Настоящее изобретение относится к способу получения листа электромагнитной стали с ориентированными зернами, у которого магнитные домены контролируются с помощью облучения лазерным лучом и который пригоден для трансформатора.
Уровень техники
Лист электромагнитной стали с ориентированными зернами содержит ось легкого намагничивания, ориентированную в направлении прокатки (ниже также упоминается как L-направление) в способе получения, и имеет довольно низкую величину потерь в материале в этом L-направлении. При получении листа электромагнитной стали с ориентированными зернами, когда стальной лист облучают лазерным лучом в направлении, по существу, перпендикулярном L-направлению, потери в материале в этом L-направлении дополнительно уменьшаются. Лист электромагнитной стали с ориентированными зернами используют, главным образом, в качестве материала для железного сердечника трансформатора большого размера, который имеет жесткие требования к потерям в сердечнике.
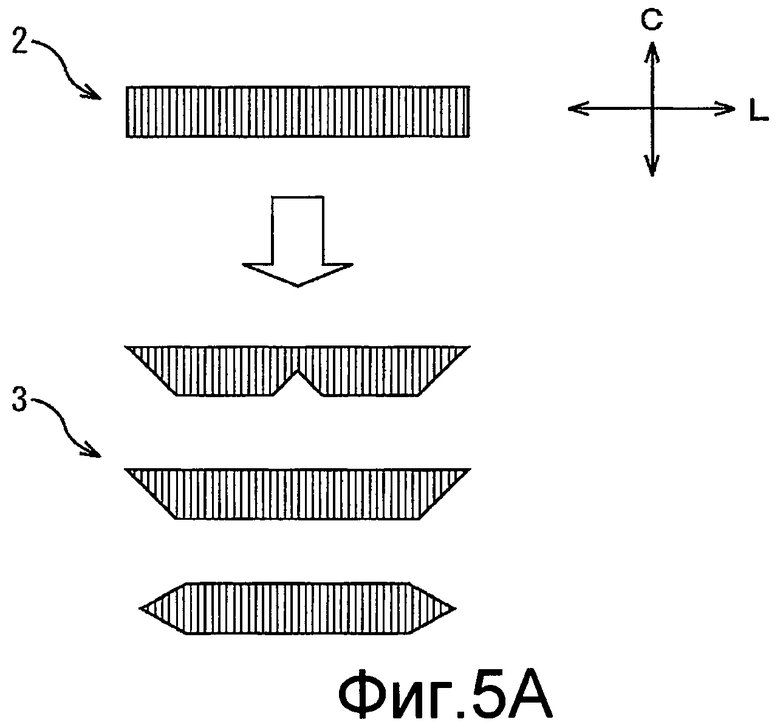
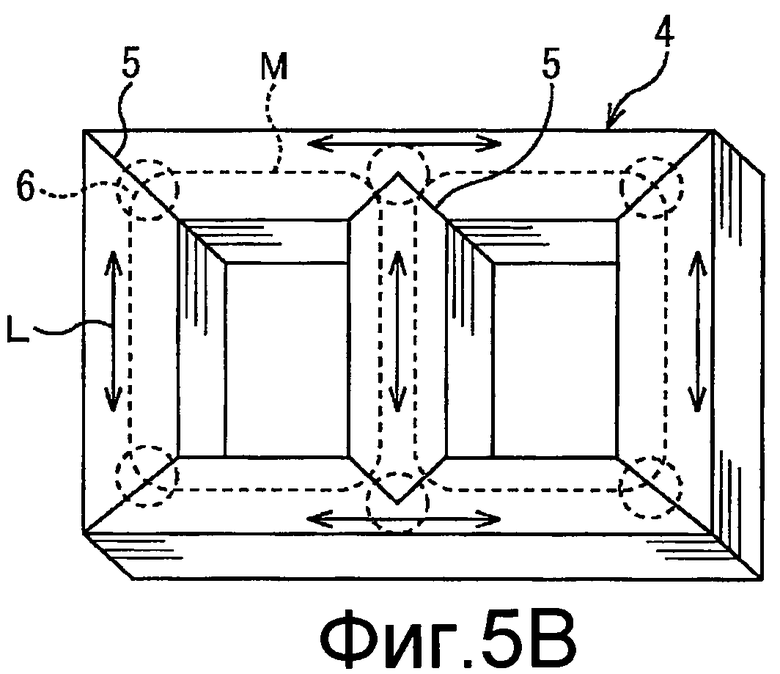
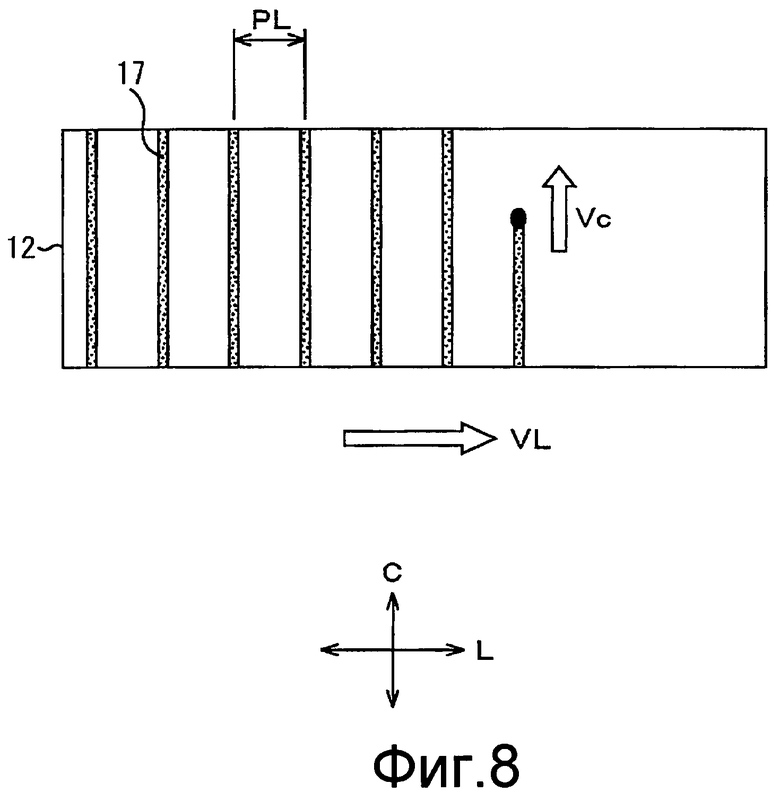
Фиг.8 представляет собой схему, иллюстрирующую обычный способ облучения лазерным лучом поверхности листа электромагнитной стали с ориентированными зернами. Фиг.5A представляет собой схему, иллюстрирующую способ получения железного сердечника обычного трансформатора, а фиг.5B представляет собой схему, иллюстрирующую железный сердечник.
