ОПИСАНИЕ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к устройству летки плавильной печи и способу ее ремонта, способному увеличить срок службы летки и уменьшить время ремонта летки.
Приоритет испрашивается на основании заявки на патент Японии № 2007-133631, содержание которой включено в данный документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
Обычный пример устройства летки плавильной печи, используемой для расплавления руд или подобных материалов, или плавильной печи, такой как вагранка, раскрыт в патентном документе 1. В обычном примере огнеупорный набивной материал, который представляет собой материал для заполнения зазоров, засыпают в отверстие, предусмотренное в кирпиче стены печи, и отверстие для выпуска плавки вскрывается, чтобы служить в качестве летки. Кроме того, известна система установки железной трубы в отверстии и заполнение ее окрестности огнеупорным набивным материалом, система изготовления сборного бетонного элемента, прикрепляемого к летке, и установки его в отверстии кирпича стены печи и подобные операции.
Летка представляет собой отверстие для выпуска из печи горячего металла, подвергшегося расплавлению в плавильной печи, причем окрестность летки и ее внутренняя периферийная поверхность всегда входят в контакт с высокотемпературным горячим металлом. Следовательно, существует проблема, заключающаяся в том, что всегда имеет место износ под воздействием горячего металла и оплавление при плавке, так что срок службы летки является очень коротким. Особенно высоким является износ в том случае, если летка выполнена из железной трубы. Кроме того, существует проблема, заключающаяся в том, что когда диаметр летки расширяется вследствие потерь при плавке или подобных явлений в летке и периферийной части, возникает проблема, что газ в плавильной печи будет вытесняться из печи вместе с горячим металлом.
