Настоящее изобретение относится к области машин для выдувного формования полимерных материалов с экструзионной головкой.
Одной из основных проблем, возникающих в выдувном формовании полых тел, является правильное радиальное распределение полимера, который образует готовое изделие. Упомянутая проблема гораздо более очевидна, когда изготавливаемое изделие не является цилиндрически симметричным или когда радиусы закругления углов дна выдуваемого изделия малы.
В действительности, когда в форме выдувается трубчатая заготовка, имеющая постоянную толщину, выясняется, что полурасплавленный материал распределяется в форме неравномерным образом. В результате одни участки стенки готового изделия слишком тонкие, а другие участки стенки слишком толстые. Для обеспечения некоторой стабильности размеров и прочности готового изделия необходимо увеличить вес изделия для получения большей толщины всех стенок, что приводит к излишнему расходу материала.
Для устранения по меньшей мере частично упомянутых недостатков существуют известные системы, например, такие как система, описанная в заявке ЕР 1004423, поданной от имени Feuerherm Harald, которая вмешивается в образование заготовки в экструзионной головке для получения из головки заготовки, деформированной в заданном направлении. Таким образом, последующее выдувное формование заготовки равномерно распределяет толщину стенок. Деформация заготовки достигается вмешательством на дорне или пуансоне, установленном в экструзионной головке, а именно заменой дорна или обеспечением деформации наружной кромки дорна посредством предусмотренных для этого пластин.
