Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления изделия трубчатой формы из термопластичного материала, например изделия в виде гофрированной трубки (трубы), или сильфона, причем предусмотрена возможность регулировать толщину стенки изделия по всей его длине.
Уровень техники
Способ и устройство такого типа известны, в частности, из европейской заявки ЕР 0535254 В1, поданной заявителем настоящего изобретения. Описанное устройство содержит головку экструдера, состоящую из дорна (подвижного формующего элемента) и мундштука (неподвижного формующего элемента). Дорн и мундштук образуют между собой кольцевое отверстие (кольцевую щель) головки, при этом для дорна предусмотрена возможность перемещаться относительно мундштука, в результате чего изменяется площадь поперечного сечения указанного отверстия. Кроме того, в устройстве имеется экструзионный механизм, плунжер которого при своем перемещении в процессе изготовления пластикового изделия трубчатой формы экструдирует через головку заданное количество пластифицированного пластикового материала, причем указанное количество определяется длиной пути плунжера. Наконец, в устройство входит вытяжной блок, сконструированный с возможностью перемещения от исходной позиции, находящейся рядом с головкой экструдера, в направлении от указанной головки. Во время такого перемещения блок направленно вытягивает из головки выпускаемое ею в процессе экструзии пластиковое изделие трубчатой формы, при этом величина перемещения вытяжного блока определяет длину изготавливаемого изделия.
В описанном устройстве предусмотрено наличие устройств управления приводами плунжера, вытяжного блока и дорна. Указанные устройства содержат компьютер и датчики, регистрирующие длину пути перемещений этих элементов (датчики пути). Компьютер контролирует все три привода согласно заданной программе. Управление осуществляют таким образом, чтобы во время начального перемещения вытяжного блока его скорость увеличивалась, а во время его дальнейшего движения ширину зазора отверстия головки увеличивают и уменьшают осциллирующим образом одновременно с непрерывным регулированием скоростной характеристики указанного блока. В результате толщина формируемой стенки изменяется волнообразно, чередуя углубления и выпуклости. Изготовленное таким образом изделие является заготовкой для раздувной формовки гофрированных трубок.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, состоит в разработке способа и устройства указанного типа, с помощью которых трубчатые изделия из термопластичного материала можно изготавливать с толщиной стенки, точно регулируемой по их длине.
Способ и устройство для решения такой задачи по настоящему изобретению описаны в п.1 и п.9 формулы изобретения соответственно.
Согласно настоящему изобретению перемещения вытяжного блока, плунжера и дорна имеют управляемый характер, при котором перемещение вытяжного блока проводят в соответствии с так называемым профилем скоростей, автономно регулируемым по всему пути блока; перемещение плунжера проводят в соответствии с профилем скоростей, автономно регулируемым по всему пути плунжера, а перемещение дорна проводят в соответствии с профилем позиций, автономно регулируемым по всему пути вытяжного блока или по всему пути плунжера (т.е. перемещение дорна проводят в течение того же отрезка времени, что и перемещение вытяжного блока или плунжера).
При таком подходе как скоростную характеристику плунжера, так и скоростную характеристику вытяжного блока можно регулировать автономно, т.е. независимо друг от друга, а перемещение дорна и, таким образом, изменение отверстия головки отслеживает перемещение плунжера или вытяжного блока.
Поскольку профили скоростей перемещений плунжера и вытяжного блока регулируют автономно, воздействия, отрицательно влияющие на точность изготовления (такие, как последующее набухание пластифицированного пластикового материала или прогиб пластикового изделия трубчатой формы), можно оптимальным образом учесть во время разработки и отладки процесса. Таким образом, реализуется возможность регулировать толщину стенки указанного изделия, т.е. конечной трубчатой детали, по всей ее длине с особо высокой точностью.
Способ согласно изобретению предлагает возможность не только одновременного, но, кроме того, еще и асинхронного перемещения вытяжного блока и плунжера, т.е. длительности перемещений указанного блока и плунжера будут неравными. В результате, как уже упоминалось, можно оптимальным образом учесть воздействия, отрицательно влияющие на последовательное развитие процесса.
