Группа изобретений относится к области химической технологии, в частности к способам переработки отходов коксохимической, химической и нефтехимической промышленности, а именно сернокислотных отходов акрилатных производств (метилметакрилата и метилакрилата) с получением сульфата аммония, применяемого в сельском хозяйстве, и пластификатора, который может быть использован в строительстве, в частности при производстве бетонных смесей.
Сернокислотные отходы акрилатных производств при комнатной температуре представляют собой твердую кристаллообразную массу, а при 80°С темно-коричневую подвижную жидкость с плотностью 1,50-1,57 г/см3 и вязкостью 1,5 усл. град.
В состав сернокислотных отходов акрилатных производств входит (массовая доля, %): серная кислота 25-30, бисульфат аммония 40-47, вода 20-25 и суммарная органика 5-10. Суммарная органика включает: взвешенную 0,2-1,3, высокомолекулярную сульфированную (ВСО) 1-3 и низкомолекулярную (диметиловый эфир, ацетон, метанол, акрилаты и их производные) - остальное. Вся органика образуется на технологических стадиях производства акрилатов сернокислотным методом.
Взвешенная органика образуется в отгонных кубах акрилатных производств при температуре 120-135°С, где небольшая часть ВСО переходит в твердое состояние, слипается, крошится с образованием взвешенной органики, нерастворимой в сернокислотном отходе. Взвешенная органика при переработке отходов акрилатных производств загрязняет технологические растворы и конечные продукты.
Высокомолекулярная сульфированная органика представляет собой сульфированный сополимер акрилатов и их производных, где сульфированные звенья полимерных цепей обеспечивают хорошую растворимость в воде, щелочах и кислотах и особенно в сернокислотных отходах акрилатных производств. ВСО с плотностью 1,11-1,13 г/см3, молекулярной массой 10-20 тыс. у.е. является сильной кислотой с рН 2-3, нейтрализация щелочью проходит с сильным выделением тепла. ВСО или полимерную сульфокислоту в общем виде можно описать формулой R(SO3H)k(SO3NH4)1, где R - сополимерная цепь, k, 1 - число функциональных групп. ВСО является ценным сырьем для получения пластификатора бетонных смесей. При переработке сернокислотных отходов акрилатных производств ВСО накапливается в циркулирующем нейтрализованном растворе, повышая его вязкость, и вместе с кристаллами сульфата аммония забивает линии и аппараты установки, загрязняя технологические растворы и конечные продукты.
Известен способ переработки сернокислотных отходов коксохимии, нефтехимии, нефтепереработки, органического синтеза и других производств с получением сульфата аммония (Жаринов И.В. Переработка жидкофазных сернокислотных отходов акрилатных производств. Диссертация на соискание ученой степени канд. техн. наук. - Нижний Новгород, 2003. - 138 с.). Переработку сернокислотных отходов производства метилметакрилата проводят при температуре 350-400°С для термического разложения серной кислоты, бисульфата аммония и органических примесей. При этом сульфат аммония получают в виде плава, содержащего сажистые частицы - продукты неполного разложения органических примесей. Далее возможна переработка образовавшегося печного газа с содержанием 8% сернистого и 0,1% серного ангидрида в серную кислоту, а водного раствора плава после фильтрации сажистых частиц в сульфат аммония путем кристаллизации.
Недостатком способа является разложение органических примесей, в том числе высокомолекулярной сульфированной органики - ценного сырья для пластификатора бетонных смесей, а также низкое качество сульфата аммония, загрязненного органическими примесями, персульфатом аммония 0,4-0,5% и серной кислотой 1,5-2%.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому способу является промышленный способ переработки сернокислотных отходов акрилатных производств (метилметакрилата и метилакрилата) с плотностью 1,27-1,33 г/см3 в сульфат аммония (Технологический регламент производства минеральных удобрений (сульфат аммония) №49-03, ООО «Саратоворгсинтез», 2003. - 135 с).
Технология переработки сернокислотных отходов акрилатных производств, загрязненных низкомолекулярной, взвешенной и высокомолекулярной органикой, в сульфат аммония заключается в нейтрализации отходов газообразным аммиаком до рН 5,3-5,5 при температуре не более 90°С в нейтрализаторе при перемешивании путем циркуляции. Насос циркуляционный с объемной скоростью 150-200 м3/ч перемешивает или циркулирует нейтрализованный раствор по замкнутому контуру. В теплообменнике нейтрализованный раствор подогревается до температуры 105°С и поступает в вакуум-выпарные аппараты. На этой стадии из нейтрализованного раствора путем вакуум-выпарки происходит удаление воды и низкомолекулярной органики вместе с конденсатом сокового пара, а в каждом вакуум-выпарном аппарате происходит кристаллизация сульфата аммония. С последнего вакуум-выпарного аппарата насыщенный раствор с кристаллами сульфата аммония поступает в кристаллоприемник, где происходит укрупнение кристаллов с разделением на загрязненные взвешенной и высокомолекулярной органикой насыщенный раствор с мелкими кристаллами и насыщенный раствор с крупными кристаллами сульфата аммония (пульпа), последний поступает на центрифугу с получением сульфата аммония и фугата. Загрязненные взвешенной и высокомолекулярной органикой насыщенный раствор с мелкими кристаллами и фугат поступают в нейтрализатор, замыкая технологический контур.
Наиболее близким к заявляемому устройству является установка для переработки сернокислотных отходов акрилатных производств (метилметакрилата и метилакрилата), загрязненных низкомолекулярной, взвешенной и высокомолекулярной органикой (Технологический регламент производства минеральных удобрений (сульфат аммония) №49-03, ООО «Саратоворгсинтез», 2003. - 135 с), включающая соединенные по технологическому циклу нейтрализатор отходов, снабженный линиями подачи отходов акрилатных производств, нейтрализующего агента, фугата и насыщенного раствора с мелкими кристаллами сульфата аммония и выходом для нейтрализованного раствора, циркуляционный насос, теплообменник, по крайней мере, пять последовательно соединенных вакуум-выпарных аппаратов, снабженных выходами для конденсата сокового пара с низкомолекулярной органикой и насыщенного раствора с кристаллами сульфата аммония, кристаллоприемник, снабженный выходами насыщенного раствора с мелкими кристаллами и насыщенного раствора с крупными кристаллами, последний соединен с центрифугой, имеющей два выхода для сульфата аммония и фугата соответственно, при этом выход для фугата соединен с нейтрализатором.