Задачей настоящего изобретения является устранение недостатков предшествующего уровня техники путем создания экструзионной головки для выдувного формования полых тел, которая обеспечивала бы равномерное распределение толщины стенок выдутого изделия.
Другой задачей настоящего изобретения является создание экструзионной головки, которая была бы крайне многофункциональной и была бы предназначена для различных типов производства без необходимости конструкционных изменений.
Упомянутые выше задачи решаются согласно изобретению экструзионной головкой, признаки которой перечислены в прилагаемом независимом пункте 1 формулы изобретения.
Предпочтительные варианты осуществления изобретения содержатся в зависимых пунктах.
Экструзионная головка для выдувного формования полых тел согласно изобретению содержит корпус, образующий внутри по существу цилиндрическую камеру. В камере корпуса аксиально установлен пуансон, имеющий по существу цилиндрическую форму, чтобы образовывать цилиндрический зазор между наружной поверхностью пуансона или дорна и внутренней поверхностью корпуса, через который может течь расплавленный пластиковый материал, подаваемый экструдером.
Матрица установлена на нижнем конце корпуса, чтобы определять конформацию наружной поверхности заготовки.
Нижняя часть пуансона устанавливается в матрице так, чтобы образовывать кольцевой зазор, связанный с первым цилиндрическим зазором, для выхода трубчатой заготовки из экструзионной головки.
