Изобретение относится к способу защиты детали от высокотемпературной коррозии и к такому способу, в котором деталь представляет собой лопасть винта газотурбинного двигателя.
Так называемую высокотемпературную коррозию типа I и типа II можно контролировать введением хрома на поверхность детали способом, известным как хромирование. Это создает барьер из диффузионного хрома на подложке детали. Заявка на патент США 6283715, опубликованная 4 сентября 2001, описывает применение такого слоя диффузионного хрома на поверхности лопасти турбины и особенно на участке лопасти под так называемой платформой и на аэродинамическом участке над платформой.
Хотя применение слоя диффузионного хрома самого по себе обеспечивает хорошую защиту от коррозии типа II, защита от высокотемпературной коррозии типа I обычно требует введения диффузионного алюминия, что приводит к модифицированному хромом алюминидному покрытию на поверхности подложки. Такая структура также описана в США 6283715, причем алюминиевый диффузионный слой нанесен на хромовый диффузионный слой в аэродинамической области над платформой. Данный патент также описывает нанесение верхнего слоя в форме керамического покрытия, которое служит как создающее термический барьер покрытие, чтобы изолировать расположенные под ним слои. Данное верхнее покрытие нанесено только на аэродинамический участок лопасти.
Патент США 6270318, опубликованный 7 августа 2001, описывает лопасть турбины, в которой область между платформой и корнем покрыта керамическим верхним покрытием. Патент США 6296447, опубликованный 2 октября 2001, раскрывает лопасть турбины, имеющую верхнюю платформенную поверхность, которая покрыта первым слоем, который может представлять собой слой диффузионного алюминида, за которым следует второй, керамический слой. Похожее расположение покрытий применяют на стороне давления аэродинамической поверхности рассматриваемой лопасти.
В соответствии с первым аспектом настоящего изобретения предоставлен способ защиты детали от высокотемпературной коррозии, включающий стадии:
(1) нанесения на деталь хромового диффузионного покрытия и
(2) нанесения покрытия керамического материала на одну или более выбранные области хромового диффузионного покрытия, причем одна или более выбранные области представляют собой области, которые при последующем использовании детали подвергаются воздействию температур ниже первой заданной температуры, не превышающей температуру, выдерживаемую связующим материалом керамического материала.
Керамический материал предпочтительно содержит один или более оксидов металлов в связующем материале. Оксиды металлов могут быть выбраны из группы, состоящей из оксида алюминия, титана и хрома, тогда как связующий материал может представлять собой хромато-фосфатный материал.
Первая заданная температура может равняться приблизительно 800°С.
Стадия (1) может быть такой, что на ней получают хромовое покрытие толщиной от 5 до 25 мкм. На ней можно также получать хромовое диффузионное покрытие, содержащее от 15 до 30 мас.% хрома.
Стадия (1) может включать нанесение хромового диффузионного покрытия на всю деталь, при этом на стадии (2) перед нанесением керамического материала дополнительно можно осуществлять следующие стадии:
(2а) маскирование по меньшей мере выбранных областей;
(2b) нанесение алюминиевого диффузионного покрытия на немаскированные области; и
(2с) удаление маскировки,
при этом нанесение керамического материала на стадии (2d) проводят при окружающей комнатной температуре.
Способ может далее включать между стадиями (2b) и (2с) и после стадии (2d) соответственно стадии:
(2b') термообработки детали при второй заданной температуре, чтобы тем самым сохранить желаемые механические свойства, и
(2d') термообработки керамического покрытия при третьей заданной температуре.
Вторая и третья заданные температуры могут лежать в соответствующих диапазонах 850-1150°С и 100-600°С.
Стадия (2b) может быть такой, что на ней получают модифицированное хромом алюминидное покрытие, имеющее микроструктуру бета-фазы с 15-30 мас.% алюминия и 5-15 мас.% хрома.