Получаемый на установке сульфат аммония представляет собой слабоокрашенные кристаллы, загрязненные взвешенной и высокомолекулярной органикой, который по физико-химическим показателям соответствует требованиям ТУ 2181-008-47773778-2003 (сульфат аммония, побочный продукт акрилатных производств).
Через 2-3 суток переработки сернокислотных отходов акрилатных производств получаются темные и мелкие кристаллы, не соответствующие требованиям ТУ, загрязненные накапливаемой взвешенной и особенно высокомолекулярной органикой и из-за роста вязкости нейтрализованного раствора. За это время в циркулирующем нейтрализованном растворе содержание взвешенной и особенно высокомолекулярной органики достигает значения 10-24%, а вязкость циркулирующего раствора возрастает от 0,075 мм2/с до 1,1 мм2/с. Взвешенная органика и особенно высокомолекулярная органика также накапливается в нейтрализаторе и кристаллоприемнике. Поэтому через 2-3 суток циркулирующий технологический раствор нейтрализуют до рН 7-7,5 газообразным аммиаком и останавливают производство на откачку 230-250 тонн из системы уже отработанного раствора с содержанием органики 10-24% и сульфата аммония до 36% на шламонакопитель. Технологическую систему промывают, чистят, пропаривают и начинают новый производственный цикл.
Несомненными достоинствами и преимуществами известных способа и установки переработки сернокислотных отходов акрилатных производств с получением сульфата аммония являются: оптимальный рабочий объем нейтрализатора, а также температурно-вакуумный режим кристаллизации, выпарки воды и низкомолекулярной органики в виде конденсата сокового пара; оптимальная объемная скорость 150-200 м3/ч перемешивания нейтрализованного раствора по контуру циркуляционным насосом; снижение концентрации насыщенного раствора с 42-43% до 36% и увеличение отбора кристаллов с кристаллоприемника центрифугой из-за высаливающего эффекта накапливаемой высокомолекулярной органики; оптимальный тепловой баланс - тепловой эффект реакции нейтрализации в нейтрализаторе даже при большой нагрузке 16-22 т/ч по сернокислотному отходу снимается за счет поступления «холодного» с температурой 60-62°С и расходом 150-200 м3/ч нейтрализованного раствора с кристаллоприемника и частично фугата, что позволяет поддерживать оптимальную температуру нейтрализации не более 90°С в нейтрализаторе.
К существенным недостаткам известных способа и установки относятся: малая продолжительность 2-3 суток производственного цикла переработки сернокислотных отходов акрилатных производств; накопление высокомолекулярной органики, увеличение ее вязкости и получение сульфата аммония низкого качества; отсутствие стадии вывода накапливаемой взвешенной и высокомолекулярной органики из циркулирующего раствора, нейтрализатора и кристаллоприемника; образование за один производственный цикл большого количества отхода - отработанного раствора; остановка производства на откачку и сброс отработанного раствора на шламонакопитель, содержащего сульфат аммония и высокомолекулярную сульфированную органику - ценного сырья для пластификатора; небольшой рабочий объем (20 м3) кристаллоприемника с малым значением времени пребывания (не более 0,13 ч) насыщенного раствора для роста кристаллов; отсутствие стадии и условий роста до 22-25% мелких кристаллов, образующихся на стадии нейтрализации в нейтрализаторе, которые вместе с накапливаемой вязкой высокомолекулярной органикой забивают трубчатый теплообменник и переходы вакуум-выпарных аппаратов, что приводит к технологическим осложнениям при переработке, вплоть до остановки производства.
Задачей группы изобретений является создание безотходной технологии переработки сернокислотных отходов акрилатных производств в непрерывном режиме с получением сульфата аммония более высокого качества и дополнительного продукта - пластификатора.
Технический результат достигается за счет введения конструктивных элементов, технологических операций и реагента, связанных с очисткой циркулирующего технологического раствора в процессе переработки сернокислотных отходов от низкомолекулярной, взвешенной и высокомолекулярной органики, с получением из очищенных насыщенных растворов более крупных чистых и белых кристаллов сульфата аммония, а из выделенной высокомолекулярной органики путем нейтрализацией щелочью получение ценного продукта - пластификатора.
Поставленная задача решается тем, что в способе переработки сернокислотных отходов акрилатных производств, загрязненных низкомолекулярной, взвешенной и высокомолекулярной органикой, представляющем собой замкнутый технологический цикл, включающий стадию нейтрализации отходов газообразным аммиаком до рН 5,3-5,5 при температуре не более 90°С, подогрева полученного нейтрализованного раствора до температуры 105°С, удаления воды и низкомолекулярной органики путем вакуум-выпарки из нейтрализованного раствора с получением насыщенного раствора с кристаллами сульфата аммония, разделения на насыщенный раствор с мелкими кристаллами и насыщенный раствор с крупными кристаллами сульфата аммония, центрифугирования последнего с получением сульфата аммония, подачи насыщенного раствора с мелкими кристаллами со стадии разделения и фугата со стадии центрифугирования на стадию нейтрализации, замыкая тем самым циркуляционный контур, согласно изобретению сернокислотный отход перед нейтрализацией фильтруют от взвешенной органики, а между стадиями нейтрализации и подогрева осуществляют периодическую подачу в нейтрализованный раствор реагента, в качестве которого используют алюмохлорид, при этом реагент вводят в количестве, обеспечивающем концентрацию алюминия 50-300 мг/л в растворе, затем нейтрализованный раствор с алюмохлоридом подкисляют до рН 4,2-4,6 фильтрованным сернокислотным отходом, подкисленный раствор направляют в кристаллоприемник-фазоразделитель с временем пребывания раствора не менее 1 часа для фазового разделения подкисленного насыщенного раствора на верхний слой высокомолекулярной органики и нижний слой очищенного насыщенного раствора с кристаллами сульфата аммония и роста кристаллов в очищенном насыщенном растворе, после обработки подкисленного раствора в кристаллоприемнике-фазоразделителе очищенный насыщенный раствор с выросшими кристаллами сульфата аммония подают на стадию центрифугирования, а очищенный насыщенный раствор с мелкими кристаллами - на стадию подогрева, верхний слой высокомолекулярной органики из кристаллоприемника-фазоразделителя, а также из кристаллоприемника и нейтрализатора непрерывно отводят для получения пластификатора путем нейтрализации щелочью до рН 7,7.