Таким образом, замена летки требуется каждые пять или шесть дней. Кроме того, внутреннюю периферийную поверхность летки необходимо ремонтировать примерно каждые десять дней, и требуются частые ремонтные работы.
При ремонте летки обычно используют способ горячей заливки текучей корундовой и карбидокремниевой керамики на участок износа вместе с водой и способ замены окрестности летки сборным бетонным элементом, прикрепленным к отверстию для выпуска плавки, который сформован отдельно.
В частности, сборный способ замены сборным элементом имеет проблемы, заключающиеся в том, что когда демонтированная деталь становится больше, требуется более длительный период ремонта, что приводит к дополнительному увеличению стоимости. Поэтому обычно используют способ горячей заливки, лишенный вышеупомянутых проблем.
Однако в способе горячей заливки существует проблема, заключающаяся в том, что выполнять полный ремонт вблизи внутренней периферийной поверхности печи затруднительно, и даже после восстановления прочность остается низкой, так что требуются частые ремонты.
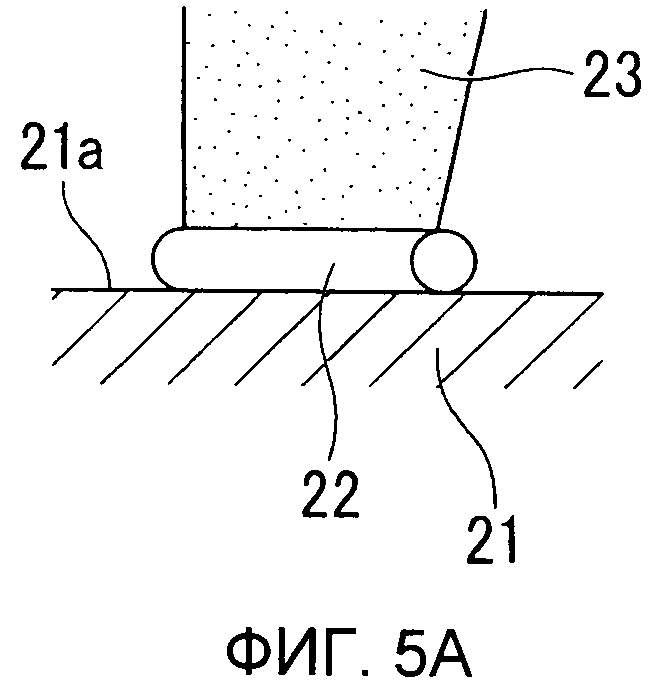
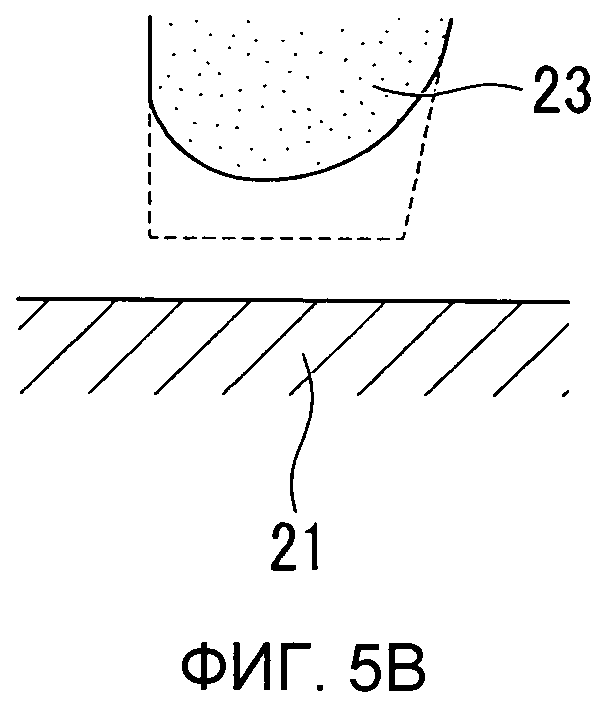
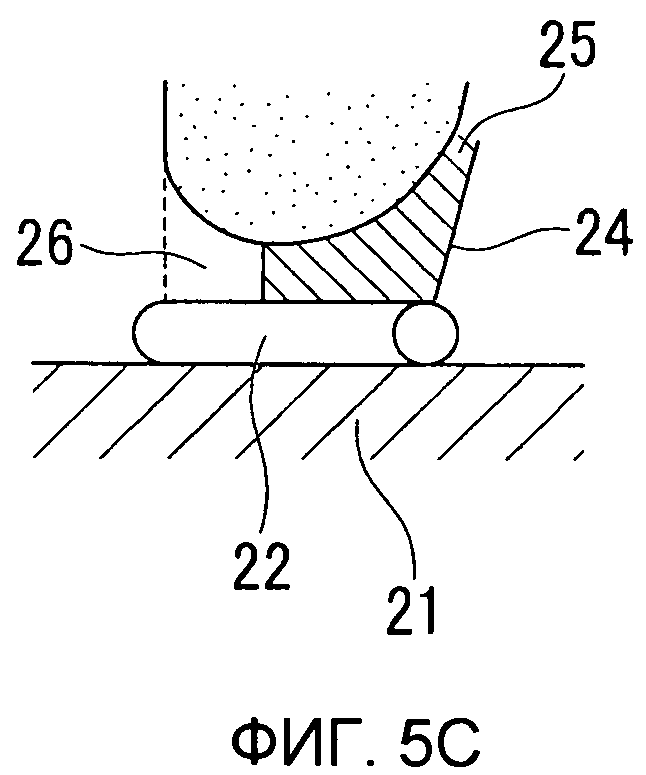
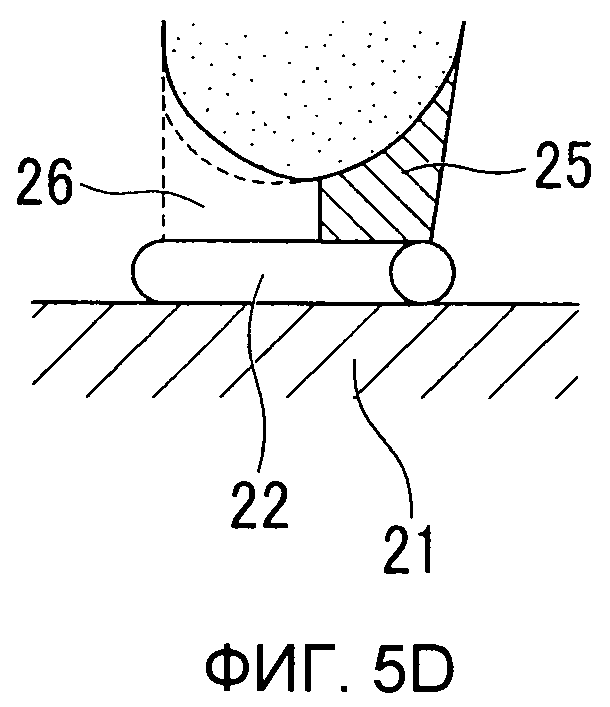
На Фиг.5А-5D схематично изображен способ ремонта с использованием способа горячей заливки. Фиг.5А изображает исходное состояние, фиг.5В изображает первоначальное повреждение, фиг.5С изображает состояние после первого ремонта и фиг.5D изображает состояние после второго ремонта. На фиг.5А-5D ссылочная позиция 21 обозначает кирпич 21 стены печи, ссылочная позиция 21а обозначает отверстие для выпуска плавки, предусмотренное в кирпиче 21 стены печи, ссылочная позиция 22 обозначает трубу, выполненную из железа, которая расположена внутри отверстия 21а для выпуска плавки, ссылочная позиция 23 обозначает набивной материал, засыпаемый в зазор между трубой и отверстием 21а для выпуска плавки.
