Предлагаемое изобретение относится к области обработки резанием и может быть использовано при зубонарезании цилиндрических зубчатых колес по методу обката.
Известна резцовая головка (см. пат. 2306210 C1, Российская Федерация, МКП B23F 21/14 от 20.09.2007. Бюл. №26. Резцовая головка / Федоров Ю.Н., Артамонов В.Д., Золотухина О.Л.) для предварительного зубонарезания с монотонно возрастающим окружным шагом расположения взаимозаменяемых резцов в одной плоскости в корпусе головки в пределах неполного витка с образованием свободного от резцов сектора для деления заготовки на зуб.
Основным недостатком данной резцовой головки является образование вогнутости боковых поверхностей зубьев, что исключает возможность ее использования для чистовой зубообработки цилиндрических зубчатых колес.
Наиболее близкой по технической сущности (прототипом) является резцовая головка (см. статью в сборнике научных трудов «Технология механической обработки и сборки», г. Тула, 1993 г., с.40-46. Федорова Ю.Н. «Дисковые резцовые головки для z-кратного обкатывающего зубопротягивания цилиндрических колес») для z-кратного обкатывающего зубопротягивания цилиндрических колес, состоящая из двух полуголовок, с резцами, расположенными в двух плоскостях на расстоянии длины общей нормали.
Основной недостаток этой резцовой головки заключается в неравномерном распределении огранки профиля (Δ) обрабатываемых зубьев колеса и в отсутствии возможности управления величиной погрешности профиля (ff).
Задачей предлагаемого изобретения является повышение качества зубчатых колес за счет уменьшения погрешности профиля нарезаемых зубьев путем управления процессом формообразования боковых эвольвентных поверхностей зубьев.
Поставленная задача решается тем, что в предложенной резцовой головке, состоящей из двух полуголовок, в радиально расположенных пазах которых в двух плоскостях на расстоянии длины общей нормали установлены резцы с образованием свободного от резцов сектора для деления на зуб, резцы, формирующие профиль зуба от вершины до основания, установлены в полуголовке с монотонно возрастающим шагом, а резцы, формирующие профиль зуба от основания до вершины, установлены в полуголовке с монотонно уменьшающимся шагом.
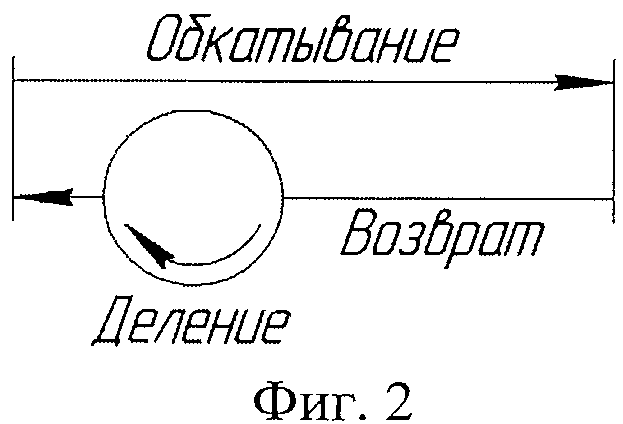
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показано взаимное расположение резцовой головки и обрабатываемой заготовки, на фиг.2 - схема цикла зубообработки с односторонним обкатом.
Резцовая головка содержит правую полуголовку 1 с рядом резцов 2, установленных с монотонно возрастающим шагом, формирующих профиль зуба от вершины до основания, и левую полуголовку 3 с рядом резцов 4, установленных с монотонно убывающим шагом, формирующих профиль зуба от основания до вершины, которые установлены на общей оправке 5. На столе станка расположено обкатно-делительное устройство, обеспечивающее заготовке 6 согласованные движения обката.
Перед обработкой заготовку 6 устанавливают в свободном от резцов секторе резцовой головки, на полную высоту зуба относительно резцов 2 и 4 полуголовок 1 и 3.
Зубообработку начинают с момента одновременного профилирования режущими кромками первого резца 2 правой полуголовки 1 вершины одного зуба заготовки 6 и первого резца 4 левой полуголовки 3 основания другого зуба заготовки 6. Заготовка 6 совершает согласованные движения обката до полного формирования боковых противоположных поверхностей двух зубьев, расположенных на расстоянии длины общей нормали. Затем во время прохождения свободного от резцов сектора резцовой головки следует возврат заготовки 6 в исходное положение и ее деление на зуб, после чего цикл зубообработки повторяется до окончательной обработки зубчатого колеса.