Основным признаком изобретения является то, что экструзионная головка дополнительно содержит плунжер, поддерживающий внизу придающую овальную форму вставку. Плунжер подвижно аксиально установлен в камере, образованной в нижней части пуансона и открывающейся вниз. Таким образом, плунжер может перемещаться из убранного положения покоя, в котором нижний край придающей овальную форму вставки расположен в камере нижней части пуансона, в выдвинутое, рабочее положение, в котором нижний край придающей овальную форму вставки выступает внизу относительно нижнего края нижней части пуансона.
Таким образом, нижний край придающей овальную форму вставки, который выступает внизу из нижней части пуансона, позволяет осуществлять регулирование радиального распределения внутренней поверхности полимера. Поскольку нижний край придающей овальную форму вставки асимметричен, в то время как нижний край матрицы симметричен, выполняется надлежащее распределение толщины заготовки в соответствии с требованиями производства и последующий процесс выдувного формования в форме.
Преимущества изобретения ясно выражаются в том, что оно обеспечивает, через контроль перемещения плунжера, регулирование перемещения придающей овальную форму вставки в соответствии с требованиями производства.
Дополнительные характеристики изобретения более очевидны из нижеследующего подробного описания со ссылкой на его варианты осуществления, которые приводятся исключительно в качестве неограничивающего примера и показаны на прилагаемых чертежах, на которых:
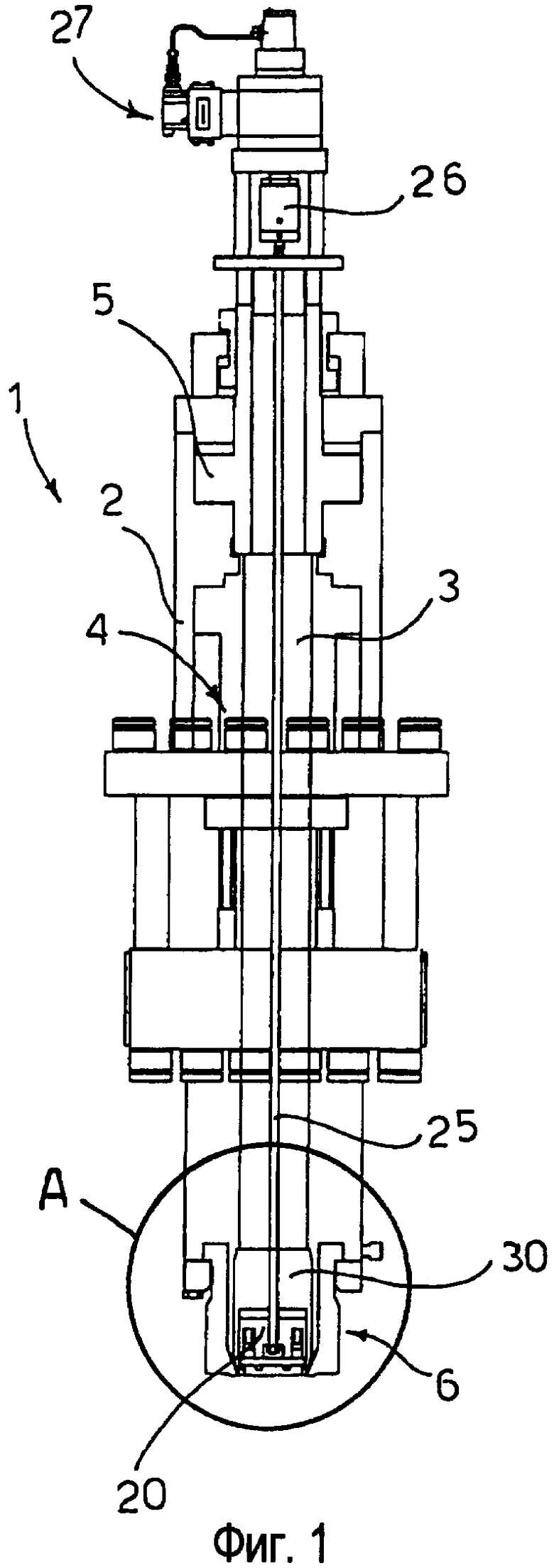
