Настоящее изобретение относится к способу измерения плоскостности металлического изделия и к соответствующему устройству, охарактеризованным в ограничительной части соответственно пункта 1 и пункта 7 формулы изобретения.
Уже давно известны способы и устройства измерения плоскостности металлического изделия.
В частности, заявитель уже разработал способ и устройство измерения плоскостности металлического изделия типа полосы, перемещающейся под действием тянущего усилия, на узле измерения плоскостности типа узла, отклоняющего упомянутое изделие, в идеале содержащего по меньшей мере один измерительный валик (например, валик, известный под товарным знаком Planicim®), заставляющий изделие отклоняться в направлении перемещения, при этом измерение плоскостности производят посредством измерения продольного натяжения в зоне (5) отклонения упомянутого изделия. Валик Planicim® или валик измерения плоскостности любого другого типа измеряет распределение натяжения по ширине полосы, подвергающейся тянущему усилию, и переводит это измерение непосредственно в значение отклонения от плоскостности (выражаемое в единицах, называемых ʺIUʺ), эквивалентное понятию плоскостности без соответствующего натяжения изменения длины продольного волокна полосы. Этот тип измерения плоскостности прекрасно подходит для изделий, обладающих свойствами упругой деформации, таких как холоднокатаная или подвергнутая холодной правке полоса. Однако когда изделие имеет свойства по меньшей мере пластической или упругопластической деформации, например в случае горячекатаного или подвергнутого горячей правке изделия, влияние деформации полосы на валике приводит к появлению сложного профиля напряжения и, как следствие, к погрешностям реального измерения плоскостности упомянутой полосы. Документ ЕР1199543В1 затрагивает эту проблему и цитирует документ ЕР-А-0858845, в котором предложено помещать измерительный валик в линию горячей прокатки полосы под натяжением. Однако, даже в случае цветного металла, такого как алюминий, полоса в горячем состоянии находится под высокой температурой, и в измерениях возникают искажения, которые необходимо компенсировать. Например, можно произвести калибровку валика при разных температурах, чтобы вносить в измерения необходимые поправки в зависимости от температуры полосы, но такая калибровка является сложной в осуществлении. Чтобы не прибегать к такой калибровке, в документе ЕР1199543В1 предложено решение охлаждения упомянутого измерительного валика. Такое предпочтительное решение помогает улучшить измерение с точки зрения самого валика, но, вместе с тем, оно не позволяет эффективно бороться с погрешностью измерения, связанной с пластическими или упругопластическими свойствами полосы под натяжением, деформирующейся при прохождении на угловом секторе измерительного валика.
Настоящее изобретение призвано предложить более точный способ измерения плоскостности металлического изделия типа полосы, перемещающейся под действием тянущего усилия, на узле измерения плоскостности типа узла, отклоняющего упомянутое изделие, в идеале содержащего по меньшей мере один измерительный валик, заставляющий изделие отклоняться в направлении перемещения, при этом измерение плоскостности производят посредством измерения продольного натяжения в зоне отклонения упомянутого изделия, при этом изделие имеет свойства по меньшей мере пластической или упругопластической деформации.
Решение для способа измерения плоскостности представлено отличительными признаками, раскрытыми в пункте 1 формулы изобретения.
Таким образом, предложен способ измерения плоскостности металлического изделия типа полосы, перемещающейся под действием тянущего усилия, на узле измерения плоскостности типа узла, отклоняющего упомянутое изделие, в идеале содержащего по меньшей мере один измерительный валик, заставляющий изделие отклоняться в направлении перемещения, при этом измерение плоскостности производят посредством измерения продольного натяжения в зоне отклонения упомянутого изделия, при этом изделие имеет свойства по меньшей мере пластической или упругопластической деформации, отличающийся тем, что измерение плоскостности включает в себя следующие этапы:
- при помощи измерительного валика получают первое значение измерения продольного натяжения,
- определяют модель напряжения на толщине полосы в зависимости от условий пластической или упругопластической деформации изделия на измерительном валике в зоне отклонения,
- в соответствии с определенной моделью напряжения производят вычисление поправочного коэффициента продольной деформации изделия,
- вычисляют поправку первого значения измерения продольного натяжения по меньшей мере в одной точке оценки в зависимости от поправочного коэффициента продольной деформации,
- с учетом поправки вычисляют скорректированное значение измерения плоскостности по меньшей мере в одной из упомянутых точек оценки.
Предложено также устройство измерения плоскостности для осуществления упомянутого заявленного способа, раскрытое в пункте 7 формулы изобретения.