Тем не менее, в принципе, возможна также и автоматическая "синхронизация" перемещений плунжера и головки экструдера для инжекционного прессования. С этой целью в следующем варианте осуществления изобретения блок управления можно отрегулировать таким образом, чтобы профиль скоростей для вытяжного блока автоматически адаптировался относительно профиля скоростей перемещения плунжера (или наоборот) таким образом, чтобы длительности перемещения указанного блока и плунжера были равными. Преимущество такого варианта заключается в том, что при изменении, например, профиля скоростей плунжера не требуется дополнительная ручная регулировка профиля скоростей перемещения вытяжного блока. В предпочтительном варианте пластиковое изделие трубчатой формы, получаемое посредством способа согласно изобретению, изготавливают в виде заготовки для процесса раздувной формовки, в ходе которого из такой заготовки производят, например, гофрированную трубку. Однако следует отметить, что по способу согласно изобретению можно получать любые изделия трубчатой формы, изготовленные из термопластичного материала, для которых предусмотрена возможность изменять толщину стенок по всей длине изделий и регулировать указанную толщину с высокой степенью точности.
Другие предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы.
Краткое описание чертежей
Далее один из вариантов осуществления изобретения будет описан более подробно со ссылками на чертежи, из которых:
фиг.1 схематично иллюстрирует в продольном сечении устройство, используемое при изготовлении заготовки для раздувной формовки гофрированной трубки,
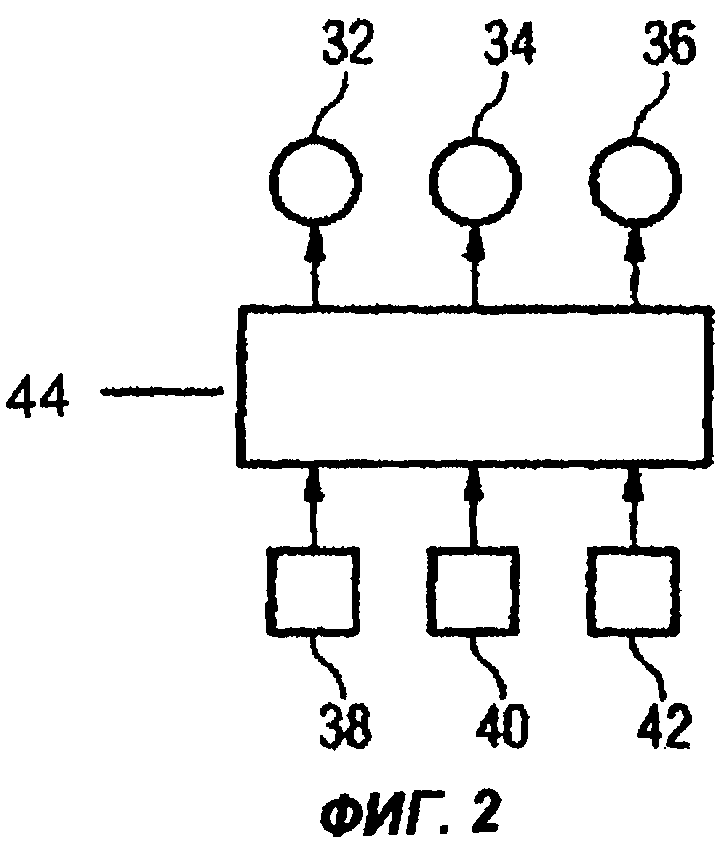
фиг.2 представляет собой очень схематичное изображение блока управления для устройства, показанного на фиг.1,
фиг.3-5 представляют собой диаграммы пути (перемещения) вытяжного блока, плунжера и дорна, входящих в устройство, показанное на фиг.1.
