Область применения изобретения
Настоящее изобретение имеет отношение к способу изготовления чувствительной пленки для измерения трещин (на) поверхности материала с использованием способа сравнительного вакуумного измерения, к чувствительной пленке для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения, к способу испытания для обнаружения поверхностных трещин компонента с использованием способа сравнительного вакуумного измерения, к использованию чувствительной пленки для измерения трещин на поверхности материала, и к самолету, имеющему чувствительную пленку для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения.
Предпосылки к созданию изобретения
В самолетах, так как существуют высокие требования техники безопасности, необходимо проверять состояние конструкции самолета. Например, если возникают трещины или разрывы в конструкции и/или в поверхности конструкции, это необходимо обнаруживать и при необходимости производить ремонтные мероприятия.
Одной из возможностей исследования образования трещин в компонентах, в дополнение к обычным неразрушающим испытаниям (NDT), является способ текущего контроля состояния конструкции (SHM), известный специалистам в данной области. Под способом текущего контроля состояния конструкции понимают текущий контроль компонентов с использованием постоянно включенных датчиков. В отличие от этого, при обычных NDT, датчики снимают с поверхности компонентов после проведения испытаний. За счет постоянно включенных датчиков при помощи SHM достигается более быстрый текущий контроль состояния конструкции, чем при обычных NDT, что приводит к снижению эксплуатационных затрат и к повышению коэффициента готовности самолета.
Одной из технологий SHM является способ сравнительного вакуумного измерения (CVM), известный специалистам в данной области. Подложка датчика или чувствительная пленка имеет различные воздушные и вакуумные каналы, а именно так называемые туннели, причем воздушные туннели имеют атмосферное давление, а вакуумные туннели имеют атмосферу парциального вакуума или вакуума. Чувствительную пленку приклеивают к проверяемому компоненту. Если при эксплуатации конструкции самолета образуется трещина на поверхности под CVM датчиком, то воздух будет вытекать из воздушных туннелей через трещину в вакуумный канал. Изменение перепада давлений между вакуумным туннелем и воздушным туннелем позволяет получить сигнал для обнаружения трещины.
До настоящего времени, воздушные и вакуумные каналы в чувствительной пленке создают с использованием реплик (способов литья) или с использованием лазерной литографии. При использовании реплик, сначала создают негативную форму, которая имеет вакуумные и воздушные туннели. Затем в эту форму заливают мономерную или олигомерную реакционную смесь, которая застывает в ней. Полученный позитив представляет собой CVM датчик, а именно пластиковую пленку, которая имеет вакуумные и воздушные туннели.
В заявке на патент ФРГ No.102004057290 A1 описано введение (создание) вакуумных и воздушных туннелей с использованием лазерной литографии в подложку датчика или в чувствительную пленку. Пластик или полимер испаряется лазерным лучом за счет локального введения теплоты. Желательную картину туннелей создают за счет соответствующего бокового перемещения лазера. Глубину удаления материала с поверхности регулируют за счет отношения скорости перемещения и интенсивности излучения лазера и за счет числа проходов лазера. Однако очень трудно задать требуемую мощность лазера и точную скорость перемещения, чтобы точно установить глубину туннелей. Часто необходимо множество проходов, чтобы получить точную конфигурацию туннелей.
Сущность изобретения
Задачей настоящего изобретения является создание чувствительной пленки, которая подходит для использования в способе сравнительного вакуумного измерения.
В соответствии с одним из аспектов настоящего изобретения предлагается способ изготовления чувствительной пленки для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения. Туннели, имеющие заданное направление, фрезеруют с использованием фрезерного устройства вдоль поверхности чувствительной пленки, изготовленной из пластика (пластмассы).
В соответствии с другим аспектом изобретения предлагается чувствительная пленка для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения, причем указанную чувствительную пленку изготавливают с использованием указанного здесь выше способа изготовления.
В соответствии с еще одним аспектом изобретения предлагается способ испытания для обнаружения поверхностных трещин компонента с использованием способа сравнительного вакуумного измерения, в котором для испытания используют чувствительную пленку, которая была изготовлена с использованием указанного здесь выше способа изготовления. На поверхность чувствительной пленки наносят адгезивный слой. Чувствительную пленку накладывают на поверхность компонента. Вакуумную атмосферу создают в туннеле, и изменение вакуумной атмосферы в туннеле измеряют с использованием измерительного устройства.
В соответствии с еще одним аспектом изобретения описанную здесь выше чувствительную пленку используют для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения.
В соответствии с еще одним аспектом изобретения предлагается самолет, имеющий описанную здесь выше чувствительную пленку для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения.