Это устройство измерения плоскостности металлического изделия типа полосы, перемещающейся под действием тянущего усилия, при этом упомянутое изделие имеет свойства по меньшей мере пластической или упругопластической деформации, содержит узел измерения плоскостности типа узла, отклоняющего упомянутое изделие, в идеале содержащего по меньшей мере один измерительный валик, заставляющий изделие отклоняться в продольном направлении, и отличается тем, что содержит модуль коррекции измерения плоскостности, в который передают по меньшей мере одно скорректированное значение измерения плоскостности упомянутого изделия при его прохождении по меньшей мере на измерительном валике, при этом упомянутое скорректированное значение получают при помощи заявленного способа измерения.
Преимущества изобретения раскрыты также в зависимых пунктах формулы изобретения.
Примеры выполнения и применения изобретения представлены со ссылками на следующие фигуры:
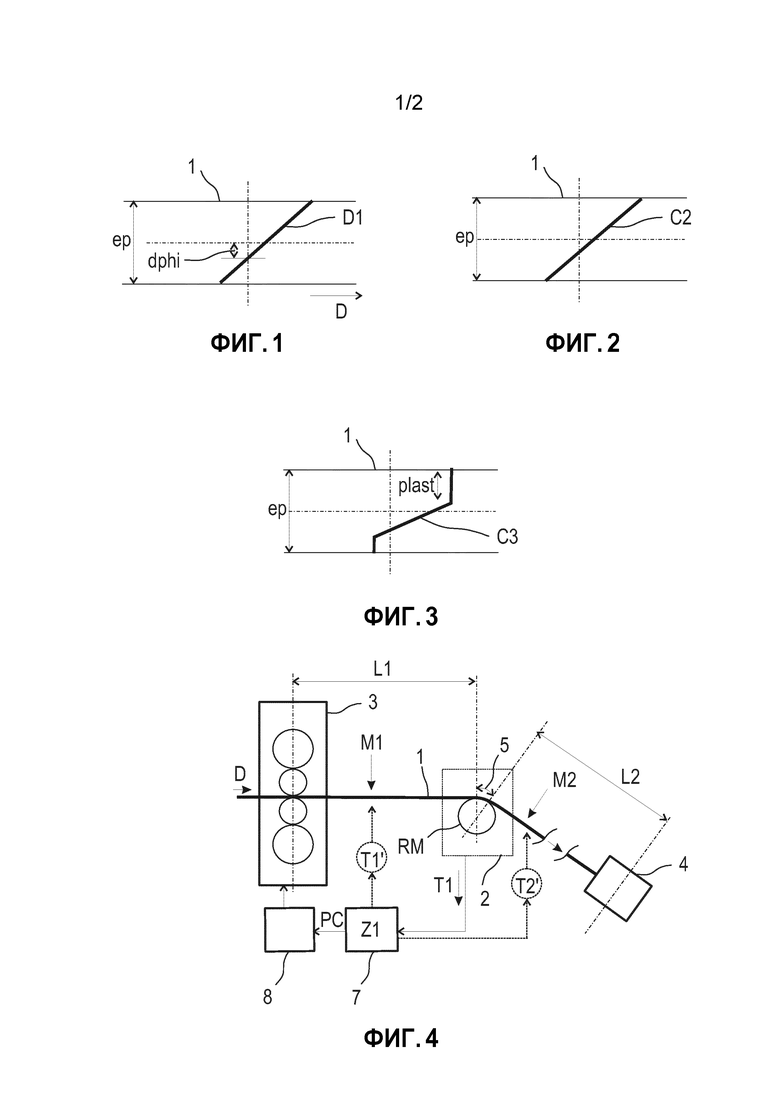
Фиг. 1 - профиль деформации по толщине полосы при прохождении на измерительном валике.
Фиг. 2 - профиль напряжения по толщине полосы упругого типа при прохождении на измерительном валике.
Фиг. 3 - профиль напряжения по толщине полосы пластического или упругопластического типа при прохождении на измерительном валике.
Фиг. 4 - первый вариант выполнения для осуществления заявленного способа.
Фиг. 5 - второй вариант выполнения для осуществления заявленного способа.
Фиг. 6 - третий вариант выполнения для осуществления заявленного способа.
На фиг. 1 показан профиль точечной деформации (D1) по толщине (ер) полосы (1) в точке прохождения в продольном направлении (D) по дуге окружности измерительного ролика, заставляющего полосу отклоняться в направлении перемещения. Этот профиль характеризует состояние деформации, в котором упомянутая деформация была бы линейной, при этом продольные ветви полосы, находящиеся дальше от валика, натягиваются больше, чем ветви вблизи валика, которые могут также подвергаться сжатию ниже определенного значения толщины ʺdphiʺ.
