Изобретение относится к холодной обработке металлов давлением и может быть использовано для отделения верх него листа от стопы и подачи его в зону обработки.
Цель изобретения - повьш1ение надежности работы и производительности процесса отделения и подачи.
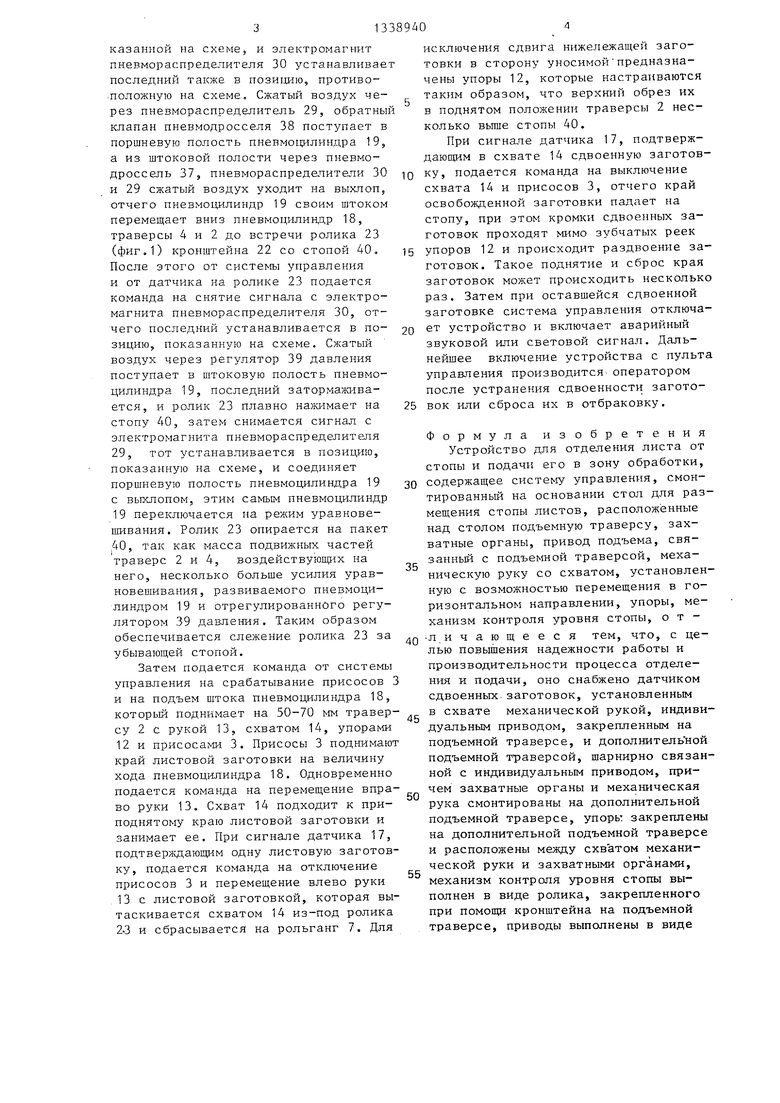
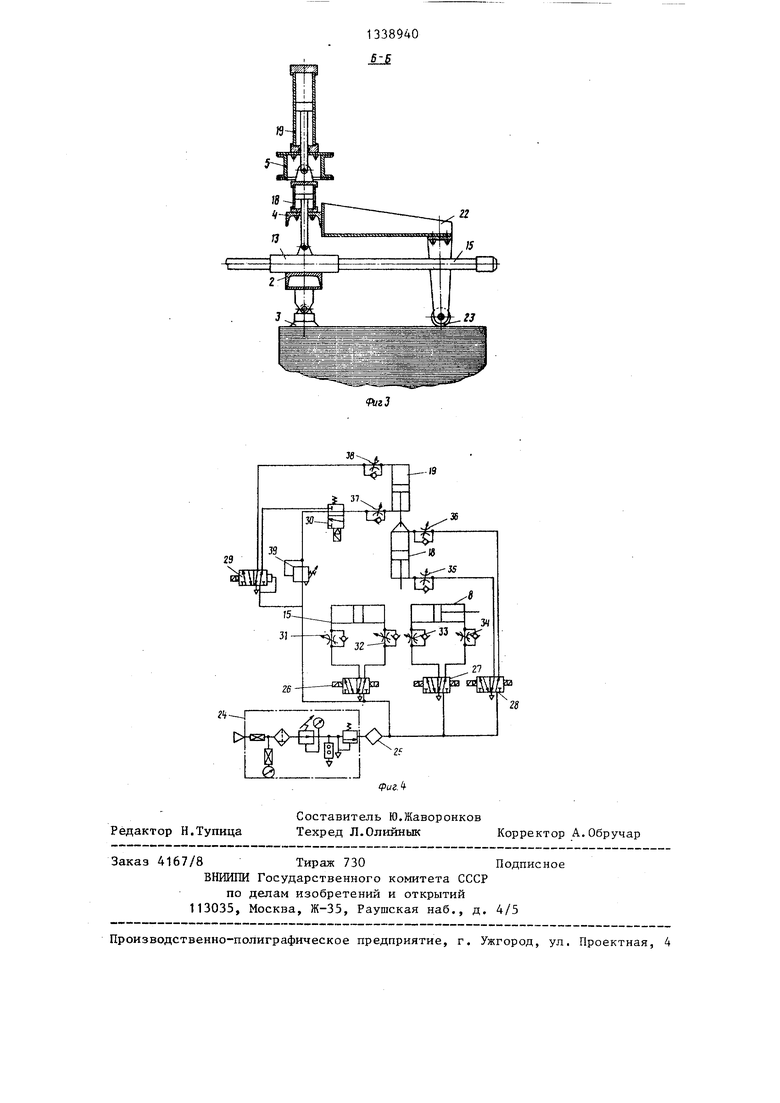
На фиг.1 изображено устройство для отделения листа от стопы и подачи его в зону обработки; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.2; на фиг.4 - принципиальная схема устройства.
Устройство содержит стол 1, траверсу 2 с вакуумными присосками 3, дополнительную траверсу 4, П-образ- ную стойку 5, пневмопривод 6, секционный рольганг 7, силовой цилиндр 8, упор 9, каретку 10, неподвижные упоры 11, упоры 12 и механическую руку 13 со схватом 14, силовой цилиндр 15, кронштейн 16, датчик 17 сдвоенны заготовок, силовые цилиндры 18 и 19. На траверсе 4 вертикально закреплены направляющие 20, проходящие одновременно через траверсу 2 и перекладину стойки 5 через подшипники 21 скольжения. Кроме того, на траверсе установлен коленообразный кронштейн 22 с роликом 23.
Пневмопривод 6 (фиг.1 и 4), кроме пневмо1,илиндров 8, 15, 18 и 19, содержит блок 24 подготовки воздуха, маслораспылитель 25, пневмораспреде- лители 26-30, пневмодроссели 31-38 с обратными клапанами и регулятор 39 давления,
Устройство работает следующим образом.
