Область техники, к которой относится изобретение
Настоящее изобретение касается сваренных кузнечным способом изделий и конструкционных элементов из алюминиевого сплава, в частности для авиастроения. Сваренные кузнечным способом изделия могут быть прокатными изделиями (такими как тонкие листы, средние листы, толстые листы), изделиями, полученными выдавливанием (такими как прутки, профили, трубы или проволока), и коваными изделиями.
Уровень техники
Монолитные конструкционные металлические элементы, с переменными свойствами в пространстве, представляют большой интерес в современном контексте авиационной промышленности. Действительно, конструкционные элементы подвергаются целому ряду самых разных напряжений, что требует особого выбора материалов и условий обработки, что может привести к малоудовлетворительным компромиссам. Кроме того, замена этапов механической сборки, которые являются длительными и дорогостоящими, на более экономичные этапы интегральной механической обработки монолитных элементов оказывается ограниченной возможностью получения внутри монолитного элемента наиболее предпочтительных свойств в каждой геометрической зоне. Поэтому желательно выполнять монолитные конструкционные элементы с переменными свойствами в пространстве таким образом, чтобы в каждой зоне достигать оптимального компромисса всех свойств используя экономические преимущества способов интегральной механической обработки. Однако до настоящего времени в промышленном масштабе не было внедрено ни одного способа изготовления металлического монолитного конструкционного элемента с переменными свойствами в пространстве в силу встречающихся проблем, стоимости и надежности.
Так, на современном уровне техники было предложено несколько способов для выполнения металлических монолитных конструкционных элементов с переменными свойствами в пространстве.
В первом решении предлагают, во время отпуска выполнять разную термообработку между концами конструкционного элемента.
В документе FR 2707092 (Pechiney Rhenalu) описан способ изготовления изделий с дисперсионным твердением, обладающих переменными свойствами, в непрерывном режиме, по меньшей мере, в одном направлении, в котором отпуск осуществляют, доводя один из концов изделия до температуры Т, а другой конец до температуры t в специальной печи, содержащей горячую камеру и холодную камеру, соединенные между собой тепловым насосом.
В документе WO 2005/098072 (Pechiney Rhenalu) описан способ изготовления, в котором, по меньшей мере, один этап обработки отпуском осуществляют в печи с регулируемым термическим профилем, содержащей, по меньшей мере, две зоны или группы зон Z1 и Z2 с первоначальными температурами T1 и Т2, в которой длина двух зон составляет не менее одного метра.
Эти способы ограничивают изменения свойств свойствами, которые можно менять соответствующим образом во время отпуска. В случае нетермообрабатываемых сплавов этот тип способа не может быть использован. Точно так же, в случае сплавов семейства 2ХХХ, из которых существует множество продаваемых деталей в состоянии Т3 или Т4 (без отпуска), этот способ не позволяет получать элементы с переменными свойствами.
Кроме того, в патентной заявке US 2003/226935 описаны профили, содержащие в одной плоскости, перпендикулярной к длине, зону между ребрами жесткости, имеющую микроструктуру с более развитой волокнистой текстурой, в плане снижения скорости распространения трещин.
Согласно другому подходу, было предложено сначала спаивание деталей из разных сплавов, перед механической обработкой полученной детали. Полученный конструкционный элемент, хотя и имеет непрерывность материала и переменные свойства в пространстве, все же не может рассматриваться как монолитный конструкционный элемент из-за наличия зоны спайки.
В заявке РСТ WO 98/58759 (British Aerospace) описана гибридная заготовка, выполненная из сплава 2000 и сплава 7000 при помощи сварки трением с перемешиванием и из которой путем механической обработки получают лонжерон. В патентной заявке ЕР 1547720 А1 описан способ соединения сваркой двух обычных деталей, получаемых из разных сплавов, таким образом, чтобы после механической обработки получить конструкционную деталь для применений в аэронавтике, такую как лонжерон.
В авиастроительной промышленности проблему частично решают, локально меняя толщину конструкционных элементов с однородными свойствами в пространстве таким образом, чтобы они могли сопротивляться на локальных уровнях напряжения. Как правило, изменения толщины добиваются при помощи соединения или механической обработки.
В документе СА 2317366 (Airbus Deutschland) описано, например, изготовление элементов фюзеляжа при помощи сварки листов разной толщины. Можно также предусмотреть непосредственное получение переменной толщины при прокатке листов, чтобы избежать этапов соединения и связанных с ними технических и экономических проблем. Изменения толщины можно предусмотреть в продольном направлении или в поперечном направлении (см., например, R.Kopp, C.Wiedner and A.Meyer, International Sheet Metal Review, июль/август 2005, стр.20-24).
Выполнение листов переменной толщины было предусмотрено также другими способами для решения других технических проблем. Так, в черной металлургии известны полосы «по размеру» ("tailored blanks"), которые позволяют сэкономить материал во время этапов придания формы.
Так, в документе JP 11-192502 (Nippon Steel) описан способ, позволяющий получать стальную полосу, толщина и статические механические характеристики которой меняются в направлении ширины.
В документе WO 00/21695 (Thyssen Krupp) описан способ, позволяющий получать сечения переменной толщины в направлении прокатки внутри металлической полосы, причем эти сечения имеют разные механические свойства.
Изменение геометрии листов, если оно оправдано экономией материала, имеет определенные недостатки с точки зрения изготовления, контроля, транспортировки и не позволяет быстрое перемещение способами, существующими у авиаперевозчиков.
Задача, решаемая настоящим изобретением, состоит в разработке способа для изготовления сваренных кузнечным способом изделий и монолитных конструкционных элементов из алюминиевого сплава, в частности, для авиастроения, имеющих переменные свойства в пространстве и в то же время достаточно экономичные и контролируемые геометрические характеристики, идентичные характеристикам известных изделий и элементов, который позволяет менять в пространстве эксплуатационные свойства конструкционных элементов, способ изготовления которых не требует обязательного отпуска, и который позволяет менять эксплуатационные свойства конструкционных элементов в разных положениях от их длины.
Сущность изобретения
Первой целью настоящего изобретения является способ изготовления сваренного кузнечным способом изделия или монолитного многофункционального конструкционного элемента из алюминиевого сплава, содержащий этап горячей обработки давлением, отличающийся тем, что после горячей обработки давлением он содержит также, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации, на котором, по меньшей мере, две зоны конструкционного элемента подвергают средним обобщенным пластическим деформациям, отличающимся, по меньшей мере, на 2% и предпочтительно отличающимся, по меньшей мере, на 3%.
Второй целью настоящего изобретения является сваренное кузнечным способом изделие или конструкционный элемент из сплава 2ХХХ, в состоянии Т3Х, получаемый при помощи способа в соответствии с настоящим изобретением.
Третьей целью настоящего изобретения является сваренное кузнечным способом изделие или конструкционный элемент из сплава 2ХХХ, содержащего литий в состоянии Т8Х, получаемый при помощи способа в соответствии с настоящим изобретением.
