для плоских материалов, которое может альтернативно манипулировать различными форматами плоских материалов как, например, с покрытием, так и без покрытия, и при этом конструктивно оно выполнено в высшей степени просто.
Изобретение или решение этой задачи состоит в этом случае в том, что несущая рама может поворачиваться между по существу вертикальным положением и по существу горизонтальным положением несущей поверхности, при этом несущая поверхность может выборочно поворачиваться в горизонтальное положение с направленными вверх или в горизонтальное положение с направленными вниз головками-присосами.
Также в этой публикации нет указания на конкретное конструктивное выполнение отдельных средств для быстрой, надежной фиксации и быстрого приема стеклопанелей очень больших размеров.
Поэтому задачей заявленного изобретения или заявленного способа является захватывание в кратчайший промежуток времени очень больших стеклопанелей при любом положении на производственной линии, исключающее риск колебаний размещение, транспортировка на определенное место и надежное штабелирование.
Эта задача решается за счет портального устройства для перемещения соответственно устройства с признаками пункта 1 или 2 или за счет соответствующего способа по пункту 6 формулы изобретения.
Ниже изобретение описано более детально на основе чертежа, на котором, в частности, показаны:
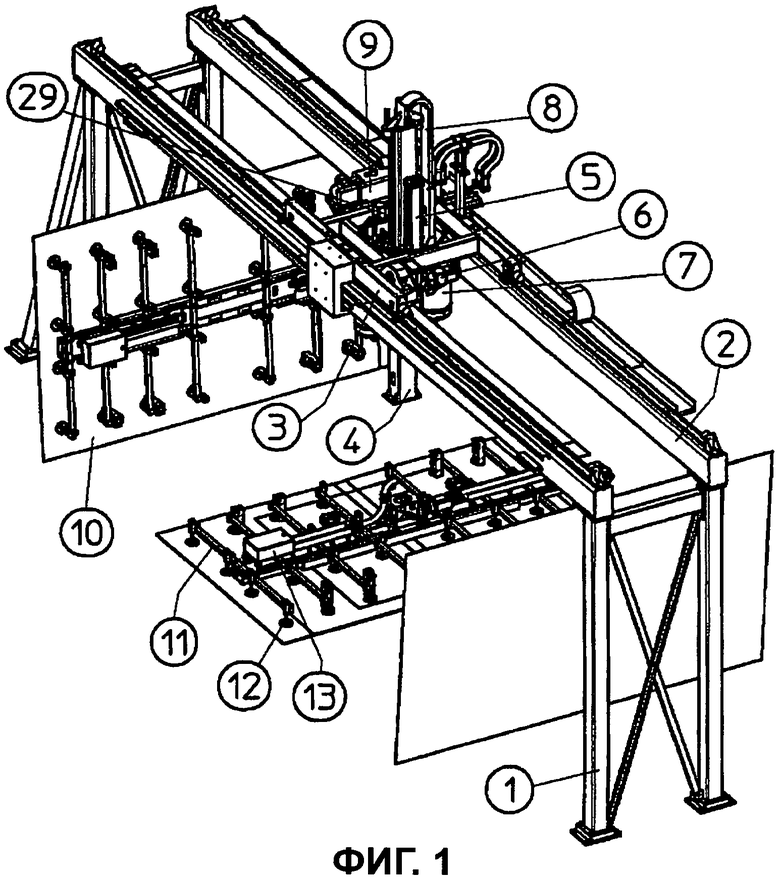
Фиг.1 - вид в перспективе полного устройства согласно изобретению,
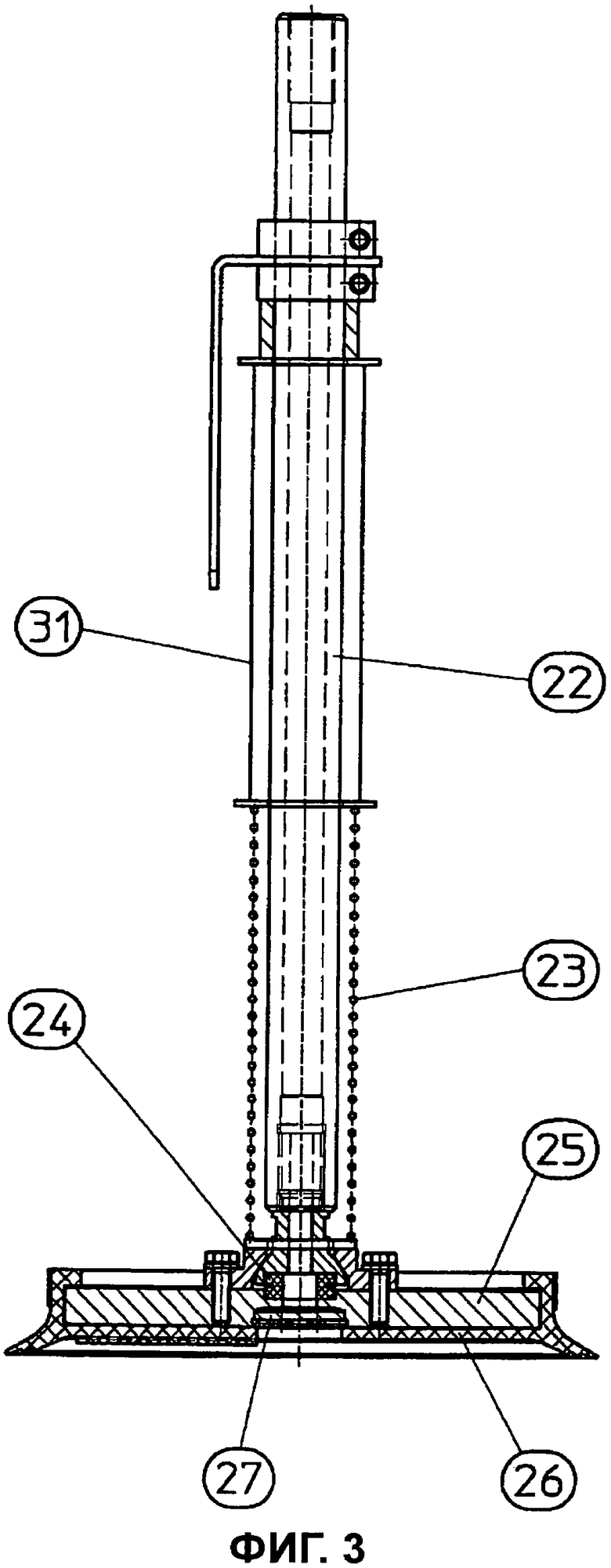
Фиг.2 - вид в разрезе полного устройства,
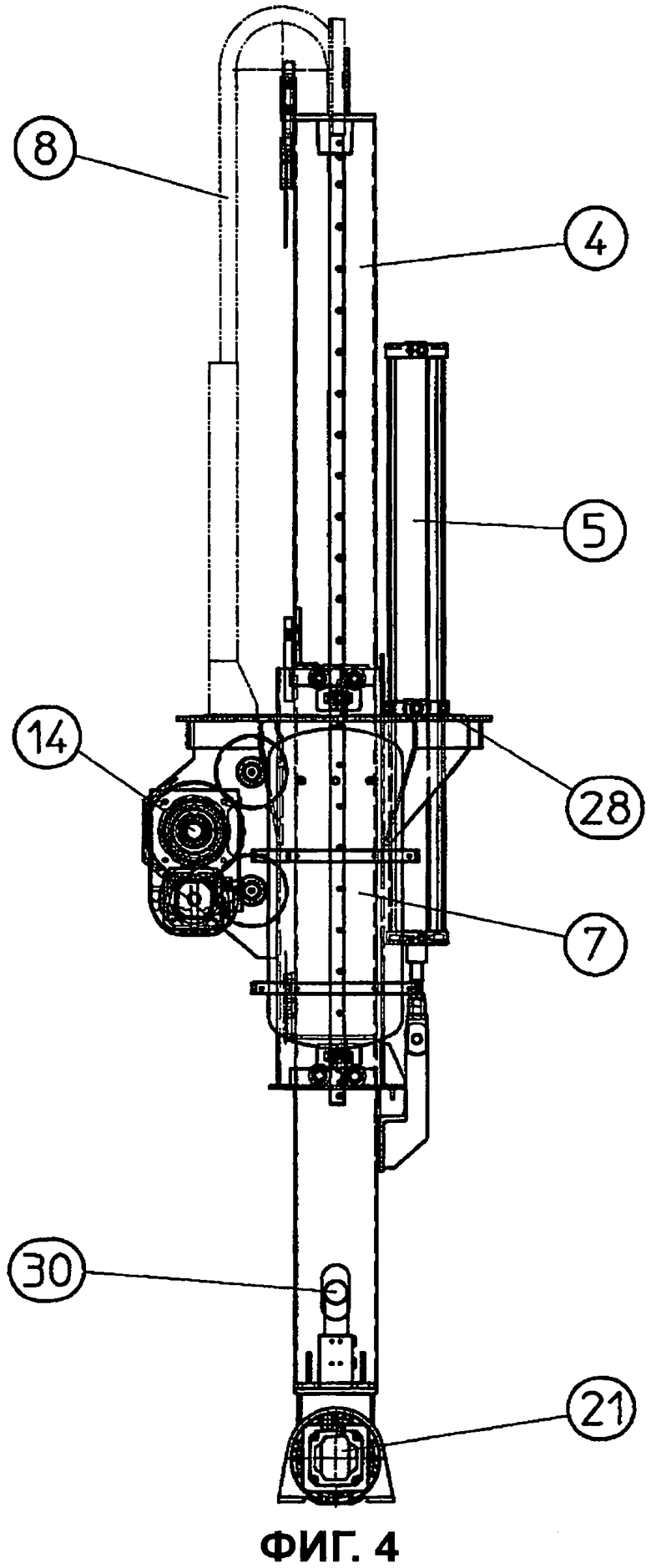
Фиг.3 - детальное изображение присоса и