Деталь может иметь внутренние поверхности, и стадии (1) и (2b) могут включать нанесение соответственно хромового диффузионного покрытия и алюминиевого диффузионного покрытия на внутренние поверхности.
Деталь может представлять собой лопасть турбины, в случае которой выбранные области, на которые нанесена керамика, могут включать область между платформенным участком и корневым участком лопасти турбины.
Стадия (2а) может включать маскирование выбранных областей и корневого участка.
Во втором аспекте изобретения деталь имеет покрытие, защищающее от высокотемпературной коррозии, причем покрытие включает: хромовое диффузионное покрытие, осажденное на поверхности детали, и покрытие керамического материала, осажденное на одной или более выбранных областях хромового диффузионного покрытия, причем одна или более выбранные области представляют собой такие области, которые при последующем использовании детали подвергаются воздействию температур ниже заданной температуры, не превышающей температуру, выдерживаемую связующим материалом керамического материала.
Деталь может представлять собой лопасть турбины, в случае которой керамическое покрытие может быть осаждено на участке лопасти между ее платформенным участком и корневым участком.
На участок лопасти выше платформенного участка может быть дополнительно нанесено алюминиевое диффузионное покрытие, взаимно диффундирующее в хромовое диффузионное покрытие.
Лопасть турбины может включать внутренний канал, и на внутренний канал может быть нанесено алюминиевое диффузионное покрытие, взаимно диффундирующее в хромовое диффузионное покрытие.
Взаимно диффундирующие алюминиевое и хромовое покрытия могут иметь микроструктуру бета-фазы с 15-30 мас.% алюминия и 5-15 мас.% хрома.
На корневой участок лопасти может быть нанесено хромовое диффузионное покрытие.
Керамический материал предпочтительно содержит один или более оксидов металлов в связующем материале. Оксиды металлов могут быть выбраны из группы, состоящей из оксида алюминия, титана и хрома, тогда как связующий материал может представлять собой хромато-фосфатный материал.
Хромовое диффузионное покрытие может иметь толщину от 5 до 25 мкм и может содержать от 15 до 30 мас.% хрома.
Теперь осуществление изобретения будет описано лишь в виде примера со ссылкой на приложенные чертежи, из которых:
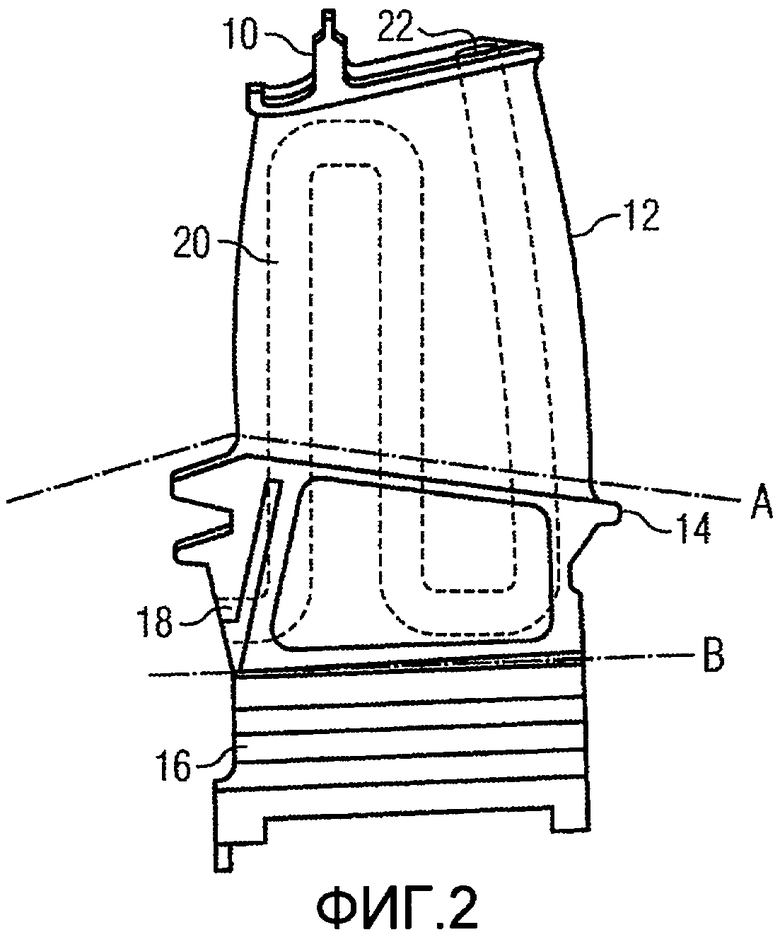
на Фиг.1 представлен вид в перспективе детали по данному изобретению и
на Фиг.2 представлен вид сбоку детали, проиллюстрированной на Фиг.1.