Описание фигур
Фиг.1 - схематичный вид варианта выполнения изобретения, согласно которому три зоны, расположенные в разном положении в направлении L, подвергают разным пластическим деформациям при помощи контролируемого растяжения за счет перемещения зажимов растяжного станка.
Фиг.2 - схематичный вид варианта выполнения изобретения, согласно которому три зоны, расположенные в разном положении в направлении L, подвергают разным пластическим деформациям при помощи контролируемого растяжения за счет изменения сечения.
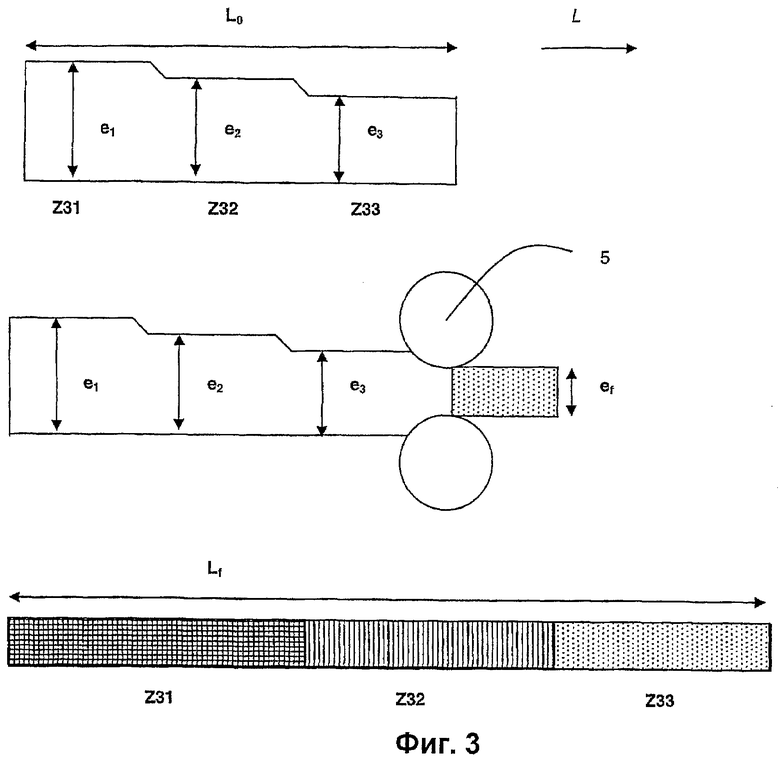
Фиг.3 - схематичный вид варианта выполнения изобретения, согласно которому три зоны, расположенные в разном положении в направлении L, подвергают разным пластическим деформациям при помощи холодной прокатки за счет изменения толщины перед прокаткой.
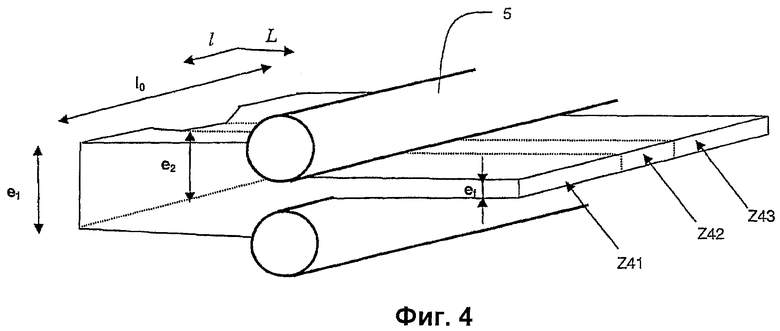
Фиг.4 - схематичный вид варианта выполнения изобретения, согласно которому три зоны, расположенные в разном положении в направлении 1, подвергают разным пластическим деформациям при помощи холодной прокатки за счет изменения толщины перед прокаткой.
Фиг.5 - схематичный вид варианта выполнения изобретения, согласно которому три зоны, расположенные в разном положении, подвергают разным пластическим деформациям при помощи сжатия.
Описание изобретения
Если не предусмотрено иное, все указания, касающиеся химического состава сплавов, выражаются в массовых процентах. Следовательно, в математическом выражении «0,4 Zn» обозначает: 0,4 содержания цинка, выраженного в массовых процентах; это применяется с соответствующими изменениями и ко всем другим химическим элементам. Обозначение сплавов приводится в соответствии с известными специалистам правилами "The Aluminium Association". Виды металлургического состояния и термической обработки определены европейским стандартом EN 515. Химический состав алюминиевых сплавов определен, например, в стандарте EN 573-5. Если не предусмотрено иное, статические механические характеристики, то есть сопротивление на разрыв Rm, предел упругости Rp0,2 и удлинение при разрыве А, определяют путем испытания на растяжение согласно стандарту EN 10002-1, причем место и направление отбора образцов определены в стандарте EN 485-1. Вязкость К1С измеряют согласно стандарту ASTM Е 399.
Если не предусмотрено иное, применяют определения европейского стандарта EN 12258-1, в частности, нетермообрабатываемым сплавом называют сплав, который не может быть существенно упрочнен путем термической обработки, а термообрабатываемым сплавом - сплав, который может быть упрочнен путем соответствующей термической обработки.
Термин «лист» в данном случае используют для прокатных изделий любой толщины.
Под холодной пластической деформацией в данном случае следует понимать пластическую деформацию, при которой металл не подвергают нагреву ни до деформации, ни во время деформации. Существует несколько типов холодной пластической деформации, в частности, холодная прокатка, контролируемое растяжение (правка), волочение, протяжка, штамповка, вытяжка, гибка, сжатие и холодная ковка. Под горячей обработкой давлением следует понимать этап деформации, при котором первоначальная температура металла равна, по меньшей мере, 200°С.
Степень упрочнения в случае прокатки определяют от толщины е0 до толщины е как τ(%)=(е0-е)/е, а в случае растяжения от длины L0 до длины L как τ(%)=(L-L0)/L0.
Обобщенная пластическая деформация известна специалистам в данной области, и ее определение дано, например, в учебнике «Придание формы металлам - Расчеты по пластичности», P.Baque, Е.Felder, J.Hayafil и Y.D′Escatha, издательство Dunod, Париж (1973) или в работе «Придание формы металлам и сплавов»./ Под редакцией B.Baudelet, издательство CNRS, 1976, Париж. Условно обобщенную деформацию определяют как измерение амплитуды деформации и в качестве значения деформации  принимают значение, которое соответствует одному простому испытанию на растяжение по критерию:
принимают значение, которое соответствует одному простому испытанию на растяжение по критерию:

где dε1, dε2 и dε3 являются основными элементарными деформациями.
В случае пластической деформации изменение объема является нулевым, и поэтому dε1+dε2+dε3=0. Обобщенная пластическая
деформация является аддитивной для разных последовательных этапов пластической деформации.