Аналогично фиг. 1, на фиг. 2 показан профиль точечной деформации (С2) по толщине полосы упругого типа в точке прохождения в продольном направлении по дуге окружности измерительного ролика, заставляющего полосу отклоняться в направлении перемещения. Этот профиль характеризует состояние напряжения для материала, имеющего упругие механические характеристики, при этом упомянутое напряжение является тоже линейным, при этом продольные ветви полосы на валике подвергаются напряжениям натяжения или сжатия, пропорциональным задаваемым деформациям (фиг. 1).
Аналогично фиг. 2, на фиг. 3 показан профиль точечной деформации (С3) по толщине полосы для материала, имеющего механические характеристики пластического и/или упругопластического типа, в точке прохождения в продольном направлении по дуге окружности измерительного ролика, заставляющего полосу отклоняться в направлении перемещения. В центральном упругом интервале напряжение является напряжением линейного типа, как на фиг. 2. Однако начиная от определенного порога задаваемой деформации, например при более значительном натяжении ветви в области толщины (plast), напряжение становится нелинейным по причине деформации полосы пластического типа. В этой конкретной области измерительный валик не может измерять натяжение ветви полосы при помощи простого отношения пропорциональности при натяжении «полоса-валик», измеряемом валиком. Следовательно, измерение плоскостности оказывается искаженным, как только полоса показывает по меньшей мере поведение деформации, сравнимое с пластическим материалом под напряжением.
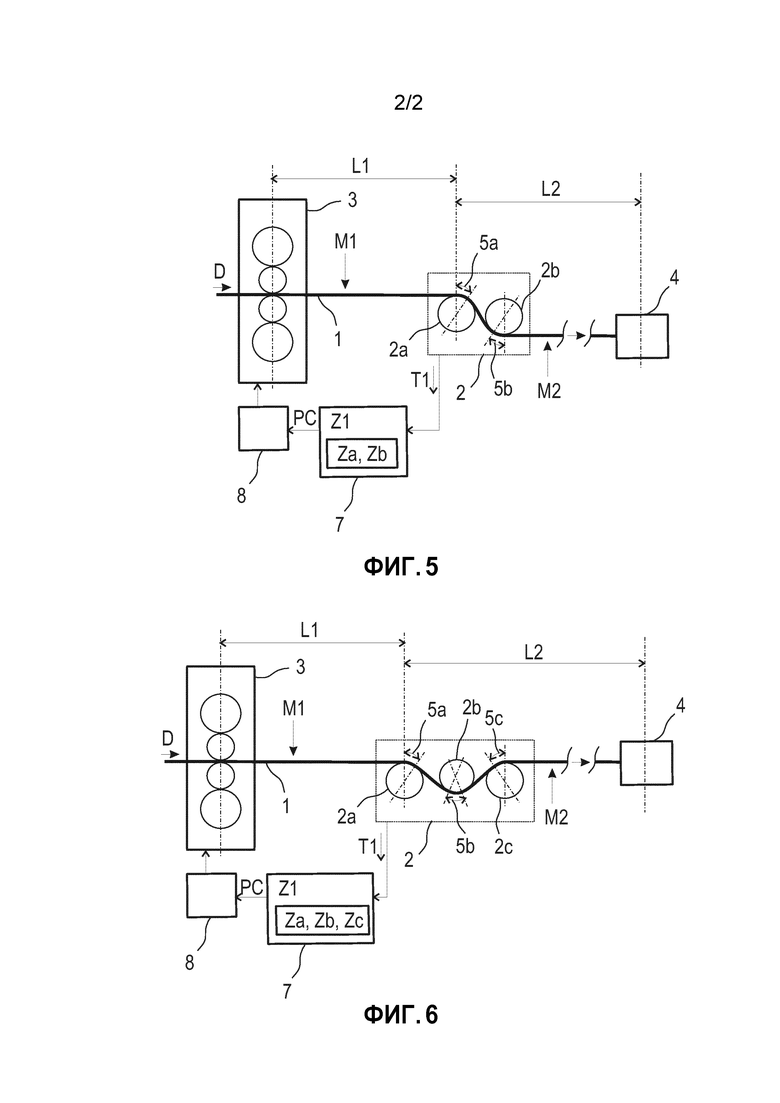
В этой связи на фиг. 4 показано устройство в первом варианте выполнения для осуществления заявленного способа.