Деталь, показанная на Фиг.1 и 2, представляет собой лопасть турбины. Лопасть включает участок 10 направляющей насадки, который лежит в верхнем конце аэродинамического участка 12. Нижний конец аэродинамического участка ведет в платформенный участок 14, который в свою очередь ведет в корневой участок 16. Корневой участок имеет хорошо известную "елочную" форму для надежной фиксации в диске (не показан), который несет ряд таких лопастей, расположенных бок о бок по его окружности.
Площадь между корнем 16 и платформой 14 в такой типичной лопасти содержит отверстие 18, которое сообщается с одним концом внутреннего канала 20 (показан пунктирными линиями). Данный канал проходит, изгибаясь в обратном направлении на себя, внутри аэродинамического участка 12 и заканчивается своим другим концом в отверстии 22 на направляющей насадке 10. Функция канала заключается в том, чтобы проводить охлаждающую жидкость в аэродинамический участок и из него.
Лопасть в показанном предпочтительном осуществлении изготовлена из суперсплава на никелевой основе с использованием стандартного или включающего направленную кристаллизацию (включая монокристаллическую) способа литья. Типичные сплавы, которые могут быть использованы, представляют собой МаrМ247, IN6203, CM186DC LC и CMSX-4.
Теперь будет описан предпочтительный способ защиты такой лопасти от эффектов высокотемпературной коррозии.
На первой стадии все поверхности - как внешние, так и внутренние - хромируют. В данной обработке осуществляют диффузию хрома в поверхность детали подходящим способом. Это может быть реализовано, например, пакетной цементацией, поверх пакетной цементации или способом CVD (химическое осаждение из газовой фазы). Данная стадия дает поверхностный слой, который богат хромом. Данный слой типично содержит от 15 до 30 мас.% хрома и типично имеет толщину от 5 до 25 микрон.
На второй стадии лопасть маскируют подходящей средой, чтобы предотвратить осаждение алюминидного покрытия, которое будет нанесено позднее, на те поверхности лопасти, которые подлежат покрытию керамическим покрытием (также описано ниже). Такие поверхности далее будут именоваться как "выбранные области". В предпочтительном осуществлении выбранная область представляет собой область между платформой 14 и корнем 16. В данном случае не только маскируют данную выбранную область, но также маскируют корневой участок 16, даже если на него не будет нанесено керамическое верхнее покрытие.
В-третьих, внешние и внутренние поверхности детали алюминируют. В данной обработке - схожей с упомянутой ранее стадией хромирования - проводят диффузию алюминия в хромированную поверхность любым подходящим способом. Это может быть реализовано, например, пакетной цементацией, поверх пакетной цементации или способом CVD. Это дает модифицированное хромом алюминидное покрытие с микроструктурой бета-фазы, типично содержащей 15-30 мас.% алюминия и 5-15 мас.% хрома в покрытии. Другие элементы, присутствующие в покрытии, будут зависеть от материала, образующего подложку детали.
На четвертой стадии маскировку удаляют и деталь термически обрабатывают, чтобы обеспечить сохранение подложкой оптимальных механических свойств. Такая термообработка может включать температуру в диапазоне от 850°С до 1150°С.