За счет использования в способе изготовления чувствительной пленки, вместо сложных и дорогих лазерных технологий, фрезерного устройства или микрофрезерного устройства, можно получить заданный ход туннелей вдоль поверхности чувствительной пленки, так что на поверхности датчика (чувствительной пленки) может быть образована желательная картина туннелей, имеющих заданную глубину. Способ удаления материала для создания туннелей с использованием фрезерования является более быстрым и дешевым по сравнению с удалением материала при помощи лазера. Это связано с тем, что стоимость приобретения и эксплуатации лазерной системы является высокой по сравнению с фрезерным или микрофрезерным устройством. Кроме того, для удаления материала при помощи лазера требуется больше времени, так как глубину туннелей получают с использованием сложного контроля сильно изменяющихся параметров. Так, например, чтобы получить специфическую глубину туннеля, скорость подачи необходимо выбрать очень точно в соответствии с интенсивностью лазерного излучения. Чтобы получить специфическую глубину или ширину туннелей, иногда приходится производить множество проходов лазера по туннелю, пока не будет достигнут желательный результат. За счет использования фрезерного устройства, желательную глубину и ширину туннелей можно получить всего только за один проход, если, например, фрезерная головка точно ориентирована. Таким образом, могут быть снижены время изготовления и издержки производства.
Более того, края стенок туннеля преимущественно получают очень гладкими, так что может быть обеспечена герметичность между компонентом поверхности и чувствительной пленкой, что позволяет измерять возможный воздухообмен и/или обнаруживать очень малые трещины в поверхности. При удалении материала лазером, крупные зерна продуктов испарения лазером типично образуются на краях стенок туннеля. За счет использования способа микрофрезерования могут быть созданы более гладкие края стенок туннеля, чем при удалении материала лазером. Это позволяет существенно повысить достоверность (точность) измерения.
Термин "туннель" следует понимать как канавку, и/или канал, или сквозной паз, имеющие переменную глубину или проникающие насквозь через материал чувствительной пленки. Заданная ширина туннелей от 100 до 250 мкм может быть создана с использованием микрофрезерования.
В соответствии с еще одним примерным вариантом чувствительную пленку раскладывают на столе с вакуумным зажимом и создают вакуум, чтобы закрепить чувствительную пленку. Таким образом, чувствительная пленка может быть закреплена очень точно и осторожно, для проведения обработки или фрезерования. Чувствительная пленка может быть закреплена без использования дополнительных средств, только за счет созданного парциального вакуума, так что во время обработки не будут возникать деформации чувствительной пленки.
В соответствии с еще одним примерным вариантом используют фрезерное устройство для фрезерования туннелей с использованием высокоскоростного фрезерования, причем фрезерное устройство имеет скорость от 19,000 до 21,000 оборотов в минуту (об/мин). Гладкость стенок туннелей может быть улучшена при повышении скорости, за счет чего затем может быть повышена точность измерения. Только один проход (фрезы) необходим для достижения хорошей гладкости.
В соответствии с еще одним примерным вариантом чувствительную пленку перед началом фрезерования сначала закаляют при первой температуре в течение первого временного интервала. Затем чувствительную пленку охлаждают до температуры окружающей среды в течение второго временного интервала. Пластик за счет закалки получает улучшенные структурные свойства для фрезерования. При закалке твердое тело нагревают до температуры ниже температуры плавления. Закалку осуществляют при первой температуре в течение первого временного интервала, компенсируют структурные дефекты, чтобы получить более низкую свободную энтальпию. После нагрева и/или закалки при первой температуре в течение первого временного интервала, чувствительную пленку медленно охлаждают до температуры окружающей среды в течение второго временного интервала. Так как пластики часто являются достаточно жесткими, то закалка позволяет улучшить их обрабатываемость. За счет закалки происходит твердение пластика и, следовательно, снижение его жесткости. Это снижение жесткости пластика может быть приписано процессу частичной кристаллизации пластика или полимеров, вызванному закалкой. Поэтому могут быть улучшены свойства пластика, такие как жесткость или коробление, так что дальнейшая обработка существенно упрощается и улучшается.
В соответствии с еще одним примерным вариантом чувствительную пленку закаляют при первой температуре ориентировочно от 280 до 320°С в течение первого временного интервала от 8 до 12 минут.
В соответствии с еще одним примерным вариантом настоящего изобретения туннели фрезеруют в чувствительной пластинке (в чувствительной пленке) на заданную глубину. Заданная глубина может быть создана с использованием фрезерования. Заданная глубина может составлять от 25 до 100 мкм, в зависимости от толщины чувствительной пластинки. По сравнению с образованием туннеля за счет лазерного удаления материала заданная глубина может быть создана с использованием способа фрезерования, например всего при одном проходе фрезы. Множество проходов не являются необходимыми, так что туннель может быть образован в чувствительной пленке очень быстро и дешево.