Осуществление изобретения
Устройство, представленное на фиг.1, по своей конструкции, в сущности, соответствует устройству по упомянутому выше патентному документу ЕР 0535254 В1. Оно предназначено для изготовления изделия трубчатой формы из термопластичного материала, причем указанное изделие является заготовкой для раздувной формовки гофрированной трубки (но это только один из вариантов осуществления изобретения). Как уже упоминалось, посредством способа и устройства по изобретению можно изготовить из термопластичного материала любые изделия трубчатой формы, причем предусмотрена возможность регулирования толщины их стенок по всей длине изделия заданным образом и с высокой степенью точности.
Поскольку принципиальные особенности конструкции показанного на фиг.1 устройства известны из вышеупомянутого документа, дальнейшее изложение ограничено компонентами, существенными для описания данного изобретения.
Устройство, представленное на фиг.1, состоит из фрагментарно изображенного экструзионного механизма 2, головки 4 экструдера, вытяжного блока 6 и раздувной формы 8.
Экструзионный механизм 2 содержит плунжер 10, который выполнен с возможностью поступательного перемещения и предназначен для продавливания пластифицированного пластикового материала через головку 4. Данная головка состоит из мундштука 12 и находящегося внутри него дорна 14, часть которого сформирована в виде конуса. Между мундштуком 12 и дорном 14 находится формующий канал 16 головки, который оканчивается кольцевым отверстием 17. Как показано двойной стрелкой, дорн 14 можно поступательно перемещать относительно мундштука 12, изменяя тем самым площадь поперечного сечения отверстия 17.
Вытяжной блок 6 содержит корпус 18 формы и расположенную в нем раздувную оправку 20, которые образуют между собой полость 22 формы. Как показано соответствующей двойной стрелкой, блок 6 можно возвратно-поступательно перемещать по продольной оси головки 4.
Раздувная форма 8 состоит из двух одинаковых частей, только одна из которых, обозначенная как 24, показана на чертеже. Данные части, соотнесенные на чертеже с другой двойной стрелкой, имеют возможность возвратно-поступательного перемещения перпендикулярно продольной оси головки 4 и вытяжного блока 6.
Для перемещения плунжера 10, дорна 14 и вытяжного блока 6 предусмотрено наличие гидравлических приводов 26, 28 и 30 соответственно, выполненных в виде блока поршень-цилиндр. Давление в указанных блоках регулируют регулирующими клапанами 32, 34 и 36 соответственно.
В начальный момент изготовления пластикового изделия К трубчатой формы вытяжной блок 6 находится в исходной позиции, примыкая к головке 4. Затем посредством привода 26 плунжер 10 перемещают в направлении выдавливания, в результате чего количество пластифицированного пластикового материала, заданное длиной пути плунжера, выдавливается из резервуара (не показан), содержащего расплав, через формующий канал 16 головки и, далее, через ее отверстие 17. Соответственно, сначала в ходе процесса инжекционного прессования в полости 22 формы, входящей в конструкцию вытяжного блока 6, формируется головная часть изготавливаемого пластикового изделия К. После завершения формирования указанной части проводят собственно процесс экструзии, в ходе которого вытяжной блок 6 посредством привода 30 перемещают от исходной позиции по направлению от головки 4 экструдера. При этом пластиковое изделие К направленно вытягивается за свою головную часть блоком 6 из головки, причем длина изделия определяется расстоянием, пройденным указанным блоком.
Во время процесса экструзии дорн 14 посредством привода 28 смещают относительно мундштука 12 головки. Целью этой процедуры является изменение площади поперечного сечения отверстия 17 головки в соответствии с подлежащей регулированию толщиной стенки пластикового изделия К. После завершения процесса экструзии конец изделия К отрезается дорном 14, приводимым в плотный контакт с мундштуком 12.
Для управления перемещениями плунжера 10, дорна 14 и вытяжного блока 6 предусмотрено наличие соответствующего блока управления. В представленном варианте осуществления изобретения данный блок содержит датчики 38, 40, 42 соответственно, регистрирующие длину пути для этих перемещений (так называемые датчики пути), а также блок управления процессом изготовления, представляющий собой показанный на фиг.2 компьютер 44. Как схематично изображено на указанном чертеже, выходные сигналы датчиков 38, 40, 42 поступают в компьютер 44, в котором имеется контроллер, генерирующий управляющие сигналы для регулирующих клапанов 32, 34, 36 и, таким образом, для приводов 26, 28, 30. Далее указанная процедура разъясняется более подробно.
