Изобретение относится к комбинированным конструктивным элементам (структурным конструктивным элементам). Структурные конструктивные элементы являются компонентами с пониженными визуальными требованиями, которые в автомобилестроении, а также в самолетостроении используют в области несущих элементов, а также деталей, воспринимающих нагрузку, и которые характеризуются, в особенности, тем, что они имеют локальное усиление, придающее конструктивному элементу особые механические свойства. Особенно необходимо выделить повышение торсионной жесткости при дополнительном снижении массы в сравнении с ранее используемыми компонентами.
Комбинированные конструктивные элементы, о которых идет речь, представляют собой соединение из металлов и полимеров. При этом полимерная структура вводится в металлический конструктивный элемент способом литья под давлением, что придает конструктивному элементу соответствующую торсионную жесткость и жесткость при ударе при столкновении при дополнительной относительно низкой массе.
Слабым местом этих известных комбинированных конструктивных элементов до сих пор являлось соединение полимера с металлическим материалом. При этом вследствие усадки материала и различия коэффициентов растяжения у различных материалов возникает нарушение соединения между компонентами, что приводит к ухудшению механических свойств. В настоящее время структурообразующие комбинированные конструктивные элементы производят посредством введения полимерного материала в металлический материал литьем под давлением. Проблемой при таком соединении материалов является переход между полимером и металлом, так как материалы имеют различные механические свойства, что приводит к негативному влиянию на прочность соединения, например, при усадке полимера и, следовательно, также к негативному влиянию на торсионную жесткость конструктивных элементов.
Неожиданно было обнаружено, что благодаря использованию клеев-расплавов на основе сополиамидов для соединения металла с полимерами могут быть преодолены недостатки, известные в технике.
Благодаря предварительному покрытию металлической конструктивной детали синтезируемыми клеями-расплавами на основе лауринлактама достигается значительно лучшее соединение обоих компонентов и улучшается коррозионная стойкость комбинированных конструктивных элементов. Этот эффект может быть дополнительно улучшен, если в используемый клей-расплав дополнительно добавлять блокированные изоцианаты, которые влияют при синтезе на молекулярную массу, а также эпоксиды, улучшающие адгезионную прочность соединения и вызывающие сшивку. Повышению молекулярной массы в процессе синтеза способствует требуемое для коррозионной защиты конструктивного элемента катодное нанесение на него лакового покрытия окунанием (KTL-лакирование), так как время выдержки, превышающее 25 минут, при таком лакировании окунанием при температуре выше 150°С создает необходимую для этих конструктивных деталей повышенную когезионную и адгезионную прочность. Чисто термопластичные клеи-расплавы при названных температурных воздействиях уже термически деструктирируют и, следовательно, ухудшаются механические свойства конструктивного элемента. Описанные клеи-расплавы обычно проявляют очень хорошее сродство к металлическим материалам и используются в комбинированных конструктивных элементах в качестве усилителя адгезии между металлом и полимером.
Кроме того, преимуществом используемых клеев-расплавов является улучшение коррозионной стойкости. До сих пор в области герметизированного материала соединения между металлом и шприцованной литьевой массой возникала проблема, так как вследствие ранее описанной незначительной усадки полимера возникала небольшая щель, в которой отсутствовало KTL-лакирование и, следовательно, на необработанном металле возникала коррозия. Предварительное нанесение покрытия реакционноспособным клеем-расплавом компенсирует усадку и предотвращает образование подверженной коррозии щели.
Изобретение заключается также в том, что на металлический материал наносят грунтовку (клей-расплав), значительно улучшающую соединение и, следовательно, положительно влияющую на требуемые, особенно в автомобилестроении, свойства выдерживать удар при столкновении.