Как иллюстрируется на фиг.8, при получении листа электромагнитной стали с ориентированными зернами, у которого магнитные домены контролируются с помощью облучения лазерным лучом, лист электромагнитной стали с ориентированными зернами 12 облучают лазерным лучом, при этом сканирование лазерного луча осуществляется со скоростью Vc в направлении, по существу, параллельном направлению по ширине пластины/листа (ниже упоминается как C-направление). C-направление является ортогональным к L-направлению. Кроме того, лист электромагнитной стали с ориентированными зернами 12 перемещается со скоростью VL в L-направлении. Таким образом, множество участков 17 облучения лазерным лучом, простирающихся, по существу, параллельно C-направлению, располагается с постоянными интервалами PL. При изготовлении железного сердечника 4 трансформатора, как иллюстрируется на фиг.5A и 5B, лист электромагнитной стали с ориентированными зернами разрезают так, что направление намагничивания M элемента железного сердечника 3, составляющего железный сердечник 4, и L-направление совпадают друг с другом, и элементы железного сердечника 3, получаемые посредством разрезания, располагаются слоями.
В железном сердечнике 4, изготовленном таким образом, L-направление и направление намагничивания M совпадают друг с другом в большинстве его частей. Соответственно, потери в материале железного сердечника 4 приблизительно пропорциональны потерям в материале для L-направления исходного материала листа электромагнитной стали с ориентированными зернами.
С другой стороны, в участках соединений 5 между элементами железного сердечника 3 железного сердечника 4, L-направление и направление намагничивания M отличаются друг от друга. Соответственно, потери в материале участков соединений 5 отличаются от потерь в материале для L-направления листа электромагнитной стали с ориентированными зернами исходного материала и на них влияют потери в материале в C-направлении. Таким образом, существует область 6, имеющая высокие потери. В частности, в железном сердечнике, использующем лист электромагнитной стали с ориентированными зернами, у которого потери в материале для L-направления значительно уменьшаются с помощью облучения лазерным лучом, эффект потери в материале для C-направления становится относительно большим.
Трансформаторы используют в большом количестве вариантов оборудования для передачи энергии от электростанции до мест потребления энергии. Соответственно, когда потери в материале на один трансформатор изменяются даже примерно на 1%, потери энергии при передаче значительно изменяются во всем оборудовании для передачи энергии. Как следствие, остро требуется способ получения листа электромагнитной стали с ориентированными зернами, способного к уменьшению потерь в материале для C-направления, в то время как потери в материале для L-направления по-прежнему ограничиваются как низкие с помощью облучения лазерным лучом.
Однако механизм улучшения таких потерь для стали не выяснен, а также способ уменьшения потерь для стали для двух направлений, L-направления и C-направления, до сих пор не установлен.
В обычном способе улучшения потерь в материале для листа электромагнитной стали, главной целью является уменьшение потерь для L-направления. Например, патентный документ 5 описывает способ получения листа электромагнитной стали с ориентированными зернами, который облучают лазерным лучом посредством определения режима лазерного луча, диаметра фокусировки света, мощности, скорости сканирования лазерного луча, шага облучения и тому подобного. Однако описания потерь в материале для C-направления нет.
В дополнение к этому, также предлагается способ, в котором внимание сосредотачивается на улучшении потерь в материале для C-направления.
Патентный документ 1 описывает способ облучения лазерным лучом параллельно L-направлению. Однако этот способ уменьшает потери для C-направления, но не уменьшает потери для L-направления. Поскольку влияние потерь в материале для L-направления большое, как описано выше, потери в материале для трансформатора становятся больше, чем для листа электромагнитной стали с ориентированными зернами и с потерями в материале для L-направления, улучшенными с помощью облучения лазерным лучом, перпендикулярным L-направлению.
Патентный документ 2 описывает способ облучения лазерным лучом параллельно двум направлениям, L-направлению и C-направлению. Однако этот способ, облучение лазерным лучом дважды, осложняет способ получения и понижает эффективность производства, по меньшей мере, наполовину.
Патентные документы 3 и 4 описывают способ облучения лазерным лучом, в то время как направление облучения и условия облучения изменяются для каждого вырезанного элемента, после того как лист электромагнитной стали с ориентированными зернами, не подвергаемый облучению лазерным лучом, вырезают в желаемой форме, при изготовлении железного сердечника. Однако в железном сердечнике, изготовленном в соответствии с этим способом, часть, в которой улучшаются только потери в материале для L-направления, и часть, в которой улучшаются только потери в материале для C-направления располагаются вперемешку, поэтому нельзя сказать, что получают значимо хорошие потери в материале. Кроме улучшения в отношении потерь в материале для двух направлений, L-направления и C-направления, необходимо изменять условия и облучать лазерным лучом дважды. Кроме того, имеется проблема очень низкой производительности, поскольку лист электромагнитной стали с ориентированными зернами облучают лазерным лучом для каждого элемента, после того как разрежут лист электромагнитной стали с ориентированными зернами.
Патентный документ 1: публикация выложенного патента Японии № 56-51522
Патентный документ 2: публикация выложенного патента Японии № 56-105454
Патентный документ 3: публикация выложенного патента Японии № 56-83012
Патентный документ 4: публикация выложенного патента Японии № 56-105426
Патентный документ 5: Международная публикация WO 04/083465
Сущность изобретения
Целью настоящего изобретения является создание способа получения листа электромагнитной стали с ориентированными зернами, у которого магнитные домены контролируются с помощью облучения лазерным лучом, способного уменьшить потери в материале для обоих направлений, L-направления и C-направления, в то же время, легко обеспечивая высокую производительность.
В соответствии с настоящим изобретением предусматривается способ получения листа электромагнитной стали с ориентированными зернами, у которого магнитные домены контролируются с помощью облучения лазерным лучом, включающий стадии: многократного облучения поверхности листа электромагнитной стали с ориентированными зернами с помощью сфокусированного луча лазера непрерывного излучения посредством сканирования листа электромагнитной стали с ориентированными зернами от направления прокатки к отклоненному направлению, в то же время участки сканирования луча лазера непрерывного излучения сдвигаются на некоторые интервалы, при этом когда средняя плотность энергии облучения Ua определяется как Ua = P/Vc/PL (мДж/мм2), где P (Вт) представляет собой среднюю мощность луча лазера непрерывного излучения, Vc (мм/с) представляет собой скорость сканирования и PL (мм) представляет собой каждый из интервалов, удовлетворяются следующие соотношения:
1,0 мм ≤ PL ≤ 3,0 мм
0,8 мДж/мм2 ≤ Ua ≤ 2,0 мДж/мм2.