Опорные (заданные) значения для графиков перемещений плунжера 10, дорна 14 и вытяжного блока 6, приведенные на фиг.3-5 только в качестве примера, хранятся в компьютере 44.
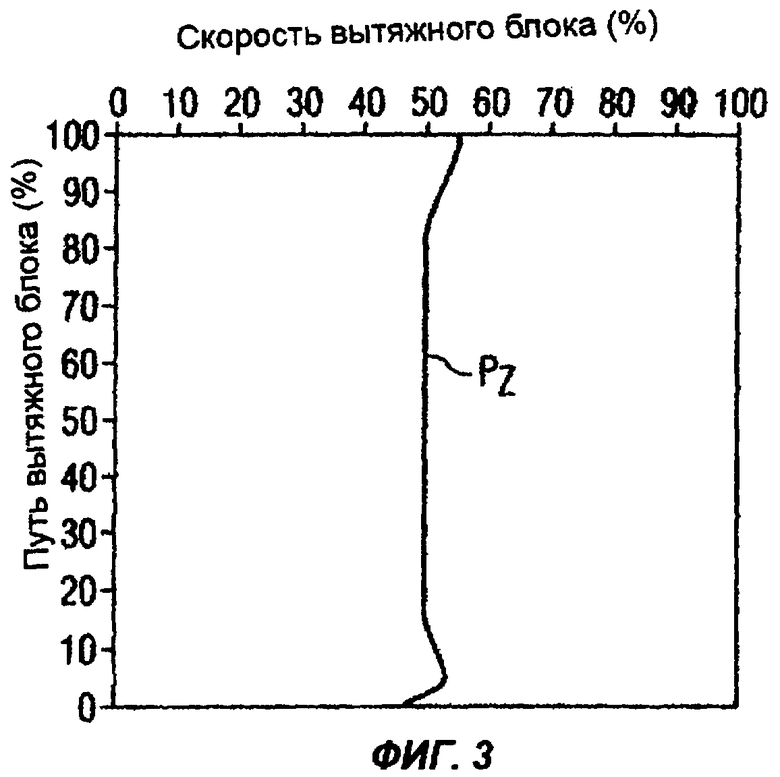
Как видно из диаграммы, представленной на фиг.3 и относящейся к перемещению вытяжного блока 6, подобный график имеет вид профиля PZ скоростей по всему пути блока. Таким образом, приведенный профиль характеризует заданную (опорную) скорость блока 6 по всему его пути. Скорость и длина пути приведены в процентах.
На фиг.4 представлен график заданных величин в форме профиля PS скоростей для скорости плунжера 10 по всему его пути. Скорость и длина пути и в этом случае приведены в процентах.
Из фиг.5 видно, что перемещение дорна 14 представлено в виде графика заданных точек, имеющего форму профиля PD позиций по всему пути вытяжного блока 6 или плунжера 10. Таким образом, применительно к перемещению дорна 14 задаются позиции (путь), а не скорость.
Приведенные на фиг.3-5 диаграммы представляют собой, конечно, только примеры профилей PZ, PS скоростей и профиля PD позиций. В действительности такие профили (графики заданных значений) можно автономно изменять, чтобы иметь возможность оптимально адаптировать перемещения вытяжного блока, плунжера и дорна для конкретного приложения.
Предпочтительно соответствующим образом задавать профили PZ, PS и PD по большому количеству сегментов. В описанном варианте осуществления изобретения для этого был выбран 101 сегмент. Однако должно быть понятно, что можно выбрать также и другое их количество.