В случае прокатки от толщины е0 до толщины е, при которой деформация является плоской {dε3=0, dε2=-dε1), обобщенная пластическая деформация равна ε(%)=(2/√3)ln(e0/е).
В случае растяжения от длины l0 до длины l обобщенная пластическая деформация равна ε(%)=ln(l/l0).
В случае сжатия от длины l0 до длины l обобщенная пластическая деформация равна ε(%)=ln(l0/l).
В данном случае средней обобщенной пластической деформацией называют среднее значение обобщенной пластической деформации в данном объеме.
Термин «механическая обработка» включает любой способ разработки материала, такой как токарная обработка, фрезерование, сверление, расточка, нарезка резьбы, электроискровая обработка, шлифование, полирование, химическая обработка.
Термин «изделие, полученное выдавливанием» включает также изделия, которые прошли вытяжку после выдавливания, например, путем холодной вытяжки через фильеру. Он включает также волоченные изделия.
Термин «сваренное кузнечным способом изделие» относится к полуфабрикату (то есть промежуточному изделию), готовому для обработки, в частности, путем распиловки, механической обработки и/или придания формы конструкционного элемента. В некоторых случаях сваренное кузнечным способом изделие можно использовать сразу как конструкционный элемент. Сваренные кузнечным способом изделия могут быть прокатными изделиями (такими как, тонкие листы, средние листы, толстые листы), изделиями, полученными выдавливанием (такими как прутки, профили, трубы или проволока) и коваными изделиями. Если способ изготовления сваренного кузнечным способом изделия содержит этап снятия внутренних напряжений путем контролируемого растяжения, концы детали, которые находились в зацеплении с зажимами растяжного станка, отрезают, чтобы деталь можно было использовать в машиностроении.
Термин «конструкционный элемент» относится к элементу, используемому в машиностроении, для которого статические и/или динамические механические характеристики имеют особое значение в плане технико-экономического показателя и целостности конструкции и для которого, как правило, предписан или производится расчет конструкции. Обычно речь идет о механической детали, выход из строя которой может привести к нарушению надежности указанной конструкции и представлять опасность для ее пользователей, потребителей или других людей. В случае самолета эти конструкционные элементы содержат, в частности, элементы, которые составляют фюзеляж (такие как обшивка фюзеляжа (fuselage skin на английском языке), элементы жесткости или стрингеры фюзеляжа (stringers), герметичные перегородки (bulkheads), каркас фюзеляжа (circumferential frames), крылья (такие как обшивка несущей плоскости (wing skin), элементы жесткости (stringers или sriffeners), нервюры (ribs) и лонжероны (spars)) и оперение самолета, состоящее, в частности, из горизонтальных и вертикальных стабилизаторов (horizontal or vertical stabilizers), а также профили перекрытия (floor beams), направляющие кресел (seat tracks) и двери.
Термин «монолитный конструкционный элемент» относится к конструкционному элементу, который получают из одной детали в виде прокатного, протяжного, кованого или литого полуфабриката без соединения, такого как соединение клепкой, сваркой, клеем, с другой деталью.
Термин «многофункциональный конструкционный элемент» в данном случае в основном относится к функциям, придаваемым металлургическими характеристиками изделия, а не его геометрической формой.
Согласно настоящему изобретению, задача решена с помощью способа изготовления сваренного кузнечным способом изделия из алюминиевого сплава или монолитного многофункционального конструкционного элемента из алюминиевого сплава, который содержит, по меньшей мере, один этап холодной пластической деформации, следующий за горячей обработкой давлением, на котором, по меньшей мере, две зоны сваренного кузнечным способом изделия или конструкционного элемента подвергают средним обобщенным пластическим деформациям, отличающимся, по меньшей мере, на 2%, предпочтительно, по меньшей мере, на 3% и еще более предпочтительнее, по меньшей мере, на 4% или даже на 5%. Рассматриваемые зоны имеют значительный объем по сравнению с общим объемом конструкционного элемента. Предпочтительно объем рассматриваемых зон составляет, по меньшей мере, 5%, предпочтительно, по меньшей мере, 10% или еще предпочтительнее, по меньшей мере, 15% от общего объема сваренного кузнечным способом изделия или конструкционного элемента. Предпочтительно все зоны сваренного кузнечным способом изделия или конструкционного элемента подвергают минимальной обобщенной пластической деформации, составляющей, по меньшей мере, 1% и предпочтительно, по меньшей мере, 1,5%.
Предпочтительно способ в соответствии с настоящим изобретением содержит, по меньшей мере, два этапа холодной обработки давлением с помощью пластической деформации, следующие за горячей обработкой давлением.
Способы в соответствии с настоящим изобретением позволяют получать сваренные кузнечным способом изделия и конструкционные элементы, имеющие главный размер или конечную длину Lf в главном направлении или направлении длины L и конечное сечение Sf в плоскости, перпендикулярной к этому направлению. Предпочтительно сечение Sf является по существу постоянным в любой точке сваренного кузнечным способом изделия. В случае, когда сваренное кузнечным способом изделие является листом с конечной длиной Lf, конечной шириной lf и конечной толщиной ef, предпочтительно, чтобы толщина ef была по существу постоянной в любой точке. В случае, если речь идет об изделии, полученном выдавливанием длиной L, имеющем сложную форму, предпочтительно, чтобы форма была одинаковой в любой точке длины.
Механическая обработка может быть одним из последних этапов способа в соответствии с настоящим изобретением и предназначена для получения конечного сечения и/или конечной толщины сваренного кузнечным способом изделия, по существу постоянных в любой точке.
Способ в соответствии с настоящим изобретением можно использовать для обработки сваренных кузнечным способом изделий, предпочтительно листов и профилей, и конструкционных элементов, сваренных кузнечным способом из любого алюминиевого сплава. В частности, изобретение можно применять с нетермообрабатываемыми сплавами, такими как сплавы 1ХХХ, 3ХХХ, 5ХХХХ и некоторые сплавы ряда 8ХХХ, и предпочтительно со сплавами 5ХХХ, содержащими скандий предпочтительно с содержанием от 0,001 до 5% массы и еще предпочтительнее от 0,01 до 0,3% массы. Различия в механических свойствах, связанных с различиями сварки кузнечным способом и достигаемые при помощи способа в соответствии с настоящим изобретением, придают конструкционным элементам, полученным из сваренных кузнечным способом изделий из нетермообрабатываемого алюминиевого сплава в соответствии с настоящим изобретением, многофункциональный характер.