Кроме того, согласно способу осуществляют контроль рН раствора в кристаллоприемнике-фазоразделителе и перед ним.
Поставленная задача также решается тем, что в установке для переработки сернокислотных отходов акрилатных производств, загрязненных низкомолекулярной, взвешенной и высокомолекулярной органикой, включающей соединенные трубопроводами по технологическому циклу нейтрализатор отходов, снабженный линиями подачи отходов акрилатных производств, нейтрализующего агента, фугата и насыщенного раствора с мелкими кристаллами сульфата аммония и выходом для нейтрализованного раствора, циркуляционный насос, теплообменник, по крайней мере, пять последовательно соединенных вакуум-выпарных аппаратов, снабженных выходами для конденсата сокового пара с низкомолекулярной органикой и насыщенного раствора с кристаллами сульфата аммония, кристаллоприемник, снабженный выходами насыщенного раствора с мелкими кристаллами и насыщенного раствора с крупными кристаллами, последний соединен с центрифугой, имеющей два выхода для сульфата аммония и фугата соответственно, при этом выход для фугата соединен с нейтрализатором, согласно изобретению она снабжена фильтром очистки от взвешенной органики, установленным перед нейтрализатором на линии подачи отходов акрилатных производств, подводами для реагента и для фильтрованного отхода акрилатных производств, установленными в трубопроводе, соединяющем нейтрализатор и циркуляционный насос, кристаллоприемником-фазоразделителем, установленным между циркуляционным насосом, и теплообменником, и снабженным входом, соединенным с циркуляционным насосом и тремя выходами для верхнего слоя высокомолекулярной органики, очищенного насыщенного раствора с мелкими кристаллами и очищенного насыщенного раствора с крупными кристаллами, последний из которых соединен с центрифугой, а выход очищенного насыщенного раствора с мелкими кристаллами соединен через буферную емкость и дополнительный циркуляционный насос с теплообменником, а кристаллоприемник и нейтрализатор снабжены дополнительными выходами для высокомолекулярной органики, при этом все выходы для высокомолекулярной органики соединены с приемной емкостью для получения пластификатора, снабженной также входом для подачи щелочи и выходом для отвода пластификатора.
Кроме того, установка может быть дополнительно снабжена рН-метрами, установленными на кристаллоприемнике-фазоразделителе и перед ним. Кристаллоприемник-фазоразделитель и кристаллоприемник со стороны выхода очищенного насыщенного раствора с мелкими кристаллами могут быть снабжены «утками», при этом выходы для очищенного насыщенного раствора с мелкими кристаллами расположены ниже уровня, соответствующего выходам для высокомолекулярной органики. Кристаллоприемник-фазоразделитель выполнен объемом не менее чем 200 м3. Заявляемая установка может быть снабжена смотровыми окнами, смонтированными на линиях отвода высокомолекулярной органики из кристаллоприемника-фазоразделителя, кристаллоприемника, нейтрализатора, а количество вакуум-выпарных аппаратов может быть взято не менее 8, при этом вакуум-выпарные аппараты выполнены и установлены в технологической линии с возможностью последовательного увеличения степени вакуумирования.
Заявляемая группа изобретений поясняется чертежом, на котором представлена принципиальная технологическая схема заявляемой установки, на которой тонкими линями обозначены элементы установки, присутствующие в наиболее близком техническом решении, а жирными линиями - вновь введенные элементы. Позициями на чертеже обозначены: 1-5 - вакуум-выпарные аппараты, 6 - кристаллопремник, 7 - центрифуга, 8 - нейтрализатор, 9 - насос циркуляционный, 10 - теплообменник, 11 - фильтр, 12 - кристаллоприемник-фазоразделитель, 13 и 14 - рН-метры, 15 и 18 - «утки», 16 - буферная емкость, 17 - насос циркуляционный, 19 - 21 - смотровые окна, 22 - приемная емкость.
Переработку сернокислотных отходов акрилатных производств осуществляют по безотходной технологии в непрерывном режиме по технологической схеме (см. чертеж), где сернокислотный отход фильтруют от взвешенной органики на фильтре 11; нейтрализуют до рН 5,3-5,5 в нейтрализаторе 8; в нейтрализованный раствор на линии нейтрализатора 8 и насоса циркуляционного 9 периодически подают реагент, в качестве которого используют алюмохлорид, при этом реагент подают в количестве, обеспечивающем концентрацию алюминия 50-300 мг/л в растворе; нейтрализованный раствор с алюмохлоридом подкисляют до рН 4,2-4,6 фильтрованным сернокислотным отходом на фильтре 11; рН подкисленного раствора контролируют в двух точках промышленными рН-метрами 13 и 14; под действием алюмохлорида при рН 4,2-4,6 в кристаллоприемнике-фазоразделителе 12 происходит разделение фаз подкисленного раствора на верхний слой высокомолекулярной органики и нижний слой очищенного насыщенного раствора с кристаллами сульфата аммония; концентрация алюминия 50-300 мг/л и время пребывания подкисленного раствора не менее 1 часа при рН 4,2-4,6 в кристаллоприемнике-фазоразделителе 12 обеспечивает разделение фаз высокомолекулярная органика - очищенный насыщенный раствор с кристаллами и укрупнение кристаллов в очищенном насыщенном растворе; очищенный насыщенный раствор с мелкими кристаллами через «утку» 15 и буферную емкость 16 подается насосом циркуляционным 17 в теплообменник 10 и далее на вакуум-выпарные аппараты 1-5 для удаления воды и низкомолекулярной органики вместе с конденсатом сокового пара; очищенный насыщенный раствор с вакуум-выпарных аппаратов 1-5 поступает в кристаллоприемник 6, где концентрация алюминия 50-300 мг/л в растворе обеспечивает дополнительное разделение фаз и укрупнение кристаллов; с кристаллоприемника-фазоразделителя 12 и кристаллоприемника 6 очищенные насыщенные растворы с укрупненными кристаллами поступают на центрифугу 7, где получают чистые и белые кристаллы сульфата аммония и чистый фугат; очищенный насыщенный раствор с мелкими кристаллами с кристаллоприемника 6 через «утку» 18 и чистый фугат с центрифуги 7 поступают в нейтрализатор 8; верхний слой высокомолекулярной органики с кристаллоприемника-фазоразделителя 12, кристаллоприемника 6 и нейтрализатора 8 через смотровые окна 19-21 непрерывно поступает в приемную емкость 22, где высокомолекулярную органику нейтрализуют щелочью до рН 7,7 и получают пластификатор.