На основании способа измерения плоскостности металлического изделия (1) типа полосы, перемещающейся (D) под действием тянущего усилия, на узле (2) измерения плоскостности типа узла, отклоняющего упомянутое изделие, в идеале содержащего по меньшей мере один измерительный валик (RM), заставляющий изделие отклоняться в направлении перемещения, при этом измерение плоскостности производят посредством измерения продольного натяжения в зоне (5) отклонения упомянутого изделия, при этом изделие имеет свойства по меньшей мере пластической или упругопластической деформации (D1), при этом упомянутый способ отличается тем, что измерение плоскостности включает в себя следующие этапы:
- при помощи измерительного валика получают первое значение (Т1) измерения продольного натяжения в виде упомянутого состояния плоскостности,
- определяют модель напряжения, такую как модель, производная от профиля напряжения (С3) на фиг. 3, на толщине полосы в зависимости от условий пластической или упругопластической деформации изделия на измерительном валике в зоне отклонения,
- в соответствии с определенной моделью напряжения (С3) производят вычисление поправочного коэффициента (Z1) продольной деформации изделия,
- вычисляют поправку (T1', T2') первого значения (Т1) измерения продольного натяжения по меньшей мере в одной точке (М1, М2) оценки в зависимости от поправочного коэффициента (Z1) продольной деформации,
- с учетом поправки вычисляют скорректированное значение (РС) измерения плоскостности по меньшей мере в одной из упомянутых точек (М1, М2) оценки.
В данном случае натяжение движущейся полосы осуществляют между установкой (3) правки или прокатки на входе измерительного валика (RM) или/и другой установкой (4) натяжения на выходе измерительного валика (RM).
Благодаря учету модели напряжения (известной для каждого материала) при вычислении поправочного коэффициента продольной деформации, можно очень точно скорректировать значение продольного натяжения, изначально искаженное нелинейным влиянием деформации/напряжения упругого или/и пластического типа. В результате этого скорректированное значение (РС) измерения плоскостности является также реальным и, следовательно, точным значением, отображающим состояние плоскостности полосы.
В предпочтительном варианте осуществления заявленного способа для вычисления скорректированного значения (РС) измерения плоскостности можно применить дополнительный поправочный коэффициент с учетом размерных координат расположения, относящихся к установкам прокатки или правки (3), измерения (2) и натяжения (4), таких как промежутки (L1, L2,…) между упомянутыми установками. Это позволяет более точно корректировать промежуточные влияния деформации между упомянутыми установками, учитывая их при вычислении поправочного коэффициента продольной деформации.
Предпочтительно, согласно заявленному способу, скорректированное значение (РС) измерения плоскостности, полученное при помощи модуля (7) коррекции, передают в модуль (8) контроля плоскостности изделия. Модуль (8) контроля плоскостности управляет регулировками плоскостности приводов установки (3) правки или прокатки, в идеале расположенной на входе узла (2) измерения плоскостности. Таким образом, при помощи упомянутого модуля контроля плоскостности, связанного с приводами устройства коррекции плоскостности, такого как прокатная клеть, или другого устройства, такого как правильная клеть, находящаяся непосредственно на входе измерительного валика, можно регулировать целевую кривую необходимой реальной поперечной плоскостности на выходе упомянутых устройств правки или прокатки, и даже устройства на входе или на выходе узла измерения плоскостности, даже если полоса обладает пластическими или упругопластическими свойствами.
На фиг. 4 представлен простой первый вариант выполнения в виде устройства измерения плоскостности металлического изделия (1) типа полосы, перемещающейся под действием тянущего усилия, при этом упомянутое изделие обладает свойствами по меньшей мере пластической или упругопластической деформации, при этом упомянутое устройство содержит узел (2) измерения плоскостности типа узла, отклоняющего упомянутое изделие, в идеале содержащий единственный измерительный валик (RM), задающий продольное отклонение изделия. Устройство отличается тем, что содержит модуль (7) коррекции измерения плоскостности, который передает по меньшей мере одно скорректированное значение измерения плоскостности упомянутого изделия при его прохождении на упомянутом по меньшей мере одном измерительном ролике, при этом упомянутое скорректированное значение получают посредством осуществления заявленного способа.
Таким образом, упомянутый способ позволяет производить локальную оценку (М1) плоскостности изделия, при этом упомянутая оценка происходит в точке на входе измерительного валика (RM) с учетом по меньшей мере скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1).
Упомянутый способ позволяет также производить локальную оценку (М2) плоскостности изделия, при этом упомянутая оценка происходит в точке на выходе измерительного валика (RM) с учетом скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1).
На фиг. 5 представлен второй вариант выполнения в виде устройства измерения плоскостности металлического изделия (1) типа полосы, движущейся под действием тянущего усилия, как показано на фиг. 4, при этом упомянутое изделие обладает свойствами по меньшей мере пластической или упругопластической деформации.
В отличие от устройства, показанного на фиг. 4, узел (2) измерения плоскостности типа устройства двойного отклонения упомянутого изделия, в идеале содержащего (по меньшей мере) первый измерительный валик (2а или 2b), заставляющий изделие отклоняться в продольном направлении, содержит также по меньшей мере второй отклоняющий валик на выходе или на входе измерительного валика, чтобы полоса перемещалась параллельно (в данном случае горизонтально) на входе и на выходе узла (2).