Фиг.4 - изображение в разрезе подъемной стойки.
На фиг.1 можно видеть, что портальные опоры (1), посредством которых связаны между собой широко раздвинутые направляющие балки 2, образуют своего рода широкий портал, от которого и происходит название портального устройства для перемещения. Благодаря этой устойчивой конструкции обеспечивается, что, во-первых, между портальными опорами 1 создано достаточное пространство для приема очень больших стеклопанелей 10 и доставки их на заданное место и, во-вторых, сохраняется точность позиционирования салазок 3 подъемной стойки, которые несут на себе подъемную стойку 4, также при манипулировании очень большими и очень тяжелыми стеклопанелями 10. Это достигается согласно изобретению, в частности, за счет того, что общая масса, которая складывается по типу весов из массы стеклопанели 10 и дополнительной массы поддерживающей ее конструкции, компенсируется таким образом, что лишь масса соответствующей стеклопанели 10 лежит в основе параметра управления. Разность масс между общей массой стеклопанели 10 и массой фиксирующей ее конструкции, которая по существу состоит из присосов 12 и их несущей конструкции, за счет управления сжатым воздухом приводит к уравновешиванию 5. То есть эта разность масс в соответствии с законом рычага посредством силового цилиндра воздействует на обратную сторону рычажной системы и, следовательно, выравнивает разность масс. Таким образом, на управление портальным устройством для перемещения опосредованно воздействуют параметры нагрузки, которые соответствуют фактической массе и моментам инерции перемещаемой в данный момент стеклопанели 10.