В способе горячей заливки, как показано на фиг.5В, в случае, если имеет место повреждение набивного материала 23, за пределами печи устанавливают металлический каркас 24 для горячей разливки, как показано на фиг.5С, и текучий материал 25, изготовленный из корундовой и карбидокремниевой керамики, впрыскивают для ремонта. Однако поскольку внутри печи приложено давление газа, и после демонтажа остаются разбросанные остатки текучий материал 25 не может достигать внутренней стенки, и, соответственно, образуется пространство 26. Поэтому полного восстановления достичь невозможно. Кроме того, как показано на фиг.5D, хотя пространство 26 постепенно увеличивается, предотвратить это невозможно.
По существу в способе ремонта с использованием способа горячей разливки достигается только низкая прочность и требуется частый ремонт. Поэтому необходимо создать новое устройство летки и способ ее ремонта, способный увеличить срок службы летки.
[Патентный документ 1] Нерассмотренная заявка на полезную модель Японии, первая публикация № S62-194748.
Также в уровне техники известно устройство летки плавильной печи, содержащее: стакан, изготовленный из огнеупорного материала, который расположен внутри отверстия для выпуска плавки, предусмотренного в кирпиче стены печи; набивной материал, который заполняет зазор между стаканом и отверстием для выпуска плавки для закрепления стакана (см. JP 2000-212616 А, С21И 7/14, 02.08.2000).
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМА, КОТОРУЮ ДОЛЖНО РЕШИТЬ ДАННОЕ ИЗОБРЕТЕНИЕ
Целью настоящего изобретения является создание устройства летки и способа ее ремонта, способного увеличить срок службы летки, уменьшить время ремонта летки и восстановить внутреннюю стенку печи посредством решения вышеупомянутых проблем.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
Чтобы достигнуть указанной цели посредством решения вышеупомянутых проблем, настоящее изобретение применяет следующие средства.
(1) Устройство летки плавильной печи в соответствии с настоящим изобретением включает в себя: стакан, выполненный из огнеупорного кирпича, который расположен внутри отверстия для выпуска плавки, предусмотренного в кирпиче стены печи; набивной материал, который заполняет зазор между стаканом и отверстием для выпуска плавки для закрепления стакана, при этом стакан может иметь форму полуцилиндра, образованную посредством отрезания нижней поверхности цилиндрического элемента.
Стакан может быть изготовлен из корундографитового кирпича.
Стакан может представлять собой цилиндрический элемент.
Стакан может представлять собой цилиндрический элемент, концевая часть которого на внутренней стороне печи срезана наискосок.
Также в настоящем изобретении предлагается способ ремонта летки плавильной печи, включающий демонтаж и удаление изношенной части набивного материала из зазора между огнеупорным стаканом и отверстием для выпуска плавки по прямой линии со стороны внешней поверхности по направлению к стороне внутренней поверхности плавильной печи с образованием прямолинейной поверхности и засыпку нового набивного материала в зазор между образованной прямолинейной поверхностью и огнеупорным стаканом для уплотнения.
Предпочтительно, если осуществляют демонтаж изношенного и поврежденного огнеупорного стакана и помещают новый огнеупорный стакан, выполненный в виде полуцилиндра, образованного путем отрезания нижней поверхности цилиндрического огнеупорного элемента.
ПРЕИМУЩЕСТВО ИЗОБРЕТЕНИЯ
При выполнении устройства летки в соответствии с настоящим изобретением используется устройство, в котором стакан, выполненный из огнеупорного кирпича, расположен внутри отверстия для выпуска плавки, предусмотренного в кирпиче стены печи, и набивной материал засыпают в отверстие между стаканом и устройством для выпуска плавки для закрепления стакана. Поэтому, поскольку используется стакан, выполненный из огнеупорного кирпича, можно значительно увеличить прочность по сравнению с используемой в настоящее время железной трубой.
При выполнении устройства летки, если стакан выполнен из огнеупорного кирпича, в особенности из корундографитового кирпича, он обладает особенно высокой прочностью, таким образом устраняя износ и потери при плавке.
При выполнении устройства летки в соответствии с настоящим изобретения, поскольку стакан, выполненный из огнеупорного кирпича, представляет собой полуцилиндрический элемент, образованный посредством отрезания нижней поверхности цилиндрического элемента, то его можно легко установить в летке.