Устройство содержит также модуль (7) коррекции измерения плоскостности, который передает по меньшей мере одно скорректированное значение измерения плоскостности упомянутого изделия при его прохождении (5а или 5b) по меньшей мере на измерительном валике, при этом упомянутое скорректированное значение получают посредством осуществления способа измерения согласно вышеупомянутым заявленным отличительным признакам.
Для этого второго устройства измерения плоскостности, показанного на фиг. 5, можно рассмотреть два случая:
а) второй отклоняющий валик (2а) расположен на входе измерительного валика (2b).
Упомянутый способ позволяет производить локальную оценку (М1) плоскостности изделия, при этом упомянутая оценка происходит в точке на входе измерительного валика (2b) с учетом:
- скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1; Zb),
- а также каждого промежуточного скорректированного значения плоскостности, задаваемого по меньшей мере одним отклоняющим валиком (2а) при его наличии, расположенным на входе измерительного валика и на выходе точки (М1) локальной оценки, при этом упомянутый отклоняющий валик задает по меньшей мере второй поправочный коэффициент (Za) коррекции первого поправочного коэффициента (Z1; Zb).
Упомянутый способ тоже позволяет производить локальную оценку (М2) плоскостности изделия, при этом упомянутая оценка происходит в точке на выходе измерительного валика (2b) с учетом:
- скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1; Zb).
b) второй отклоняющий валик (2b) расположен на выходе измерительного валика (2а).
Упомянутый способ позволяет, таким образом, производить локальную оценку (М1) плоскостности изделия, при этом упомянутая оценка происходит в точке на входе измерительного валика (2а) с учетом:
- скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1; Zа).
Упомянутый способ позволяет также производить локальную оценку (М2) плоскостности изделия, при этом упомянутая оценка происходит в точке на выходе измерительного валика (2а) с учетом:
- скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1; Zа),
- каждого промежуточного скорректированного значения плоскостности, задаваемого по меньшей мере одним отклоняющим валиком (2b) при его наличии, расположенным на выходе измерительного валика и на входе точки (М2) локальной оценки, при этом упомянутый отклоняющий валик задает по меньшей мере один второй поправочный коэффициент (Zb) коррекции первого поправочного коэффициента (Z1; Zа).
Следовательно, в устройстве измерения плоскостности, показанном на фиг. 5, на входе или на выходе измерительного валика (2а или 2b) расположен по меньшей мере один второй отклоняющий валик (2b или 2а).
Если по меньшей мере второй отклоняющий валик расположен на выходе измерительного валика, упомянутый отклоняющий валик задает второе скорректированное значение плоскостности, учитываемое при вычислении скорректированного значения, передаваемого в модуль (7) коррекции, если упомянутый отклоняющий валик расположен на входе точки (М2) оценки плоскостности изделия.
Если по меньшей мере второй отклоняющий валик расположен на входе измерительного валика, упомянутый отклоняющий валик задает второе скорректированное значение плоскостности, учитываемое при вычислении скорректированного значения, передаваемого в модуль (7) коррекции, если упомянутый отклоняющий валик расположен на выходе точки (М1) оценки плоскостности изделия.
Наконец, на фиг. 6 представлен третий вариант выполнения в виде устройства измерения плоскостности металлического изделия (1) типа полосы, движущейся под действием тянущего усилия, как показано на фиг. 4 или 5, при этом упомянутое изделие обладает свойствами по меньшей мере пластической или упругопластической деформации.
В отличие от устройства, показанного на фиг. 4 или 5, узел (2) измерения плоскостности типа устройства тройного отклонения упомянутого изделия, в идеале содержащего (по меньшей мере) первый измерительный валик (2b), заставляющий изделие отклоняться в продольном направлении, содержит также по меньшей мере второй и третий отклоняющие валики (2а, 2с) на входе и на выходе измерительного валика, чтобы полоса перемещалась параллельно (в данном случае горизонтально) на входе и на выходе узла (2), в идеале для линии прокатки с постоянной высотой.
Устройство содержит также модуль (7) коррекции измерения плоскостности, который передает по меньшей мере одно скорректированное значение измерения плоскостности упомянутого изделия при его прохождении (в данном случае 5b) по меньшей мере на измерительном валике (2b), при этом упомянутое скорректированное значение получают посредством осуществления способа измерения согласно вышеупомянутым заявленным отличительным признакам.
Аналогично случаям, представленным на фиг. 5, измерительный валик можно расположить вместо одного из других отклоняющих валиков (2а, 2с), и в этом случае принцип локальной оценки (М1, М2) плоскостности изделия можно вывести из представленного ниже примера оценки.