Реагент-алюмохлорид представляет собой гидролизованный раствор хлорида алюминия и является неликвидным отходом производства фенола и ацетона кумольным методом, выпускается по ТУ 5152-005-47773738-2002 с массовой концентрацией основного вещества (в пересчете на хлорид алюминия) 17-27%.
При нейтрализации с повышением рН и высокой температуре 90°С в разбавленных растворах алюмохлорида в результате гидролиза хлорида алюминия присутствуют полиядерные гидроксихлоридные комплексы (ПГХК) состава
[ALx(ОН)yCI3x-y·Z·H2O]n, где: n≥1 - степень разбавления или фактор гидролитической полимеризации; x>1/3; y<3; 2,4≤Z≤4,5 (Гетманцев С.В. и др. Особенности механизма коагуляции и строения полиоксихлорида алюминия / Водоснабжение и санитарная техника, 2003, №9, с.25-27; Олле Соренссон. Полиалюмохлорид - современный флокулянт для водоочистки / Водоснабжение и санитарная техника, 2001, №3, с.32-34).
Механизм действия алюмохлорида с концентрацией алюминия 50-300 мг/л в растворе на разделение фаз высокомолекулярная органика - водный насыщенный раствор сульфата аммония возможно связан с образованием при рН 5,3-5,5 солевого комплекса сильной полисульфокислоты R(SO3H)k(SO3NH4)1 и ГПХК. При подкислении до рН 4,2-4,6 фильтрованным сернокислотным отходом нейтрализованного раствора с алюмохлоридом под действием еще более сильной серной кислоты сернокислотного отхода возможно солевой комплекс распадается с образованием нерастворимой полисульфокислоты или высокомолекулярной сульфированной органики и растворимого ГПХК в очищенном насыщенном растворе сульфата аммония.
Содержание алюминия 50-300 мг/л в очищенном насыщенном растворе кристаллоприемника-фазоразделителя 12 постоянно контролируют. При снижении концентрации алюминия до 50 мг/л периодически подают алюмохлорид и доводят содержание его до 300 мг/л. Содержание алюминия в циркулирующем растворе менее чем 50 мг/л недостаточно для разделения фаз, а при содержании более чем 300 мг/л алюминий в диапазоне рН 4,2-5,5 выпадает из насыщенного раствора в виде гидроксида алюминия, загрязняя технологические потоки, сульфат аммония и пластификатор, забивает трубы теплообменника и переходы вакуум-выпарных аппаратов, замедляет кристаллообразование и рост кристаллов в вакумм-выпарных аппаратах, кристаллоприемнике и кристаллоприемнике-фазоразделителе. Содержание растворенного алюминия менее 300 мг/л в виде ГПХК в насыщенном растворе положительно влияет на рост кристаллов сульфата аммония, способствуя их укрупнению в кристаллоприемнике-фазоразделителе и кристаллоприемнике.
Получаемый в процессе переработки сернокислотных отходов акрилатных производств сульфат аммония представляет собой чистые и белые кристаллы с массовой долей крупных кристаллов с размером (0,2-0,63) мм на 10% больше, чем по требованию ТУ 2181-008047773778-2003.
Получаемый в процессе переработки сернокислотных отходов акрилатных производств пластификатор имеет плотность 1,20-1,22 г/см3, соответственно температуру кипения 96°С, замерзания -30°С, вспышки в закрытом тигле не менее 62°С, условную вязкость при 20°С и 80°С соответственно 11,7 и 2,2 усл. град., зольность 0,05% при 900°С и состав (массовая доля, %): содержание основного вещества не менее 61; содержание сульфатов в пересчете на сульфат натрия не более 0,5; содержание аммиака не более 0,01.
Основным преимуществом заявленных технических решений по сравнению с прототипом является переработка сернокислотных отходов акрилатных производств по безотходной технологии в непрерывном режиме с получением одновременно двух ценных продуктов более высокого качества - сульфата аммония и пластификатора. Заявленная группа изобретений содержит совокупность существенных отличительных признаков и преимуществ, а именно новую последовательность известных в науке и технике операций, реагент, условия осуществления процесса и аппаратурное оформление. Это позволяет сделать вывод о соответствии заявленных технических решений критерию «изобретательский уровень».
Ниже представлены примеры реализации заявляемых технических решений, наглядно демонстрирующие преимущества безотходной технологии.
Технические решения были реализованы на установке (см. чертеж), где наряду с устройствами используемыми в соответствии с Технологическим регламентом, также были использованы в качестве новых устройств: фильтр 11, кристаллоприемник-фазоразделитель 12, рН-метры 13 и 14, «утки» 15 и 18, буферная емкость 16, насос циркуляционный 17, смотровые окна 19-21 и приемная емкость 22.
В качестве фильтрующего материала в фильтре 11 использовалась ткань «подкладочная импортная» с артикулом RV-06-083.