В предпочтительном варианте выполнения изобретения используют термообрабатываемый алюминиевый сплав и между горячей обработкой давлением и первой холодной обработкой давлением с помощью пластической деформации осуществляют этап растворения, этап закалки и, опционально, этап отпуска, следующий после этапов холодной обработки давлением с помощью пластической деформации. В частности, изобретение можно использовать для обработки сваренных кузнечным способом изделий или конструкционных элементов из алюминиевого сплава рядов 2ХХХ, 4ХХХ, 6ХХХ и 7ХХХ, а также из дисперсионно-твердеющего сплава ряда 8ХХХ, содержащего литий. В рамках настоящего изобретения под «сплавом, содержащим литий» следует понимать сплав, содержание лития в котором превышает 0,1% массы. В случае сплавов ряда 2ХХХ можно применять использовать отпуск, чтобы получить, например, состояние Т8Х, или, наоборот, использовать естественное старение до состояния Т3Х. Изобретение представляется особенно полезным для выполнения сваренных кузнечным способом изделий или конструкционных элементов из сплава 2ХХХ в состоянии Т3Х.
Изобретение позволяет выполнять сваренные кузнечным способом изделия или конструкционные элементы из сплава 2ХХХ в состоянии Т3Х, отличающиеся тем, что они содержат, по меньшей мере, две зоны Z1 и Z2, обладающие механическими свойствами (измеряются в микрометрах толщины), выбранными из группы, в которую входят:
(i) Z1:Rm(L)>500 МПа и предпочтительно Rm(L)>520 МПа
и Z2:A(L)(%)>16% и предпочтительно A(L)(%)>18%
(ii) Z1:Rm(L)>450 МПа и предпочтительно Rm(L)>470 МПа
и Z2:A(L)(%)>18% и предпочтительно A(L)(%)>20%
(iii) Z1:Rm(L)>550 МПа и предпочтительно Rm(L)>590 МПа
и Z2:A(L)(%)>10% и предпочтительно A(L)(%)>14%
(iv) Z1:Rm(L)>550 МПа и предпочтительно Rm(L)>590 МПа
и Z2:K1c(L-T)>45 МПа√м и предпочтительно K1c(L-T)>55 МПа√м.
Можно также получать сваренные кузнечным способом изделия или конструкционные элементы из сплава 2ХХХ в состоянии Т3Х, отличающиеся тем, что содержат, по меньшей мере, две зоны Z1 и Z2, обладающие механическими свойствами (измеряются в микрометрах толщины), в которых:
(i) Rp0,2, измеренный в сторону L или в сторону LT, имеет диапазон Rp0,2(Z1)-Rp0,2(Z2), по меньшей мере, равный 50 МПа, и предпочтительно, по меньшей мере, 70 МПа и/или
(ii) Rm, измеренный в сторону L или в сторону LT, имеет диапазон Rm(Z1)-Rm(Z2), по меньшей мере, равный 20 МПа, и предпочтительно, по меньшей мере, 30 МПа и/или
(iii) K1c, измеренный в сторону L-T, имеет диапазон K1c(Z1)-K1c(Z2), по меньшей мере, равный 5 МПа√м и предпочтительно, по меньшей мере, 15 МПа√м.
Изобретение позволяет также получать сваренные кузнечным способом изделия или конструкционные элементы из сплава 2ХХХ, содержащего литий, в состоянии Т8Х, отличающиеся тем, что они содержат, по меньшей мере, две зоны Z1 и Z2, обладающие механическими свойствами, выбранными из группы, в которую входят:
(i) Z1:Rm(L)>630 МПа и предпочтительно Rm(L)>640 МПа
и Z2:A(L)(%)>8% и предпочтительно A(L)(%)>9%
(ii) Z1:Rm(L)>640 МПа и предпочтительно Rm(L)>650 МПа
и Z2:A(L)(%)>7% и предпочтительно A(L)(%)>8%
(iii) Z1:Rm(L)>630 МПа и предпочтительно Rm(L)>640 МПа
и Z2:K1c(L-T)>25 МПа√м и предпочтительно K1c(L-T)>30 МПа√м.
В случае искусственно состаренных сплавов и, в частности, сплавов ряда 7ХХХ и некоторых сплавов ряда 2ХХХ холодная пластическая деформация, выполняемая после этапов растворения и закалки, позволяет изменить кинетику отпуска. Таким образом, зоны, подвергающиеся разным средним обобщенным пластическим деформациям, во время отпуска достигнут разных металлургических состояний, что придаст конструкционному элементу многофункциональный характер. В предпочтительном варианте выполнения изобретения, применяемом для всех термообрабатываемых сплавов, подвергаемых отпуску, отпуск осуществляют в печи с температурным градиентом таким образом, чтобы усилить различия свойств между концами конструкционного элемента.
В первом варианте изобретения, по меньшей мере, две зоны сваренного кузнечным способом изделия или конструкционного элемента, которые подвергают средним обобщенным пластическим деформациям, отличающимся, по меньшей мере, на 2%, находятся в разном положении в главном направлении или направлении длины L. В этом случае рассматриваемые зоны предпочтительно имеют сечение SZ в плоскости, перпендикулярной к направлению L, равное сечению сваренного кузнечным способом изделия в этой плоскости. В частности, если сечение Sf сваренного кузнечным способом изделия является по существу постоянным, то сечение SZ предпочтительно по существу равно Sf. В этом первом варианте длина упомянутых зон в направлении L предпочтительно равна, по меньшей мере, 1 м и еще предпочтительнее, по меньшей мере, 5 м.
Предпочтительно способ в соответствии с настоящим изобретением предполагает в первом варианте, по меньшей мере, один этап холодной пластической деформации путем контролируемого растяжения. Обычно контролируемое растяжение используют для выполнения правки или выпрямления и для снятия остаточных напряжений. В варианте выполнения изобретения этап контролируемого растяжения, на котором один из концов промежуточного изделия, над которым осуществляют контролируемое растяжение, значительно выступает из зажимов правильного станка машины, можно также использовать для создания разных средних обобщенных пластических деформаций между двумя зонами сваренного кузнечным способом изделия.
На фиг.1 показан вариант выполнения изобретения, в котором последовательно осуществляют три этапа контролируемого растяжения. Промежуточное изделие (2) с полезной (то есть находящейся между зажимами) первоначальной длиной L0 растягивается на первом этапе А по всей длине, что позволяет производить его правку и/или выпрямление. Таким образом, оно достигает первой полезной промежуточной длины Li1, и средняя обобщенная пластическая деформация равна ε1(%)=ln(Li1/L0) для части детали (2), расположенной между зажимами (21). По меньшей мере, один из зажимов (1) правильного станка перемещают, как показано на фиг.1, таким образом, чтобы один из концов детали значительно выступал из зажимов и чтобы длина детали, находящейся между зажимами была равна L1. Затем на зоне детали, находящейся между зажимами, осуществляют второй этап контролируемого растяжения В, таким образом, чтобы получить вторую полезную промежуточную длину Li2 элемента и чтобы зона (22), находящаяся между зажимами перешла от длины L1 к длине Li2-Li1+L1. Таким образом, во время второго этапа эта зона подвергается средней обобщенной пластической деформации, равной ε2(%)=ln((Li2-Li1+L1)/L1). Опционально, по меньшей мере, один из зажимов можно опять переместить таким образом, чтобы осуществить, по меньшей мере, один третий этап растяжения на участке длины L2. В случае, схематично показанном на фиг.1, этот третий этап С позволяет получить полезную конечную длину Lf, и зона (23), находящаяся меду зажимами, увеличивает свою длину на Lf-Li2 и, следовательно, на этом третьем этапе подвергается средней обобщенной пластической деформации, равной ε2(%)=ln((Lf-Li2+L2)/L2). На четвертом этапе D концы детали, которые находились под воздействием зажимов правильного станка во время этапа А, отрезают. В случае, показанном на фиг.1, четыре этапа позволяют получить сваренное кузнечным способом изделие, содержащее три зоны Z11, Z12 и Z13, средняя обобщенная пластическая деформация которых соответственно равна ε11=ε1, ε12=ε1+ε2 и ε13=ε1+ε2+ε3. Операцию можно повторять необходимое количество раз таким образом, чтобы получить разность средней обобщенной пластической деформации, по меньшей мере, в 2% между, по меньшей мере, двумя зонами, расположенными в разном положении в главном направлении L.