В соответствии с еще одним примерным вариантом туннель фрезеруют так, что образуется сквозной канал, имеющий заданный ход туннеля вдоль чувствительной пленки. Затем герметизирующий слой наносят на одну сторону сквозного канала. После нанесения герметизирующего слоя на одну сторону сквозного канала получают туннель, имеющий глубину, соответствующую толщине чувствительной пленки. При образовании сквозного канала не нужно думать о специфической заданной глубине, так что сквозной канал может быть отфрезерован очень просто. Это позволяет экономить время и снижать затраты.
В соответствии с еще одним примерным вариантом настоящего изобретения образующуюся при фрезеровании стружку сдувают во время фрезерования с использованием обдувающего сопла, причем чувствительная пленка охлаждается во время фрезерования за счет использования обдувающего сопла. Следует иметь в виду, что во время фрезерования используют высокие скорости (скорости вращения фрезы) и высокие скорости подачи, так что возникают высокие температуры. Кроме того, образующуюся при фрезеровании стружку следует удалять из зоны обработки, чтобы получить гладкие стенки туннеля. За счет использования обдувающего сопла фрезерная стружка может быть непосредственно удалена из точки обработки, причем чувствительная пленка может быть охлаждена, что позволяет использовать очень высокие скорости вращения фрезы и высокие скорости подачи.
В соответствии с еще одним примерным вариантом образующуюся при фрезеровании стружку удаляют с использованием отсасывающего устройства. Более того, чувствительная пленка охлаждается во время фрезерования за счет использования отсасывающего устройства. Отсасывающее устройство создает всасывающий поток воздуха, который удаляет фрезерную стружку и охлаждает чувствительную пленку за счет результирующего всасывающего потока, что позволяет использовать очень высокие скорости вращения фрезы и высокие скорости подачи.
В соответствии с еще одним примерным вариантом в туннеле наносят поверхностное уплотнение, а в частности металлическое лаковое уплотнение. За счет этого может быть повышена гладкость стенок туннеля, так что может быть обеспечено улучшенное измерение образования трещин на поверхности компонента. Металлическое лаковое уплотнение может представлять собой, например, серебряный цапонлак. В соответствии с еще одним примерным вариантом дополнительный туннель, имеющий дополнительный заданный ход туннеля, создают вдоль поверхности чувствительной пленки с использованием фрезерного устройства. Следовательно, множество туннелей и/или дополнительных туннелей могут быть отфрезерованы на чувствительной пленке. При дальнейшем использовании, вакуум или парциальный вакуум может быть создан в одном туннеле, а атмосферное давление может быть создано в дополнительном туннеле, так что может быть измерено образование трещины. Чем ближе друг к другу лежат туннели и дополнительные туннели, тем лучше могут быть измерены трещины или тем лучше могут быть обнаружены более мелкие трещины. Очень тонкие и/или очень узкие туннели могут быть созданы с использованием фрезерерования, что позволяет иметь очень малое расстояние между туннелями на чувствительной пленке, так что может быть улучшено измерение трещин на поверхности компонента.
В соответствии с еще одним примерным вариантом дополнительный туннель, имеющий дополнительный заданный ход туннеля, фрезеруют параллельно заданному ходу туннеля. За счет этого гарантируется измерение, вдоль специфической картины туннеля, любого типа трещин в области измерения.
В соответствии с еще одним примерным вариантом чувствительную пленку закрепляют на столе с вакуумным зажимом с использованием липкой ленты. Таким образом, чувствительная пленка может быть прижата более прочно к столу, чтобы исключить ее смещение во время фрезерования.
В соответствии с еще одним примерным вариантом пластиком является полиимид. Полиимид представляет собой термопластическую или дуроапластическую пластмассу с высокими свойствами из группы полиимидов. Полиимид может быть получен в виде пленки.
В соответствии с еще одним примерным вариантом заданный ход туннеля может быть выбран из группы, в которую входят линейный и криволинейный ходы туннеля. За счет использования, например, линейного, криволинейного или смеси линейного и криволинейного ходов туннеля область измерения компонента может быть перекрыта с использованием картины ходов туннеля, выполненных так, что может быть измерено практически любое направление распространения трещины. За счет этого достоверность измерения с использованием чувствительной пленки может быть существенно повышена.
В соответствии с еще одним примерным вариантом туннели заданной формы могут быть отфрезерованы с использованием сверлильно-фрезерного инструмента на фрезерном устройстве. Использование специфического резца или сверлильно-фрезерного инструмента позволяет создавать коническую, треугольную, круглую или прямоугольную форму поперечного сечения туннелей.