При выполнении способа ремонта летки прямолинейная поверхность образована посредством демонтажа и удаления изношенной части первого набивного материала на прямой линии со стороны наружной поверхности по направлению к стороне внутренней поверхности печи, и затем новый набивной материал засыпают в зазор между упомянутой поверхностью, имеющей форму прямой линии, и стаканом для уплотнения. Таким образом можно уменьшить время ремонта и осуществить восстановление внутренней стенки печи.
При выполнении способа ремонта летки новый стакан, выполненный из огнеупорного кирпича, который имеет форму полуцилиндра, образованного посредством отрезания нижней поверхности цилиндрического элемента, размещают вместо изношенного и поврежденного стакана, когда осуществляется демонтаж, так что стакан можно легко установить.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
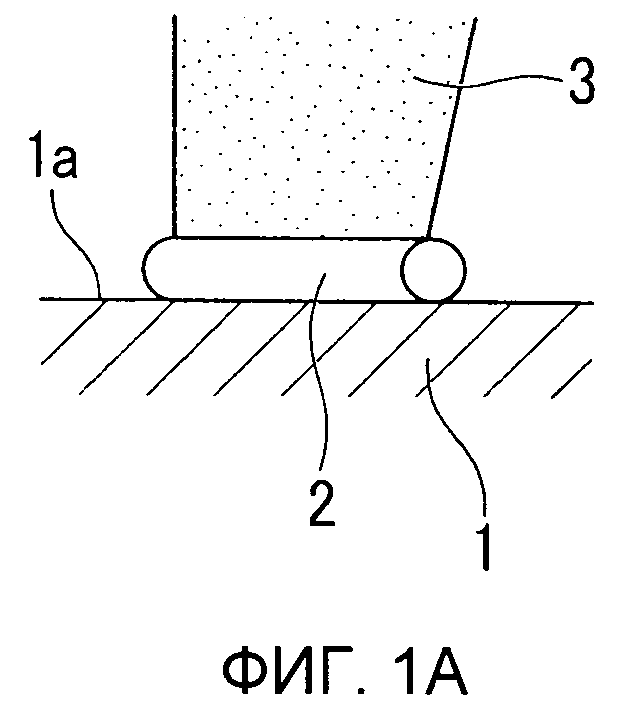
Фиг.1А представляет собой вид в разрезе, схематично показывающий способ ремонта в соответствии с вариантом осуществления настоящего изобретения и исходное состояние.
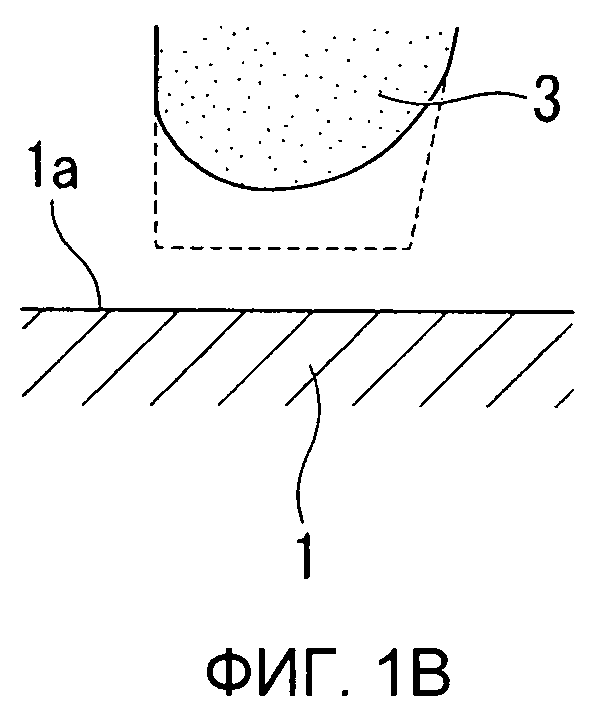
Фиг.1В представляет собой вид в разрезе, схематично показывающий способ ремонта и первоначальное повреждение.