Реальные значения скоростей плунжера 10 и вытяжного блока 6 определяют по сигналам, соответствующим длине пути, которые поступают от соответствующих датчиков 38 и 42. Такое определение можно реализовать в самих датчиках или даже в компьютере 44. В качестве реальных значений для позиций дорна 14 можно использовать непосредственно сигналы датчика 40.
На этом этапе контроллер компьютера 44, используя реальные значения, полученные от датчиков пути, и хранящиеся в памяти заданные значения для профилей PZ, PS скоростей и профиля PD позиций, может определить управляющие сигналы, посредством которых управляют регулирующими клапанами 32, 34, 36 и, таким образом, приводами 26, 28, 30 плунжера 10, дорна 14 и вытяжного блока 6. В результате указанные блок, плунжер и дорн перемещаются согласно соответствующим профилям PZ, PS скоростей и профилю pd позиций.
Профили PZ и PS скоростей для вытяжного блока 6 и плунжера 10 соответственно можно регулировать автономно, т.е. независимо друг от друга. Поэтому перемещения указанных компонентов устройства необязательно проводить одновременно. Таким образом, для длительности, а также для начала и конца этих перемещений можно выбрать неодинаковые значения. Например, в варианте осуществления, в котором устройство предназначено для изготовления гофрированных трубок, профили PZ и PS выбирают таким образом, чтобы перемещения блока 6 и плунжера 10 начинались одновременно, но заканчивались в разные моменты времени.
Однако, как уже упоминалось, возможна и автоматическая "синхронизация" перемещений блока 6 и плунжера 10, при которой автоматически гарантируется равенство длительностей перемещения указанных элементов. Для этого компьютер 44 программируют таким образом, чтобы его можно было перенастраивать в одно из двух рабочих состояний. В одном рабочем состоянии профили PZ и PS скоростей можно регулировать независимо друг от друга. В другом рабочем состоянии программа компьютера автоматически адаптирует профиль PZ скоростей вытяжного блока относительно профиля PS скоростей плунжера (или наоборот), устанавливая равные длительности перемещений указанных элементов. Например, если для изготовления пластикового изделия К, имеющего изменяющееся распределение толщины стенки, изменяют профиль PS скоростей плунжера, программа автоматически изменяет профиль PZ скоростей вытяжного блока. В результате, за счет соответствующего изменения PZ, перемещения вытяжного блока и плунжера происходят за один и тот же период времени.
Поскольку профиль PD позиций для дорна 14 задают по всему пути вытяжного блока 6 или плунжера 10, дорн 14 при своем движении "отслеживает" перемещение вытяжного блока и/или плунжера.
Профили PZ, PS скоростей и профиль PD позиций регулируют таким образом, чтобы в процессе изготовления пластикового изделия К, показанного на фиг.1, получить в результате желаемое распределение толщин стенки. В представленном примере, иллюстрирующем изготовление гофрированных трубок, геометрия которых согласно фиг.1 определяется половиной 24 раздувной формы, пластиковое изделие К трубчатой формы, в конечном счете, получает толщину стенки, увеличивающуюся и уменьшающуюся осциллирующим образом по всей его длине.
Возможность автономно регулировать профили PZ, PS скоростей и профиль PD позиций позволяет провести оптимальный учет воздействий, искажающих процесс изготовления, таких, например, как последующее набухание пластикового материала или прогиб пластикового изделия К трубчатой формы.
Особо проблемным моментом является переход между головной частью (полость 22 формы) и центральным участком пластикового изделия К. Как можно убедиться из диаграмм, представленных на фиг.3 и 4, эту проблему можно решить, используя в начале процесса экструзии весьма специфическую характеристику кривизны графика.
Необходимым конечным этапом изготовления гофрированных трубок из пластикового изделия К, как правило, является отрезание его в ходе специального процесса такого назначения (не показан) с целью получения ровного конца трубок. Способ согласно изобретению, предназначенный для управления скоростями вытяжного блока 6 и плунжера 10, а также для управления позицией дорна 14, позволяет специфическим и точным образом уменьшать толщину стенки разрезаемого участка пластикового изделия К, ослабляя переходную зону между его отрезаемой и остающейся частями, без такого же уменьшения толщины остальной стенки. Примеры надлежащим образом выбранных профилей PZ, PS и PD скоростей и позиций ближе к концу процесса экструзии можно определить из диаграмм, представленных на фиг.3-5. В результате количество изделий, попавших в брак во время процесса отрезания, можно существенно уменьшить.