В-пятых, на "выбранную область" детали наносят керамическое верхнее покрытие при окружающей комнатной температуре. Такое покрытие может быть нанесено любым из способов: окунанием, окрашиванием с помощью аппликатора (например, кистью или помазком и так далее) или распылением. Подходящий керамический материал представляет собой такой, который содержит один или более оксидов металлов, содержащихся в подходящем связующем материале. Подходящие оксиды представляют собой оксид алюминия, оксид титана и оксид хрома. Связующее предпочтительно принимает форму материала хромато-фосфатного типа.
На заключительной, шестой стадии керамическое покрытие термически обрабатывают или отверждают при подходяще повышенной температуре. Данная температура предпочтительно лежит в диапазоне 100-600°С.
Преимущество добавления связующего к оксидному материалу, образующему керамику, заключается в том, что оно сообщает пластичность покрытию. Это важно ввиду расширения лопасти, которое имеет место, когда она нагревается, находясь в эксплуатации. Без использования связующего покрытие могло бы легко стать хрупким и растрескаться, что в свою очередь допустило бы воздействие на лопасть нежелательных нагрузок окружающей среды.
Найдено, что упомянутый выше связующий материал разлагается выше температуры примерно 800°С. Следовательно, такое керамическое покрытие рассчитано для использования на тех участках детали (в данном случае лопасти турбины), которые подвергаются воздействию температур, меньших чем данная. Хотя это, как правило, исключало бы использование керамики на аэродинамическом участке лопасти, керамику можно было бы безопасно нанести в случае большинства рабочих условий на площади под платформой. Более того, хотя теоретически керамику можно было бы также нанести на елочный корень 16, а также на область между платформой и корнем, на практике лучше воздержаться от этого. Причина этого в том, что зазор между корнем и соответствующими желобками в диске в большинстве случаев меньше, чем толщина керамического покрытия. Более того, торцы (горизонтальные контактные участки) елочного корня испытывают высокие контактные давления в ходе работы, что после продолжительного периода времени приводит к растрескиванию поверхности в металле. Это истирало бы керамическое покрытие в порошок, который в свою очередь действовал бы как клин, чрезвычайно затрудняя удаление лопасти из диска по завершении службы. Следовательно, в предпочтительном осуществлении керамическое покрытие наносят только на область между пунктирными линиями А и В на чертежах.
Завершая описание покрытий, которые присутствуют на лопасти в ее конечном состоянии, корневой участок 16 имеет только хромовое диффузионное покрытие; внешние поверхности области между платформой и корнем (область между пунктирными линиями А и В) имеют хромовое диффузионное покрытие плюс керамическое покрытие, как описано; внешние аэродинамические поверхности имеют хром-алюминированное диффузионное покрытие, и внутренние поверхности лопасти также имеют хром-алюминированное диффузионное покрытие.
Хотя предполагалось, что область лопасти, подлежащая покрытию керамическим слоем, представляет собой область между платформой и корнем, любая другая область может быть подобным образом покрыта, при условии, что она не подвергается воздействию температуры, которая выше, чем температура, которую может выдержать обсуждаемый связующий материал.