Кристаллоприемник-фазоразделитель 12 предназначен для приема 22-25% мелких кристаллов сульфата аммония, образующихся на стадии нейтрализации, и для их дальнейшего укрупнения или роста в очищенном насыщенном растворе под влиянием алюминия с концентрацией 50-300 мг/л в течение времени пребывания более 1 часа, а также для фазового разделения подкисленного раствора с рН 4,2-4,6 под действием алюмохлорида на верхний слой высокомолекулярной органики и нижний слой очищенного насыщенного раствора с кристаллами сульфата аммония.
Кристаллоприемник 6 имеет рабочий объем 20 м3, а кристаллоприемник-фазоразделитель 12 - рабочий объем 200 м3. По конструкции кристаллоприемник-фазоразделитель 12 такой же, как и кристаллоприемник 6. Насос циркуляционный 17 по конструкции и производительности 150-200 м3/ч такой же, как и насос циркуляционный 9. При рабочем объеме соответственно 20 м3 и 200 м3 кристаллоприемника 6, кристалоприемника-фазоразделителя 12 и производительности 150-200 м3/ч насосов циркуляционных 9 и 17 время пребывания циркулирующего насыщенного раствора составляет соответственно 0,1-0,13 ч в кристаллоприемнике 6 и 1-1,3 ч в кристаллоприемнике-фазоразделителе 12. По конструкции смотровые окна 19-21, промышленные рН-метры 13 и 14, «утки» 15 и 18 могут быть изготовлены в соответствии с Технологическим регламентом (см. выше). В процессе переработки сернокислотных отходов акрилатных производств показания значений рН промышленных рН-метров 13 и 14 на потоке перед кристаллоприемником-фазоразделителем и непосредственно в кристаллоприемнике-фазоразделителе 12 должны находиться в требуемом диапазоне рН 4,2-4,6.
Буферная емкость 16 и приемная емкость 22 представляют собой цилиндрические аппараты с рабочими объемами соответственно 15 м3 и 20 м3.
Пример 1
Переработка сернокислотного отхода акрилатных производств осуществлялась на установке (см. чертеж). Сернокислотный отход производства метилметакрилата и метилакрилата имеет состав (массовая доля, %): серная кислота 22,4; бисульфат аммония 33,4 и суммарная органика 3,6, в том числе взвешенная органика 0,32. Только сернокислотный отход непрерывно фильтровали от взвешенной органики, а затем нейтрализовали газообразным аммиаком и поддерживали рН в интервале 5,3-5,5 в нейтрализаторе при температуре 90°С. Нагрузка по сернокислотному маточному раствору была 8000 кг/ч. Объемная скорость циркуляции технологического раствора циркуляционными насосами была 150-200 м3/ч (согласно техрегламенту). Алюмохлорид не подавали, подкисление сернокислотным отходом не проводили. Показания рН-метра 14 было 5,4, а рН-метра 13 было 5,5 и находились в регламентном интервале рН 5,3-5,5. Время пребывания технологического раствора в кристаллоприемнике-фазоразделителе составило 1-1,3 ч. Фазовое разделение контролировали по наличию верхнего слоя органики и по цвету насыщенного раствора представительной пробы с кристаллоприемника-фазоразделителя. Так, цвет представительной пробы насыщенного раствора с кристаллоприемника-фазоразделителя был темно-коричневым с кристаллами сульфата аммония, разделение фаз на слой органики и очищенного раствора не происходило. Крупные кристаллы (пульпа) с конической части кристаллоприемника-фазоразделителя и кристаллоприемника поступали на центрифугу. Получили сульфата аммония 5700 кг/ч, представляющий собой слабоокрашенные кристаллы, которые по физико-химическим показателям соответствовали требованиям ТУ 2181-008-47773778-2003 (сульфат аммония, побочный продукт акрилатных производств), только массовая доля фракции кристаллов с размером (0,2-0,63) мм была на 5% больше, чем по требованию ТУ. Увеличение массовой доли крупных кристаллов было связано с увеличением времени роста кристаллов или времени пребывания насыщенного раствора в кристаллоприемнике-фазоразделителе. Высокомолекулярной органики и пластификатора не получили.
Пример 2
Переработка сернокислотного отхода акрилатных производств производилась аналогично примеру 1, фильтрованный сернокислотный отход нейтрализовали газообразным аммиаком при той же температуре, только в нейтрализаторе рН поддерживали в требуемом интервале 4,2-4,6. Величины значении рН было 4,6 для рН-метра 14 и 4,2 для рН-метра 13 и находились в требуемом интервале рН 4,2-4,6. Результаты были получены аналогичные примеру 1.
Пример 3
Переработка сернокислотного отхода акрилатных производств осуществлялась аналогично примеру 1, только в насыщенный нейтрализованный раствор с рН 5,3-5,5 периодически подавали алюмохлорид до содержания алюминия 20 мг/л. Нейтрализованный раствор с алюмохлоридом подкисляли до требуемого диапазона рН 4,2-4,6 фильтрованным сернокислотным отходом. Показания рН-метров 13 и 14 были соответственно 4,5 и 4,2 и находились в требуемом диапазоне рН 4,2-4,6. Цвет представительной пробы насыщенного раствора с кристаллоприемника-фазоразделителя был уже светло-коричневым. Под действием алюмохлорида при содержании алюминия 20 мг/л в растворе происходит неполное разделение фаз на верхний слой органики и очищенный раствор. Результаты аналогичны примеру 1, только массовая доля крупной фракции кристаллов с размером (0,2-0,63) мм уже на 6% больше, чем по требованию ТУ. Увеличение массовой доли крупной фракции с 5% (пример 1) до 6% в данном примере связано с дополнительным положительным влиянием присутствия алюминия на рост кристаллов сульфата аммония в насыщенном растворе. Было получено 40 кг/ч высокомолекулярной органики. Нейтрализацией щелочью до рН 7,7 высокомолекулярной органики в приемной емкости было получено 60 кг/ч пластификатора состава (массовая доля, %): содержание основного вещества 62; содержание сульфатов в пересчете на сульфат натрия 0,4; содержание аммиака 0,008.