Фиг.1 - расположение в продольном разрезе всей экструзионной головки согласно изобретению;
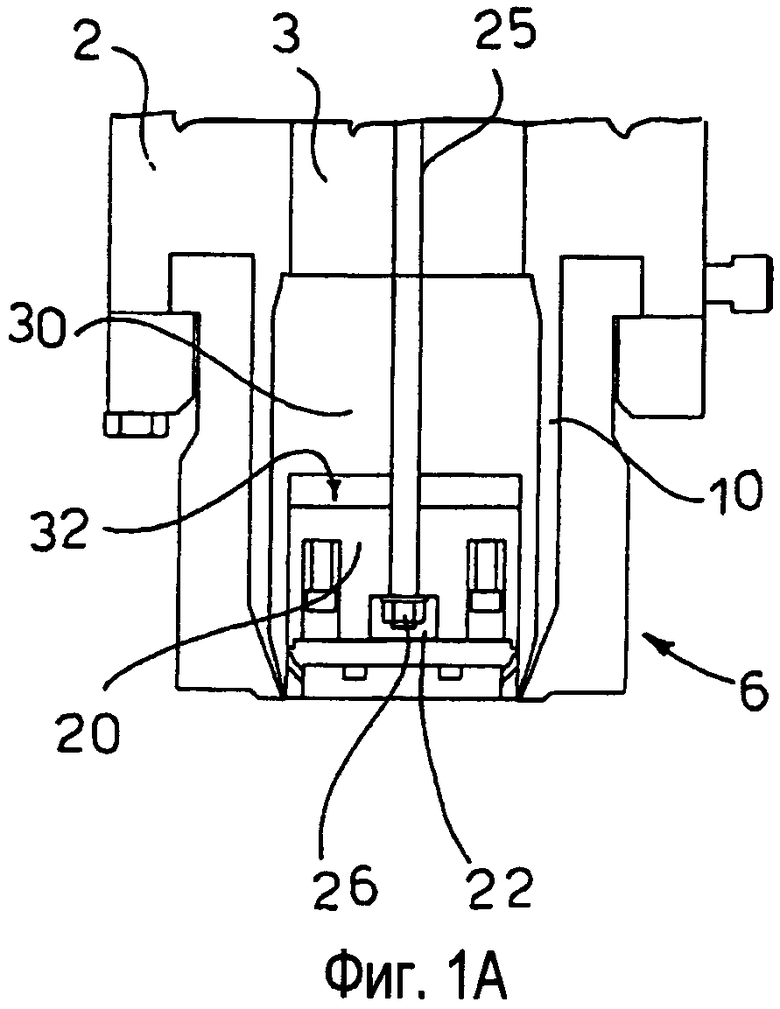
Фиг.1А - увеличенная деталь, заключенная в круг А на Фиг.1;
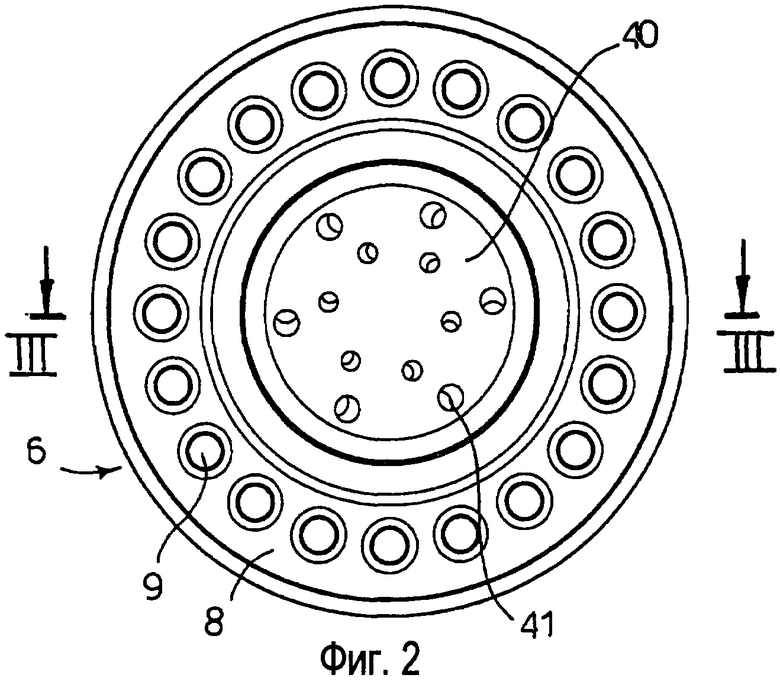
Фиг.2 - вид снизу матрицы экструзионной головки с Фиг.1;
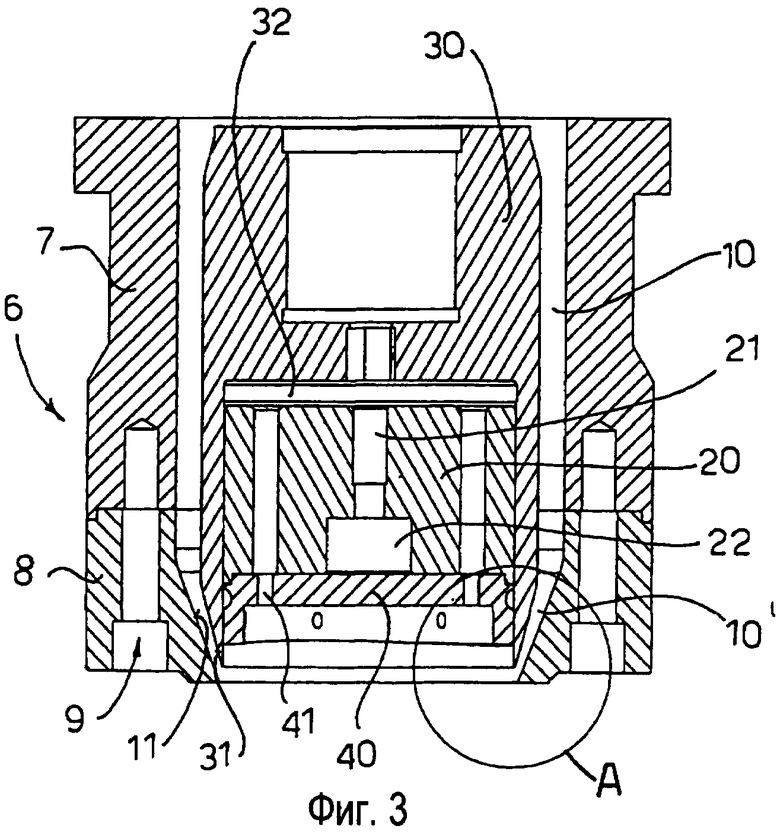
Фиг.3 - осевое сечение, взятое согласно плоскости сечения III-III Фиг.2 матрицы экструзионной головки с Фиг.1;
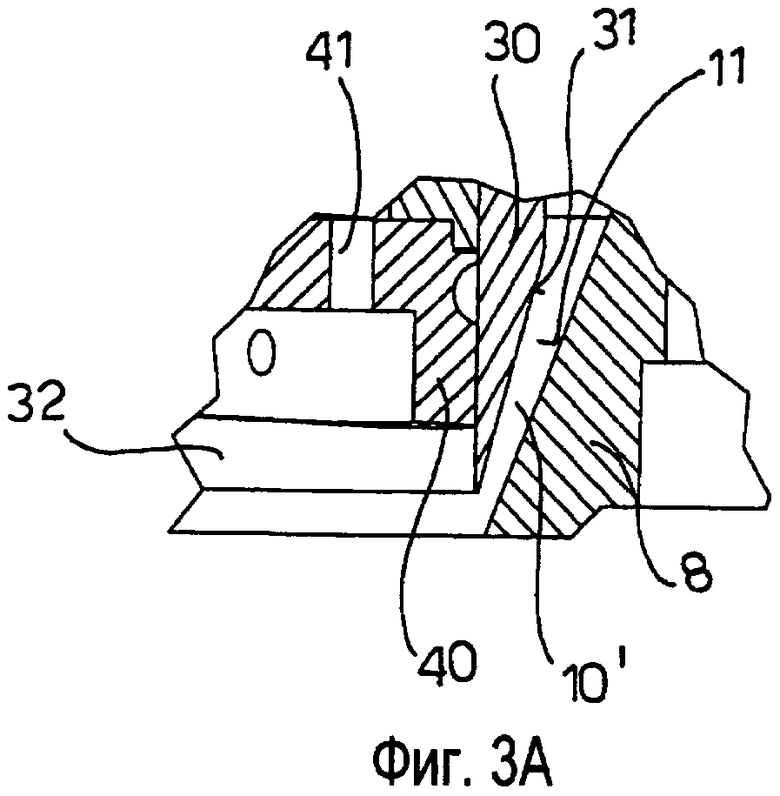
Фиг.3А - увеличение детали, заключенной в круг А на Фиг.3;
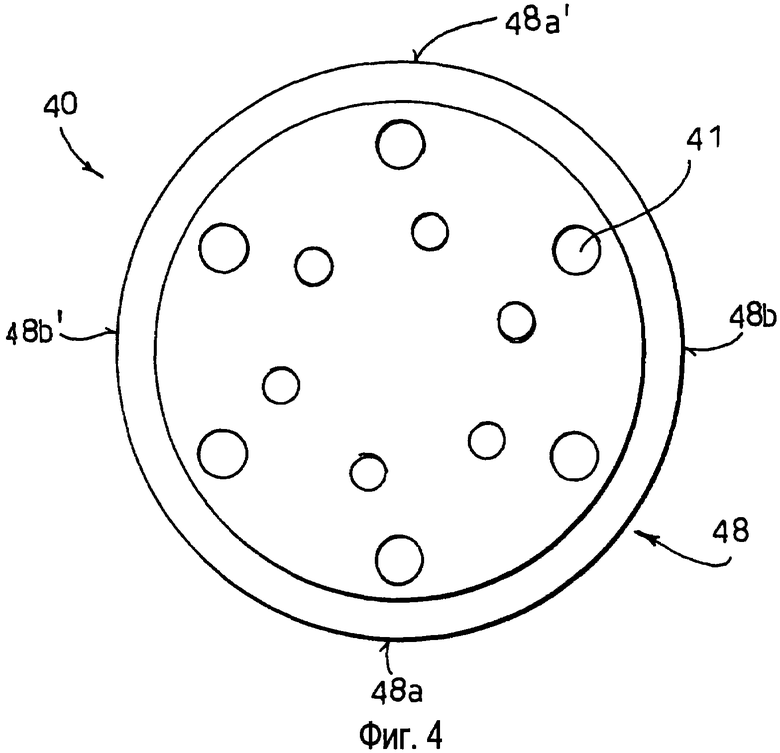
Фиг.4 - вид снизу придающей овальную форму вставки экструзионной головки с Фиг.1;
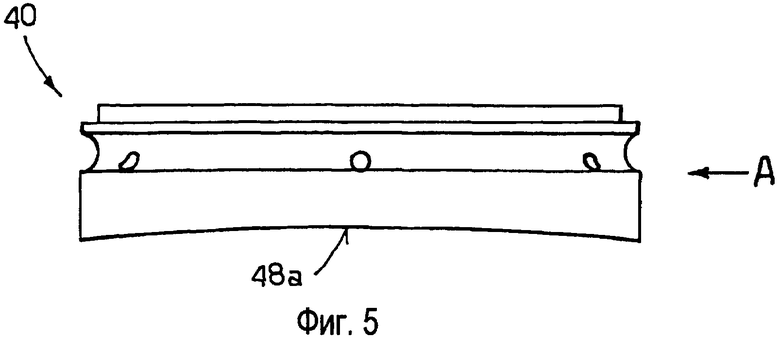
Фиг.5 - вид сбоку придающей овальную форму вставки с Фиг.4;
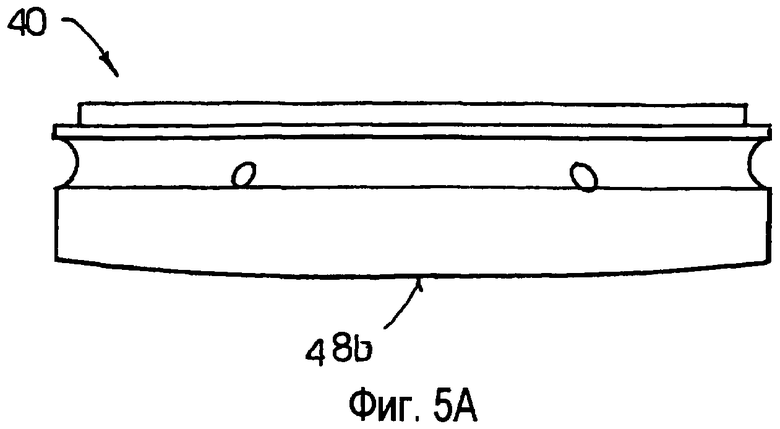
Фиг.5А - вид сбоку придающей овальную форму вставки, взятый согласно направлению стрелки А на Фиг.5;
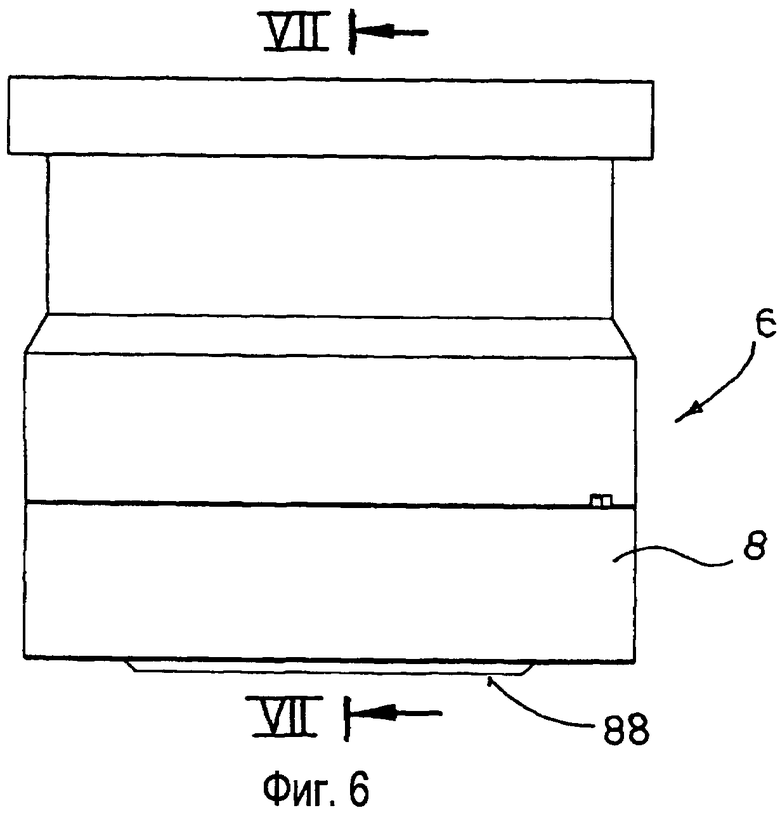
Фиг.6 - вид сбоку нижней части головки с Фиг.1, когда пуансон экструзионной головки находится в поднятом, рабочем положении, а плунжер придающей овальную форму вставки находится в убранном положении покоя;
Фиг.6А - увеличение детали, заключенной в круг А на Фиг.6;
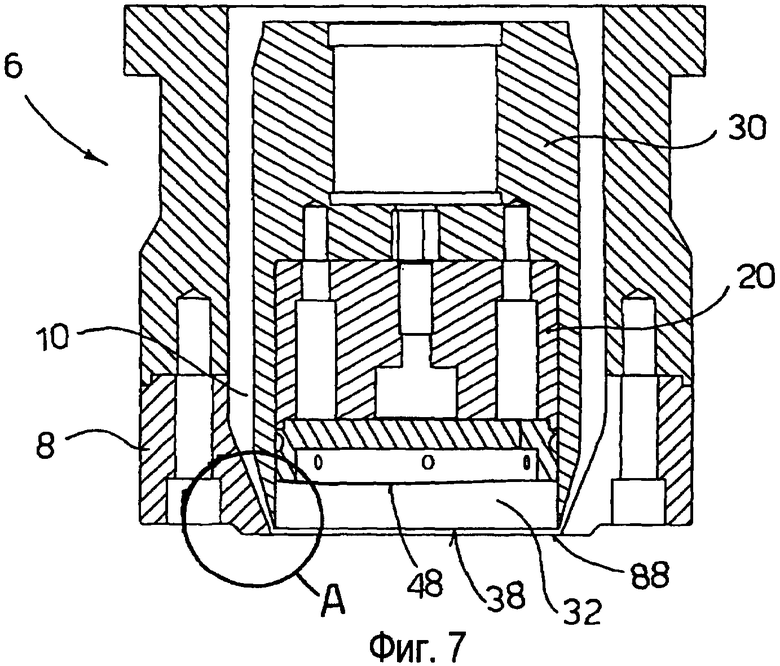
Фиг.7 - осевое сечение, взятое согласно плоскости сечения VII-VII на Фиг.6;
Фиг.7А - увеличение детали, заключенной в круг А на Фиг.7;
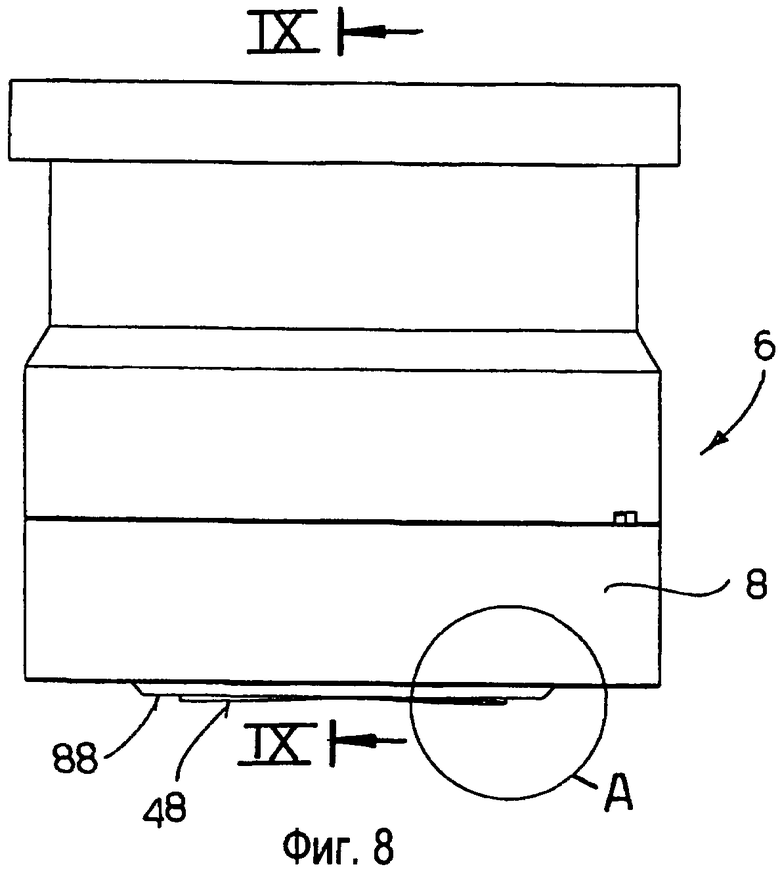
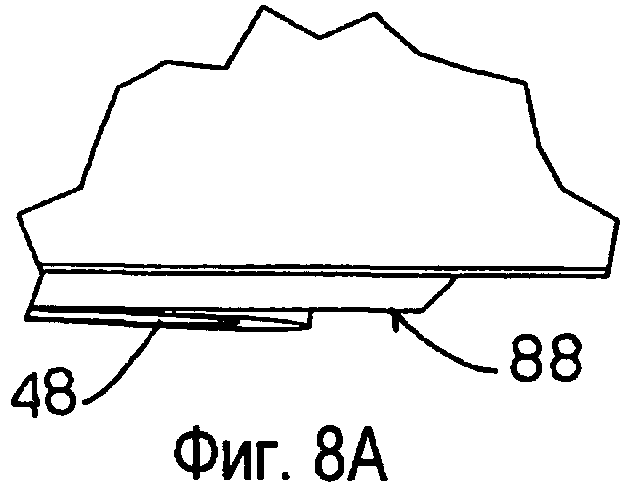