Также, хотя изобретение описано и проиллюстрировано в связи с лопастью турбины, оно применимо к другим деталям, которые подвергаются высокотемпературной коррозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТИЯ ДЛЯ ТУРБИННЫХ ЛОПАТОК | 2005 |
|
RU2362832C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОРРОДИРОВАННОЙ ДЕТАЛИ ИЗ СУПЕРСПЛАВА ИЛИ ЖАРОПРОЧНОЙ СТАЛИ, КОРРОДИРОВАННАЯ ДЕТАЛЬ И ВОССТАНОВЛЕННАЯ ДЕТАЛЬ ИЗ СУПЕРСПЛАВА ИЛИ ЖАРОПРОЧНОЙ СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ВОССТАНОВЛЕННОЙ ДЕТАЛИ ИЗ СУПЕРСПЛАВА ИЛИ ЖАРОПРОЧНОЙ СТАЛИ | 1994 |
|
RU2107749C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН | 2023 |
|
RU2818539C1 |
| ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ИЗ СУПЕРСПЛАВА С СИСТЕМОЙ ЗАЩИТНОГО ПОКРЫТИЯ | 1996 |
|
RU2165478C2 |
| СПЛАВ, ЗАЩИТНЫЙ СЛОЙ И ДЕТАЛЬ | 2010 |
|
RU2521924C2 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| СПЛАВ, ЗАЩИТНОЕ ПОКРЫТИЕ И КОНСТРУКЦИОННАЯ ДЕТАЛЬ | 2011 |
|
RU2562656C2 |
| ЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ТЕРМИЧЕСКИ НАГРУЖАЕМОЙ КОНСТРУКЦИИ | 2017 |
|
RU2748342C2 |
| СПОСОБ ПОЛУЧЕНИЯ И ВОССТАНОВЛЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКЕ | 2005 |
|
RU2405065C2 |
Изобретение относится к способу защиты детали от высокотемпературной коррозии. Способ включает нанесение на деталь хромового диффузионного покрытия и покрытия керамического материала на одну или более выбранные области хромового диффузионного покрытия. Одна или более выбранные области представляют собой области, которые при последующем использовании детали подвергаются воздействию температур ниже первой заданной температуры, не превышающей температуру, выдерживаемую связующим материалом керамического материала. Повышается стойкость детали к высокотемпературной коррозии. 2 н. и 41 з.п. ф-лы, 2 ил.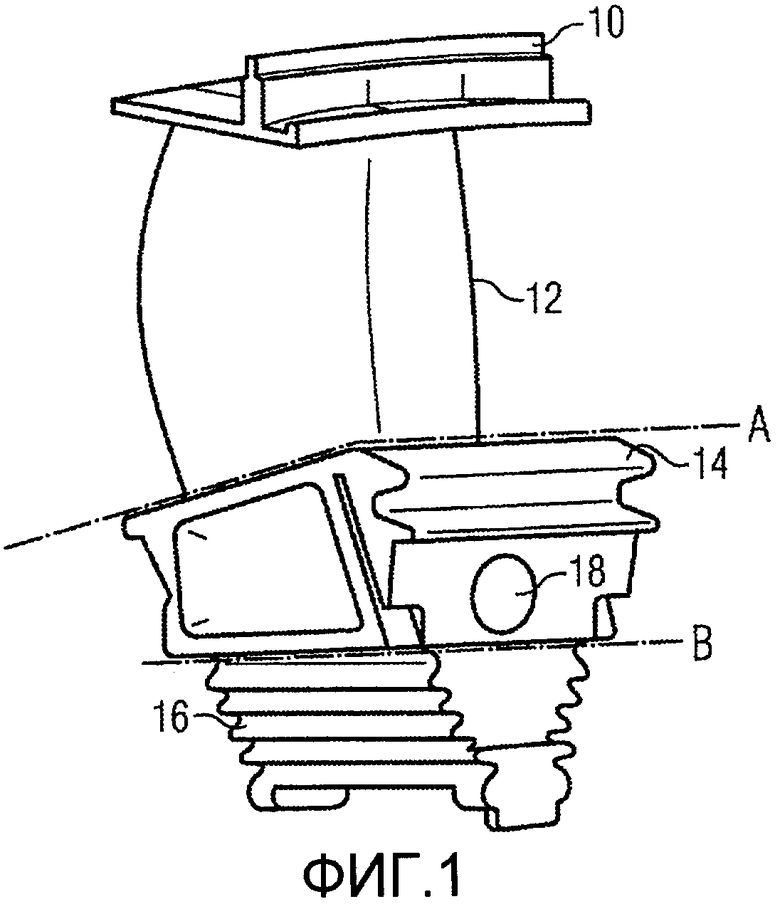
1. Способ защиты детали от высокотемпературной коррозии, включающий стадии:
(1) нанесения на деталь хромового диффузионного покрытия и
(2) нанесения покрытия керамического материала на одну или более выбранные области хромового диффузионного покрытия, причем одна или более выбранные области представляют собой области, которые при последующем использовании детали подвергаются воздействию температур ниже первой заданной температуры, не превышающей температуру, выдерживаемую связующим материалом керамического материала.