Пример 4
Переработка сернокислотного отхода акрилатных производств осуществлялась аналогично примерам 1 и 3. Периодически подавали алюмохлорид в нейтрализованный раствор с содержанием алюминия 20 мг/л (пример 3) и доводили концентрацию алюминия до 50 мг/л. Нейтрализованный раствор с рН 5,3-5,5 и содержанием алюминия 50 мг/л подкисляли фильтрованным сернокислотным отходом до требуемого диапазона рН 4,2-4,6. Показания промышленных рН-метров 13 и 14 соответственно были 4,4 и 4,6 и находились в требуемом диапазоне рН 4,2-4,6. Цвет очищенного насыщенного раствора с кристаллоприемника-фазоразделителя был прозрачный, светлый с желтоватым оттенком из-за присутствия низкомолекулярной органики и с верхним слоем высокомолекулярной органики. После стадии вакуум-выпарки воды и низкомолекулярной органики цвет насыщенного раствора сульфата аммония с кристаллоприемника и фугата с центрифуги был прозрачным. Время пребывания более 1 ч подкисленного раствора в кристаллоприемнике-фазоразделителе, а также концентрация алюминия 50 мг/л в очищенном насыщенном растворе обеспечило как в кристаллоприемнике-фазоразделителе, так и в кристаллоприемнике рост или укрупнение кристаллов. С конической части кристаллоприемника-фазоразделителя и кристаллоприемника крупные кристаллы (пульпа) поступали на центрифугу. Было получено 5700 кг/ч сульфата аммония, представляющего собой чистые и белые кристаллы, которые по физико-химическим показателям соответствовали требованиям ТУ 2181-008-47773778-2003 (сульфат аммония, побочный продукт акрилатных производств). Массовая доля крупной фракции кристаллов с размером (0,2-0,63) мм была на 10% больше чем по требованию ТУ. Увеличение массовой доли крупной фракции с 5% (пример 1) и 6% (пример 2) до 10% связано с положительным влиянием данной концентрации алюминия на кристаллообразование и рост кристаллов сульфата аммония в очищенном насыщенном растворе кристаллоприемника-фазоразделителя и кристаллоприемника. Верхние слои высокомолекулярной органики с кристаллоприемника-фазоразделителя, а также с нейтрализатора и кристаллоприемника, которые накопились в предыдущих испытаниях (см. примеры 1 и 2) при переработке сернокислотного отхода без подачи алюмохлорида, непрерывно по смотровым фонарям выводились в приемную емкость. Было получено 80 кг/ч высокомолекулярной органики, нейтрализацией которой в приемной емкости щелочью до рН 7,7 было получено 110 кг/ч пластификатора состава (массовая доля, %): содержание основного вещества 68; содержание сульфатов в пересчете на сульфат натрия 0,2; содержание аммиака 0,005.
Пример 5
Переработка сернокислотного отхода акрилатных производств осуществлялась аналогично примерам 1 и 4, только периодически подавали алюмохлорид в нейтрализованный раствор и доводили содержание алюминия с 50 мг/л (пример 4) до 170 мг/л в растворе. Результаты были получены аналогичные примеру 4.
Пример 6
Переработка сернокислотного отхода акрилатных производств осуществлялась аналогично примерам 1,4 и 5, при этом периодически подавали алюмохлорид и доводили содержание алюминия с 170 мг/л (пример 5) до 300 мг/л в растворе. Результаты были получены аналогичные примеру 4.
Пример 7
Переработка сернокислотного отхода акрилатных производств осуществлялась аналогично примерам 1,4-6, только периодически подавали алюмохлорид и доводили содержание алюминия с 300 мг/л (пример 6) до 490 мг/л в растворе. Под действием алюмохлорида в требуемом диапазоне рН 4,2-4,6 происходит разделение фаз в кристаллоприемнике-разделителе на верхний слой органики и нижний очищенный насыщенный раствор. Цвет представительной пробы очищенного раствора прозрачный, светлый с желтоватым оттенком и верхним слоем высокомолекулярной органики, но с хлопьями гидроксида алюминия в насыщенном растворе. С кристаллоприемника-фазоразделителя очищенный насыщенный раствор с мелкими кристаллами и хлопьями гидроксида алюминия через «утку», буферную емкость, циркуляционный насос, теплообменник, вакуум-выпарные аппараты, кристаллоприемник поступал в нейтрализатор. Из-за присутствия гидроксида алюминия в циркулирующем насыщенном растворе наблюдалось пенообразование на стадии вакуум-выпарки, а также переброс насыщенного раствора с вакуум-выпарных аппаратов в емкость приема конденсата сокового пара. Гидроксид алюминия вместе с мелкими кристаллами сульфата аммония очищенного насыщенного раствора часто забивали трубчатый теплообменник, переходы вакуум-выпарных аппаратов, технологические линии, то есть приводили к технологическим проблемам, вплоть до прекращения переработки сернокислотного отхода через некоторое время. С кристаллоприемника-фазоразделителя и кристаллоприемника кристаллы сульфата аммония с гидроксидом алюминия поступали на центрифугу. Было получено 5700 кг/ч сульфата аммония, представляющего собой белые кристаллы с сероватым оттенком. Сульфат аммония по внешнему виду, гранулометрическому составу и массовой доле нерастворимых веществ в воде не соответствовал требованиям ТУ 2881-008-47773778-2003. Так массовая доля мелкой фракции кристаллов с размером менее 0,2 мм составляла до 50%, в отличие от нормы не более 20% по ТУ, а массовая доля нерастворимых веществ в воде 0,12%, в отличие от нормы не более 0,04% по ТУ. Увеличение массовой доли нерастворимых веществ в воде сверх норматива ТУ связано с попаданием в сульфат аммония гидроксида алюминия. Высокомолекулярная органика с кристаллоприемника-фазоразделителя и частично с кристаллоприемника и нейтрализатора прерывисто через смотровые фонари поступала в приемную емкость. В высокомолекулярной органике были обнаружены рыхлые сгустки гидроксида алюминия, которые разрушались при перемешивании с образованием однородной массы органики. Было получено 80 кг/ч высокомолекулярной органики, нейтрализацией которой в приемной емкости щелочью до рН 7,7 было получено 110 кг/час пластификатора состава (массовая доля, %): содержание основного вещества 65; содержание сульфатов в пересчете на сульфат натрия 0,2; содержание алюминия (в виде гидроксида алюминия) 0,02.