Перед началом работы оператором открывается вентиль в блоке 24 (фиг.4) подготовки воздуха. В этом блоке контролируется давление сжатого воздуха цеховой сети. При проходе через блок 24 сжатый воздух очищаетс от посторонных частиц, редуцируется его давление, контролируется минимально допустимое падение давления и предохраняется от повышения давления После блока 24 сжатый воздух проходит через маслораспылитель 25, где насыщается распьшенным маслом. Затем сжатый воздух по трубопроводам подходит к пневмораЬпределителям 26-28, а через регулятор 39 давления - к пневмораспределителю 30. Под действи ам давления сжатого воздуха пневмо0
5
распределитель 29 устанавливается в позицию, показанную на схеме (фиг.4), отчего поршневая полость пневмоци- линдра 19 соединяется с атмосферой. Одновременно пневмораспределитель 30 под действием пружины находится в позиции, показанной на схеме, поэтому сжатый воздух под давлением, отрегулированным регулятором 39 давления, через пневмораспределитель 30 поступает в штоковую полость пневмоцкпинд- ра 19 и этим самым уравновешивает траверсы 2 и 4, подвешенные на шток пневмоцилиндра 19.
Для приведения устройства в исходное положение перед началом работы траверсы 2 и 4 должны быть подняты, шток пневмоцилиндра 8 с упором, а также рука 13 - выдвинуты. Для этого от системы управления подается электрический сигнал на электромагнит пневмораспределителя 30, последний устанавливается в позицию, противопо- 5 ложную показанной на схеме, и через него от пневмораспределителя 29 сжатый воздух поступает в штоковую полость пневмоцилиндра 19 и его шток втягивается, поднимая траверсы 2 и 4. Q Одновременно от системы управления подается электрический сигнал на правый электромагнит пневмораспределителя 26 и левый электромагнит пневмораспределителя 27, отчего рука 13 и шток пневмоцилиндра 8 выдвигаются.