Далее, следует обратить внимание на тот факт, что кривые, приведенные в виде диаграмм на фиг.3-5, представляют собой только примеры возможных профилей, причем выбранных для изготовления конкретных гофрированных трубок. При изготовлении гофрированных трубок другого типа, в особенности других изделий трубчатой формы, автономно регулируемые профили PZ, PS и PD могут иметь совершенно другие характеристики графиков.


Способ и устройство по изобретениям предназначены для изготовления изделий трубчатой формы (например, гофрированной трубки) из термопластичного материала. Устройство содержит головку экструдера, имеющую дорн, перемещаемый с целью изменения площади поперечного сечения отверстия головки, плунжер, предназначенный для экструдирования определенного количества пластичного материала через головку, и вытяжной блок, направленно вытягивающий из головки выпускаемое ею пластиковое изделие трубчатой формы. Перемещениями вытяжного блока, плунжера и дорна управляют таким образом, чтобы движение вытяжного блока и плунжера происходило согласно профилям скоростей, автономно регулируемым по всему пути вытяжного блока и плунжера. Перемещение же дорна совершается согласно профилю позиций, автономно регулируемому по всему пути вытяжного блока или плунжера, причем это перемещение должно происходить за то же время, что и перемещение вытяжного блока и плунжера. В результате толщину стенки изделия трубчатой формы можно регулировать по всей его длине с высокой точностью. Способ для изготовления изделий трубчатой формы включает операции экструдирования и вытяжки заготовки изделия из пластифицированного пластикового материала, которое осуществляется при управлении всего процесса изготовления за счет управления и регулирования согласно профилю скоростей всех узлов устройства, реализующего способ по изобретению. Техническим результатом, который достигается при использовании способа и устройства по изобретениям, заключается в изготовлении трубчатых изделий, которые изготавливаются с толщиной стенки, точно регулируемой по их длине. 2 н. и 8 з.п. ф-лы, 5 ил.
1. Способ изготовления изделия трубчатой формы из термопластичного материала посредством устройства, содержащего:
головку экструдера с мундштуком и дорном, между которыми сформировано кольцевое отверстие головки, при этом дорну придают возможность перемещаться относительно мундштука для изменения площади поперечного сечения отверстия головки,
экструзионный механизм с плунжером, который во время своего перемещения для изготовления пластикового изделия трубчатой формы экструдирует через головку заданное количество пластифицированного пластикового материала, определяемое длиной пути плунжера,
вытяжной блок, которому придают возможность перемещаться от исходной позиции, находящейся рядом с головкой экструдера, в направлении от указанной головки, чтобы во время процесса экструзии направленно вытягивать из головки выпускаемое из нее пластиковое изделие трубчатой формы, при этом длина пути вытяжного блока определяет длину пластикового изделия трубчатой формы, и
блок управления для управления перемещениями дорна, плунжера и вытяжного блока согласно заданной программе с целью регулирования толщины стенки пластикового изделия трубчатой формы по всей его длине, при этом перемещениями вытяжного блока, плунжера и дорна управляют таким образом, что:
перемещение вытяжного блока осуществляется согласно профилю скоростей, автономно регулируемому по всему пути вытяжного блока,
перемещение плунжера осуществляется согласно профилю скоростей, автономно регулируемому по всему пути плунжера,
перемещение дорна осуществляется согласно профилю позиций, автономно регулируемому по всему пути вытяжного блока или по всему пути плунжера, чтобы перемещение дорна проходило за то же время, что и перемещение вытяжного блока или плунжера.
2. Способ по п.1, отличающийся тем, что профили скоростей перемещений вытяжного блока и плунжера регулируют таким образом, чтобы продолжительность перемещения вытяжного блока и продолжительность перемещения плунжера были неравными.