Предпочтительно удовлетворить следующие соотношения, когда плотность мощности облучения Ip луча лазера непрерывного излучения определяется как Ip = (4/π) × P/(dL × dc) (кВт/мм2), где dc (мм) представляет собой диаметр луча лазера непрерывного излучения в направлении сканирования, и dL (мм) представляет собой диаметр луча лазера непрерывного излучения в направлении, ортогональном направлению сканирования:
(88-15 × PL) кВт/мм2 ≥ Ip ≥ (6,5-1,5 × PL) кВт/мм2
1,0 мм ≤ PL ≤ 4,0 мм.
Краткое описание чертежей
Фиг.1 представляет собой график, иллюстрирующий соотношение между шагом облучения PL и потерями в материале WL для L-направления и потерями в материале WC для C-направления;
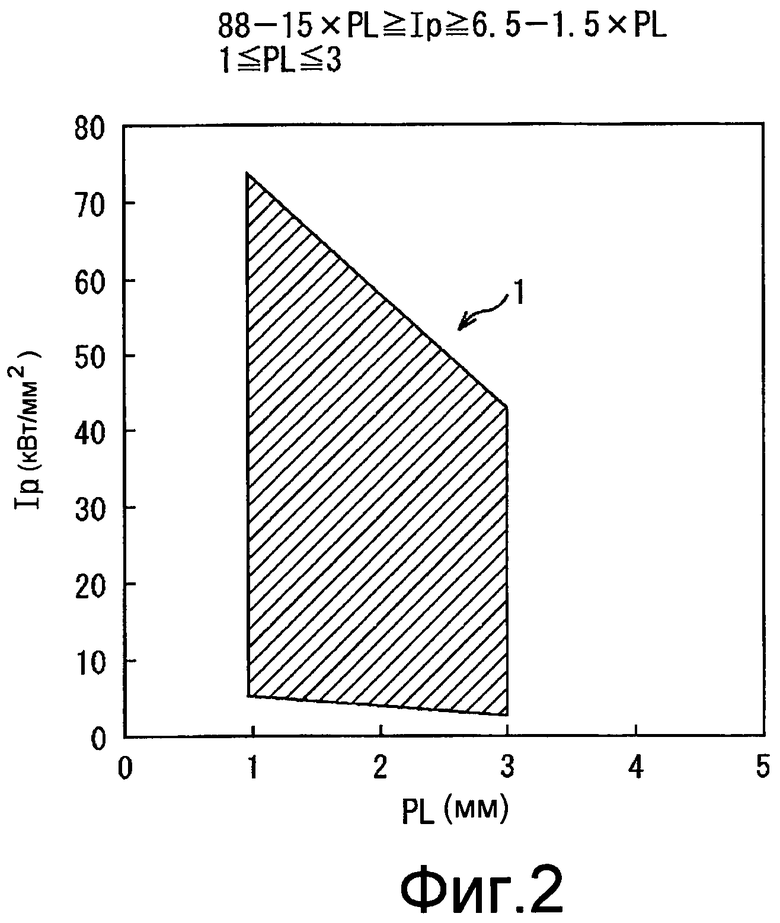
Фиг.2 представляет собой схему, иллюстрирующую предпочтительный диапазон для шага облучения PL и для плотности мощности фокусированного света Ip;
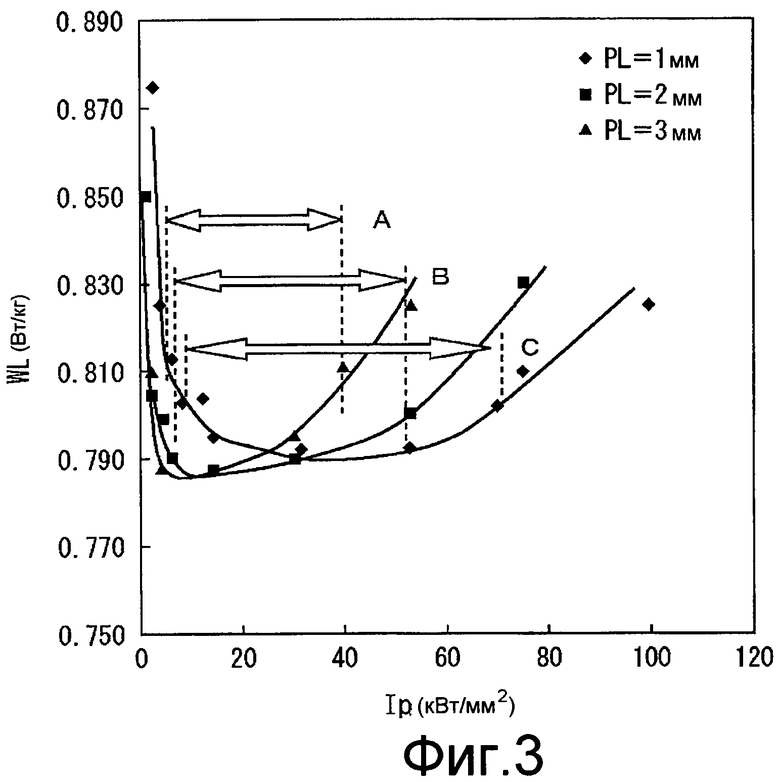
Фиг.3 представляет собой график, иллюстрирующий соотношение между плотностью мощности фокусированного света Ip и потерями в материале WL для L-направления;
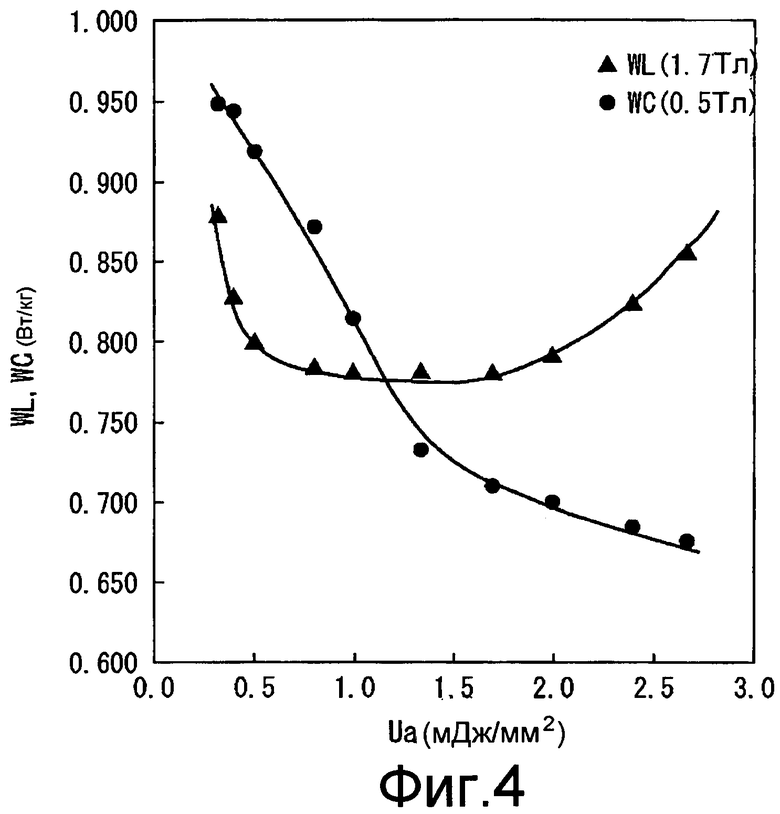