В соответствии с примерным вариантом способа испытания окружающий воздух вводят в дополнительный туннель, причем окружающий воздух дополнительного туннеля может поступать в вакуумный туннель вдоль трещины (через трещину) компонента. Изменение вакуумной атмосферы в туннеле измеряют при помощи измерительного устройства. Таким образом, воздух из дополнительных туннелей может проникать вдоль трещины компонента в туннель, имеющий вакуумную атмосферу, при этом может быть измерено изменение давления.
В соответствии с еще одним примерным вариантом производят ламинирование адгезивом. В отличие от напыления адгезива, нанесения адгезива с использованием процесса окрашивания или использования адгезивной пленки туннели остаются свободными от адгезива при ламинировании, так что результаты измерения не ухудшаются за счет адгезива.
В соответствии с еще одним примерным вариантом производят напыление адгезива. Слой адгезива может быть нанесен очень быстро с использованием напыления.
В соответствии с еще одним примерным вариантом способа испытания чувствительную пленку раскатывают (из рулона) на компонент с использованием раскатывающего устройства. Таким образом, чувствительная пленка может быть раскатана на компонент однородным образом и с неизменным заданным давлением, так что никакие (дополнительные) утечки не возникают между туннелем и окружающей средой, при этом утечка воздуха между туннелями может возникать единственно за счет трещины на поверхности компонента.
В соответствии с примерным вариантом использования чувствительную пленку используют на самолете. Так как на самолете существуют особенно высокие требования техники безопасности, то необходимо производить текущий контроль конструкции самолета и/или состояния конструкции самолета. При этом исследование трещин также необходимо производить в недоступных местах, таких как топливные баки или другие резервуары. За счет нанесения чувствительной пленки, которая может оставаться постоянно нанесенной, исследование наличия трещин в компоненте становится возможным в любое время, без длительного времени, оснащения испытательной конфигурации.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи, на которых аналогичные детали имеют одинаковые позиционные обозначения.
Краткое описание чертежей
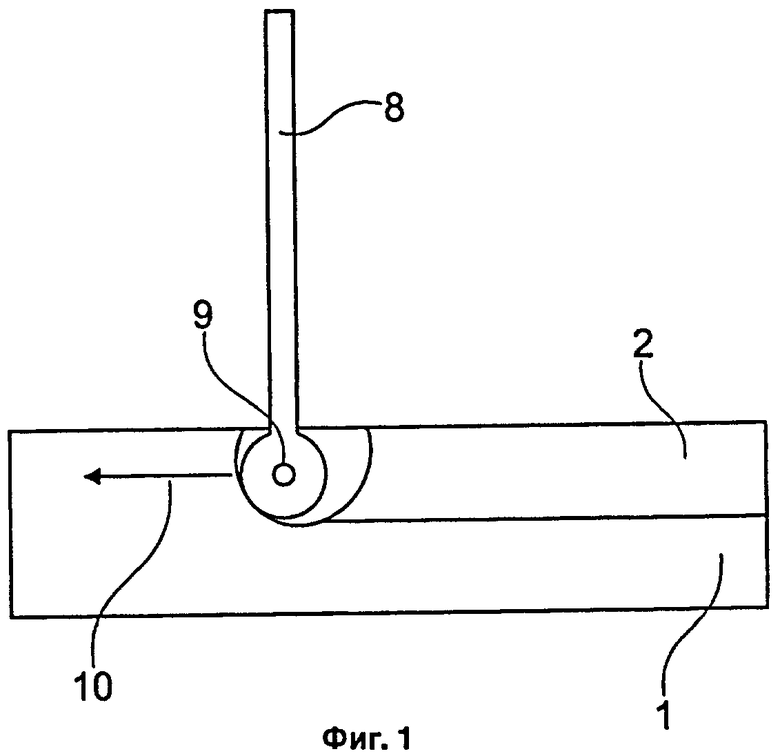
На фиг.1 схематично показано устройство для изготовления чувствительной пленки в соответствии с известным уровнем техники.
На фиг.2 схематично показана конфигурация изготовления в соответствии с примерным вариантом настоящего изобретения.