Необходимый для этой операции сжатый воздух запасают в контейнере 7 сжатого воздуха. Таким образом, в целом достигается, что передающие движение определенной стеклопанели 10 зубчатые ремни не подвергаются чрезмерной нагрузке. Дополнительно достигается, что боковые стороны используемых зубчатых ремней нагружают лишь с одной стороны и таким образом управление может осуществляться в целом с очень большой точностью. Это приспособление позволяет естественно обеспечить почти «перекомпенсацию» массы стеклопакета, так что он может казаться для процесса перемещения легче, чем представляется его фактическая масса. Такой способ действия может быть рекомендован в отдельном случае при перемещении особенно тяжелых стеклопанелей. При этом естественно следует обратить внимание на то, чтобы в целом общая масса не превышала допустимую для портального перемещающего устройства.
Оказывающий горизонтальное воздействие привод 6 салазок в форме серводвигателя перемещает салазки 3 подъемной стойки. В направляющем канале 8 расположены подвод энергопитания и средства управления для подъемной стойки 4. Вакуумный насос 9 создает необходимое для соответствующих присосов 12 пониженное давление, при этом присосы 12 закреплены на расположенных поперек роликового транспортера поперечинах 11. В показанном на фиг.1 пусковом ящике 13 в зоне переднего присоса 12 расположено электрооборудование. Далее, на фиг.1 изображен привод 29 для показанного на фиг.2 поворотного круга 28. Далее в горизонтальном положении на фиг.1 изображена стеклопанель 10 в соединении с вакуумным устройством, но без механической связи с подъемной стойкой 4, чтобы показать положение в момент приема транспортирующих роликов 17.