Фиг.4 представляет собой график, иллюстрирующий соотношение между средней плотностью энергии Ua и потерями в материале WL для L-направления и потерями в материале WC для C-направления;
Фиг.5A представляет собой схему, иллюстрирующую обычный способ изготовления железного сердечника трансформатора;
Фиг.5B представляет собой схему, иллюстрирующую железный сердечник;
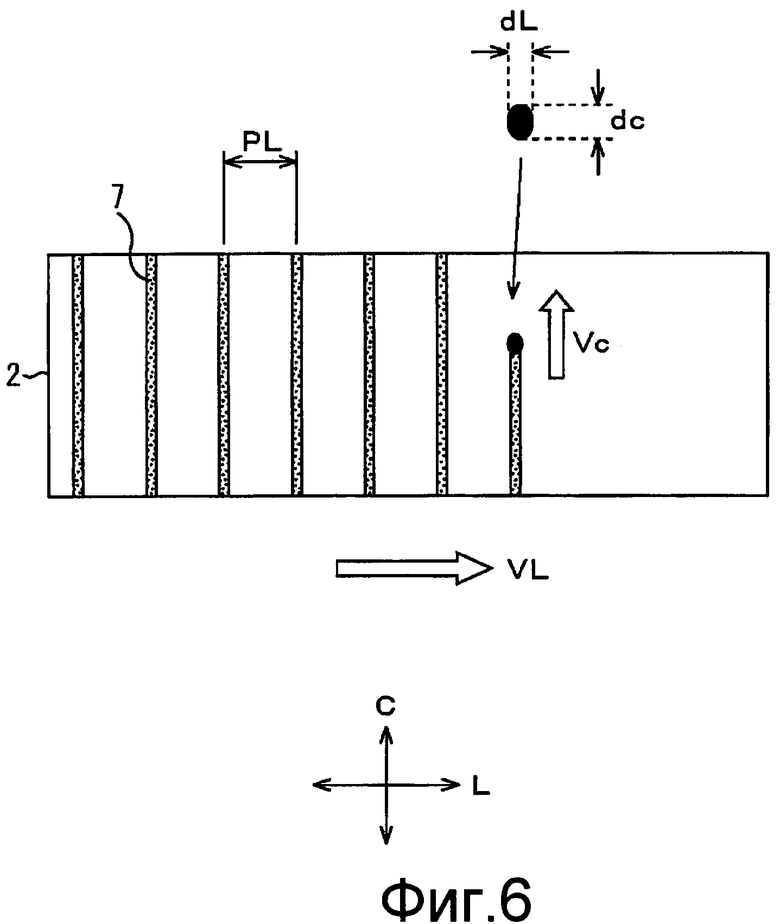
Фиг.6 представляет собой схему, иллюстрирующую способ облучения поверхности листа электромагнитной стали с ориентированными зернами лазерным лучом в соответствии с одним из вариантов осуществления настоящего изобретения;
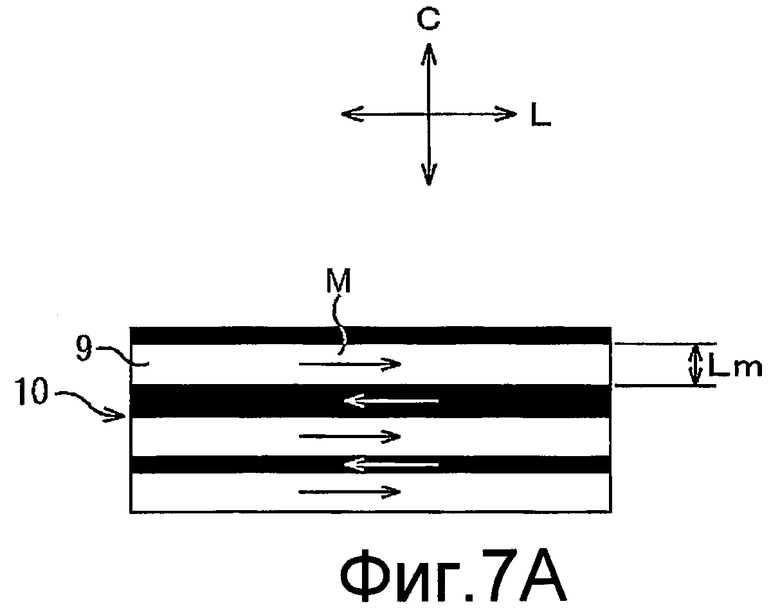
Фиг.7A представляет собой схему, иллюстрирующую структуру магнитных доменов листа электромагнитной стали с ориентированными зернами до облучения лазерным лучом;
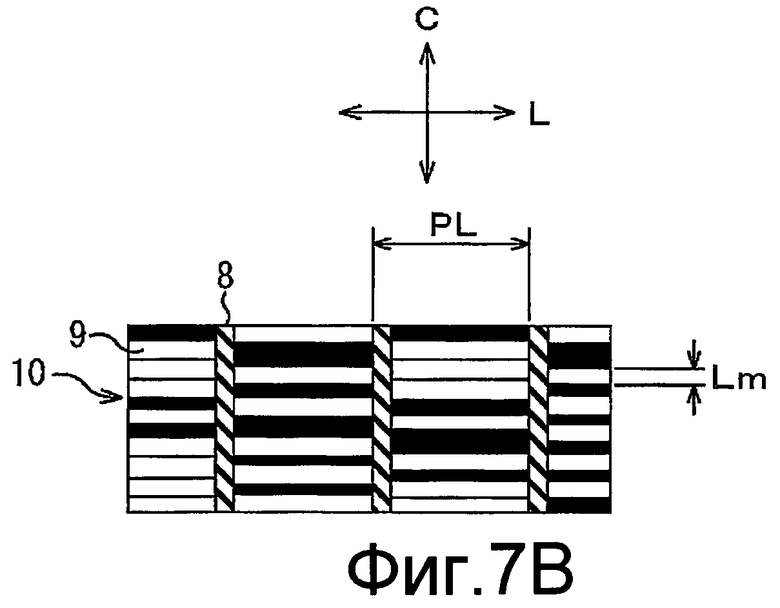
Фиг.7B представляет собой схему, иллюстрирующую структуру магнитных доменов листа электромагнитной стали с ориентированными зернами после облучения лазерным лучом и
Фиг.8 представляет собой схему, иллюстрирующую обычный способ облучения поверхности листа электромагнитной стали с ориентированными зернами лазерным лучом.