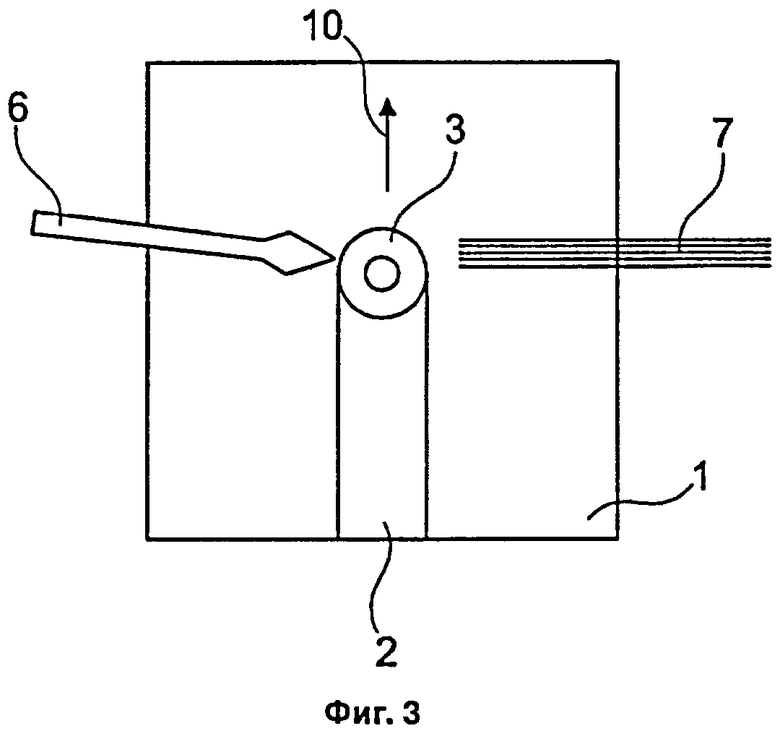
На фиг.3 схематично показан примерный вариант конфигурации изготовления, имеющей обдувающее сопло и отсасывающее устройство, в соответствии с примерным вариантом настоящего изобретения.
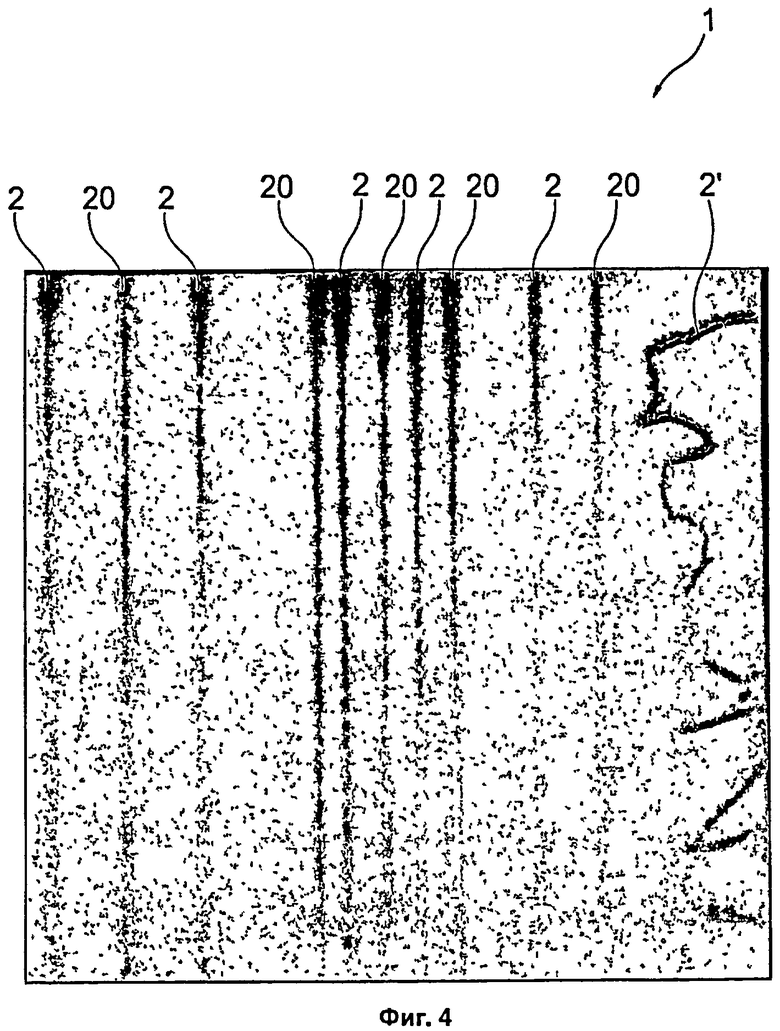
На фиг.4 схематично показана чувствительная пленка, имеющая множество туннелей в соответствии с примерным вариантом.