Таким образом, устройство находится в исходном положении и готово к началу работы.
Стопа 40 листовых заготовок устанавливается краном (не показан) на рольганг 7 стола 1. Для перемещения стопы 40 на позицию разборки от системы управления подается электрический сигнал на правый электромагнит пневмораспределителя 27, последний устанавливается в позицию, показанную на схеме, и сжатьй воздух через пневмораспределитель 27, обратньй клапан пневмодросселя 34 поступает в штоковую полость пневмоцилиндра 8, шток его втягивается упором 9, перемещает стопу 40 до упоров 11 на позицию разборки.
По сигналам от системы управления и с датчиков, установленных на упорах 11, о наличии на позиции разборки стопы заготовок левый электромагнит пневмораспределителя 29 устанавливает его в позицию, противоположную по5
0
0
5
казанной на схеме, и электромагш т пневмораспределителя 30 устанавливае последний также в позии(ию, противоположную на схеме. Сжатый воздух через пневмораспределитель 29, обратны клапан пневмодросселя 38 поступает в поршневую полость пневмоцилиндра 19, а из штоковой полости через пневмо- дроссель 37, пневмораспределители 30 и 29 сжатый воздух уходит на выхлоп, отчего пневмоцилиндр 19 своим штоком перемещает вниз пневмопилиндр 18, траверсы 4 и 2 до встречи ролика 23 (фиг.1) кронштейна 22 со стопой 40, После этого от систеьш управления и от датчика на ролике 23 подается команда на снятие сигнала с электромагнита пневмораспределителя 30, отчего последний устанавливается в по- зицию, показанную на схеме. Сжатый воздух через регулятор 39 давления поступает в штоковую полость пневмо- цилиндра 19, последний затормаживается, и ролик 23 плавно нажимает на стопу 40, затем снимается сигнал с электромагнита пневмораспределителя 29, тот устанавливается в позицию, показанную на схеме, и соединяет поршневую полость пневмоцилиндра 19 с выхлопом, этим самым пневмоцилиндр 19 переключается на рехдам уравновешивания. Ролик 23 опирается на пакет 40, так как масса подвижных частей траверс 2 и 4, воздействуюш 1х на него, несколько больше усилия уравновешивания, развиваемого пневмоци- линдром 19 и отрегулированного регулятором 39 давления. Таким образом обеспечивается слежение ролика 23 за убывающей стопой.
Затем подается команда от системы управления на срабатывание присосов и на подъем штока пневмоцилиндра 18, который поднимает па 50-70 мм траверсу 2 с рукой 13, схватом 14, упораьда
12и присосами 3. Присосы 3 поднимаю край листовой заготовки на величину хода пневмоцилиндра 18. Одновременно подается команда на перемеш,ение вправо руки 13. Схват 14 подходит к приподнятому краю листовой заготовки и занимает ее. При сигнале датчика 17, подтверждаюш;им одну листовую заготовку, подается команда на отключение присосов 3 и перемещение влево руки
13с листовой заготовкой, которая вытаскивается схватом 14 из-под ролика 2-3 и сбрасывается на рольганг 7. Для
Q 5 0 5 О
5
0
5
0
5
исключения сдвига нижележащей заготовки в сторону уносимой предназначены упоры 12, которые настраиваются таким образом, что верхний обрез их в поднятом положении траверсы 2 несколько выше стопы 40.
При сигнале датчика 17, подтверж- даюпщм в схвате 14 сдвоенную заготовку, подается команда на выключение схвата 14 и присосов 3, отчего край освобожденной заготовки падает на стопу, при этом кромки сдвоенных заготовок проходят мимо зубчатых реек упоров 12 и происходит раздвоение заготовок. Такое поднятие и сброс края заготовок может происходить несколько раз. Затем при оставшейся сдвоенной заготовке система управления отключает устройство и включает аварийный звуковой или световой сигнал. Дальнейшее включение устройства с пульта управления производится- оператором после устранения сдвоенности заготовок или сброса их в отбраковку.