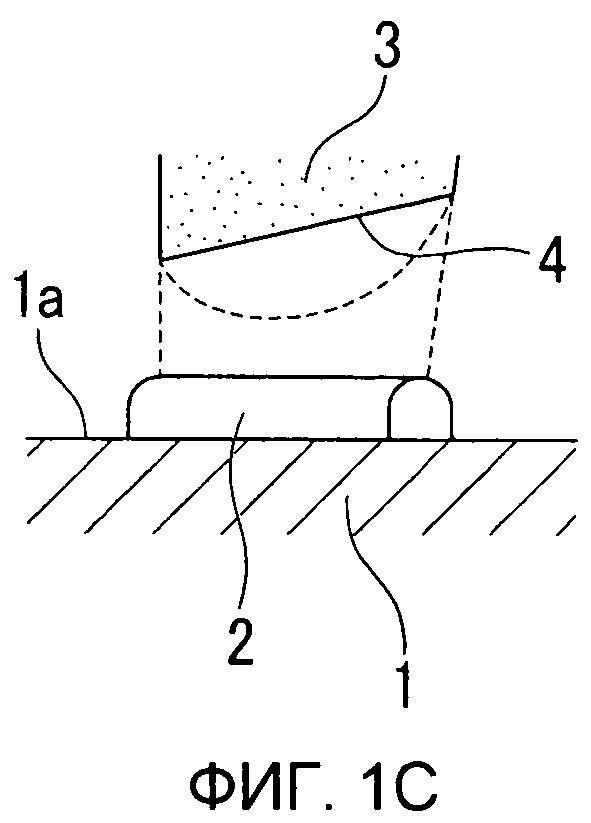
Фиг.1С представляет собой вид в разрезе, схематично показывающий способ ремонта и состояние после первого ремонта.
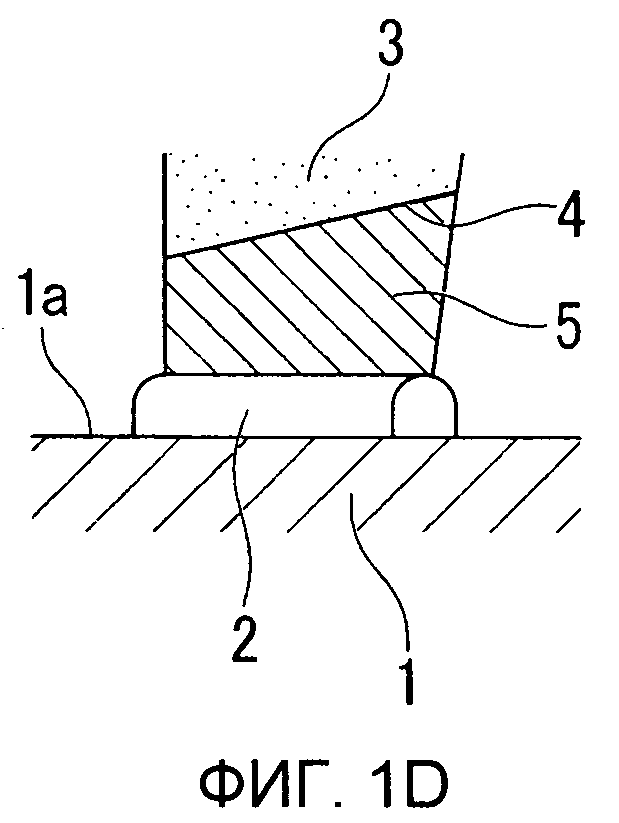
Фиг.1D представляет собой вид в разрезе, схематично показывающий способ ремонта и состояние после второго ремонта.
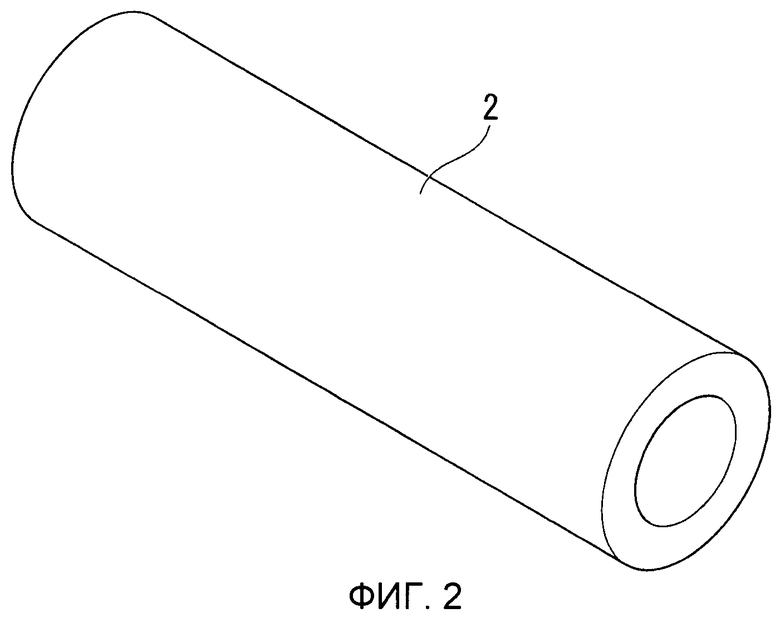
Фиг.2 представляет собой перспективный вид, показывающий стакан в соответствии с вариантом осуществления.