Фиг.8 - вид сбоку нижней части головки с Фиг.1, когда пуансон экструзионной головки находится в поднятом, рабочем положении и плунжер придающей овальную форму вставки находится в поднятом, рабочем положении;
Фиг.8А - увеличение детали, заключенной в круг А на Фиг.8;
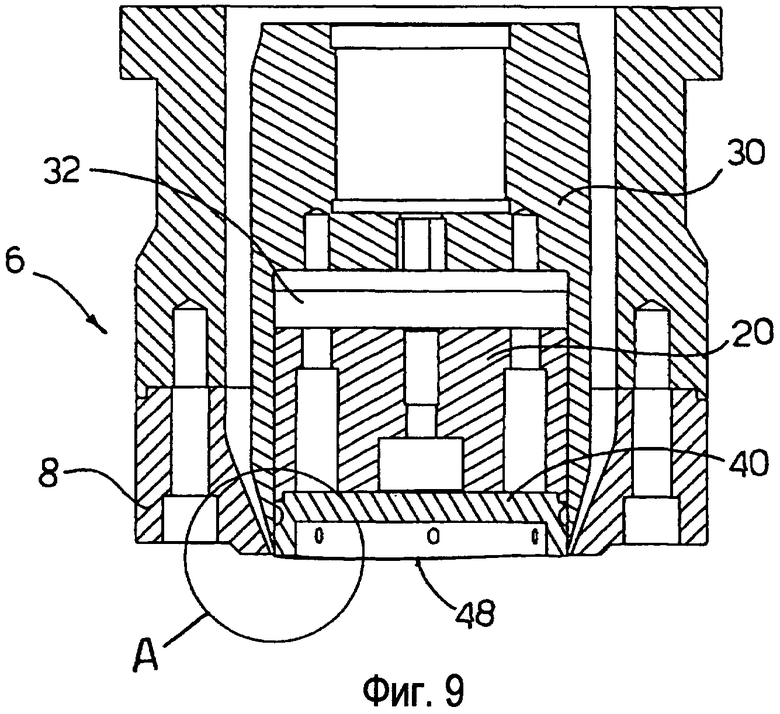
Фиг.9 - осевое сечение, взятое согласно плоскости сечения IX-IX на Фиг.8;
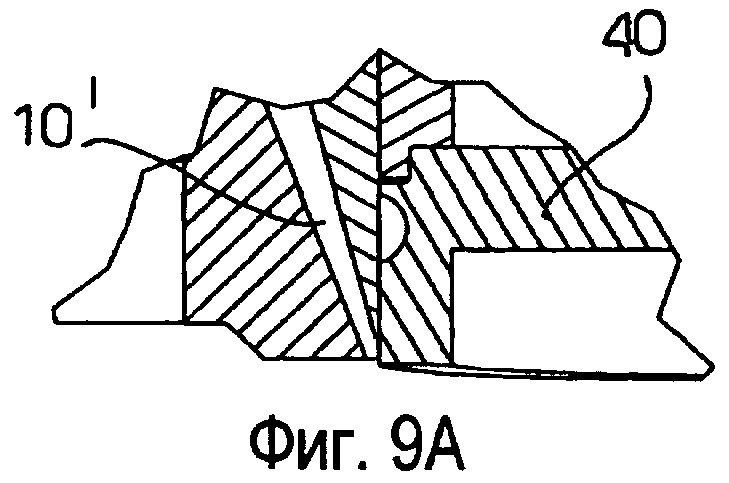
Фиг.9А - увеличение детали, заключенной в круг А на Фиг.9;
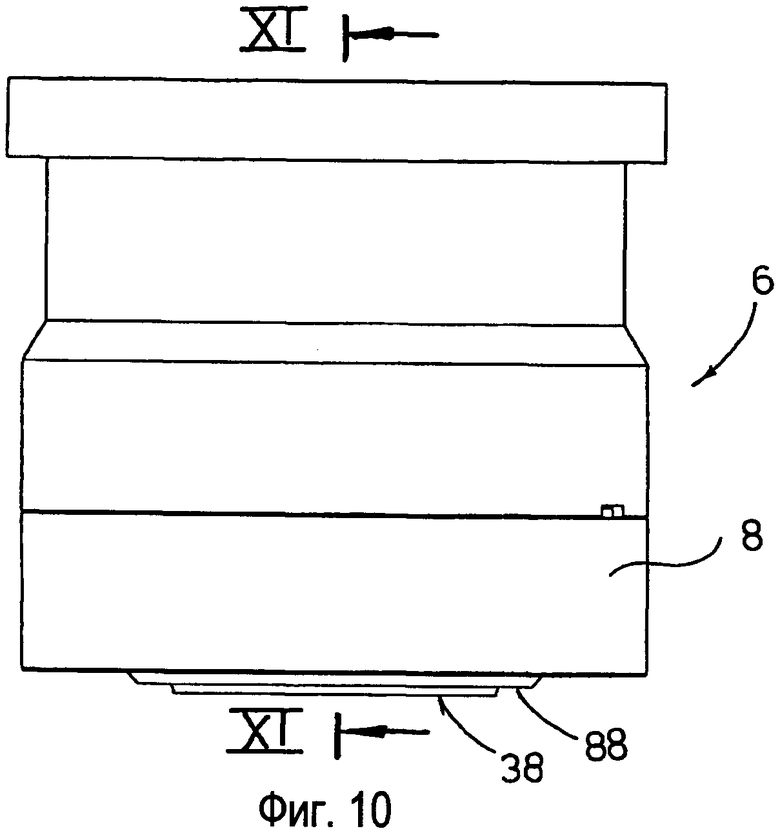
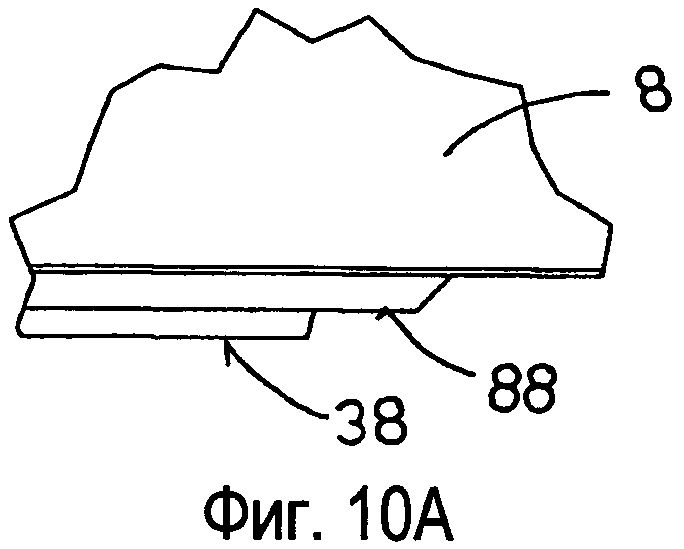
Фиг.10 - вид сбоку нижней части головки с Фиг.1, когда пуансон экструзионной головки находится в опущенном положении покоя и плунжер придающей овальную форму вставки находится в убранном положении покоя;
Фиг.10А - увеличение детали, заключенной в круг А на Фиг.10;
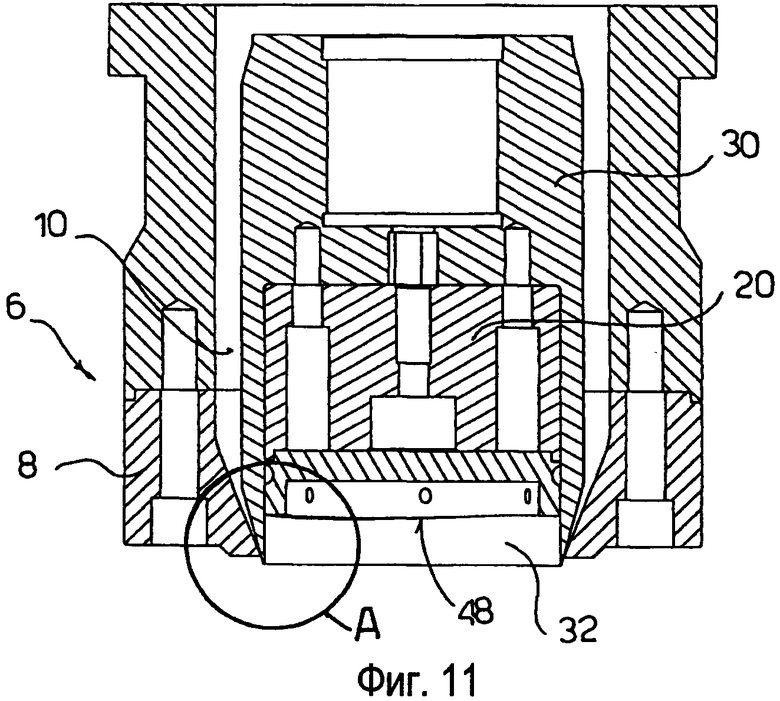
Фиг.11 - осевое сечение, взятое согласно плоскости сечения XI-XI на Фиг.10; и
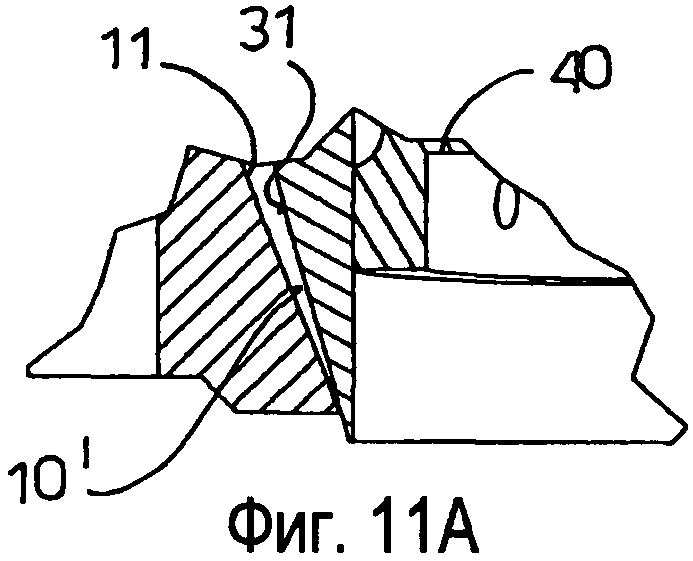
Фиг.11А - увеличение детали, заключенной в круг А на Фиг.11.
На Фиг.1 изображена экструзионная головка согласно изобретению, обозначенная в целом номером позиции 1. Экструзионная головка 1 имеет по существу цилиндрический корпус 2. По существу цилиндрический пуансон 3 аксиально установлен внутри корпуса 2.
Между внутренней стенкой корпуса 2 головки и наружной стенкой пуансона 3 образован цилиндрический зазор 4, через который расплавленный материал, подаваемый в головку экструдером (не показан), может течь вниз через трубопровод 5, установленный внутри головки. Таким образом, расплавленный материал в цилиндрическом зазоре 4 принимает по существу трубчатую форму.