2. Способ по п.1, в котором керамический материал содержит один или более оксидов металлов в связующем материале.
3. Способ по п.2, в котором оксиды металлов выбраны из группы, состоящей из оксида алюминия, титана и хрома.
4. Способ по п.2, в котором связующий материал представляет собой хромато-фосфатный материал.
5. Способ по п.3, в котором связующий материал представляет собой хромато-фосфатный материал.
6. Способ по п.4, в котором первая заданная температура равна 800°С.
7. Способ по любому из пп.1-6, в котором на стадии (1) получают хромовое покрытие с толщиной от 5 до 25 мкм.
8. Способ по любому из пп.1-6, в котором на стадии (1) получают хромовое диффузионное покрытие, содержащее от 15 до 30 мас.% хрома.
9. Способ по п.1, в котором стадия (1) включает нанесение хромового диффузионного покрытия на всю деталь, при этом на стадии (2) перед нанесением керамического материала дополнительно осуществляют следующие стадии:
(2а) маскирование по меньшей мере выбранных областей,
(2b) нанесение алюминиевого диффузионного покрытия на немаскированные области и
(2с) удаление маскировки,
при этом нанесение керамического материала на стадии (2d) проводят при окружающей комнатной температуре.
10. Способ по п.9, дополнительно включающий между стадиями (2b) и (2с) и после стадии (2d) соответственно стадии:
(2b') термообработки детали при второй заданной температуре 850-1150°С, чтобы тем самым сохранить желаемые механические свойства, и
(2d') термообработки керамического покрытия при третьей заданной температуре 100-600°С.
11. Способ по п.9, в котором на стадии (2b) получают модифицированное хромом алюминидное покрытие, имеющее микроструктуру бета-фазы, с 15-30 мас.% алюминия и 5-15 мас.% хрома.
12. Способ по любому из пп.9-11, в котором деталь имеет внутренние поверхности, и стадии (1) и (2b) соответственно включают нанесение хромового диффузионного покрытия и алюминиевого диффузионного покрытия на внутренние поверхности.
13. Способ по любому из пп.1-6 или 9-11, в котором деталь представляет собой лопасть турбины.
14. Способ по п.13, в котором выбранные области включают область между платформенным участком и корневым участком лопасти турбины.
15. Способ по любому из пп.9-11, в котором деталь представляет собой лопасть турбины, причем выбранные области включают область между платформенным участком и корневым участком лопасти турбины, а стадия (2а) включает маскирование выбранных областей и корневого участка.
16. Способ по п.12, в котором деталь представляет собой лопасть турбины, причем выбранные области включают область между платформенным участком и корневым участком лопасти турбины, а стадия (2а) включает маскирование выбранных областей и корневого участка.
17. Деталь, имеющая покрытие для защиты от высокотемпературной коррозии, причем покрытие включает:
хромовое диффузионное покрытие, осажденное на поверхности детали, и
покрытие керамического материала, осажденное на одну или более выбранные области хромового диффузионного покрытия, причем одна или более выбранные области представляют собой области, которые при последующем использовании детали подвергаются воздействию температур ниже заданной температуры, не превышающей температуру, выдерживаемую связующим материалом керамического материала.
18. Деталь по п.17, где деталь представляет собой лопасть турбины, и керамическое покрытие осаждено на участке лопасти между ее платформенным участком и корневым участком.