Названные устройства видны большей частью также на изображении в разрезе по фиг.2. Дополнительно здесь виден привод 14 подъемной стойки, который в форме серводвигателя выполняет вертикальное движение подъемной стойки 4.
На левой стороне показан стеллаж для штабелирования 15, а на правой стороне - стеллаж для штабелирования 16 в разрезе.
В середине обозначена опора для стеклопанели 10 посредством транспортирующих роликов 17, приводимых в движение приводом 18. Для учета габаритов соответствующей перемещаемой стеклопанели 10 служат, например, средний датчик 19 и наружный датчик 20. Для дополнительной регистрации скорости приближающейся к порталу с определенной скоростью стеклопанели 10 могут служить другие датчики в зоне направляющей балки 2, которые работают на основе лазера и/или ультразвука. Исходные сигналы обеспечивают команду с центрального пульта управления на автоматический доступ для заявленного портального устройства перемещения в определенный момент времени или на определенную стеклопанель 10. Вращающее и поворотное устройство 21 на нижнем конце подъемной стойки 4 обеспечивает вращение и/или поворот всего вакуумного устройства вокруг горизонтальной оси в двух противоположных направлениях и служит по существу для перемещения захваченной стеклопанели 10.
Вся подъемная стойка 4 поворачивается в зубчатом механизме поворотного круга 28, при этом он приводится в движение, как видно на фиг.1, приводом 29. Поворотный круг 28 детально показан на фиг.4.
Показанный на фиг.3 в детальном изображении присос 12 состоит по существу из стержня 22, вставленного в направляющую/удерживающую трубку 31, и закрепленной на нем вакуумной головки 25. Компенсационная пружина 23, закрепленная между направляющей/удерживающей трубкой 31 и вакуумной головкой 25, отвечает, с одной стороны, за мягкую установку вакуумной головки 25 на стеклопанели 10 и, с другой стороны, поддерживает при наклонном положении гибкое крепление 24 вакуумной головки. Это крепление 24 вакуумной головки изготовлено из мягкого, но ударопоглощающего материала и представляет собой особенно гармоничное соединение между стержнем 22 присоса и вакуумной головкой 25. Кругообразная манжета 26 присоса со своей обладающей особой адгезионной способностью краевой губкой создает собственно соединение со стеклопанелью 10. Вакуумная головка 25 имеет в средней части круглый фильтрующий элемент 27. Этот элемент предназначен для удержания мелких частиц стекла от попадания в вакуумный насос 9. Его можно чистить вручную или производить замену через определенные промежутки времени. Не показанный специально датчик может регистрировать сопротивление фильтрующего элемента 27 каждого присоса 12 в пропускном направлении при особом варианте конструктивного выполнения и выводить информацию на монитор. В другом варианте выполнения может быть предусмотрено, что для перемещения особенно длинных и узких стеклопанелей 10, которые уже, чем это допускают поперечины 11, отдельные присосы 12 отключаются или каждый присос 12 может по отдельности нагружаться воздухом с регулируемым пониженным давлением. Было установлено, что для исключающей риск колебаний фиксации стеклопанели очень больших размеров решающую роль играет число и точное положение используемых присосов 12. Поэтому важным в отношении перемещаемой стеклопанели 10 может быть выбор определенной конфигурации присосов 12. При этом должна иметься возможность подключать каждый присос 12 выборочно.
Этот вариант представляет собой поэтому отдельное решение лежащей в основе изобретения задачи, независимое от решения по пункту 1 формулы изобретения.
Далее может быть предусмотрено, что последовательно расположены несколько заявленных портальных перемещающих устройств, которые имеют общее для всех управление или могут управляться по отдельности. Это позволяет осуществлять процесс перемещения либо особо длинных стеклопанелей 10, и/или селективное перемещение стеклопанелей 10 различных габаритов, которые могут выбираться из большого числа подлежащих перемещению стеклопанелей.
Изображение в разрезе подъемной стойки 4 по фиг.4 еще раз показывает уже описанные в своем функциональном назначении отдельные части установки в другом более детально представленном виде. Вакуумный рукав 30, который проходит от нижней части подъемной стойки 4 к отдельным поперечинам 11 с установленными соответственно присосами 12, состоит из особого разработанного для робототехнических установок материала. Благодаря этому материалу обеспечивается высокая надежность в отношении перемежающихся откидных и поворотных нагрузок подъемного устройства.