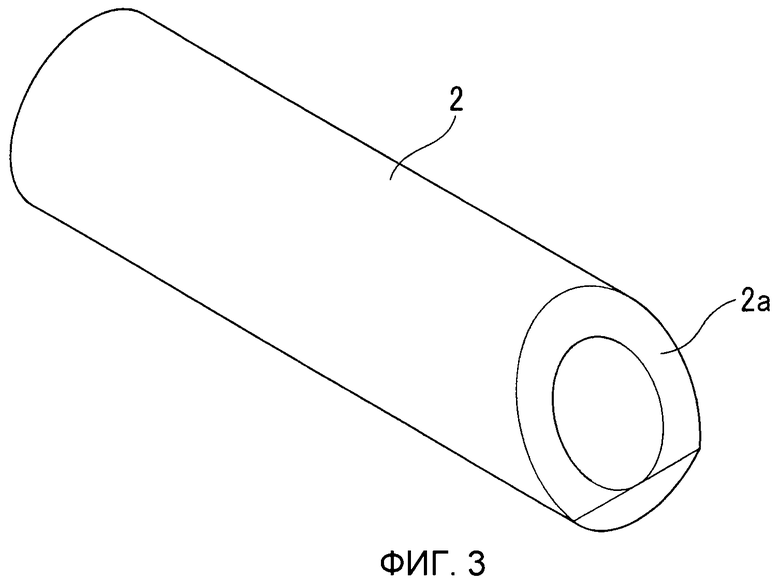
Фиг.3 представляет собой перспективный вид, показывающий модифицированный образец стакана.
Фиг.4 представляет собой перспективный вид, показывающий другой модифицированный образец стакана.
Фиг.5А представляет собой вид в разрезе, схематично показывающий способ ремонта, использующий способ горячей заливки, и исходное состояние.
Фиг.5В представляет собой вид в разрезе, схематично показывающий способ ремонта и первоначальное повреждение.
Фиг.5С представляет собой вид в разрезе, схематично показывающий способ ремонта и состояние после первого ремонта.
Фиг.5D представляет собой вид в разрезе, схематично показывающий способ ремонта, состояние после второго ремонта.
ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ И ОБОЗНАЧАЕМЫХ ЭЛЕМЕНТОВ
1. Кирпич стены печи.
1а. Отверстие для выпуска плавки.
2. Стакан.
2а. Наклонная часть.
2b. Горизонтальная поверхность.
3. Набивной материал (первый набивной материал).
4. Прямолинейная поверхность, образованная демонтажом и удалением набивного материала.
5. Новый набивной материал (второй набивной материал).
НАИБОЛЕЕ ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее будут описаны примерные варианты осуществления настоящего изобретения со ссылкой на прилагаемые чертежи.
Фиг.1А-1D схематично изображают способ ремонта в соответствии с данным вариантом осуществления. Фиг.1А представляет собой вид в разрезе, схематично показывающий способ ремонта в соответствии вариантом осуществления и исходное состояние. Фиг.1В изображает первоначальное повреждение. Фиг.1С изображает состояние после первого ремонта. Фиг.1D изображает состояние после второго ремонта.
На Фиг.1A-1D ссылочная позиция 1 обозначает кирпич стены печи, ссылочная позиция 1а обозначает отверстие для выпуска плавки, предусмотренное в кирпиче 1 стены печи, ссылочная позиция 2 обозначает стакан, выполненный из огнеупорного кирпича, который расположен внутри отверстия 1а для выпуска плавки, и ссылочная позиция 3 обозначает набивной материал, засыпаемый в зазор между трубой и отверстием 1а для выпуска плавки.
Летка по настоящему изобретению включает в себя устройство, в котором, как показано на фиг.1А, стакан 2, выполненный из огнеупорного кирпича, расположен внутри отверстия 1а для выпуска плавки, предусмотренном в кирпиче 1 стены печи, и набивной материал 3 заполняет в зазор между стаканом 2 и отверстием 1а для выпуска плавки.
Как описано выше, посредством использования стакана 2, выполненного из огнеупорного кирпича, можно значительно увеличить прочность по сравнению с используемой в настоящее время железной трубой.