Способ с использованием последовательных растяжений, показанный на фиг.1, можно применять как для листов, так и для изделий, полученных выдавливанием.
На фиг.2 показан другой вариант выполнения первого варианта изобретения. В этом варианте выполнения при помощи обрезки ножницами, обработки краев, механической обработки или любого другого соответствующего способа получают промежуточное изделие, имеющее переменное сечение в направлении длины L. На фиг.2 полученное, таким образом, промежуточное изделие имеет первоначальную длину L0 и три разные зоны с сечением S1, S2 и S3. Во время этапа растяжения этого промежуточного изделия переменного сечения к этим зонам применяют разные деформации.
В другом варианте выполнения изобретения, предпочтительно применяемом для листов, по меньшей мере, один этап холодной пластической деформации выполняют путем сжатия. Этот вариант выполнения показан на фиг.5.
Еще в одном варианте выполнения первого варианта изобретения, применяемом только для листов, способ в соответствии с настоящим изобретением содержит этап холодной прокатки, на котором толщина листа является переменной на входе прокатного стана и по существу постоянной на выходе прокатного стана. На фиг.3 показан вариант выполнения, в котором лист, содержащий три зоны Z31, Z32 и Z33 соответственно толщиной e1, е2 и е3 и первоначальной длины L0, подвергается этапу холодной прокатки между двумя цилиндрами (5), в результате которого получают конечную толщину ef. Средние обобщенные пластические деформации, приложенные к различным зонам Z31, Z32 и Z33, соответственно составляют ε31(%)=(2/√3)ln(e1/ef), е32(%)=(2/√3)ln(е2/ef) и ε33(%)=(2/√3)ln(e3/ef).
Лист, имеющий переменную толщину в направлении L, необходимый для варианта выполнения, показанного на фиг.3, получают, например, меняя во время горячей прокатки отметку толщины. В другом варианте выполнения этот лист переменной толщины можно получить путем механической обработки листа постоянной толщины, полученного на этапе горячей прокатки. На фиг.3 показан вариант выполнения, в котором изменения толщины получают только на одной стороне, а другая сторона остается плоской. Можно также менять толщину на двух сторонах, не оставляя плоской стороны.
В еще одном варианте первого варианта изобретения, который применяют только для изготовления листов, способ в соответствии с настоящим изобретением содержит этап холодной прокатки, на котором толщина листа по существу является постоянной на входе прокатного стана и переменной в направлении L на выходе прокатного стана, и последующий этап механической обработки, который позволяет получить по существу постоянную толщину в любой точке.
Во втором варианте изобретения, предназначенном только для изготовления листов, имеющих главный размер или длину в направлении L, поперечный размер или ширину в направлении 1 и размер толщины в направлении е, зоны конструкционного элемента, подверженные средним обобщенным пластическим деформациям, отличающиеся, по меньшей мере, на 2%, расположены в разном положении в поперечном направлении l. В этом случае рассматриваемые зоны предпочтительно имеют толщину eZ в направлении толщины е, равную толщине сваренного кузнечным способом изделия. В частности, если толщина ef сваренного кузнечным способом изделия является по существу постоянной, то предпочтительно толщина eZ по существу равна ef.
В этом втором варианте ширина упомянутых зон предпочтительно равна, по меньшей мере, 0,2 м и более предпочтительно, по меньшей мере, 0,4 м.
В варианте выполнения этого второго варианта способ в соответствии с настоящим изобретением содержит один этап холодной прокатки, на котором толщина листа является переменной в поперечном направлении 1 на входе прокатного стана и по существу постоянной на выходе прокатного стана. Изменение толщины листа можно, в частности, получить путем горячей прокатки, путем механической обработки после горячей прокатки или при помощи ковки. Этот вариант выполнения показан на фиг.4, где лист, толщина которого равна e1 в зонах, расположенных на концах элемента в направлении 1, и е2 в зоне, расположенной в центре в направлении 1, прокатывают в направлении L до по существу однородной толщины ef. Средние обобщенные пластические деформации, прикладываемые к разным зонам Z41, Z42 и Z43, соответственно равны ε41(%)=(2/√3)ln(e1/ef), ε42(%)=(2/√3)ln(e2/ef) и ε43(%)=(2/√3)ln(е3/ef). Вариант выполнения, в котором зоны Z41 и Z43 имеют ту же первоначальную толщину, является предпочтительным, вместе с тем возможен и вариант выполнения, в котором значения толщины являются разными.
В еще одном варианте выполнения второго варианта изобретения, который применяют только для изготовления листов, способ в соответствии с настоящим изобретением содержит этап холодной прокатки, на котором толщина листа является по существу постоянной на входе прокатного стана и переменной в направлении 1 на выходе прокатного стана, и последующий этап механической обработки, который позволяет получить по существу постоянную толщину в любой точке.
На фиг.5 показан другой вариант выполнения, в котором осуществляют сжатие при помощи инструмента (6), перемещаемого в направлении, показанном стрелкой. На первом этапе толщина уменьшается от е0 до e1, затем на втором этапе - от e1 до е2 на части конструкционного элемента и, наконец, на третьем этапе - от е2 до е3, в результате чего получают три зоны Z51, Z52 и Z53. Конечный этап механической обработки позволяет получить конечную толщину ef почти одинаковую в любой точке. В то же время можно получить лист с разной толщиной, затем его подвергают сжатию, чтобы получить постоянную толщину в любой точке.
Пример 1:
В этом примере получают лист, имеющий переменные свойства в пространстве толщиной 25 мм из сплава АА2023.
Изготавливают лист длиной 30 метров, шириной 2,5 метра и толщиной 28,2 мм при помощи горячей прокатки прокатной пластины.
Состав используемого сплава представлен в нижеследующей таблице 1:
В течение 12 часов производят гомогенизацию прокатной пластины при 500°С. Начальная температура горячей прокатки составляет 460°С.