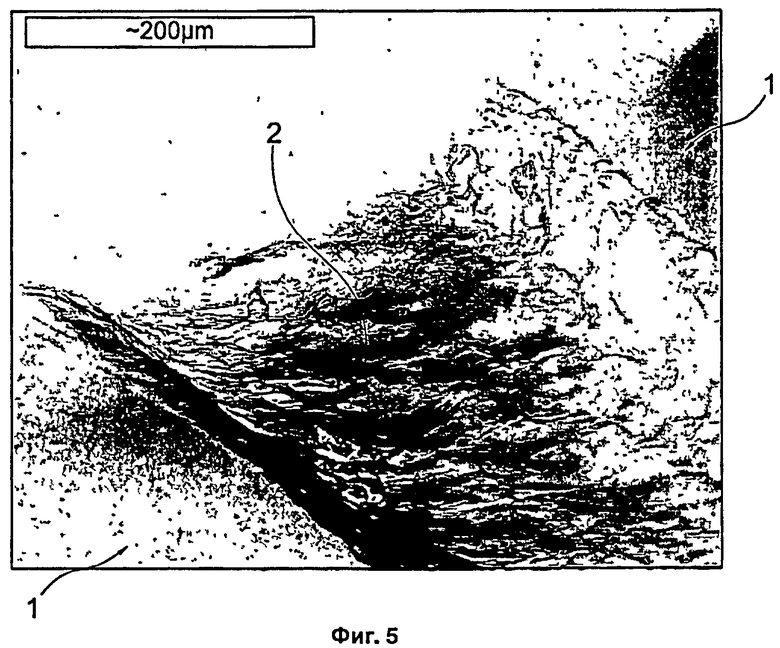
На фиг.5 показана микрофотография фрезерованного туннеля в соответствии с примерным вариантом.
Подробное описание изобретения
На фиг.2 показан примерный вариант конфигурации изготовления, при помощи которого чувствительная пленка 1 может быть изготовлена по способу в соответствии с настоящим изобретением. Туннель 2, имеющий заданный ход туннеля, фрезеруют вдоль поверхности чувствительной пленки 1 с использованием фрезерного устройства 3. Чувствительная пленка 1 представляет собой пленку из пластика.
На фиг.1 показана хорошо известная конфигурация изготовления, которую используют для изготовления чувствительной пленки, предназначенной для осуществления способа сравнительного вакуумного измерения. При помощи лазера 8 создают туннель 2 в материале 1, в зоне испарения 9 материала, возникающего за счет приложенной теплоты. Лазер 8 движется вдоль направления 10 подачи. Для получения заданной глубины туннеля 2 скорость вдоль направления 10 подачи и интенсивность излучения лазера 8 должны быть точно заданы, или же специфическая глубина может быть получена за счет множества проходов лазера поверх чувствительной пленки 1.
На фиг.2 показано устройство, при помощи которого может быть осуществлен примерный вариант заявленного способа. Сверлильно-фрезерный инструмент 3 позволяет фрезеровать туннель 2 в чувствительной пленке 1 с использованием подачи 10. Более того, чувствительная пленка 1 может быть закреплена на столе с вакуумным зажимом, который имеет вакуумные линии 5. Чувствительная пленка 1 может быть надежно закреплена на столе 4 с вакуумным зажимом за счет создания вакуума, так что не происходит смещение чувствительной пленки 1 во время процедуры фрезерования, то есть при подаче 10 сверлильно-фрезерного инструмента 3. Сверлильно-фрезерный инструмент 3 движется относительно поверхности на заданной высоте (глубине). Любая форма туннелей 2 может быть создана с использованием свободного перемещения сверлильно-фрезерного инструмента 3 в направлениях Х и Y.
На фиг.3 показан вид сверху конфигурации изготовления, позволяющей получать чувствительную пленку для измерения трещин на металлической поверхности с использованием способа сравнительного вакуумного измерения. Сверлильно-фрезерный инструмент 3 движется вдоль направления подачи 10 и при этом образует туннель 2 в чувствительной пленке 1. Чувствительная пленка 1 может быть охлаждена с использованием обдувающего сопла 6 и/или отсасывающего устройства 7, так что материал чувствительной пленки 1 не испаряется или не становится слишком горячим. Фрезерная стружка из области обработки чувствительной пленки 1 может быть удалена с использованием обдувающего сопла 6 или отсасывающего устройства 7.
За счет охлаждения при помощи обдувающего сопла 6 и/или отсасывающего устройства 7 могут быть использованы более высокие скорости (скорости вращения фрезы), например от 18,000 до 22,000 оборотов в минуту (об/мин), или более высокие скорости подачи 10.
На фиг.4 показан чувствительная пленка 1, имеющая множество туннелей 2 и дополнительных туннелей 20. Дополнительные туннели 20 могут быть заполнены, например, окружающим воздухом, а туннели 2 могут иметь вакуумную атмосферу. Чувствительная пленка 1 уложена на поверхность компонента. Если имеется трещина на поверхности компонента, может возникать обмен давления вдоль трещины между вакуумным туннелем 2 и туннелем 20 с окружающим воздухом. Этот обмен давления может быть измерен, за счет чего может быть обнаружена поверхностная трещина.
Более того, на фиг.4 показан туннель 2', который имеет нелинейный ход туннеля. Следует иметь в виду, что с использованием способа фрезерования могут быть образованы ходы туннеля любой возможной формы.