Предпочтительно, чтобы стакан 2, выполненный из огнеупорного кирпича, в частности был изготовлен из корундографитового кирпича (называемого AG кирпичом). Корундографитовый кирпич изготовлен из керамического исходного материала, содержащего 68% Al2O3, 3% SiC и 28% С в весовом соотношении, и обладает очень высокой огнеупорностью и износостойкостью. Следовательно, он обладает прочностью по отношению к горячему металлу, таким образом минимизируя износ и оплавление при плавке.
Кроме того, набивной материал 3, который представляет собой материал для заполнения зазора, изготовлен из керамического исходного материала, содержащего 65% Al2O3, 5% SiO2 и 24% SiC и 2% С в весовом соотношении. Кроме того, стакан 2, изготовленный из огнеупорного кирпича, и набивной материал 3 имеют близкие друг другу коэффициенты теплового расширения и, следовательно, обладают высокой совместимостью. Таким образом, не возникает ситуация, когда на соединительной поверхности появляется зазор, и может быть достигнута высокая технологичность.
В качестве формы стакана 2, изготовленного из огнеупорного кирпича, можно использовать цилиндрический элемент, как показано на фиг.2. Кроме того, можно использовать цилиндрический элемент, содержащий наклонную часть 2а, образованную посредством срезания наискосок концевой части на внутренней стороне печи, как показано на фиг.3, или полуцилиндрический элемент, выполненный в виде разомкнутой трубы, содержащий горизонтальную поверхность 2b, образованную посредством отрезания нижней поверхности цилиндрического элемента, и наклонную часть 2а, образованную посредством срезания наискосок концевой части на внутренней стороне печи, как показано на фиг.4.
Как показано на фиг.3 и 4, в устройстве, содержащем наклонную часть 2а, образованную посредством срезания наискосок концевого участка на внутренней стороне печи, передняя концевая сторона выполнена заостренной, так что ее можно легко вводить при размещении внутри отверстия 1а для выпуска плавки, что является предпочтительным.
Ниже будет описан вариант осуществления способа ремонта летки по настоящему изобретению.
Фиг.1В представляет собой вид, показывающий состояние первоначального повреждения. Что касается повреждения летки, помимо стакана 2, набивной материал 3 подвергается значительному износу и имеет значительные потери при плавке. В части повышения прочности стакана 2, как описано выше, было обнаружено, что улучшение в некоторой степени достигается посредством использования стакана, изготовленного из огнеупорного кирпича. Однако восстановления износа и потерь при плавке набивного материала 3 можно осуществить посредством использования только существующих способов горячей разливки и бетонных сборок, при этом не существовало способа ремонта, удовлетворяющего всем факторам, таким как прочность, период ремонта, без дополнительных затрат. Кроме того, существует беспокойство, что износ и потери при плавке набивного материала 3 выталкивают газ внутри плавильной печи из печи вместе с горячим металлом, поэтому необходимо создать новый способ восстановления набивного материала.
Таким образом, в соответствии с данным вариантом осуществления после демонтажа и удаления изношенной части набивного материла 3 на прямой линии со стороны наружной поверхности по направлению к стороне внутренней поверхности стены печи, как показано на фиг.1С, новый набивной материал 5 засыпают в зазор между прямолинейной поверхностью 4 и стаканом 2 для уплотнения, как показано на фиг.1D. Кроме того, вышеупомянутый демонтаж, выполненный по прямой со стороны наружной поверхности по направлению к стороне внутренней поверхности стены печи, оставляет простую форму, так что можно использовать обычную тяжелую машину для демонтажа, таким образом достигая уменьшения рабочего периода. Кроме того, как показано на фиг.1С и 1D, поверхность 4 сформирована так, что зазор между нею и отверстием 1а для выпуска плавки расширяется от внутренней стороны по направлению к внешней стороне стены печи (другими словами, сужается от внешней стороны по направлению к внутренней стороне стены печи). Поскольку зазор выполнен, как описано выше, набивной материал 5 можно легко засыпать в зазор в его направленную внутрь часть.
При такой конфигурации, описанной выше, набивной материал 5 может быть засыпан в весь зазор от наружной стороны до внутренней стороны стены печи, таким образом восстанавливая исходное состояние.. Следовательно, не возникает проблема, когда невозможно осуществить восстановление внутренней части стены печи, как при способе горячей разливки, и возможно полное восстановление. Кроме того, в отличие от способа бетонной сборки, ремонт можно выполнять в течение короткого времени и при низкой стоимости.
Кроме того, во время демонтажа новый стакан 2, изготовленный из огнеупорного кирпича, который имеет форму полуцилиндра, образованную посредством отрезания нижней поверхности цилиндрического элемента, как показано на фиг.4, размещается вместо изношенного и поврежденного старого стакана, при этом, хотя после демонтажа в пространстве остаются отходы, такие как каменные обломки, стакан 2 направляют посредством наклонной части 2а на переднем конце и вводят надлежащим образом, так что стакан 2 можно легко установить.