В связи с этим, предпочтительно в заявленном устройстве:
- по меньшей мере второй отклоняющий валик расположен на входе или на выходе измерительного валика;
- по меньшей мере третий отклоняющий валик расположен на выходе или на входе измерительного валика;
- если по меньшей мере один среди второго или/и третьего отклоняющих валиков расположен на выходе измерительного валика, упомянутый по меньшей мере один отклоняющий валик задает второе или/и третье скорректированное значение плоскостности, учитываемое при вычислении скорректированного значения, передаваемого в модуль (7) коррекции, если упомянутый отклоняющий валик расположен на входе точки (М2) оценки плоскостности изделия;
- если по меньшей мере один среди второго или/и третьего отклоняющих валиков расположен на входе измерительного валика, упомянутый по меньшей мере один отклоняющий валик задает второе или/и третье скорректированное значение плоскостности, учитываемое при вычислении скорректированного значения, передаваемого в модуль (7) коррекции, если упомянутый отклоняющий валик расположен на выходе точки (М1) оценки плоскостности изделия.
Согласно этим отличительным признакам, описаны все конфигурации устройств при перестановке отклоняющих или измерительного валиков, то есть, как показано на фиг. 6:
- Измерительный валик (2а), второй отклоняющий валик (2b), третий отклоняющий валик (2с);
- Измерительный валик (2b), второй отклоняющий валик (2а), третий отклоняющий валик (2с);
- Измерительный валик (2с), второй отклоняющий валик (2а), третий отклоняющий валик (2b).
Таким образом, упомянутый способ, осуществляемый, как показано на фиг. 6, тоже позволяет производить локальную оценку (М1) плоскостности изделия, при этом упомянутая оценка происходит в точке на входе измерительного валика (2b) с учетом:
- скорректированного значения измерения плоскостности, связанного с измерительным валиком (2b), на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1; Zb),
- а также каждого промежуточного скорректированного значения плоскостности, задаваемого по меньшей мере одним отклоняющим валиком (2а) при его наличии, расположенным на входе измерительного валика и на выходе точки (М1) локальной оценки, при этом упомянутый отклоняющий валик задает по меньшей мере один второй поправочный коэффициент (Za) коррекции первого поправочного коэффициента (Z1; Zb).
Упомянутый способ позволяет также производить локальную оценку (М2) плоскостности изделия, при этом упомянутая локальная оценка (М2) происходит в точке на выходе измерительного валика (2b) с учетом:
- скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1; Zb),
- а также каждого промежуточного скорректированного значения плоскостности, задаваемого по меньшей мере одним отклоняющим валиком (2b, 2с), расположенным на выходе измерительного валика и на входе точки (М2) локальной оценки, при этом упомянутый третий отклоняющий валик (2с) задает по меньшей мере один третий поправочный коэффициент (Zс) коррекции первого поправочного коэффициента (Z1; Zb).
Таким образом, для этих последних случаев, представленных на фиг. 5 и 6, и в сравнении с примером, показанным на фиг. 4, первый поправочный коэффициент (Z1) корректируют при помощи одного или другого из поправочных коэффициентов в соответствии с описанным заявленным способом путем воздействия дополнительной деформацией со стороны по меньшей мере одного отклоняющего валика, дополнительно расположенного на входе или на выходе измерительного валика, который, в свою очередь, задает нелинейные деформации/напряжения на полосе пластического или упругопластического типа.
Во всех вариантах выполнения устройства для осуществления заявленного способа точное и локальное скорректированное значение (РС) измерения плоскостности, вычисленное при помощи поправочных коэффициентов (Z1, Za, Zb, Zc), передают в модуль (8) контроля плоскостности изделия. Модуль (8) контроля плоскостности управляет регулировками приводов плоскостности установки (3) правки или прокатки. Отсюда следует, что регулировки самой установки (3) правки или прокатки являются более надлежащими, в силу более точного измерения плоскостности на выходе упомянутой установки. В конечном итоге изделие пластического или упругопластического типа, поступающее в упомянутую установку (3) правки или прокатки, подвергается лучшей правке или прокатке.