На фиг.5 показана микрофотография фрезерованного туннеля 2 в чувствительной пленке 1. Ширина туннеля 2 составляет около 25 мкм. При скорости фрезерования около 20,000 оборотов в минуту (об/мин) могут быть получены более гладкие стенки туннеля, чем при типичном удалении материала при помощи лазера, что хорошо видно под микроскопом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ СО МНОЖЕСТВОМ ИДЕНТИЧНЫХ РИСУНКОВ | 2008 |
|
RU2487801C2 |
| Способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала | 2022 |
|
RU2798484C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ОРТОПЕДИЧЕСКОЙ КОЛОДКИ С МЕЖСТЕЛЕЧНЫМ СЛОЕМ | 2015 |
|
RU2596107C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ | 2010 |
|
RU2440794C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ОТВЕРСТИЯ В КОСТНОЙ ТКАНИ | 2009 |
|
RU2506922C2 |
| СЛОИСТЫЙ ПЛАСТИК С ПОВЫШЕННОЙ СВЕТОЧУВСТВИТЕЛЬНОСТЬЮ ДЛЯ ФЛЕКСОГРАФИЧЕСКИХ ПЕЧАТНЫХ ПЛАТ С ИНФРАКРАСНЫМ АБЛЯЦИОННЫМ СЛОЕМ | 2014 |
|
RU2612846C2 |
| ПРОДУКТ ИЗ ДЕФОРМИРУЕМОГО АЛЮМИНИЕВОГО СПЛАВА СЕРИИ АА7000 И СПОСОБ ПРОИЗВОДСТВА УПОМЯНУТОГО ПРОДУКТА | 2006 |
|
RU2413025C2 |
| УПРОЧНЕННАЯ СТРУКТУРА ТИТАНОВОГО СПЛАВА ДЛЯ ПРИМЕНЕНИЯ В ЗУБЧАТЫХ КОЛЕСАХ ТРАНСМИССИЙ | 2010 |
|
RU2529322C2 |
| ТЕПЛОИЗОЛИРУЮЩИЙ ЭЛЕМЕНТ ОСТЕКЛЕНИЯ, ЕГО ИЗГОТОВЛЕНИЕ И ПРИМЕНЕНИЕ | 2007 |
|
RU2451147C2 |
| СПОСОБ ПРОИЗВОДСТВА КАРТ С МЕТАЛЛИЧЕСКИМ СЛОЕМ И БЕСКОНТАКТНЫМ ИНТЕРФЕЙСОМ (ВАРИАНТЫ) | 2022 |
|
RU2789826C1 |
Настоящее изобретение относится к способу изготовления чувствительной пленки для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения. Технический результат - повышение точности измерения трещин путем обеспечения более гладких краев стенок туннеля и улучшения обрабатываемости пленки из пластика. Способ изготовления чувствительной пленки для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения, который предусматривает: нанесение чувствительной пленки на поверхность закалки; закалку чувствительной пленки до фрезерования при первой температуре в течение первого временного интервала; охлаждение чувствительной пленки в течение второго временного интервала до температуры окружающей среды; фрезерование туннеля, имеющего заданный ход, вдоль поверхности чувствительной пленки из пластика, с использованием фрезерного устройства. 5 н. и 19 з.п. ф-лы, 5 ил.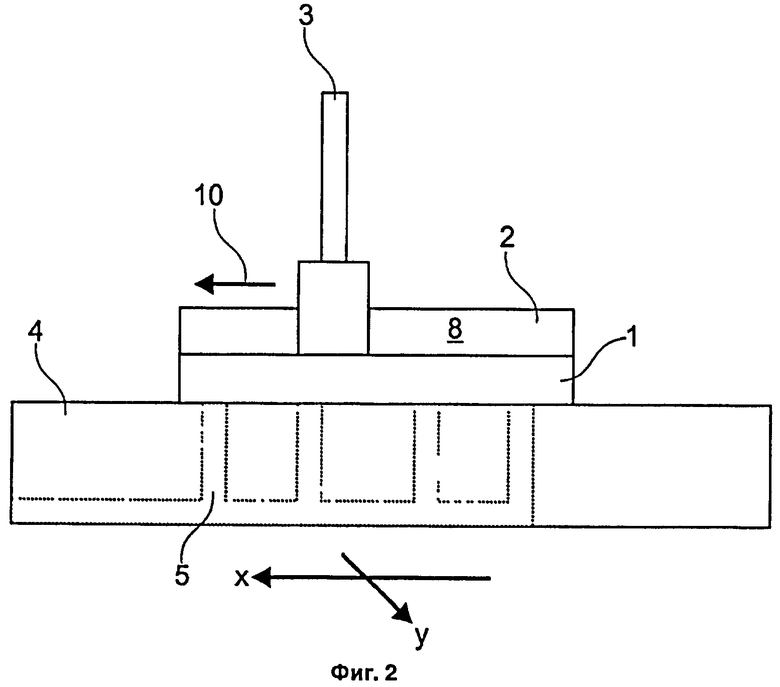
1. Способ изготовления чувствительной пленки для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения, который предусматривает:
нанесение чувствительной пленки на поверхность закалки;
закалку чувствительной пленки до фрезерования при первой температуре в течение первого временного интервала;
охлаждение чувствительной пленки в течение второго временного интервала до температуры окружающей среды;
фрезерование туннеля, имеющего заданный ход, вдоль поверхности чувствительной пленки из пластика, с использованием фрезерного устройства.