Сначала принцип, с помощью которого потери в материале листа электромагнитной стали с ориентированными зернами улучшаются с помощью облучения лазерным лучом, будет описан со ссылками на фиг.7A и 7B. Фиг.7A представляет собой схему, иллюстрирующую структуру магнитных доменов листа электромагнитной стали с ориентированными зернами до облучения лазерным лучом. Фиг.7B представляет собой схему, иллюстрирующую структуру магнитных доменов листа электромагнитной стали с ориентированными зернами после облучения лазерным лучом. В листе электромагнитной стали с ориентированными зернами, магнитный домен 9, упоминаемый как 180° магнитный домен, формируется параллельно L-направлению. Магнитный домен 9 схематически иллюстрируется как участок черного цвета и участок белого цвета на фиг.7A и 7B. На участках черного цвета и участке белого цвета, направления намагничивания доменов являются противоположными друг другу.
Пограничная часть между магнитными доменами, у которых направления намагничивания являются противоположными, упоминается как магнитная стенка. То есть можно указать, что на фиг.7A и 7B, магнитная стенка 10 существует в пограничной части между участком черного цвета и белого цвета. 180° магнитный домен легко намагнитить с помощью магнитного поля в L-направлении, и его трудно намагнитить с помощью магнитного поля в C-направлении. Таким образом, потери в материале WL для L-направления для 180° магнитных доменов меньше чем потери в материале WC для C-направления. Кроме того, потери в материале WL для L-направления классифицируются на классические потери на вихревые токи, аномальные потери на вихревые токи и потери на гистерезис. Известно, что аномальные потери на вихревые токи, прежде всего, уменьшаются сильнее, когда интервал Lm для магнитных стенок между 180° магнитными доменами (180° магнитной стенки) уменьшается.
Когда лист электромагнитной стали с ориентированными зернами облучают лазерным лучом, локальные деформации происходят в листе электромагнитной стали с ориентированными зернами из-за влияния локального быстрого нагрева и охлаждения под действием лазерного луча и реакции, генерируемой, когда покрытие на поверхности листа электромагнитной стали с ориентированными зернами испаряется. В дополнение к этому, замыкающий домен 8 образуется непосредственно под деформацией. В замыкающих доменах 8 существует большое количество мелких магнитных доменов, и статическая магнитная энергия находится на высоком уровне.
Соответственно, для высвобождения общей энергии листа электромагнитной стали с ориентированными зернами, 180° магнитные домены увеличиваются в количестве, и их интервал Lm становится узким, как иллюстрируется на фиг.7B. Таким образом, аномальные потери на вихревые токи уменьшаются по величине. Такая операция позволяет уменьшить величину потерь в материале WL для L-направления с помощью облучения лазерным лучом.
Потери на гистерезис увеличиваются при увеличении деформации листа электромагнитной стали с ориентированными зернами. Когда облучение лазерным лучом осуществляют в избытке, возникают потери на гистерезис, более высокие, чем уменьшение аномальных потерь на вихревые токи, таким образом, общие потери в материале WL для L-направления увеличиваются по величине. Кроме того, когда облучение лазерным лучом осуществляют в избытке, происходит избыточная деформация, магнитострикционная характеристика листа электромагнитной стали с ориентированными зернами ухудшается, таким образом, увеличивается генерирование шума от трансформатора.
Кроме того, классические потери на вихревые токи представляют собой потери в материале, которые пропорциональны толщине стального листа и которые не изменяются до и после облучения лазерным лучом.
С другой стороны, замыкающие домены 8, генерируемые с помощью облучения лазерным лучом, представляют собой магнитные домены, которые легко намагничиваются в C-направлении. Таким образом, установлено, что потери в материале WC для C-направления уменьшаются при генерировании замыкающих доменов 8.
Далее будет описываться способ изготовления в соответствии с одним из вариантов осуществления настоящего изобретения.
Фиг.6 представляет собой схему, иллюстрирующую способ облучения поверхности листа электромагнитной стали с ориентированными зернами лазерным лучом в соответствии с одним из вариантов осуществления настоящего изобретения. Лист 2 электромагнитной стали с ориентированными зернами, не облучаемый лазерным лучом, служащий в качестве листа электромагнитной стали с ориентированными зернами, подвергают конечному отжигу, отжигу для планаризации и нанесению поверхностного изолирующего покрытия. Таким образом, на поверхности листа электромагнитной стали с ориентированными зернами 2 существует, например, стеклянное покрытие и изоляционное покрытие, сформированное посредством отжига.
Луч лазера непрерывного излучения, испускаемый лазером, отражается на сканирующем зеркале (не иллюстрируется) и после фокусировки света, которая осуществляется с помощью линзы, фокусирующей свет, fθ (не иллюстрируется), прикладывается к стальной пластине 2, при этом осуществляется сканирование лазерным лучом на стальной пластине 2 со скоростью Vc, по существу, параллельно C-направлению (направлению, перпендикулярному к L-направлению). В результате возникают замыкающие домены непосредственно под участком облучения лазерным лучом 7, и деформация, вызываемая лазерным лучом, является их исходной точкой.
Лист 2 стали перемещается с постоянной скоростью VL в L-направлении на непрерывной производственной линии. Соответственно, интервал PL облучения лазерным лучом является постоянным и регулируется, например, скоростью VL и частотой сканирования в C-направлении. Форма сфокусированного луча света на поверхности стального листа 2 является круговой или эллиптической. Частота сканирования в C-направлении относится к частоте сканирования лазером в C-направлении в секунду.