Что касается грунтовки, то речь идет о сополиамиде на основе лауринлактама с содержанием блокированного изоцианата от 2,5% до 15%, предпочтительно от 4% до 6% и эпоксида - от 2,5% до 10%, предпочтительно от 4% до 6%. Эти добавки в сравнении с чистыми термопластичными сополиамидами создают значительно более лучшее соединение с металлическими материалами и под действием температуры способствуют росту молекулярной массы, явно улучшающему термостабильность соединения. Решающее значение для роста молекулярной массы имеет продолжительность температурного воздействия. Оптимальной оказалась температура от 150°С до 190°С при продолжительности воздействия от 10 до 30 минут, обычные в печах для KTL-лакирования.
Что касается клеев-расплавов, то речь идет, например, о клеях-расплавах типа VESTAMELT фирмы Degussa:
- Х1038-Р1: 60% лауринлактама + 25% капролактама + 15% АН-соли (смесь из 50% адипиновой кислоты и 50% гексаметилендиамина);
- Х1316-Р1: 95% VESTAMELT Х1038-Р1 + 5% VESTAGON BF 1540-P1;
- X1333-P1: 95% VESTAMELT Х1038-Р1 + 5% VESTAGON BF 1540-P1 + 5% Araldite GT7004.
Способ характеризуется тем, что на металлический профиль сначала наносят по всей поверхности или частично покрытие клея-расплава на основе сополиамида посредством электростатического распылительного пистолета или посредством соответствующей лаковой системы, а непосредственно после этого нагревают ее при температуре около 150°С в течение периода времени, приблизительно, от 120 до 300 секунд, предпочтительно около 150 секунд для расплавления клея. На последующей стадии полимерную структуру подвергают шприцеванию способом литья под давлением. Затем эту структурообразующую конструктивную деталь пропускают через KTL-печь для лакирования. KTL-лакирование происходит при температуре около 190°С в течение около 30 минут.
Согласно изобретению комбинированная конструктивная деталь находит применение в автомобилестроении, в авиационной промышленности, в производстве рельс и т.п. Типичным применением является использование в области Front-Ends (амортизаторов).
Примеры
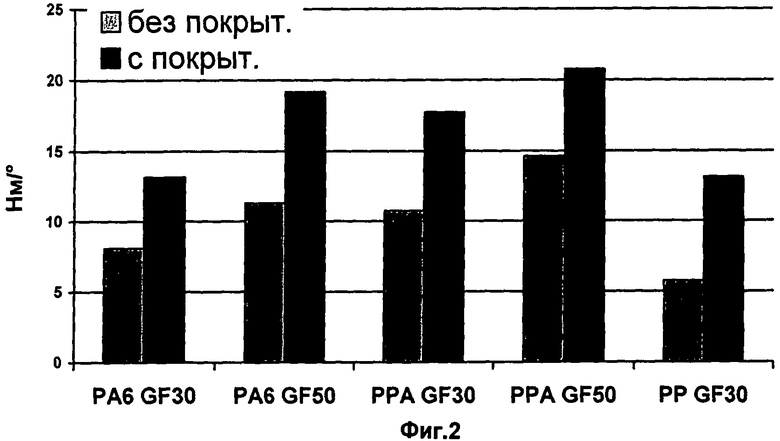
Для подтверждения улучшения прочности соединения проводили испытания на растяжение соответствующих комбинированных конструкций металл - синтетический полимерный материал, полученных соединением посредством различных VESTAMELT - клеев-расплавов. Для выделения значения влияния температуры образцы подвергали испытанию как перед KTL-обработкой, так и после нее (190°С, 30 мин). Необработанные, без грунтовки (клей-расплав), образцы элементов имели очень низкую прочность соединения, которая, как показано на диаграмме, значительно улучшается при использовании полиамидных клеев-расплавов. Благодаря этому механические свойства конструктивных элементов впоследствии значительно улучшаются, в результате чего значение использования ее в качестве структурообразующей конструктивного элемента значительно возрастает.