2. Способ по п.1, который дополнительно предусматривает перед фрезерованием:
наложение чувствительной пленки на стол с вакуумным зажимом; и
создание вакуума, чтобы закрепить чувствительную пленку на столе с вакуумным зажимом.
3. Способ по п.1 или 2, в котором для фрезерования туннелей используют фрезерное устройство со скоростью вращения фрезы от 19,000 до 21,000 об/мин.
4. Способ по п.1, в котором закалку чувствительной пленки до фрезерования производят при первой температуре от 280°С до 320°С и в течение первого временного интервала от 8 мин до 12 мин.
5. Способ по п.1, в котором фрезерование туннеля производят в чувствительной пленке на заданную глубину.
6. Способ по п.1, который включает в себя:
фрезерование туннеля таким образом, что вдоль чувствительной пленки образуется сквозной канал, имеющий заданный ход; и
нанесение уплотняющего слоя на одну сторону сквозного канала.
7. Способ по п.1, который дополнительно включает в себя:
сдувание образующейся в ходе фрезерования стружки с использованием обдувающего сопла; и
охлаждение чувствительной пленки во время фрезерования с использованием указанного обдувающего сопла.
8. Способ по п.1, который дополнительно включает в себя:
удаление образующейся в ходе фрезерования стружки с использованием отсасывающего устройства; и
охлаждение чувствительной пленки во время фрезерования с использованием указанного отсасывающего устройства.
9. Способ по п.1, который дополнительно включает в себя нанесение поверхностного уплотнения, а в частности металлического лакового уплотнения, на стенки туннеля.
10. Способ по п.1, в котором предусмотрено фрезерование с использованием фрезерного устройства дополнительного туннеля, вдоль поверхности чувствительной пленки.
11. Способ по п.10, в котором дополнительный туннель фрезеруют параллельно основному туннелю.
12. Способ по п.2, в котором производят крепление чувствительной пленки на столе с вакуумным зажимом с использованием липкой ленты.
13. Способ по п.1, в котором пластик представляет собой полиимид.
14. Способ по п.1, в котором заданный ход туннеля выбирают из группы, в которую входят линейный и криволинейный ходы туннеля.
15. Способ по п.1, в котором производят фрезерование туннеля с заданной формой поперечного сечения с использованием сверлильно-фрезерного инструмента фрезерного устройства.
16. Чувствительная пленка для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения, изготовленная способом по одному из пп.1-15.
17. Способ испытаний для обнаружения поверхностных трещин компонента с использованием способа сравнительного вакуумного измерения, в котором для испытаний используют чувствительную пленку, изготовленную способом по одному из пп.1-15, включающий в себя следующие операции:
нанесение слоя адгезива на поверхность чувствительной пленки;
наложение чувствительной пленки на поверхность компонента;
создание вакуума в туннеле; и
измерение изменения вакуума в туннеле с использованием измерительного устройства.
18. Способ по п.17, который предусматривает введение окружающего воздуха в дополнительный туннель.
19. Способ по п.17 или 18, в котором адгезив наносят при помощи ламинирования.
20. Способ по п.17 или 18, в котором адгезив наносят при помощи напыления.
21. Способ по п.17, в котором раскатывают чувствительную пленку на компонент с использованием раскатывающего устройства.
22. Применение чувствительной пленки по п.16 для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения.
23. Применение по п.22, при котором чувствительную пленку используют в самолете.
24. Самолет, содержащий чувствительную пленку по п.16 для измерения трещин на поверхности материала с использованием способа сравнительного вакуумного измерения.
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННОЙ РЕЖУЩЕЙ ПЛАСТИНКИ | 0 |
|
SU184102A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ КОЛЕБАНИЙ ПОДВЕСКИ ТРАНСПОРТНОГО СРЕДСТВА | 0 |
|
SU198746A1 |
| WO 2005059522 A1, 30.06.2005 | |||
| ЭХИНОКОККОВЫЙ ДИАГНОСТИКУМ для РЕАКЦИИ АГГЛЮТИНАЦИИ | 0 |
|
SU240181A1 |