Интерактивное управление присосами 12 и элементами подъемной стойки 4 в сочетании с определением формата и толщины каждой стеклопанели 10, а также контроль позиционирования при помощи лазера и/или датчиков требуют специальной программы управления.
Перечень позиций на чертежах
1 Портальные опоры
2 Направляющая балка, ходовая балка
3 Салазки подъемной стойки, ходовая тележка
4 Подъемная стойка
5 Уравновешивающее устройство, компенсационный цилиндр
6 Привод салазок, привод ходовой тележки
7 Контейнер сжатого воздуха для компенсационного цилиндра
8 Направляющий канал для подъемного механизма
9 Вакуумный насос
10 Стеклопанель
11 Поперечины для присосов, распределительная трубка
12 Присосы
13 Пусковой ящик
14 Привод подъемной стойки
15 Левый штабелеровочный стеллаж
16 Правый штабелеровочный стеллаж
17 Транспортирующие ролики
18 Привод транспортирующих роликов
19 Средний датчик
20 Наружный датчик
21 Вращающее и поворотное устройство
22 Стержень присоса
23 Компенсационная пружина
24 Гибкое крепление вакуумной головки
25 Вакуумная головка
26 Манжета присоса
27 Фильтрующий элемент
28 Поворотный круг
29 Привод поворотного круга
30 Специальный рукав
31 Направляющая/удерживающая трубка
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучных изделий в тару | 1986 |
|
SU1359201A1 |
| Устройство для отделения листа от стопы и подачи его в зону обработки | 1985 |
|
SU1338940A1 |
| Вакуумное захватное устройство | 1979 |
|
SU846480A1 |
| УСТРОЙСТВО ДЛЯ ОТКАЛЫВАНИЯ НАБЕЛЯ КОНУСА ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1991 |
|
RU2116980C1 |
| Устройство для монтажа строительных конструкций | 1979 |
|
SU861290A1 |
| Буропогрузочная машина | 1977 |
|
SU699204A1 |
| СПОСОБ РАЗРЕЗАНИЯ МРАМОРНЫХ ПЛАСТИН | 1997 |
|
RU2132275C1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| СИСТЕМА ДЛЯ ПОДНИМАНИЯ И ПЕРЕМЕЩЕНИЯ ПРЕДМЕТА | 2002 |
|
RU2288884C2 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
На подъемной стойке (4) портального устройства с возможностью горизонтального перемещения расположено одно или несколько вращающих и поворотных устройств (21) с присосами (12) для фиксации и соединения с помощью сжатого воздуха с перемещаемыми стеклопанелями (10). Подъемная стойка имеет нагружаемое сжатым воздухом уравновешивающее устройство (5) для компенсации перемещаемой массы поворотных устройств. Головки (25) присосов (12), подпружиненные в своем креплении, могут поворачиваться в любом направлении и снабжены фильтрующим элементом (27). Присосы могут выполняться с возможностью раздельного нагружения управляемым пониженным давлением и выборочного отключения. При реализации способа изменения положения стеклопанелей вначале с помощью датчиков регистрируют габариты определенной стеклопанели и определяют скорость стеклопанели и момент времени контакта стеклопанели с одним или несколькими поворотными устройствами. Исключаются колебания и осуществляется быстрая и надежная фиксация стеклопанелей при транспортировке. 3 н. и 8 з.п. ф-лы, 4 ил.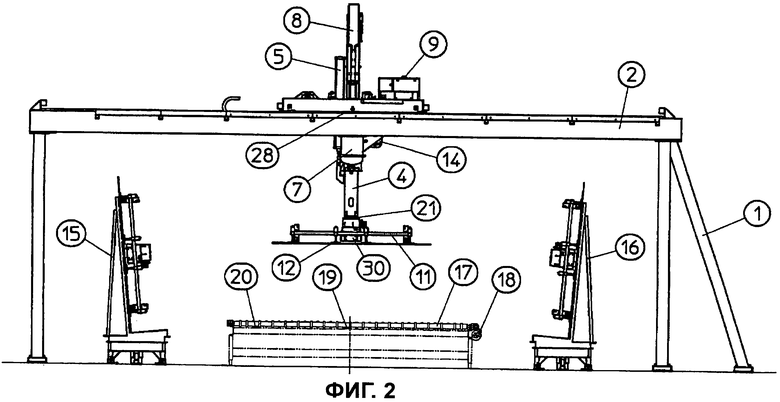
1. Устройство для изменения положения находящихся в состоянии покоя или движущихся стеклопанелей больших размеров со следующими признаками:
a) стеклопанели (10), положение которых подлежит изменению, при помощи одного или нескольких вращающих и поворотных устройств (21) в сочетании с некоторым числом расположенных в плоской поверхности присосов (12) фиксируют и соединяют посредством устанавливаемого пониженного давления воздуха,
b) устройства (21) связаны с подъемной стойкой (4),
c) устройства (21) выполнены с возможностью перемещения горизонтально в фиксируемой зоне положения стеклопанелей (10),
d) подъемная стойка (4) имеет нагружаемое сжатым воздухом уравновешивающее устройство (5) для компенсации перемещаемой массы устройств (21),
e) головки (25) присосов (12), подпружиненные в своем креплении, могут поворачиваться в любом направлении и снабжены фильтрующим элементом (27).