После горячей прокатки лист подвергают механической обработке, как показано на фиг.3, чтобы получить три зоны Z31, Z32 и Z33 длиной, равной 10 метров, имеющие следующие значения толщины:
зона Z31: 28,1 мм
зона Z32: 26,3 мм
зона Z33: 25,5 мм
Затем лист подвергают растворению при 500°С и закалке.
После этого осуществляют холодную прокатку листа, чтобы получить по существу постоянную толщину 25,5 мм по всему листу, затем подвергают контролируемому растяжению с постоянным удлинением примерно в 2%, после которого концы детали, находящиеся под воздействием зажимов правильного станка, обрезают.
Этап прокатки позволяет достичь длины зоны Z31, примерно равной 11 метров.
Деформации, осуществленные в различных зонах, указаны в нижеследующей таблице 2.
В зонах Z31, Z32 и Z33 отбирают образцы, чтобы охарактеризовать полученный лист. Результаты механических испытаний приведены в нижеследующей таблице 3:
Способ в соответствии с настоящим изобретением позволяет достичь компромисса разных свойств в зонах Z31, Z32 и Z33. Так, зона Z31 характеризуется повышенной механической прочностью в ущерб ограниченному удлинению, тогда как зона Z33 отличается значительным удлинением, но при более слабой статической механической прочности.
Пример 2:
В этом примере получают лист толщиной 15 мм из сплава АА2024А, имеющий переменные свойства в пространстве.
Изготавливают лист длиной 30 метров, шириной 2,5 метра и толщиной 16,8 мм при помощи горячей прокатки прокатной пластины.
Состав используемого сплава представлен в нижеследующей таблице 4:
Производят гомогенизацию прокатной пластины и затем горячую прокатку.
После горячей прокатки лист подвергают механической обработке, как показано на фиг.3, чтобы получить три зоны Z31, Z32 и Z33 длиной, равной 10 метров, имеющие следующие значения толщины:
зона Z31: 16,7 мм
зона Z32: 15,9 мм
зона Z33: 15,3 мм
Затем лист подвергают растворению при 500°С и закалке.
После этого осуществляют холодную прокатку листа, чтобы получить по существу постоянную толщину 15,3 мм по всему листу, затем подвергают контролируемому растяжению с постоянным удлинением примерно в 2%, после которого концы детали, находившиеся под воздействием зажимов правильного станка, обрезают.
Этап прокатки позволяет достичь длины зоны Z31, примерно равной 10,9 метров.
Деформации, осуществленные в различных зонах, указаны в нижеследующей таблице 5
В зонах Z31, Z32 и Z33 отбирают образцы, чтобы охарактеризовать полученный лист. Результаты механических испытаний приведены в нижеследующей таблице 6:
Способ в соответствии с настоящим изобретением позволяет достичь компромисса разных свойств в зонах Z31, Z32 и Z33. Так, зона Z31 характеризуется повышенной механической прочностью в ущерб ограниченному удлинению, тогда как зона Z33 отличается значительным удлинением, но при более слабой статической механической прочности.
Пример 3:
В этом примере получают профиль сечением 170×45 мм из сплава АА2027, имеющий переменные свойства в пространстве.
Изготавливают профиль длиной 15 метров, сечением 170×45 мм путем горячей экструзии выдавливаемой заготовки.
Состав сплава представлен в нижеследующей таблице 7:
Производят гомогенизацию выдавливаемой заготовки при 490°С и ее горячую экструзию.
После выдавливания профиль подвергают растворению при 500°С и закалке.
Потом подвергают первому этапу контролируемого растяжения в постоянным удлинением 2,8%. Затем один из зажимов правильного станка перемещают, как показано на фиг.1, таким образом, чтобы один из концов профиля выступал из зажима. Затем осуществляют второй этап растяжения на двух третях профиля (зоны Z11 и Z12), находящихся между зажимами, с постоянным удлинением 5,6%. Зажим, перемещенный на втором этапе, опять перемещают таким образом, чтобы между зажимами находилась одна треть профиля (зона Z11). Третий этап растяжения осуществляют с постоянным удлинением 2,4%. После этого концы детали, которые находились под воздействием зажимов правильного станка во время первого этапа растяжения, обрезали. Получают профиль, содержащий три зоны Z11, Z12 и Z13 по существу одинаковой длины и содержащие деформации разным растяжением. Деформации, произведенные в зонах, представлены в нижеследующей таблице 8:
В зонах Z11, Z12 и Z13 отбирают образцы, чтобы охарактеризовать профиль. Результаты механических испытаний представлены в нижеследующей таблице 9:
Способ в соответствии с настоящим изобретением позволяет достичь компромисса разных свойств в зонах Z11, Z12 и Z13. Так, зона Z11 характеризуется повышенной механической прочностью в ущерб ограниченным удлинению и вязкости, тогда как зона Z13 отличается значительными удлинением и вязкостью, но при более низкой статической механической прочности.
Пример 4:
В этом примере получают лист толщиной 30 мм из сплава АА2195, имеющий переменные свойства в пространстве.
Изготавливают лист длиной 30 метров, шириной 2,5 м и толщиной 33 мм путем горячей прокатки прокатной пластины.
Состав используемого сплава представлен в нижеследующей таблице 10:
Производят гомогенизацию прокатной пластины и ее горячую прокатку. Затем лист подвергают растворению при 510°С и закалке.
Половину листа (зона G) подвергают холодной прокатке до толщины 30 мм, в то время как другую половину подвергают контролируемому растяжению в смещенных на 2,5% зажимах (зона Н).
После этого производят механическую обработку листа таким образом, чтобы получить по существу одинаковую толщину 30 мм по всему листу, затем подвергают контролируемому растяжению с постоянным удлинением примерно 1,5%, после которого концы детали, которые находились под воздействием зажимов правильного станка, обрезают.
Деформации, осуществленные в различных зонах, указаны в нижеследующей таблице 11.