Расположение резцов в полуголовках с монотонно изменяющимся шагом обеспечивает выравнивание высоты гребешков профильной огранки по среднему значению Δcp=const, то есть ее уменьшение по сравнению с максимальной примерно в 2 раза, за счет чего достигается уменьшение погрешности профиля ff и соответствующее повышение точности обработанного зубчатого колеса по нормам плавности работы на 2 степени точности по ГОСТ 1643-81.
Предложенная резцовая головка позволяет повысить качество зубчатых колес за счет уменьшения погрешности профиля зубьев при неизменном количестве резцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой зубообработки цилиндрических зубчатых колес | 2015 |
|
RU2607509C1 |
| Резцовая головка | 1982 |
|
SU1039656A1 |
| Резцовая головка для нарезания зубчатых колес | 1981 |
|
SU1020195A1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2011 |
|
RU2471593C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТОЧНОСТЬЮ ЗУБООБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2014 |
|
RU2558317C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456136C1 |
Резцовая головка состоит из двух полуголовок, в радиально расположенных пазах которых в двух плоскостях на расстоянии длины общей нормали установлены резцы с образованием свободного от резцов сектора для деления на зуб. Для повышения качества нарезаемых колес за счет уменьшения погрешности их профиля резцы, формирующие профиль зуба от вершины до основания, установлены в полуголовке с монотонно возрастающим шагом, а резцы, формирующие профиль зуба от основания до вершины, установлены в полуголовке с монотонно уменьшающимся шагом. 2 ил.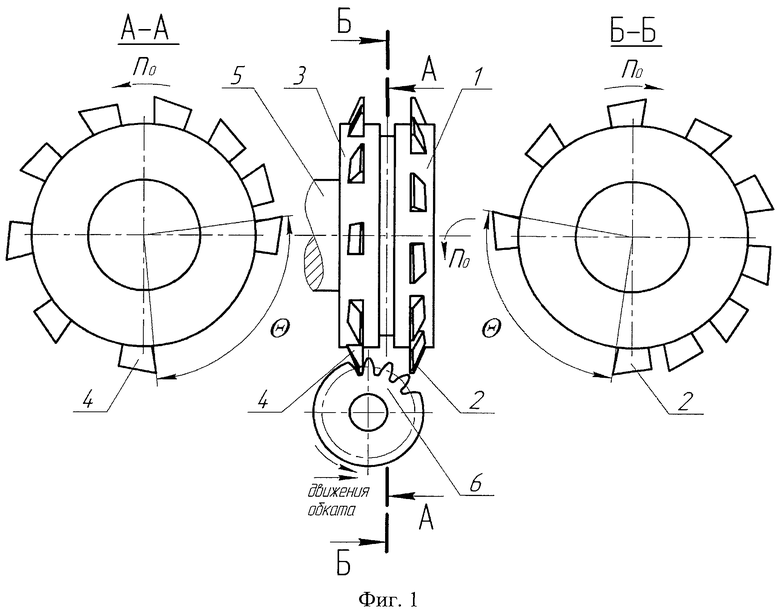
Резцовая головка, состоящая из двух полуголовок, в радиально расположенных пазах которых в двух плоскостях на расстоянии длины общей нормали установлены резцы с образованием свободного от резцов сектора для деления на зуб, отличающаяся тем, что резцы, формирующие профиль зуба от вершины до основания, установлены в полуголовке с монотонно возрастающим шагом, а резцы, формирующие профиль зуба от основания до вершины, установлены в полуголовке с монотонно уменьшающимся шагом.
| ФЕДОРОВ Ю.Н | |||
| "Дисковые резцовые головки для z-кратного обкатывающего зубопротягивания цилиндрических колес", сборник "Технология механической обработки и сборки", г.Тула, Тульский государственный технический университет, 1993, с.40-46 | |||
| Многорезцовая головка для черновой нарезки глобоидных червяков | 1950 |
|
SU91693A1 |
| Одновитковая резцовая головка | 1975 |
|
SU566689A1 |
| Резцовая головка для нарезания зубчатых колес | 1981 |
|
SU1020195A1 |
| US 3587385 A, 28.06.1971. | |||