Авторы настоящего изобретения исследовали деформацию, обеспечивающую воздействие с помощью облучения лазерным лучом. То есть авторы исследовали соотношение между средней плотностью энергии облучения Ua на листе стали в целом и потерями в материале WL для L-направления и потерями в материале WC для C-направления. Средняя плотность энергии, взятая как Ua, определяется в следующем уравнении (1): где P представляет собой мощность лазерного луча, Vc представляет собой скорость сканирования и PL представляет собой интервал
Ua = P/(VC × PL) (мДж/мм2)  (1)
(1)
Фиг.4 представляет собой график, иллюстрирующий соотношение между средней плотностью энергии Ua и потерями в материале WL для L-направления и потерями в материале WC для C-направления. Интервал PL составляет 4 мм, диаметр dL сфокусированного луча света в L-направлении равен 0,1 мм, диаметр dc сфокусированного луча света в C-направлении равен 0,2 мм, скорость сканирования Vc равна 32 м/с и скорость переноса VL равна 1 м/с. В дополнение к этому средняя плотность энергии Ua изменяется посредством регулировки мощности P. Потери в материале WL для L-направления, иллюстрируемые на вертикальной оси фиг.4, представляют собой значения потерь в материале, когда прикладывается переменное поле в 50 Гц с максимальной плотностью магнитного потока 1,7 Тл, в L-направлении, и потери в материале WC для C-направления представляют собой значения потерь в стали, когда прикладывается переменное поле в 50 Гц при максимальной плотности магнитного потока 0,5 Тл в C-направлении.
Здесь, причиной того, что плотность магнитного потока понижается при оценивании потерь в материале для C-направления, заключается в том, что компонент напряженности магнитного поля в C-направлении на соединении железного сердечника трансформатора оценивается приблизительно как 1/3 от величины компонента в L-направлении.
Результат, иллюстрируемый на фиг.4, показывает, что средняя плотность энергии Ua имеет диапазон, в котором потери в материале WL для L-направления могут быть доведены до минимального значения или приблизительно до этого значения, и потери в материале WC для C-направления почти монотонно понижаются с увеличением средней плотности энергии Ua. Кроме того, из результата, иллюстрируемого на фиг.4, для понижения как потерь в стали WL для L-направления, так и потерь в стали WC для C-направления, средняя плотность энергии Ua предпочтительно находится в пределах 0,8 мДж/мм2 ≤ Ua ≤ 2,0 мДж/мм2, а более предпочтительно 1,1 мДж/мм2 ≤ Ua ≤ 1,7 мДж/мм2.
Предполагается, что одна из причин того, что получается результат, как иллюстрируется на фиг.4, заключается в том, что, когда средняя плотность энергии Ua низкая, количество замыкающих доменов низкое и интервал между 180° магнитными стенками сложно уменьшить, таким образом, делается сложным уменьшение аномальных потерь на вихревые токи. Предполагается, что другая причина заключается в том, что, когда средняя плотность энергии Ua является высокой, аномальные потери на вихревые токи уменьшаются; однако потери на гистерезис при избыточном поглощении энергии лазерного луча увеличиваются.
Предполагается, что когда средняя плотность энергии Ua является высокой, потери в материале железного сердечника улучшаются до некоторой степени, в то же время потери в материале WL для L-направления сокращаются до некоторой степени, поскольку потери в материале WC для C-направления монотонно уменьшаются. Однако магнитные характеристики деградируют, так что повышается генерирование шума от трансформатора. Кроме того, становится необходимым увеличение мощности лазерного луча и количества лазеров, необходимых для производства.
В настоящем изобретении средняя плотность энергии Ua ограничивается в диапазоне Ra 0,8 мДж/мм2 ≤ Ua ≤ 2,0 мДж/мм2 и потери в материале WC для C-направления уменьшаются, в то время как потери в материале WL для L-направления поддерживаются при значении, приблизительно равном минимальному значению.
Авторы настоящего изобретения выдвинули гипотезу, что потери в материале WC для C-направления могут дополнительно быть уменьшены посредством генерирования замыкающих доменов настолько близко, насколько это возможно, по всей поверхности листа стали, поскольку потери в материале WC для C-направления уменьшаются благодаря генерированию замыкающих доменов. То есть можно указать, что авторы считают, что потери в материале WC для C-направления уменьшаются посредством уменьшения шага облучения (интервала между участками облучения лазерным лучом) PL. Однако когда шаг облучения PL просто уменьшается, средняя плотность энергии Ua увеличивается согласно уравнению (1) и увеличиваются потери в материале WL для L-направления. Соответственно, авторы изучили, что при средней плотности энергии Ua, фиксированной в диапазоне Ra, шаг облучения PL уменьшается и скорость сканирования Vc увеличивается.
Фиг.1 представляет собой график, иллюстрирующий соотношение между шагом облучения PL и потерями в материале WL для L-направления и потерями в материале WC для C-направления. При средней плотности энергии Ua, взятой как 1,3 мДж/мм2, мощность P берется как 200 Вт, диаметр dL берется как 0,1 мм и диаметр dc берется как 0,2 мм. Кроме того, шаг облучения PL изменяется в обратной пропорции посредством регулировки скорости сканирования Vc.
Результат, иллюстрируемый на фиг.1, показывает, что потери в материале WC для C-направления значительно уменьшаются посредством уменьшения шага облучения PL, даже если средняя плотность энергии Ua фиксируется. Кроме того, потери в материале WL для L-направления слегка увеличиваются при уменьшении шага облучения PL, в то время как потери в материале WL для L-направления являются низкими, когда шаг облучения PL равен 1,0 мм или больше. Однако когда шаг облучения PL превышает 3,0 мм, потери в материале WC для C-направления становятся слишком большими; по этой причине, предельный шаг облучения PL берется как 3,0 мм. С точки зрения улучшения магнитных характеристик для C-направления, предпочтительно, шаг облучения PL меньше чем 2,0 мм и более предпочтительно, меньше чем 1,5 мм.
Таким образом, когда шаг облучения PL ограничивается 1,0 мм ≤ PL ≤ 3,0 мм, в то время как средняя плотность энергии Ua находится в диапазоне Ra, действие уменьшения потерь в материале WL для L-направления и потерь в материале WC для C-направления достигается одновременно на высоком уровне. Когда средняя плотность энергии Ua находится в диапазоне Ra, поглощение энергии в листе стали, в целом, трудно изменить, по этой причине, деградация магнитных характеристик посредством поглощения избытка энергии может быть подавлена.