Заявленный способ и соответствующее устройство не ограничиваются одним или двумя отклоняющими валиками в дополнение к измерительному валику. Разумеется, можно предусмотреть три или более отклоняющих валиков, и в этом случае можно легко адаптировать описанные выше варианты осуществления упомянутого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПЛОСКОСТНОСТИ | 2002 |
|
RU2267371C2 |
| СПОСОБ БЕСКОНТАКТНОГО ДИНАМИЧЕСКОГО ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ТВЕРДОГО ТЕЛА | 2004 |
|
RU2320959C9 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ ИЗДЕЛИЙ | 1989 |
|
RU2297616C2 |
| СПОСОБ ПРОВЕРКИ ЭЛЕКТРОПРОВОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ЭЛЕКТРОПРОВОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2696339C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ ИЗДЕЛИЙ | 1987 |
|
RU2297615C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2465081C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ЭЛЕМЕНТА ДЛЯ АВИАСТРОЕНИЯ, СОДЕРЖАЩИЙ ДИФФЕРЕНЦИАЛЬНУЮ ХОЛОДНУЮ ПРОКОВКУ | 2007 |
|
RU2440438C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СТЕПЕНИ УПРУГОПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МАТЕРИАЛА | 2009 |
|
RU2386116C1 |
Изобретение относится к устройству и способу измерения плоскостности. Техническим результатом является повышение точности измерения плоскостности. Способ измерения плоскостности металлического изделия типа полосы, перемещающейся под действием тянущего усилия, на узле измерения плоскостности типа узла, отклоняющего упомянутое изделие, содержащего измерительный валик, при этом измерение плоскостности производят посредством измерения продольного натяжения в зоне отклонения упомянутого изделия. При этом измерение плоскостности включает в себя этапы: - при помощи измерительного валика получают первое значение (Т1) измерения продольного натяжения, - определяют модель напряжения на толщине полосы в зависимости от условий пластической или упругопластической деформации изделия, - в соответствии с определенной моделью напряжения производят вычисление поправочного коэффициента (Z1) продольной деформации изделия, - вычисляют поправку (T1', T2') первого значения (Т1) измерения продольного натяжения в одной точке (М1, М2) оценки в зависимости от поправочного коэффициента (Z1) продольной деформации, - с учетом поправки вычисляют скорректированное значение (РС) измерения плоскостности в одной из упомянутых точек (М1, М2) оценки. 2 н. и 11 з.п. ф-лы, 6 ил.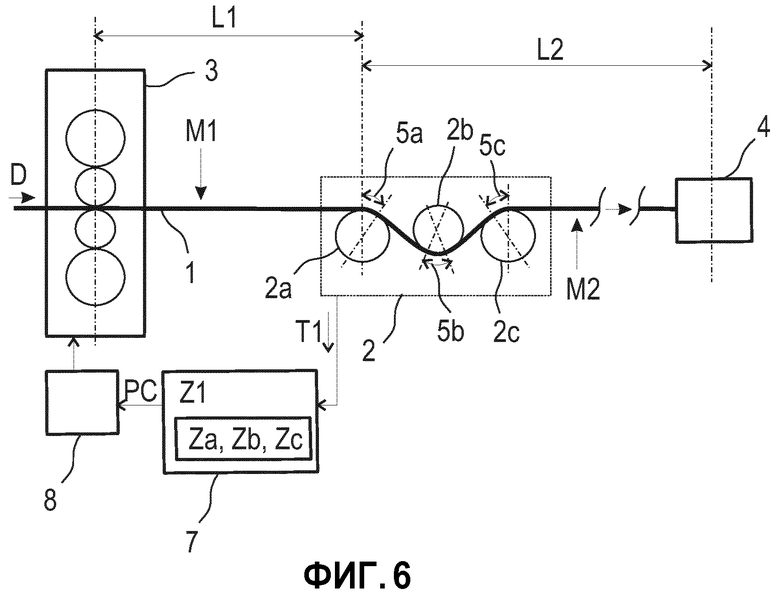
1. Способ измерения плоскостности металлического изделия (1) типа полосы, перемещающейся (D) под действием тянущего усилия, на узле (2) измерения плоскостности типа узла, отклоняющего упомянутое изделие, содержащего по меньшей мере один измерительный валик (RM), заставляющий изделие отклоняться в направлении перемещения, при этом измерение плоскостности производят посредством измерения продольного натяжения в зоне (5) отклонения изделия, при этом изделие имеет свойства по меньшей мере пластической или упругопластической деформации (D1),
отличающийся тем, что измерение плоскостности включает в себя следующие этапы
при помощи измерительного валика получают первое значение (Т1) измерения продольного натяжения,
определяют модель напряжения (С3) на толщине полосы в зависимости от условий пластической или упругопластической деформации изделия на измерительном валике в зоне отклонения,
в соответствии с определенной моделью напряжения (С3) производят вычисление поправочного коэффициента (Z1) продольной деформации изделия,
вычисляют поправку (T1', T2') первого значения (Т1) измерения продольного натяжения по меньшей мере в одной точке (М1, М2) оценки в зависимости от поправочного коэффициента (Z1) продольной деформации,
с учетом поправки вычисляют скорректированное значение (РС) измерения плоскостности по меньшей мере в одной из упомянутых точек (М1, М2) оценки.