Перед нанесением покрытия металлы должны подвергаться обезжириванию, чтобы одновременно обнажить поверхности и избежать разброса значений показателей прочности соединения. Кроме того, является целесообразным предварительный нагрев металлических элементов до температуры от 60 до 80°С для смачивания.
Следующие полимерные материалы используют для формования полимерной структуры способом литья под давлением:
РА6 GF30: полиамид 6 (комании Lanxess), 30% вес. стекловолокна
РА6 GF50: полиамид 6 (Lanxess), 50% вес. стекловолокна
РРА GF30: полифталамид (Vestamid HT Plus, компании Evonik Degussa GmbH), 30% вес. стекловолокна
РРА GF50: полифталамид (Vestamid HT Plus, Evonik Degussa GmbH), 50% вес. стекловолокна
РР GF30: полипропилен (компании Sabic), 30% вес. стекловолокна
Пример А:
Клей-расплав марки VESTAMELT Х1038-Р1 наносят на оцикованную огнем сталь DX56D путем электростатического распыления посредством пистолета-распылителя (типа ITW Gema OptiFlex L). Обработанное таким образом изделие подвергают нагреву до около 150°С в сушильной печи в течение около 150 с. После этого полимерный материал наносят способом литья под давлением для формования полимерой структуры.
Пример Б:
Клей-расплав марки VESTAMEL TX1316-P1 наносят на оцикованную огнем сталь DX56D путем электростатического распыления посредством пистолета-распылителя (типа ITW Gema OptiFlex L). Обработанное таким образом изделие подвергают нагреву до около 150°С в сушильной печи в течение около 150 с. После этого полимерный материал наносят способом литья под давлением для формования полимерой структуры.
Пример В:
Клей-расплав марки VESTAMELT X1333-Р1 наносят на оцикованную огнем сталь DX56D путем электростатического распыления посредством пистолета-распылителя (типа ITW Gema OptiFlex L). Обработанное таким образом изделие подвергают нагреву до около 150°С в сушильной печи в течение около 150 с. После этого полимерный материал наносят способом литья под давлением для формования полимерой структуры.
Катодное нанесение лакового покрытия осуществляют указанным в примерах (см. выше) образом.
На фиг.2 показаны показатели сцепления комбинированного материала металл/полимер по примеру В в отношении разных полимерных материалов.
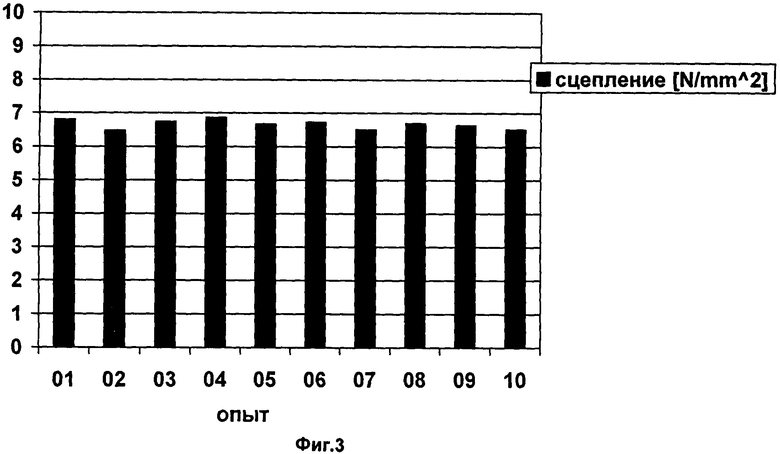
Пример Г:
Клей-расплав марки VESTAMELT X1333-P1 наносят на алюминий путем электростатического распыления посредством пистолета-распылителя (типа ITW Gema OptiFlex L). Обработанное таким образом изделие подвергают нагреву до около 150°С в сушильной печи в течение около 150 с. После этого полимерный материал (РА6 GF30) наносят способом литья под давлением для формования полимерой структуры.