В зонах G и Н отобраны образцы, чтобы охарактеризовать полученный лист. Результаты механических испытаний представлены в нижеследующей таблице 12:
Способ в соответствии с настоящим изобретением позволяет достичь компромисса разных свойств в зонах G и Н. Так, зона G характеризуется повышенной механической прочностью в ущерб ограниченным удлинению и вязкости, тогда как зона Н отличается значительными удлинением и вязкостью, но при более слабой статической механической прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВОГО СПЛАВА С УЛУЧШЕННЫМИ УСТАЛОСТНЫМИ СВОЙСТВАМИ | 2014 |
|
RU2674789C1 |
| УПРОЩЕННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ КАТАНЫХ ПРОДУКТОВ ИЗ СПЛАВОВ Al-Zn-Mg И ПРОДУКТЫ, ПОЛУЧЕННЫЕ ДАННЫМ СПОСОБОМ | 2003 |
|
RU2326182C2 |
| БАЛАНСНАЯ ПРУЖИНА, ЗАКРЕПЛЯЕМАЯ УПРУГОЙ ШАЙБОЙ | 2017 |
|
RU2760638C2 |
| СПЛАВ Al-Zn-Mg-Cu | 2004 |
|
RU2353693C2 |
| ЛИСТ ИЗ ВЫСОКОВЯЗКОГО АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВОГО СПЛАВА ДЛЯ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА | 2006 |
|
RU2418088C2 |
| АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВЫЙ ЛИСТ С ВЫСОКОЙ ВЯЗКОСТЬЮ РАЗРУШЕНИЯ ДЛЯ ФЮЗЕЛЯЖА САМОЛЕТА | 2006 |
|
RU2415960C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ СВЕРХПРОЧНОЙ МАРТЕНСИТНОЙ СТАЛИ И ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ЛИСТ ИЛИ ДЕТАЛЬ | 2012 |
|
RU2580578C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННОЙ ПАНЕЛИ ИЗ СПЛАВА Al ДЛЯ АЭРОКОСМИЧЕСКИХ ПРИМЕНЕНИЙ | 2011 |
|
RU2583198C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПЛОСКОСТНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2016 |
|
RU2717741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ СВАРНЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПРОИЗВЕДЕННЫЕ ТАКИМ ОБРАЗОМ | 2017 |
|
RU2709321C1 |


Изобретение относится к сваренным кузнечным способом изделиям и конструкционным элементам из алюминиевого сплава, в частности для авиастроения. Способ изготовления сваренного кузнечным способом монолитного конструкционного элемента из алюминиевого сплава содержит этап горячей обработки давлением, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации, на котором, по меньшей мере, две зоны упомянутого конструкционного элемента подвергают средним обобщенным пластическим деформациям, отличающимся, по меньшей мере, на 2% и предпочтительно отличающимся, по меньшей мере, на 3%. В случае необходимости после холодной обработки давлением проводят резку, механическую обработку и/или придание формы сваренному кузнечным способом конструкционному элементу. Изготавливаются конструктивные элементы, в том числе не подвергнутые отпуску, обладающие переменными эксплуатационными свойствами в пространстве и достаточно экономичными геометрическими характеристиками, идентичными характеристикам известных элементов. 6 н. и 20 з.п. ф-лы, 5 ил., 12 табл.
1. Способ изготовления сваренного кузнечным способом монолитного конструкционного элемента из алюминиевого сплава, содержащий этап горячей обработки давлением, отличающийся тем, что после горячей обработки давлением он содержит также, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации, на котором, по меньшей мере, две зоны упомянутого конструкционного элемента подвергают средним обобщенным пластическим деформациям, отличающимся, по меньшей мере, на 2% и предпочтительно отличающимся, по меньшей мере, на 3%, при этом в случае необходимости после холодной обработки давлением проводят резку, механическую обработку и/или придание формы сваренному кузнечным способом конструкционному элементу.
2. Способ по п.1, содержащий, по меньшей мере, два этапа холодной обработки давлением с помощью пластической деформации, следующие за горячей обработкой давлением.
3. Способ по п.1 или 2, в котором упомянутым алюминиевым сплавом является термообрабатываемый сплав, причем упомянутый способ содержит между горячей обработкой давлением и первой холодной обработкой давлением с помощью пластической деформации этап обработки на твердый раствор и этап закалки.
4. Способ по п.3, содержащий этап отпуска, следующий после упомянутого(ых) этапа(ов) холодной обработки давлением с помощью пластической деформации.
5. Способ по п.1, в котором упомянутый элемент имеет главный размер или длину в направлении L и в котором упомянутые, по меньшей мере, две зоны находятся в разном положении в упомянутом главном направлении L.
6. Способ по п.5, в котором, по меньшей мере, один этап холодной пластической деформации осуществляют с заданным растяжением с получением промежуточного изделия.
7. Способ по п.6, в котором один из концов в главном направлении промежуточного изделия, на котором осуществляют упомянутое заданное растяжение, значительно выступает из зажимов растяжного станка во время упомянутого этапа заданного растяжения.
8. Способ по п.5, в котором, по меньшей мере, один этап холодной пластической деформации является сжатием.
9. Способ по п.6, в котором упомянутый этап заданного растяжения осуществляют на промежуточном изделии, имеющем переменное сечение в плоскости, перпендикулярной направлению L.
10. Способ по п.5, в котором упомянутое сваренное кузнечным способом изделие является листом, имеющим главный размер или длину в направлении L, поперечный размер или ширину в направлении 1 и толщину в направлении е, и в котором, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации осуществляют при помощи холодной прокатки таким образом, чтобы толщина упомянутого листа была переменной на входе прокатного стана и постоянной на выходе прокатного стана.
11. Способ по п.10, в котором изменение толщины упомянутого листа достигают во время горячей прокатки.
12. Способ по п.10, в котором изменение толщины упомянутого листа достигают при помощи механической обработки листа постоянной толщины, полученного на этапе горячей прокатки.
13. Способ по п.5, в котором упомянутое сваренное кузнечным способом изделие является листом, имеющим главный размер или длину в направлении L, поперечный размер или ширину в направлении 1 и толщину в направлении е, и в котором, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации осуществляют при помощи холодной прокатки таким образом, чтобы толщина упомянутого листа была постоянной на входе прокатного стана и переменной на выходе прокатного стана, и в котором последующий этап механической обработки позволяет получить конечную толщину, постоянную в любой точке.
14. Способ по любому из пп.1 и 2, в котором упомянутое сваренное кузнечным способом изделие является листом, имеющим главный размер или длину в направлении L, поперечный размер или ширину в направлении 1 и толщину в направлении е, и в котором упомянутые, по меньшей мере, две зоны расположены в разном положении в упомянутом поперечном направлении 1.
15. Способ по п.14, в котором по завершении всех этапов обработки давлением упомянутый лист имеет постоянную конечную толщину ef.
16. Способ по п.15, в котором толщина eZ упомянутых зон в направлении е является равной толщине ef упомянутого листа.
17. Способ по п.15 или 16, в котором упомянутый, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации осуществляют путем холодной прокатки таким образом, чтобы толщина упомянутого листа была переменной на входе прокатного стана и постоянной на выходе прокатного стана.
18. Способ по п.17, в котором изменение толщины упомянутого листа достигают в течение этапа горячей прокатки.
19. Способ по п.17, в котором изменения толщины упомянутого листа достигают путем механической обработки после этапа горячей прокатки.
20. Способ по п.14, в котором, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации осуществляют при помощи холодной прокатки таким образом, чтобы толщина упомянутого листа была постоянной на входе прокатного стана и переменной на выходе прокатного стана, и в котором последующий этап механической обработки позволяет достичь конечной толщины, постоянной в любой точке.