В дополнение к этому, авторы изучили способ дальнейшего улучшения потерь в материале WL для L-направления в диапазоне Rb шага облучения PL (1,0 мм ≤ PL ≤ 3,0 мм). Предполагается, что одна из причин того, что потери в материале WC для C-направления уменьшаются, представляет собой однородное распределение замыкающих доменов, как описано выше. Для уменьшения потерь в материале WL для L-направления, предпочтительно уменьшается интервал для 180° магнитных стенок. Авторы считают, что сопротивление деформации на единицу излучения лазерного луча является важным. Предполагается, что в эксперименте, результат которого иллюстрируется на фиг.1, скорость сканирования Vc увеличивается в обратной пропорции к уменьшению шага облучения PL; по этой причине деградируют эффекты быстрого нагрева и быстрого охлаждения на единицу излучения и таким образом деградирует сопротивление деформации.
Соответственно, создается способ повышения плотности мощности сфокусированного света в дополнение к увеличению скорости сканирования Vc. Плотность мощности сфокусированного света, взятая как Ip, определяется уравнением (2). То есть можно сказать, что плотность мощности сфокусированного света Ip представляет собой значение, полученное посредством деления мощности P на площадь поперечного сечения луча.
Ip = (4/π) × P/(dL × dc) (Вт/мм2)  (2)
(2)
Фиг.3 представляет собой график, иллюстрирующий соотношение между плотностью мощности сфокусированного света Ip и потерями в стали WL для L-направления. Мощность P фиксируется при 200 Вт, и средняя плотность энергии Ua фиксируется при 1,3 мДж/мм2. Шаг облучения PL в диапазоне Rb составляет 1 мм, 2 мм и 3 мм. Кроме того, посредством регулировки диаметров dL и dc при соответствующих шагах облучения PL изменяют плотность мощности сфокусированного света Ip.
Результат, иллюстрируемый на фиг.3, показывает, что имеется диапазон желательных значений плотности мощности сфокусированного света Ip в зависимости от шага облучения PL. Как иллюстрируется на фиг.3, диапазоны A - C представляют собой желательные диапазоны плотности мощности сфокусированного света Ip при соответствующих шагах облучения PL. Эти диапазоны определяются с помощью уравнений (3) и (4). Эти диапазоны могут иллюстрироваться как показано на фиг.2.
88-15 × PL ≥ Ip ≥ 6,5-1,5 × PL (кВт/мм2) (3)
(3)
1,0 ≤ PL ≤ 4,0 (мм)
 (4)
(4)
Для получения такой плотности мощности сфокусированного света Ip диаметр сфокусированного луча света dL предпочтительно устанавливается при 0,1 мм или меньше. Для установления диаметра луча сфокусированного света dL при 0,1 мм или меньше предпочтительно использовать волоконный лазер.
Как описано выше, в соответствии с настоящим изобретением, средняя плотность энергии Ua, шаг облучения PL и плотность мощности сфокусированного света Ip определяют на основе нового обнаружения механизма сокращения потерь в материале WL для L-направления и потерь в материале WC для C-направления с помощью облучения лазерным лучом, следовательно, потери в материале WL для L-направления и потери в стали WC для C-направления могут уменьшаться на высоком уровне. Соответственно, железный сердечник трансформатора, изготовленный с использованием листа электромагнитной стали с ориентированными зернами, у которого магнитные домены контролируются с помощью облучения лазерным лучом, и который получают в соответствии с таким способом, обеспечивает более низкие потери в материале по сравнению с обычным сердечником. Облучение лазерным лучом по настоящему изобретению может использоваться в непрерывной производственной линии для обычного листа электромагнитной стали с ориентированными зернами, следовательно, имеется преимущество высокой производительности.
[Пример]
Далее, пример, принадлежащий к рамкам настоящего изобретения, будет описываться в сравнении со сравнительным примером вне рамок настоящего изобретения.
Сначала получают лист электромагнитной стали с однонапрвленно ориентированными зернами, который содержит Si: 3,1%, оставшаяся часть состоит из Fe и малого количества примесей, и имеет толщину 0,23 мм. Затем поверхность листа электромагнитной стали с однонаправленно ориентированными зернами облучают лазерным лучом при условиях, иллюстрируемых в таблице 1.
(Вт)
(мм)
(кВт/мм2)
Затем осуществляют измерение соответствующих листов электромагнитной стали с однонаправленно ориентированными зернами, полученных после облучения лазерным лучом, относительно потерь в материале WL для L-направления и потерь в материале WC для C-направления. Таблица 2 иллюстрирует его результаты.
Как иллюстрируется в таблице 2, в примерах № 1, № 2 и № 3, которые принадлежат к рамкам настоящего изобретения, хорошие потери в материале WC для C-направления получают почти без снижения потерь в материале WL для L-направления, по сравнению со сравнительными примерами № 4, № 5, № 6, № 7 и № 8, которые находятся вне рамок настоящего изобретения.
Промышленная применимость
Настоящее изобретение предусматривает лист электромагнитной стали с ориентированными зернами, у которого потери в материале в обоих направлениях, в направлении прокатки и в направлении по ширине пластины, ортогональном к направлению прокатки, соответствующим образом уменьшаются и у которого магнитные домены контролируются с помощью облучения лазерным лучом. Таким образом, потери в материале для трансформатора, изготовленного с использованием такого листа электромагнитной стали с ориентированными зернами, могут быть уменьшены по сравнению с обычным листом. Кроме того, настоящее изобретение позволяет осуществление на непрерывной производственной линии, обеспечивая также высокую производительность.