Пример 8
Переработка сернокислотного отхода акрилатных производств осуществлялась аналогично примерам 1 и 4-6, только нагрузка по сернокислотному отходу была 12000 кг/ч. Содержание алюминия в растворе и рН подкисленного раствора поддерживались соответственно в требуемом диапазоне концентрации 50-300 мг/л и рН 4,2-4,6. Результаты были получены аналогичные примерам 4-6, только было получено сульфата аммония 8500 кг/ч, высокомолекулярной органики 120 кг/ч и пластификатора 160 кг/ч.
Пример 9
Переработка сернокислотного отхода акрилатных производств осуществлялась аналогично примерам 1 и 4-6, только нагрузка по сернокислотному маточному раствору была 16000 кг/ч. Содержание алюминия в растворе и рН подкисленного раствора поддерживались в требуемом диапазоне концентрации 50-300 мг/л и рН 4,2-4,6. Результаты были получены аналогичные примерам 4-6, только было получено сульфата аммония 11000 кг/ч, органики 150 кг/ч и пластификатора 200 кг/ч.
Примеры 4-6, 8, 9 показывают эффективность предлагаемых технических решений по переработке сернокислотных отходов по безотходной технологии в непрерывном режиме с получением сульфата аммония более высокого качества и дополнительного ценного продукта - пластификатора. Предлагаемый способ и установка для переработки сернокислотных отходов акрилатных производств по безотходной технологии с одновременным получением сульфата аммония и пластификатора имеет экономический и экологический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИОКСИХЛОРИДОВ АЛЮМИНИЯ | 2010 |
|
RU2442748C1 |
| СПОСОБ НЕЙТРАЛИЗАЦИИ КИСЛОТНЫХ ПРИМЕСЕЙ ПРИ ПРОИЗВОДСТВЕ АКРИЛАТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2443675C1 |
| СПОСОБ ОБЕССОЛИВАНИЯ ФЕНОЛЬНОЙ СМОЛЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2454393C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА, АЦЕТОНА, α-МЕТИЛСТИРОЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2442769C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАЛКИЛМЕТАКРИЛАТНЫХ ПРИСАДОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466146C1 |
| СПОСОБ ОЧИСТКИ АБГАЗОВ ОКИСЛЕНИЯ КУМОЛА | 2005 |
|
RU2300412C2 |
| СПОСОБ ПЕРЕРАБОТКИ РЕАКЦИОННЫХ МАСС, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ ДЕТОКСИКАЦИИ ЛЮИЗИТА | 2008 |
|
RU2359725C1 |
| Способ переработки отходов акрилатных производств | 1988 |
|
SU1594156A1 |
| Способ очистки сточных вод коксохимического производства и комплекс для реализации этого способа | 2023 |
|
RU2814341C1 |
| Способ получения литиевого концентрата из литиеносных природных рассолов и его переработки в хлорид лития или карбонат лития | 2017 |
|
RU2659968C1 |
Группа изобретений относится к области химической технологии, в частности к способам переработки отходов коксохимической, химической и нефтехимической промышленности. Сернокислотный отход фильтруют от взвешенной органики в фильтре 11. Проводят нейтрализацию сернокислотного отхода газообразным аммиаком до рН 5,3-5,5 в нейтрализаторе 8. В нейтрализованный раствор вводят алюмохлорид. Затем нейтрализованный раствор с алюмохлоридом подкисляют до рН 4,2-4,6 фильтрованным сернокислотным отходом. Подкисленный раствор направляют в кристаллоприемник-фазоразделитель 12. После обработки в кристаллоприемнике-фазоразделителе 12 очищенный насыщенный раствор с укрупненными кристаллами сульфата аммония подают на центрифугу 7. Очищенный насыщенный раствор с мелкими кристаллами сульфата аммония через «утку» 15 и буферную емкость 16 подают в теплообменник 10 и далее на вакуум-выпарные аппараты 1-5. Верхний слой высокомолекулярной органики непрерывно отводят из кристаллоприемника-фазоразделителя 12, кристаллоприемника 6 и нейтрализатора 8 в приемную емкость 22 для получения пластификатора. Группа изобретений создает безотходную технологию переработки сернокислотных отходов акрилатных производств в непрерывном режиме с получением сульфата аммония более высокого качества и пластификатора. 2 н. и 6 з.п. ф-лы, 1 ил.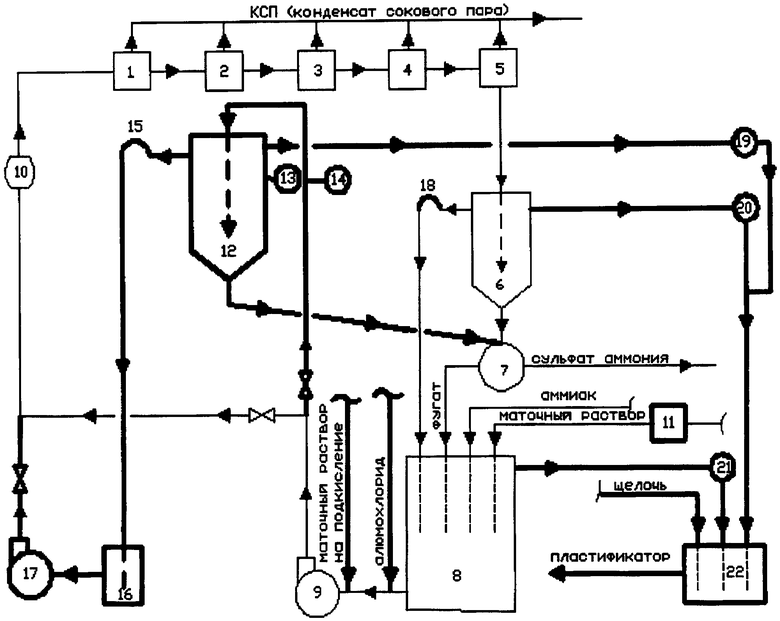
1. Способ переработки сернокислотных отходов акрилатных производств, загрязненных низкомолекулярной, взвешенной и высокомолекулярной органикой, представляющий собой замкнутый технологический цикл, включающий стадии нейтрализации отходов газообразным аммиаком до рН 5,3-5,5 при температуре не более 90°С, подогрева полученного нейтрализованного раствора до температуры 105°С, удаления воды и низкомолекулярной органики путем вакуум-выпарки из нейтрализованного раствора с получением насыщенного раствора с кристаллами сульфата аммония, разделения последнего на насыщенный раствор с мелкими кристаллами и насыщенный раствор с крупными кристаллами сульфата аммония, центрифугирования насыщенного раствора с крупными кристаллами сульфата аммония с получением сульфата аммония, при этом насыщенный раствор с мелкими кристаллами со стадии разделения и фугат со стадии центрифугирования направляют на стадию нейтрализации, замыкая тем самым