Как описано выше, в устройстве летки плавильной печи в соответствии с вариантом осуществления, стакан 2, изготовленный из огнеупорного кирпича, размещают внутри отверстия 1а для выпуска плавки, предусмотренного в кирпиче 1 стены печи, и набивной материал 5 заполняет в зазор между стаканом 2 и отверстием 1а для выпуска плавки для закрепления стакана 2, так что можно значительно увеличить прочность по сравнению с известным вариантом использования железной трубы.
Кроме того, в способе ремонта летки в соответствии с данным вариантом осуществления после демонтажа и удаления изношенной части набивного материала 3 по прямой со стороны наружной поверхности по направлению к стороне внутренней поверхности стены печи новый набивной материал 5 подают в зазор между поверхностью 4, имеющей прямую форму, и стаканом 2 для уплотнения, таким образом уменьшая время ремонта и осуществляя восстановление внутренней стенки печи.
Кроме того, при устройстве летки, описанном выше, даже по истечении четырнадцати дней повреждение, такое как потери при плавке, не наблюдалось вблизи стакана 2 и летки, и устройство летки еще обладало достаточной прочностью. Следовательно, можно видеть, что срок службы ее значительно увеличен по сравнению с обычным устройством, которое требует замены меньше, чем через одну неделю. Кроме того, можно видеть, что с точки зрения повреждения внутренней периферии стены печи можно достигнуть срока службы, равного 90 или более дней. Кроме того, можно достигнуть времени ремонта менее 24 часов.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Как очевидно из вышеприведенного описания, настоящее изобретение обеспечивает устройство летки плавильной печи и способ ее ремонта, способный обеспечить продление срока службы летки, уменьшение времени ремонта летки и восстановление внутренней стенки печи, так что это в значительной степени способствует развитию промышленности.
Изобретение относится к области металлургии, в частности к устройству летки плавильной печи и способу ее ремонта. Устройство содержит стакан, изготовленный из огнеупорного материала, который расположен внутри отверстия для выпуска плавки, предусмотренного в кирпиче стены печи, и набивной материал, который заполняет зазор между стаканом и отверстием для выпуска плавки для закрепления стакана. Стакан имеет форму полуцилиндра, образованного посредством отрезания нижней поверхности цилиндрического огнеупорного элемента. Способ ремонта летки включает демонтаж и удаление изношенной части набивного материала из зазора между огнеупорным стаканом и отверстием для выпуска плавки по прямой линии со стороны внешней поверхности по направлению к стороне внутренней поверхности и засыпку нового набивного материала в зазор. Осуществляют демонтаж изношенного и поврежденного огнеупорного стакана и помещают новый огнеупорный стакан, выполненный в виде полуцилиндра. Использование изобретения обеспечивает увеличение срока службы летки и уменьшает время на ее ремонт. 2 н. и 3 з.п. ф-лы, 11 ил.
1. Устройство летки плавильной печи, содержащее стакан, изготовленный из огнеупорного материала, который расположен внутри отверстия для выпуска плавки, предусмотренного в кирпиче стены печи, и набивной материал, который заполняет зазор между стаканом и отверстием для выпуска плавки для закрепления стакана, при этом стакан имеет форму полуцилиндра, образованного посредством отрезания нижней поверхности цилиндрического огнеупорного элемента.
2. Устройство по п.1, в котором стакан изготовлен из корундографитового кирпича.
3. Устройство по п.1, в котором концевая часть стакана с внутренней стороны печи срезана наискосок.
4. Способ ремонта летки плавильной печи, включающий демонтаж и удаление изношенной части набивного материала из зазора между огнеупорным стаканом и отверстием для выпуска плавки по прямой линии со стороны внешней поверхности по направлению к стороне внутренней поверхности плавильной печи с образованием прямолинейной поверхности и засыпку нового набивного материала в зазор между образованной прямолинейной поверхностью и огнеупорным стаканом для уплотнения.
5. Способ по п.4, отличающийся тем, что осуществляют демонтаж изношенного и поврежденного огнеупорного стакана и помещают новый огнеупорный стакан, выполненный в виде полуцилиндра, образованного путем отрезания нижней поверхности цилиндрического огнеупорного элемента.
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Устройство для выпуска чугуна из горна доменной печи | 1973 |
|
SU515786A1 |
| Летка для выпуска чугуна из доменной печи | 1982 |
|
SU1033548A1 |