2. Способ по п. 1, в котором при вычислении скорректированного значения (РС) измерения плоскостности применяют дополнительный поправочный коэффициент с учетом координат пространственного расположения, относящихся к установкам прокатки или правки (3), измерения (2) и натяжения (4), таких как промежутки (L1, L2,…) между упомянутыми установками.
3. Способ по п. 1 или 2, в котором скорректированное значение (РС) измерения плоскостности передают в модуль (8) контроля плоскостности изделия.
4. Способ по п. 3, в котором модуль (8) контроля плоскостности управляет регулировками приводов плоскостности установки (3) правки или прокатки, в идеале расположенной на входе узла измерения плоскостности.
5. Способ по одному из предыдущих пунктов, в котором производят локальную оценку (М1) плоскостности изделия, при этом упомянутая оценка происходит в точке на входе измерительного валика (RM,2a,2b) с учетом
скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1=Za или Zb),
а также каждого промежуточного скорректированного значения плоскостности, задаваемого по меньшей мере одним отклоняющим валиком (2а) при его наличии, расположенным на входе измерительного валика и на выходе точки (М1) локальной оценки, при этом упомянутый отклоняющий валик задает по меньшей мере один второй поправочный коэффициент (Za) коррекции первого поправочного коэффициента (Z1).
6. Способ по одному из предыдущих пунктов, в котором производят локальную оценку (М2) плоскостности изделия, при этом упомянутая оценка происходит в точке на выходе измерительного валика (RM,2a,2b) с учетом
скорректированного значения измерения плоскостности, связанного с измерительным валиком, на основании первого значения (Т1) измерения продольного натяжения, связанного с первым поправочным коэффициентом (Z1),
а также каждого промежуточного скорректированного значения плоскостности, задаваемого по меньшей мере одним отклоняющим валиком (2b,2с), расположенным на выходе измерительного валика и на входе точки (М2) локальной оценки, при этом упомянутый отклоняющий валик задает по меньшей мере один третий поправочный коэффициент (Zb,Zc) первого поправочного коэффициента (Z1).
7. Устройство измерения плоскостности металлического изделия (1) типа полосы, перемещаемой под действием тянущего усилия, при этом изделие имеет свойства по меньшей мере пластической или упругопластической деформации, при этом устройство содержит узел (2) измерения плоскостности типа узла, отклоняющего упомянутое изделие, содержащего по меньшей мере один измерительный валик (RM), приводящий к отклонению изделия в продольном направлении,
отличающееся тем, что содержит модуль (7) коррекции измерения плоскостности, при помощи которого вычисляется по меньшей мере одно скорректированное значение (РС) измерения плоскостности упомянутого изделия при его прохождении на по меньшей мере одном измерительном валике, при этом скорректированное значение получают при помощи способа измерения по одному из предыдущих пунктов.
8. Устройство измерения плоскостности по п. 7, в котором на входе или на выходе измерительного валика (2а или 2b) расположен по меньшей мере один второй отклоняющий валик (2b или 2а).
9. Устройство измерения плоскостности по п. 7 или 8, в котором по меньшей мере один третий отклоняющий валик (2с) расположен на выходе или на входе измерительного валика (2а или 2b).
10. Устройство измерения плоскостности по пп. 8 и 9, в котором, если по меньшей мере один из второго или/и третьего отклоняющих валиков расположен на выходе измерительного валика, по меньшей мере упомянутый отклоняющий валик задает второе или/и третье скорректированное значение плоскостности, учитываемое при вычислении скорректированного значения, передаваемого в модуль (7) коррекции, если упомянутый отклоняющий валик расположен на входе точки (М2) оценки плоскостности изделия.
11. Устройство измерения плоскостности по пп. 8 и 9, в котором, если по меньшей мере один из второго или/и третьего отклоняющих валиков расположен на входе измерительного валика, по меньшей мере упомянутый отклоняющий валик задает второе или/и третье скорректированное значение плоскостности, учитываемое при вычислении скорректированного значения, передаваемого в модуль (7) коррекции, если упомянутый отклоняющий валик расположен на выходе точки (М1) оценки плоскостности изделия.
12. Устройство по пп. 7-11, в котором скорректированное значение (РС) измерения плоскостности передается в модуль (8) контроля плоскостности изделия.
13. Устройство по п. 12, в котором модуль (8) контроля плоскостности выполнено с возможностью управления регулировками приводов плоскостности установки (3) правки или прокатки, в идеале расположенной на входе узла (2) измерения плоскостности.
| Способ оптимального управления плоскостностью полосы при прокатке и устройство для его осуществления | 1989 |
|
SU1694270A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| Устройство для регулирования плоскостности металла при прокатке с натяжением | 1983 |
|
SU1186305A1 |
| Способ контроля неплоскостности листового проката | 1982 |
|
SU1260673A1 |
| DE 102009060243 A1, 30.06.2011. | |||