В нижнем конце головки 1 расположена матрица 6, внутри которой установлена нижняя часть 30 пуансона 3. Согласно конфигурации матрицы 6 и нижней части 30 пуансона образуется форма заготовки, которая должна выходить из экструзионной головки 1 для последующего выдувания в форме.
На Фиг.1а, 2, 3 и 3А показана матрица 6, содержащая первый, цилиндрический элемент 7, прикрепленный к корпусу 2 экструзионной головки, и второй, кольцевой элемент 8, прикрепленный к цилиндрическому элементу 7 с помощью крепежных винтов, которые входят в соответствующие крепежные отверстия 9, выполненные в цилиндрическом элементе 7 и в дисковом элементе 8 матрицы 6.
Между наружной поверхностью нижней части 30 пуансона и внутренней поверхностью цилиндрического элемента 7 матрицы образован цилиндрический зазор 10, связанный с цилиндрической камерой 4 для прохода расплавленного материала. Цилиндрический зазор 10 сужается внутри кольцевого концевого элемента 8 матрицы.
Кольцевой элемент 8 имеет коническую внутреннюю поверхность 11 с внутренним диаметром, уменьшающимся книзу. Нижний конец концевого элемента 30 пуансона также имеет коническую наружную поверхность 31 с внутренним диаметром, уменьшающимся книзу. Таким образом, между двумя коническими поверхностями 11 и 31 образуется сужение 10' цилиндрического зазора 10.
В нижней части 30 пуансона 3 выполнена цилиндрическая камера 32, открытая снизу. Плунжер 20 может перемещаться аксиально внутри цилиндрической камеры 32 пуансона.