циркуляционный контур, отличающийся тем, что сернокислотный отход перед нейтрализацией фильтруют от взвешенной органики, а между стадиями нейтрализации и подогрева осуществляют периодическую подачу в нейтрализованный раствор реагента, в качестве которого используют алюмохлорид, при этом реагент вводят в количестве, обеспечивающем концентрацию алюминия 50-300 мг/л в растворе, затем нейтрализованный раствор с алюмохлоридом подкисляют до рН 4,2-4,6 фильтрованным сернокислотным отходом, подкисленный раствор направляют в кристаллоприемник-фазоразделитель с временем пребывания раствора не менее 1 ч для фазового разделения подкисленного насыщенного раствора на верхний слой высокомолекулярной органики и нижний слой очищенного насыщенного раствора с кристаллами сульфата аммония и роста кристаллов в очищенном насыщенном растворе, после обработки подкисленного раствора в кристаллоприемнике-фазоразделителе очищенный насыщенный раствор с выросшими кристаллами сульфата аммония подают на стадию центрифугирования, очищенный насыщенный раствор с мелкими кристаллами подают на стадию подогрева, а верхний слой высокомолекулярной органики непрерывно отводят из кристаллоприемника-фазоразделителя, а также из кристаллоприемника и нейтрализатора для получения пластификатора путем нейтрализации щелочью до рН 7,7.
2. Способ по п.1, отличающийся тем, что осуществляют контроль рН раствора в кристаллоприемнике-фазоразделителе и перед ним.
3. Установка для переработки сернокислотных отходов акрилатных производств, загрязненных низкомолекулярной, взвешенной и высокомолекулярной органикой, включающая соединенные трубопроводами по технологическому циклу нейтрализатор отходов, снабженный линиями подачи отходов акрилатных производств, нейтрализующего агента, фугата и насыщенного раствора с мелкими кристаллами сульфата аммония и выходом для нейтрализованного раствора, циркуляционный насос, теплообменник, по крайней мере, пять вакуум-выпарных аппаратов, снабженных выходами для конденсата сокового пара с низкомолекулярной органикой и насыщенного раствора с кристаллами сульфата аммония, кристаллоприемник, снабженный выходами для насыщенного раствора с мелкими кристаллами и насыщенного раствора с крупными кристаллами, последний соединен с центрифугой, имеющей два выхода для сульфата аммония и фугата соответственно, при этом выход для фугата соединен с нейтрализатором, отличающаяся тем, что она снабжена фильтром очистки от взвешенной органики, установленным перед нейтрализатором на линии подачи отходов акрилатных производств, подводами для реагента и для фильтрованного отхода акрилатных производств, установленными в трубопроводе между нейтрализатором и циркуляционным насосом, кристаллоприемником-фазоразделителем, установленным по технологическому циклу между циркуляционным насосом и теплообменником, и снабженным входом, соединенным с циркуляционным насосом, и тремя выходами для верхнего слоя высокомолекулярной органики, очищенного насыщенного раствора с мелкими кристаллами и очищенного насыщенного раствора с крупными кристаллами, последний из которых соединен с центрифугой, а выход очищенного насыщенного раствора с мелкими кристаллами соединен через буферную емкость и дополнительный циркуляционный насос с теплообменником, а кристаллоприемник и нейтрализатор снабжены дополнительными выходами для высокомолекулярной органики, при этом все выходы для высокомолекулярной органики соединены с приемной емкостью для получения пластификатора, снабженной также входом для подачи щелочи и выходом для отвода пластификатора.
4. Установка по п.3, отличающаяся тем, что она дополнительно снабжена рН-метрами, установленными на кристаллоприемнике-фазоразделителе и перед ним.
5. Установка по п.3, отличающаяся тем, что кристаллоприемник-фазоразделитель и кристаллоприемник со стороны выхода очищенного насыщенного раствора с мелкими кристаллами снабжены «утками», при этом выходы для очищенного насыщенного раствора с мелкими кристаллами расположены ниже уровня, соответствующего выходам для высокомолекулярной органики.
6. Установка по п.3, отличающаяся тем, что кристаллоприемник-фазоразделитель выполнен объемом не менее чем 200 м3.
7. Установка по п.3, отличающаяся тем, что она снабжена смотровыми окнами, смонтированными на линиях отвода высокомолекулярной органики из кристаллоприемника-фазоразделителя, кристаллоприемника, нейтрализатора.
8. Установка по п.3, отличающаяся тем, что количество вакуум-выпарных аппаратов взято не менее 8, при этом вакуум-выпарные аппараты выполнены и установлены в технологической линии с возможностью последовательного увеличения степени вакуумирования.
| Способ переработки отходов акрилатных производств | 1988 |
|
SU1594156A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУЛЬФАТА АММОНИЯ | 0 |
|
SU239280A1 |
| СПОСОБ ОЧИСТКИ ВОДЫ ОТ ЗАГРЯЗНЯЮЩИХ КОМПОНЕНТОВ | 2000 |
|
RU2175308C1 |
| Устройство для тренировки мышц | 1987 |
|
SU1447385A1 |