3. Способ по п.1, отличающийся тем, что профили скоростей перемещений вытяжного блока и плунжера регулируют таким образом, чтобы продолжительность перемещения вытяжного блока и продолжительность перемещения плунжера были равными.
4. Способ по п.3, отличающийся тем, что блок управления регулирует таким образом, чтобы профиль скоростей перемещений вытяжного блока автоматически адаптировался относительно профиля скоростей перемещения плунжера или наоборот, с обеспечением равных продолжительностей перемещений вытяжного блока и плунжера.
5. Способ по п.2, отличающийся тем, что профили скоростей перемещений вытяжного блока и плунжера регулируют таким образом, чтобы перемещения вытяжного блока и плунжера начинались в одно и то же время.
6. Способ по п.1, отличающийся тем, что обеспечивают возможность регулирования профиля скоростей перемещения вытяжного блока, профиля скоростей перемещения плунжера и профиля позиций перемещения дорна по большому количеству сегментов.
7. Способ по п.1, отличающийся тем, что до начала процесса экструзии в вытяжном блоке подвергают инжекционному прессованию головную часть пластикового изделия трубчатой формы, за которую изделие во время процесса экструзии направленно вытягивают из головки вытяжным блоком.
8. Способ по п.1, отличающийся тем, что пластиковое изделие трубчатой формы используют в качестве заготовки для процесса раздувной формовки.
9. Устройство для изготовления изделия трубчатой формы из термопластичного материала, содержащее:
головку экструдера с мундштуком и дорном, между которыми сформировано кольцевое отверстие головки, при этом дорн выполнен с возможностью перемещения относительно мундштука для изменения площади поперечного сечения отверстия головки,
экструзионный механизм с плунжером, выполненный для изготовления пластикового изделия трубчатой формы с возможностью экструдировать через головку за счет выталкивающего перемещения заданное количество пластифицированного пластикового материала, определяемое длиной пути плунжера,
вытяжной блок, выполненный для направленного вытягивания из головки во время процесса экструзии выпускаемого из нее пластикового изделия трубчатой формы с возможностью перемещения от исходной позиции, находящейся рядом с головкой экструдера, в направлении от указанной головки, при этом длина пути вытяжного блока определяет длину пластикового изделия, и
блок управления, выполненный с возможностью управления перемещениями вытяжного блока, плунжера и дорна посредством заданной программы таким образом, что
перемещение вытяжного блока осуществляется согласно профилю скоростей, автономно регулируемому по всему пути вытяжного блока,
перемещение плунжера осуществляется согласно профилю скоростей, автономно регулируемому по всему пути плунжера, и
перемещение дорна осуществляется согласно профилю позиций, автономно регулируемому по всему пути вытяжного блока или по всему пути плунжера, чтобы перемещение дорна проходило за то же время, что и перемещение вытяжного блока или плунжера.
10. Устройство по п.9, отличающееся тем, что блок управления содержит:
датчик пути для определения реальных значений скорости вытяжного блока,
датчик пути для определения реальных значений скорости плунжера,
датчик пути для определения реальных значений позиций дорна и
компьютер с контроллером, который в зависимости от различий между реальными и эталонными значениями профилей скоростей перемещений вытяжного блока и плунжера, а также профиля позиций перемещений дорна генерирует управляющие сигналы для приводов вытяжного блока, плунжера и дорна.
| Шихта для изготовления пористых огнеприпасов | 1974 |
|
SU535254A1 |
| US 2002182355 А1, 05.12.2002 | |||
| НОВЫЕ ПРОИЗВОДНЫЕ МОРФИНА | 2007 |
|
RU2426736C2 |
| US 2004188891 А1, 30.09.2004 | |||
| О.ЩВАРЦ и другие | |||
| Пререработка пластмасс | |||
| - СПб.: Профессия, 2005, с.83-85 | |||
| Головка экструдера | 1989 |
|
SU1692855A1 |