21. Сваренное кузнечным способом изделие из сплава 2ХХХ в состоянии Т3Х, отличающееся тем, что оно получено при помощи способа, который после горячей обработки давлением содержит также, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации, на котором, по меньшей мере, две зоны упомянутого сваренного кузнечным способом изделия подвергают средним обобщенным пластическим деформациям, отличающимся, по меньшей мере, на 2% и предпочтительно отличающимся, по меньшей мере, на 3%, при этом упомянутые, по меньшей мере, две зоны Z1 и Z2 имеют механические свойства, выбранные из группы, в которую входят:
(i) Z1:Rm(L)>500 МПа и предпочтительно Rm(L)>520 МПа
и Z2:A(L)(%)>16% и предпочтительно A(L) (%)>18%;
(ii) Z1:Rm(L)>450 МПа и предпочтительно Rm(L)>470 МПа
и Z2:A(L)(%)>18% и предпочтительно A(L)(%)>20%;
(iii) Z1:Rm(L)>550 МПа и предпочтительно Rm(L)>590 МПа
и Z2:A(L)(%)>10% и предпочтительно A(L)(%)>14%;
(iv) Z1:Rm(L)>550 МПа и предпочтительно Rm(L)>590 МПа
и Z2:K1c(L-T)>45 МПа√м и предпочтительно Klc(L-T)>55 МПа√м.
22. Сваренное кузнечным способом изделие из сплава 2ХХХ в состоянии ТЗХ, отличающееся тем, что оно получено при помощи способа, который после горячей обработки давлением содержит также, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации, на котором, по меньшей мере, две зоны упомянутого сваренного кузнечным способом изделия подвергают средним обобщенным пластическим деформациям, отличающимся, по меньшей мере, на 2% и предпочтительно отличающимся, по меньшей мере, на 3%, при этом упомянутые, по меньшей мере, две зоны Z1 и Z2 имеют механические свойства, в которых:
(i) Rp0,2, измеренный в направлении L или в направлении LT, имеет диапазон Rp0,2(Z1)-Rp0,2(Z2), по меньшей мере, 50 МПа и предпочтительно, по меньшей мере, 70 МПа, и/или
(ii) Rm, измеренный в направлении L или в направлении LT, имеет диапазон Rm(Z1)-Rm(Z2), по меньшей мере, 20 МПа и предпочтительно, по меньшей мере, 30 МПа, и/или
(iii) K1c, измеренный в направлении L-T, имеет диапазон K1c(Z1)-K1c(Z2), по меньшей мере, 5 МПа√м и предпочтительно, по меньшей мере, 15 МПа√м.
23. Сваренное кузнечным способом изделие из сплава 2ХХХ, содержащего литий, в состоянии Т8Х, отличающееся тем, что оно получено при помощи способа, который после горячей обработки давлением содержит также, по меньшей мере, один этап холодной обработки давлением с помощью пластической деформации, на котором, по меньшей мере, две зоны упомянутого сваренного кузнечным способом изделия подвергают средним обобщенным пластическим деформациям, отличающимся, по меньшей мере, на 2% и предпочтительно отличающимся, по меньшей мере, на 3%, при этом упомянутые, по меньшей мере, две зоны Z1 и Z2 имеют механические свойства, выбранные из группы, в которую входят:
(i) Z1:Rm(L)>630 МПа и предпочтительно Rm(L)>640 МПа
и Z2:A(L)(%)>8% и предпочтительно A(L)(%)>9%;
(ii) Z1:Rm(L)>640 МПа и предпочтительно Rm(L)>650 МПа
и Z2:A(L)(%)>7% и предпочтительно A(L)(%)>8%;
(iii) Z1:Rm(L)>630 МПа и предпочтительно Rm(L)>640 МПа
и Z2:K1c(L-T)>25 МПа√м и предпочтительно K1c(L-T)>30 МПа√м.
24. Сваренный кузнечным способом конструкционный элемент из сплава 2ХХХ в состоянии Т3Х, отличающийся тем, что он получен при помощи способа по любому из пп.1-5, при этом упомянутые, меньшей мере, две зоны Z1 и Z2 имеют механические свойства, выбранные из группы, в которую входят:
(i) Z1:Rm(L)>500 МПа и предпочтительно Rm(L)>520 МПа
и Z2:A(L)(%)>16% и предпочтительно A(L)(%)>18%;
(ii) Z1:Rm(L)>450 МПа и предпочтительно Rm(L)>470 МПа
и Z2:A(L)(%)>18% и предпочтительно A(L)(%)>20%;
(iii) Z1:Rm(L)>550 МПа и предпочтительно Rm(L)>590 МПа
и Z2:A(L)(%)>10% и предпочтительно A(L)(%)>14%
(iv) Z1:Rm(L)>550 МПа и предпочтительно Rm(L)>590 МПа
и Z2:K1c(L-T)>45 МПа√м и предпочтительно K1c(L-T)>55 МПа√м.
25. Сваренный кузнечным способом конструкционный элемент из сплава 2ХХХ в состоянии Т3Х, отличающийся тем, что он получен при помощи способа по любому из пп.1-5, при этом упомянутые, по меньшей мере, две зоны Z1 и Z2 имеют механические свойства, в которых:
(i) Rp0,2, измеренный в направлении L или в направлении LT, имеет диапазон Rp0,2(Z1)-Rp0,2(Z2), по меньшей мере, 50 МПа и предпочтительно, по меньшей мере, 70 МПа, и/или
(ii) Rm, измеренный в направлении L или в направлении LT, имеет диапазон Rm(Z1)-Rm(Z2), по меньшей мере, 20 МПа и предпочтительно, по меньшей мере, 30 МПа, и/или
(iii) K1c, измеренный в направлении L-T, имеет диапазон K1c(Z1)-K1c(Z2), по меньшей мере, 5 МПа√м и предпочтительно, по меньшей мере, 15 МПа√м.
26. Сваренный кузнечным способом конструкционный элемент из сплава 2ХХХ, содержащего литий, в состоянии Т8Х, отличающийся тем, что он получен при помощи способа по любому из пп.1-5, при этом упомянутые, по меньшей мере, две зоны Z1 и Z2 имеют механические свойства, выбранные из группы, в которую входят:
(i) Z1:Rm(L)>630 МПа и предпочтительно Rm(L)>640 МПа
и Z2:A(L)(%)>8% и предпочтительно A(L)(%)>9%;
(ii) Z1:Rm(L)>640 МПа и предпочтительно Rm(L)>650 МПа
и Z2:A(L)(%)>7% и предпочтительно A(L)(%)>8%;
(iii) Z1:Rm(L)>630 МПа и предпочтительно Rm(L)>640 МПа
и Z2:K1c(L-T)>25 МПа√м и предпочтительно K1c(L-T)>30 МПа√м.
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2000 |
|
RU2184174C2 |
| Способ изготовления сварных изделий из алюминиевых сплавов | 1990 |
|
SU1788078A1 |
| US 2003226935 А1, 11.12.2003 | |||
| WO 2005098072 А2, 20.10.2005. | |||