На фиг.3 показаны показатели сцепления комбинированного материала металл/полимер по примеру Г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ армирования сверхмолекулярного полиэтилена | 2021 |
|
RU2772000C1 |
| ПЛЕНКА ДЛЯ ПОКРЫТИЯ НАРУЖНЫХ ПОВЕРХНОСТЕЙ, ПРИМЕНЕНИЕ ФОРМОВОЧНОЙ МАССЫ И КОМБИНИРОВАННАЯ ДЕТАЛЬ, СОСТОЯЩАЯ ИЗ ПЛЕНКИ И СУБСТРАТА | 2006 |
|
RU2382796C2 |
| Способ полимеризации лактамов | 1975 |
|
SU794027A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ОБРАЗЦА НА ОСНОВЕ СВМПЭ И ОБРАЗЕЦ, ПОЛУЧАЕМЫЙ ТАКИМ СПОСОБОМ | 2017 |
|
RU2691789C2 |
| ПОЛИАМИДНАЯ ФОРМОВОЧНАЯ КОМПОЗИЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМБИНИРОВАННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ПОЛИАМИДНОЙ ФОРМОВОЧНОЙ КОМПОЗИЦИИ | 2006 |
|
RU2429260C2 |
| Способ получения термоотверждаемых полимерных покрытий | 1978 |
|
SU1037845A3 |
| ТЕРМОКЛЕЙ С УЛУЧШЕННОЙ АДГЕЗИЕЙ | 2007 |
|
RU2453572C2 |
| ПОКРЫТИЕ ПОВЕРХНОСТИ, ОТВЕРЖДАЕМОЕ В НЕСКОЛЬКО ЭТАПОВ | 2006 |
|
RU2406574C2 |
| МАТЕРИАЛ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛИ, ОТ КОРРОЗИИ И/ИЛИ ОКАЛИНООБРАЗОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛЫ, МЕТАЛЛИЧЕСКИЙ ЭЛЕМЕНТ | 2006 |
|
RU2425853C2 |
| МНОГОСЛОЙНАЯ ПЛЕНКА | 2005 |
|
RU2381104C2 |

Изобретение относится к изготовлению комбинированных конструктивных элементов, состоящих из металлов и полимеров. Металлы соединяют с полимерами посредством клеев-расплавов на основе сополиамида на основе лауринлактама. При этом на металл по всей поверхности или частично наносят покрытие клея-расплава посредством электростатического пистолета-распылителя или посредством соответствующей лаковой системы и расплавляют при около 150°С в течение около 150 с. Технический результат заключается в повышении прочности соединений комбинированных конструктивных элементов, состоящих из металлов и полимеров. 3 з.п. ф-лы, 3 ил.
1. Способ изготовления комбинированных конструктивных элементов, состоящих из металлов и полимеров, при котором металлы соединяют с полимерами посредством клеев-расплавов на основе сополиамида на основе лауринлактама, причем на металл по всей поверхности или частично наносят покрытие клея-расплава посредством электростатического пистолета-распылителя или посредством соответствующей лаковой системы и расплавляют при около 150°С в течение около 150 с.
2. Способ по п.1, в котором металлы соединяют с полимерами посредством клеев-расплавов на основе сополиамида, содержащих дополнительно блокированный изоцианат и эпоксид.
3. Способ по п.2, в котором клей-расплав содержит от 2,5 до 15% блокированного изоцианата и от 2,5 до 10% эпоксида.
4. Способ по п.1, в котором после стадии расплавления комбинированный конструктивный элемент дополнительно пропускают через печь для катодного нанесения лакового покрытия окунанием.
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ С ПЛАСТМАССОЙ | 2000 |
|
RU2245791C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКООБРАЗНОГО КЛЕЯ-РАСПЛАВА | 1975 |
|
SU826962A3 |
| Устройство для биполярной диатермокоагуляции | 1980 |
|
SU1253633A1 |
| WO 9614533 A1, 17.05.1996. | |||