19. Деталь по п.18, в которой на участок лопасти выше платформенного участка дополнительно нанесено алюминиевое диффузионное покрытие, взаимно диффундирующее в хромовое диффузионное покрытие.
20. Деталь по п.19, в которой лопасть турбины включает внутренний канал, и на внутренний канал нанесено алюминиевое диффузионное покрытие, взаимно диффундирующее в хромовое диффузионное покрытие.
21. Деталь по п.19 или 20, в которой взаимно диффундирующие алюминиевое и хромовое покрытия имеют микроструктуру бета-фазы с 15-30 мас.% алюминия и 5-15 мас.% хрома.
22. Деталь по п.19 или 20, в которой на корневой участок лопасти нанесено хромовое диффузионное покрытие.
23. Деталь по п.21, в которой на корневой участок лопасти нанесено хромовое диффузионное покрытие.
24. Деталь по любому из пп.17-20 или 23, в которой керамический материал содержит один или более оксидов металлов в связующем материале.
25. Деталь по п.21, в которой керамический материал содержит один или более оксидов металлов в связующем материале.
26. Деталь по п.22, в которой керамический материал содержит один или более оксидов металлов в связующем материале.
27. Деталь по п.24, в которой оксиды металлов выбраны из группы, состоящей из оксида алюминия, титана и хрома.
28. Деталь по п.25 или 26, в которой оксиды металлов выбраны из группы, состоящей из оксида алюминия, титана и хрома.
29. Деталь по п.24, в которой связующий материал представляет собой хромато-фосфатный материал.
30. Деталь по любому из пп.25-27, в которой связующий материал представляет собой хромато-фосфатный материал.
31. Деталь по п.28, в которой связующий материал представляет собой хромато-фосфатный материал.
32. Деталь по любому из пп.17-20, 23, 25, 26, 27, 29, 31, в которой хромовое диффузионное покрытие имеет толщину от 5 до 25 мкм.
33. Деталь по п.21, в которой хромовое диффузионное покрытие имеет толщину от 5 до 25 мкм.
34. Деталь по п.22, в которой хромовое диффузионное покрытие имеет толщину от 5 до 25 мкм.
35. Деталь по п.24, в которой хромовое диффузионное покрытие имеет толщину от 5 до 25 мкм.
36. Деталь по п.28, в которой хромовое диффузионное покрытие имеет толщину от 5 до 25 мкм.
37. Деталь по п.30, в которой хромовое диффузионное покрытие имеет толщину от 5 до 25 мкм.
38. Деталь по любому из пп.17-20, 23, 25, 26, 27, 29, 31, в которой хромовое диффузионное покрытие содержит от 15 до 30 мас.% хрома.
39. Деталь по п.21, в которой хромовое диффузионное покрытие содержит от 15 до 30 мас.% хрома.
40. Деталь по п.22, в которой хромовое диффузионное покрытие содержит от 15 до 30 мас.% хрома.
41. Деталь по п.24, в которой хромовое диффузионное покрытие содержит от 15 до 30 мас.% хрома.
42. Деталь по п.28, в которой хромовое диффузионное покрытие содержит от 15 до 30 мас.% хрома.
43. Деталь по п.30, в которой хромовое диффузионное покрытие содержит от 15 до 30 мас.% хрома.
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "ДАГЛАНАН ГОЮН ЭТИ" | 2007 |
|
RU2356396C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКИ ТУРБИН | 2004 |
|
RU2272089C1 |
| Способ химико-термической обработки никелевой ленты | 1989 |
|
SU1696578A1 |
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ОВСЯНОГО КОРНЯ | 2010 |
|
RU2421032C1 |
| СРЕДСТВО ДЛЯ ПРОФИЛАКТИКИ ГРИППА И ОСТРЫХ РЕСПИРАТОРНЫХ ЗАБОЛЕВАНИЙ | 2009 |
|
RU2401117C1 |