Плунжер 20 имеет аксиальное отверстие 21, заканчивающееся расширенным гнездом 22. На Фиг.1 и 1А также показан стержень 25, нижний конец которого прикреплен к плунжеру 20 с помощью гайки 26, расположенной в гнезде 22 плунжера 20, проходит в аксиальное отверстие 21 плунжера 20. Как показано на Фиг.1, плунжер 25 продолжается аксиально внутри пуансона 3; с упомянутой целью, пуансон 3 должен иметь аксиальный канал, предназначенный для обеспечения прохода стержня 25 плунжера.
Верхний конец стержня 25 расположен в верхней части экструзионной головки 1 и соединен с приводом 26, который обеспечивает аксиальное перемещение стержня 25. Привод 26 контролируется предусмотренным для этой цели контроллером 27.
К нижней поверхности плунжера 20 прикреплена придающая овальную форму вставка 40. Придающая овальную форму вставка 40 имеет множество крепежных отверстий 41, рассчитанных на совмещение с крепежными отверстиями плунжера для принятия крепежных винтов.
Как показано на Фиг.4, 5 и 5А, придающая овальную форму вставка имеет по существу форму диска с наружным диаметром, по существу равным наружному диаметру плунжера 20 для перемещения в камере 32 пуансона. Наружный нижний край 48 придающей овальную форму вставки 40 имеет асимметричный профиль и разделен на четыре участка дуги круга 48а, 48b, 48a', 48b', стягивающие угол в центре 90°. Точнее, как показано на Фиг.5 и 5А, есть два участка наружного нижнего края с выпуклым профилем 48а и 48а', расположенные в диаметрально противоположных положениях, и два участка наружного нижнего края с вогнутым профилем 48b и 48b', расположенные в диаметрально противоположных положениях.
На Фиг.6, 6А, 7 и 7А показан плунжер 20, находящийся в убранном положении покоя, при этом пуансон 3 находится в опущенном, рабочем положении. В этом положении плунжер 20 убран в камеру 32 нижней части 30 пуансона, и нижний край 48 придающей овальную форму вставки 40 не выступает наружу относительно нижнего края 38 нижней части 30 пуансона. Пуансон 3 поднят, и нижняя часть 30 пуансона находится внутри матрицы 6; следовательно, нижний край 38 нижней части пуансона не выступает наружу относительно нижнего края 88 матрицы 6.
Расплавленный материал может проходить через сужение 10' зазора 10 так, чтобы образовывать на выходе из матрицы 6 трубчатую заготовку с по существу постоянной толщиной, поскольку и нижний край 38 пуансона, и нижний край 88 матрицы 6 круглые и симметричные. Следовательно, толщина заготовки не контролируется.
Если необходимо контролировать толщину заготовки, контроллер 27 (Фиг.1) контролирует привод 26, который приводит в действие стержень 25, таким образом вызывая перемещение вниз плунжера 20.
После упомянутого перемещения (см. Фиг.8, 8А, 9 и 9А) плунжер 20 находится в выдвинутом, рабочем положении, и нижняя часть 30 пуансона также находится в поднятом, рабочем положении. В этой ситуации нижний край 48 придающей овальную форму вставки 40 выступает наружу вниз как относительно нижнего края 38 нижней части 30 пуансона, так и относительно нижнего края 88 матрицы 6.
Расплавленный материал может проходить через сужение 10' зазора 10; однако в этом случае внутренняя поверхность расплавленного материала вступает в контакт с наружным нижним краем 48 придающей овальную форму вставки 40.
Поскольку наружный нижний край 48 придающей овальную форму вставки асимметричен и имеет выпуклые участки 48а, 48а' и вогнутые участки 48b, 48b', внутренней поверхности заготовки на выходе из матрицы 6 придается овальная форма. В результате заготовка имеет большую толщину на выпуклых частях 48а, 48а' придающей овальную форму вставки 40 и меньшую толщину на вогнутых частях 48b, 48b' придающей овальную форму вставки.
Следовательно, когда в форме выдувается заготовка с неравномерной толщиной, готовое изделие имеет равномерное распределение толщины боковых стенок.
Следует учитывать, что пуансон 3 может перемещаться аксиально внутри головки 1 из поднятого, рабочего положения, в котором сужение 10' зазора 10 открыто для прохода расплавленного материала, в опущенное положение покоя, в котором сужение 10' зазора 10 закрыто для предотвращения прохода расплавленного материала наружу.
На Фиг.10, 10А, 11, 11А показано, что для остановки производства, плунжер 20 переводится обратно в убранное положение покоя внутри камеры 32 нижней части 30 пуансона, и пуансон 3 приводится в действие для перемещения вниз так, чтобы привести в соприкосновение коническую наружную стенку 21 нижней части 30 пуансона с конической внутренней стенкой 32 матрицы 6. Таким образом, сужение 10' зазора 10 закрывается, и расплавленный материал не может выйти из матрицы 6.
Следует отметить, что в этой ситуации нижний край 38 нижней части 30 пуансона слегка выступает вниз относительно нижнего края 88 нижней части 8 матрицы 6.
В настоящий вариант осуществления изобретения может быть внесено множество отдельных изменений и модификаций, очевидных для специалиста в данной области техники и в любом случае находящихся в пределах объема изобретения, как отражено в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЮБИКОВ | 1991 |
|
RU2021129C1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| МАТРИЦА, СИСТЕМА И СПОСОБ СОВМЕСТНОЙ ЭКСТРУЗИИ МНОЖЕСТВА ЖИДКОСТНЫХ СЛОЕВ | 2009 |
|
RU2500532C2 |
| Устройство для распределения расплавленного термопластичного материала, например, клея | 1973 |
|
SU541417A3 |
| ЗАПРЕССОВЫВАЕМАЯ ФЛАНЦЕВАЯ СИСТЕМА УКУПОРИВАНИЯ ЕМКОСТИ | 2014 |
|
RU2677962C2 |
| ВЫДУВНОЕ ФОРМОВАНИЕ СТОМНЫХ МЕШКОВ | 2013 |
|
RU2656014C2 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| КОМПЛЕКТ СИСТЕМЫ НАВЕШИВАНИЯ | 2014 |
|
RU2681865C1 |

Настоящее изобретение относится к области машин для выдувного формования полимерных материалов с экструзионной головкой. Техническим результатом заявленного изобретения является создание экструзионной головки для выдувного формования полых тел, обеспечивающей равномерное распределение толщины стенок выдутого изделия, многофункциональной и предназначенной для различных типов производства без необходимости конструкционных изменений. Технический результат обеспечивается экструзионной головкой для выдувного формования полых тел, которая содержит корпус, образующий внутри цилиндрическую камеру. Внутри цилиндрической камеры корпуса аксиально установлен пуансон, имеющий цилиндрическую форму и образующий цилиндрический зазор между наружной поверхностью пуансона и внутренней поверхностью корпуса, через который течет расплавленный пластиковый материал, подаваемый экструдером. На нижнем конце корпуса установлена матрица. В матрице установлена нижняя часть пуансона, так, чтобы образовывать кольцевой зазор, соединенный с цилиндрическим зазором, для выхода трубчатой заготовки из экструзионной головки. При этом плунжер поддерживает внизу придающую овальную форму вставку. Причем плунжер подвижно установлен аксиально в камере, образованной в нижней части пуансона и открывающейся вниз. Плунжер может перемещаться из убранного положения покоя, в котором нижний край придающей овальную форму вставки расположен в камере нижней части пуансона, в выдвинутое, рабочее положение, в котором нижний край придающей овальную форму вставки выступает внизу относительно нижнего края нижней части пуансона. 2 н. и 9 з.п. ф-лы, 20 ил.