Формула изобретения Устройство для отделения листа от стопы и подачи его в зону обработки, содержащее систему управления, смонтированный на основании стол для размещения стопы листов, расположённые над столом подъемную траверсу, захватные органы, привод подъема, свя- запньй с подъемной траверсой, механическую руку со схватом, установленную с возможностью перемещения в горизонтальном направлении, упоры, механизм контроля уровня стопы, о т - личающееся тем, что, с целью повышения надежности работы и производительности процесса отделения и подачи, оно снабжено датчиком сдвоенных заготовок, установленным в схвате механической рукой, индивидуальным приводом, закрепленным на подъемной траверсе, и дополнитель ной подъемной траверсой, шарнирно связанной с индивидуальным приводом, причем захватные органы и механическая рука смонтированы на дополнительной подъемной траверсе, упоры закреплены на дополнительной подъемной траверсе и расположены между схватом механической руки и захватными органами, механизм контроля уровня стопы выполнен в виде ролика, закрепленного при помощи кронштейна на подъемной траверсе, приводы выполнены в виде
силовых цилиндров, система управления - в виде распределителей, один из которых соединен с приводом
подъема и через регулятор давления - другим распределителем.
13389406
с источником подачи рабочей среды и расположен между одной из полостей силового цилиндра привода подъема и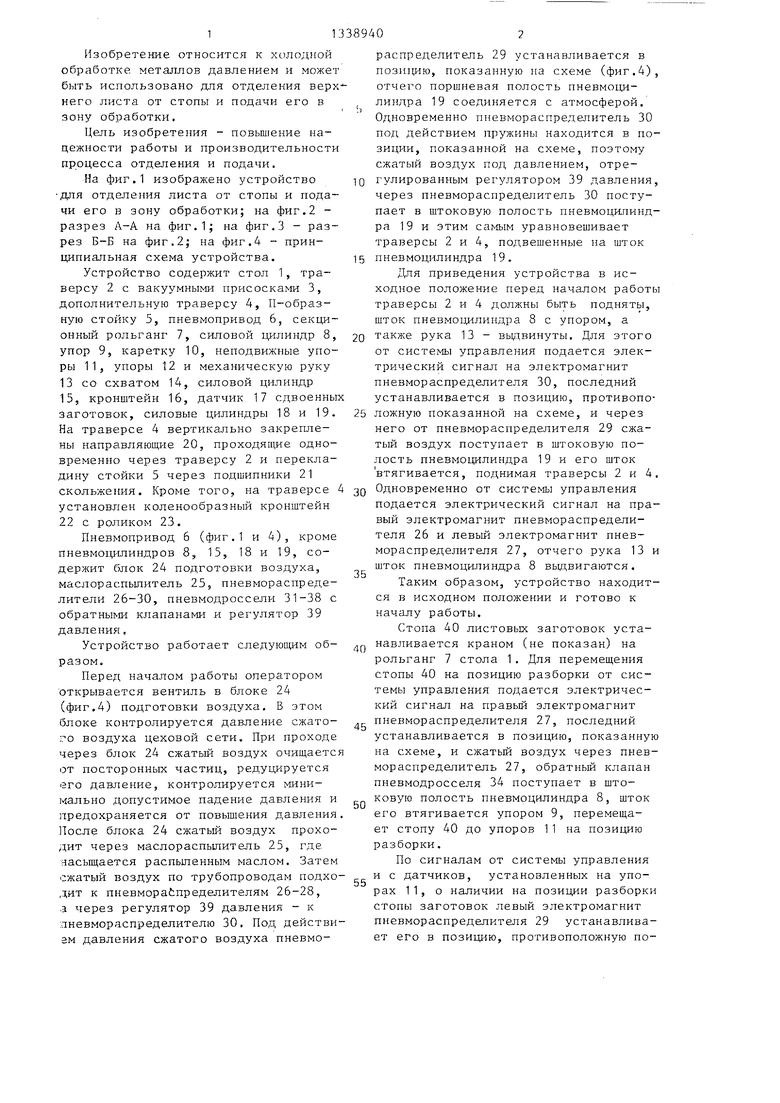
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи штучных заготовок | 1981 |
|
SU1015988A1 |
| Промышленный робот | 1980 |
|
SU931462A1 |
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Устройство для отделения листа от стопы и подачи его в зону обработки | 1985 |
|
SU1263407A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Роботизированный комплекс | 1986 |
|
SU1454686A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
22
Фиг.
/
20
Ж Я
СП
-19
.J8
г
121Ё №
-J
и
I
а
13
Редактор Н.Тупица
Составитель Ю.Жаворонков
Техред Л.ОлийньжКорректор А.Обручар
Заказ 4167/8Тираж 730Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1982 |
|
SU1015993A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