2. Устройство по п.1, отличающееся тем, что положение и/или скорость стеклопанелей (10) регистрируют датчиками и их сигналы обрабатываются устройством автоматического управления.
3. Устройство по п.1 или 2, отличающееся тем, что уравновешивание (5) осуществляют бесступенчато.
4. Устройство по п.1, отличающееся тем, что сопротивление фильтрующего элемента (27) в пропускном направлении регистрируют и выводят на монитор.
5. Устройство для изменения положения находящихся в состоянии покоя или движущихся стеклопанелей больших размеров со следующими признаками:
a) стеклопанели (10), положение которых подлежит изменению, при помощи одного или нескольких вращающих и поворотных устройств (21) в сочетании с некоторым числом расположенных в плоской поверхности присосов (12) захватывают и соединяют посредством устанавливаемого пониженного давления воздуха,
b) устройства (21) связаны с подъемной стойкой (4) с возможностью вращения и поворота,
c) устройства (21) выполнены с возможностью перемещения горизонтально в фиксируемой зоне положения стеклопанелей (10),
d) подъемная стойка (4) имеет нагружаемое сжатым воздухом уравновешивающее устройство (5) для компенсации перемещаемой массы устройств (21),
e) головки (25) присосов (12), подпружиненные в своем креплении, могут поворачиваться в любом направлении и снабжены фильтрующим элементом (27).
f) присосы (12) выполнены с возможностью раздельного нагружения управляемым пониженным давлением и выборочного отключения.
6. Устройство по п.5, отличающееся тем, что положение и/или скорость стеклопанелей (10) регистрируют датчиками и их сигналы обрабатываются устройством автоматического управления.
7. Устройство по п.5 или 6, отличающееся тем, что уравновешивание (5) осуществляют бесступенчато.
8. Устройство по п.5, отличающееся тем, что сопротивление фильтрующего элемента (27) в пропускном направлении регистрируют и выводят на монитор.
9. Способ изменения положения находящихся в состоянии покоя или движущихся стеклопанелей больших размеров со следующими признаками:
a) с помощью датчиков регистрируют габариты определенной стеклопанели (10),
b) определяют скорость стеклопанели (10) и момент времени контакта стеклопанели (10) с одним или несколькими устройствами (21), при этом каждое устройство (21) связано соответственно с некоторым числом расположенных на плоской поверхности присосов (12),
c) устройства (21) пониженным давлением соединяют посредством присосов (12) с соответствующей стеклопанелью (10),
d) соответствующую стеклопанель (10) поднимают и поворачивают соответственно заданным требованиям посредством одного или нескольких устройств (21), при этом за счет уравновешивания (5) масса устройства относительно уменьшается,
e) стеклопанель (10) доставляют на место назначения и присосы отсоединяют.
10. Способ по п.9, отличающийся тем, что уравновешивание (5) осуществляют бесступенчато.
11. Способ по п.9 или 10, отличающийся тем, что последовательно располагают несколько устройств, которые имеют общее для всех управление.
| DE 20102520 U1, 12.07.2001 | |||
| US 4400841 А, 30.08.1983 | |||
| DE 3047593 А1, 05.11.1981 | |||
| DE 3518640 A1, 27.11.1986 | |||
| ЕР 1394840 A2, 03.03.2004 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| KR 2004028872 A, 03.04.2004. | |||