1. Экструзионная головка (1) для выдувного формования полых тел, содержащая
корпус (2), образующий внутри по существу цилиндрическую камеру;
пуансон (3), имеющий по существу цилиндрическую форму и установленный аксиально внутри цилиндрической камеры корпуса так, чтобы образовывать цилиндрический зазор (4) между наружной поверхностью пуансона и внутренней поверхностью корпуса, через который может течь расплавленный пластиковый материал, подаваемый экструдером;
матрицу (6), установленную на нижнем конце корпуса (2); и
нижнюю часть (30) пуансона (3), установленную в матрице (6) так, чтобы образовывать кольцевой зазор (10), соединенный с цилиндрическим зазором (4), для выхода трубчатой заготовки из экструзионной головки, отличающаяся тем, что содержит
плунжер (20), поддерживающий внизу придающую овальную форму вставку (40), причем плунжер подвижно установлен аксиально в камере (32), образованной в нижней части (30) пуансона и открывающейся вниз, так что упомянутый плунжер может перемещаться из убранного положения покоя, в котором нижний край (48) придающей овальную форму вставки расположен в камере (32) нижней части пуансона, в выдвинутое рабочее положение, в котором нижний край (48) придающей овальную форму вставки выступает внизу относительно нижнего края (38) нижней части пуансона.
2. Экструзионная головка (1) по п.1, отличающаяся тем, что придающая овальную форму вставка (40) имеет, по существу, кольцевую форму, и ее нижний край (48) асимметричен и имеет участки с выпуклым профилем (48а, 48а') и участки с выгнутым профилем (48b, 48b').
3. Экструзионная головка (1) по п.2, отличающаяся тем, что придающая овальную форму вставка (40) имеет два участка с выпуклым профилем (48а, 48а'), расположенных в диаметрально противоположных положениях, и два участка с вогнутым профилем (48b, 48b'), расположенных в диаметрально противоположных положениях.
4. Экструзионная головка (1) по п.3, отличающаяся тем, что каждый из упомянутых участков с выпуклыми и вогнутыми профилями (48а, 48а', 48b, 48b') имеет форму дуги круга, стягивающей угол 90°.
5. Экструзионная головка (1) по любому из пп.1-4, отличающаяся тем, что плунжер (20) соединен со стержнем (25), который аксиально пересекает пуансон (3) и приводится в действие для перемещения приводом (26), установленным в верхней части упомянутой экструзионной головки (1).
6. Экструзионная головка (1) по любому из пп.1-4, отличающаяся тем, что пуансон (3) установлен аксиально с возможностью перемещения внутри корпуса (2) головки из поднятого рабочего положения, в котором кольцевой зазор (10, 10'), образованный между нижней частью (30) пуансона и матрицей (6), открыт, в опущенное положение покоя, в котором кольцевой зазор (10, 10'), образованный между нижней частью (30) пуансона и матрицей (6), закрыт.
7. Экструзионная головка (1) по п.5, отличающаяся тем, что пуансон (3) установлен аксиально с возможностью перемещения внутри корпуса (2) головки из поднятого рабочего положения, в котором кольцевой зазор (10, 10'), образованный между нижней частью (30) пуансона и матрицей (6), открыт, в опущенное положение покоя, в котором кольцевой зазор (10, 10'), образованный между нижней частью (30) пуансона и матрицей (6), закрыт.
8. Экструзионная головка (1) по любому из пп.1-4 или 7, отличающаяся тем, что матрица содержит нижнюю часть (8), которая имеет коническую внутреннюю поверхность (11) с радиусом, уменьшающимся книзу, при этом нижняя часть (30) пуансона содержит коническую наружную поверхность (31) с диаметром, уменьшающимся книзу, для создания сужения (10') кольцевого зазора (10) для прохода расплавленного пластикового материала.
9. Экструзионная головка (1) по п.5, отличающаяся тем, что матрица содержит нижнюю часть (8), которая имеет коническую внутреннюю поверхность (11) с радиусом, уменьшающимся книзу, при этом нижняя часть (30) пуансона содержит коническую наружную поверхность (31) с диаметром, уменьшающимся книзу, для создания сужения (10') кольцевого зазора (10) для прохода расплавленного пластикового материала.
10. Экструзионная головка (1) по п.6, отличающаяся тем, что матрица содержит нижнюю часть (8), которая имеет коническую внутреннюю поверхность (11) с радиусом, уменьшающимся книзу, при этом нижняя часть (30) пуансона содержит коническую наружную поверхность (31) с диаметром, уменьшающимся книзу, для создания сужения (10') кольцевого зазора (10) для прохода расплавленного пластикового материала.
11. Способ контроля толщины стенок заготовки, выходящей из экструзионной головки (1) в соответствии с любым из предшествующих пунктов, включающий этапы, на которых подают расплавленный материал в экструзионную головку (1) и опускают плунжер (20), поддерживающий придающую овальную форму вставку (40), установленную в камере (32), выполненной в нижней части (30) пуансона (3) экструзионной головки, так что нижний край (48) придающей овальную форму вставки выступает внизу относительно нижнего края (38) нижней части (30) пуансона для придания овальной формы внутренней части заготовки, выходящей из экструзионной головки.
| DE 9112621 U1, 09.04.1992 | |||
| Полимерная композиция для покрытий полов | 1982 |
|
SU1004423A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО РУКАВНОГО ИЛИ ТРУБЧАТОГО ЖГУТА | 2002 |
|
RU2254995C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| DE 2915691 A1, 23.10.1980 | |||
| 0 |
|
SU170168A1 | |
| Центробежный компрессор | 1973 |
|
SU478957A2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ В ГОЛОВКЕ ЧЕРВЯЧНОГО ПРЕССА | 0 |
|
SU210356A1 |