Изобретение относится к технологии производства листа электротехнической стали с ориентированными зернами. Для улучшения магнитных свойств стали, уменьшающих потери в сердечнике трансформатора для L и С направлений, способ включает многократное облучение поверхности листа электромагнитной стали с ориентированными зернами сфокусированным лучом лазера непрерывного излучения для сканирования листа электромагнитной стали с ориентированными зернами от направления прокатки к отклоненному направлению, причем участки сканирования луча лазера непрерывного действия сдвигают на интервалы PL, при этом средняя плотность энергии облучения Ua определяется как Ua=P/(Vc×PL) (мДж/мм2), где Р представляет собой среднюю мощность луча лазера непрерывного действия, (Вт), Vc представляет собой скорость сканирования (мм/с), PL представляет собой каждый из интервалов, (мм), при выполнении следующих соотношений: 1,0 мм ≤ PL ≤ 3,0 мм, 0,8 мДж/мм2 ≤ Ua ≤ 2,0 мДж/мм2. Форма луча лазера непрерывного излучения на поверхности листа электромагнитной стали с ориентированными зернами является круговой или эллиптической. 2 н. и 8 з.п. ф-лы, 2 табл., 8 ил.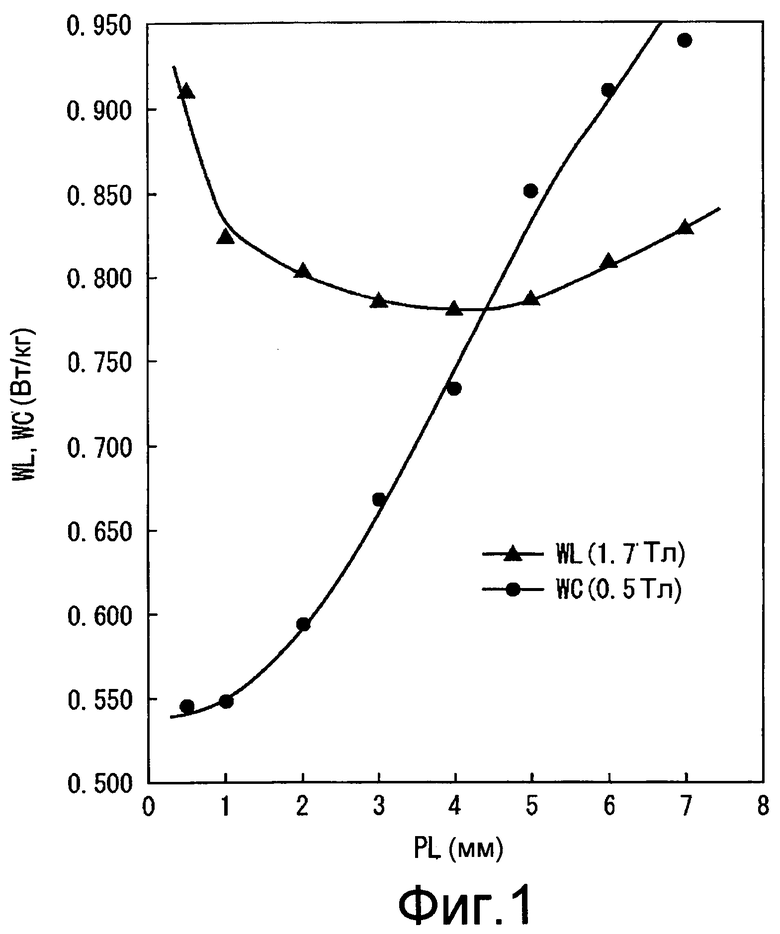
1. Способ получения листа электромагнитной стали с ориентированными зернами, в котором магнитные домены контролируются с помощью облучения лазерным лучом, включающий многократное облучение поверхности листа электромагнитной стали с ориентированными зернами сфокусированным лучом лазера непрерывного излучения для сканирования листа электромагнитной стали с ориентированными зернами от направления прокатки к отклоненному направлению, причем участки сканирования луча лазера непрерывного действия сдвигают на интервалы, при этом средняя плотность энергии облучения Ua определяется как Ua=P/Vc/PL (мДж/мм2), где
Р представляет собой среднюю мощность луча лазера непрерывного действия, Вт,
Vc представляет собой скорость сканирования, мм/с,
PL представляет собой каждый из интервалов, мм, при этом удовлетворяются следующие соотношения:
1,0 мм ≤ PL ≤ 3,0 мм,
0,8 мДж/мм2 ≤ Ua ≤ 2,0 мДж/мм2.
2. Способ по п.1, в котором плотность мощности облучения Ip луча лазера непрерывного излучения определяется как Ip=(4/π)×P/(dL×dc) (кВт/мм2), где:
dc представляет собой диаметр луча лазера непрерывного излучения в направлении сканирования, мм,
dL представляет собой диаметр луча лазера непрерывного излучения в направлении, ортогональном направлению сканирования, мм, причем удовлетворяются следующие соотношения:
(88-15×PL) кВт/мм2 ≥ Ip ≥ (6,5-1,5×PL) кВт/мм2,
1,0 мм ≤ PL ≤ 4,0 мм.
3. Способ по п.1, в котором форма луча лазера непрерывного излучения на поверхности листа электромагнитной стали с ориентированными зернами является круговой или эллиптической.
4. Способ по п.2, в котором форма луча лазера непрерывного излучения на поверхности листа электромагнитной стали с ориентированными зернами является круговой или эллиптической.
5. Способ по п.1, в котором направление сканирования является, по существу, ортогональным направлению прокатки листа электромагнитной стали с ориентированными зернами.
6. Способ по п.2, в котором направление сканирования является, по существу, ортогональным направлению прокатки листа электромагнитной стали с ориентированными зернами.
7. Способ по п.3, в котором направление сканирования является, по существу, ортогональным направлению прокатки листа электромагнитной стали с ориентированными зернами.
8. Способ по п.4, в котором направление сканирования является, по существу, ортогональным направлению прокатки листа электромагнитной стали с ориентированными зернами.
9. Способ получения листа электромагнитной стали с ориентированными зернами, в котором: магнитные домены контролируются с помощью облучения лазерным лучом, при этом для обеспечения уменьшения потерь в материале осуществляют сканирование и облучение листа электромагнитной стали с ориентированными зернами лучом лазера непрерывного излучения, сфокусированным в круговой или эллиптической форме, с постоянными интервалами, в направлении, по существу, перпендикулярном направлению прокатки листа электромагнитной стали с ориентированными зернами, при этом
средняя плотность энергии облучения Ua определяется как Ua=P/Vc/PL
(мДж/мм),
где Р представляет собой среднюю мощность лазерного луча, Вт,
Vc представляет собой скорость сканирования луча, мм/с,
PL представляет собой интервал облучения в направлении прокатки, мм,
при этом
удовлетворяются следующие соотношения:
1,0 мм ≤ PL ≤ 3,0 мм,
0,8 мДж/мм2 ≤ Ua ≤ 2,0 мДж/мм2.
10. Способ по п.9, при котором плотность мощности облучения Iр определяется как Ip=(4/π)×P/(dL×dc) (кВт/мм2), где
dc представляет собой диаметр сфокусированного света в направлении сканирования луча, мм,
dL представляет собой диаметр сфокусированного луча света в направлении, ортогональном направлению сканирования, мм, при этом удовлетворяются следующие соотношения:
(88-15×PL) кВт/мм2 ≥ Ip ≥ (6,5-1,5×PL) кВт/мм2,
1,0 мм ≤ PL ≤ 4,0 мм.
| WO 2004083465 A1, 30.09.2004 | |||
| JP 61262477 A, 20.11.1986 | |||
| 0 |
|
SU174428A1 | |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2024629C1 |
| US 6666929 B1, 23.12.2003. | |||

