Предлагаемое изобретение относится к области обработки резанием и может быть использовано при изготовлении цилиндрических зубчатых колес.
Известна резцовая головка, состоящая из двух дисковых полуголовок, оснащенных взаимозаменяемыми резцами, установленных и зафиксированных на расстоянии длины общей нормали (см. патент РФ 2445195 C1, B23F 21/12).
Основным недостатком этого устройства является невозможность управления точностью зубообработки, в частности по параметру длины общей нормали, из-за жесткой фиксации полуголовок в определенном положении.
Наиболее близким по технической сущности (прототипом) является устройство для компенсации размерного износа инструмента (см. А.с. 629042, М.кл.2 B23Q 23/00). Устройство содержит две полуголовки с взаимозаменяемыми резцами, расположенными на расстоянии длины общей нормали, причем возможность осевых перемещений полуголовок, между которыми установлены упругие элементы, обеспечивается двумя гидроцилиндрами, расположенными с внешних сторон полуголовок.
Существенным недостатком этого устройства является невозможность достижения заданной точности расстояния длины общей нормали между резцами полуголовок, вследствие сложности обеспечения одинаковых осевых микроперемещений двух резцовых полуголовок от разных гидроприводов.
Задачей предлагаемого изобретения является повышение точности зубообработки цилиндрических колес по параметру длины общей нормали за счет управления расстоянием между резцами двух полуголовок путем согласованных осевых микроперемещений резцовых полуголовок.
Поставленная задача в предложенном устройстве для управления точностью зубообработки цилиндрических колес резцовой головкой, состоящей из двух полуголовок, установленных на цилиндрической оправке с возможностью их осевых перемещений, решается за счет того, что полуголовки с внутренних сторон выполнены со ступицами с наружными резьбовыми поверхностями разного направления, которые сопряжены с внутренними разнонаправленными резьбовыми поверхностями червячного колеса.
Сущность предлагаемого изобретения поясняется чертежом, где на фиг. 1 представлена схема взаимного расположения рецовых полуголовок со ступицами, червячного колеса и приводного червяка; на фиг. 2 - разрез в плоскости симметрии червячного колеса.
Устройство для управления точностью зубообработки цилиндрических колес резцовой головкой состоит из двух полуголовок 1 и 2, установленных на цилиндрической оправке 3, с внутренних сторон которых выполнены ступицы 4 и 5, имеющие наружные резьбовые поверхности разного направления, сопряженные с внутренними разнонаправленными резьбовыми поверхностями червячного колеса 6 и приводного червяка 7.
Взаимодействие указанных частей устройства для управления точностью зубообработки цилиндрических колес осуществляется следующим образом. После поступления сигнала от измерительного прибора включается вращательное движение приводного червяка 7 и производится поворот червячного колеса 6 на определенную величину. Внутренние разнонаправленные резьбовые поверхности червячного колеса 6 сопрягаются с наружными резьбовыми поверхностями разного направления ступиц 4 и 5 резцовых полуголовок 1 и 2, установленных на цилиндрической оправке 3, что обеспечивает согласованные осевые микроперемещения резцовых полуголовок 1 и 2 в диапазоне 1…10 мкм до момента достижения заданной точности расстояния длины общей нормали между резцами.
Практическая реализация предложенного устройства для управления точностью зубообработки цилиндрических колес в производственных условиях машиностроительного предприятия позволит существенно повысить точность изготовления цилиндрических зубчатых колес в диапазоне модулей 2…5 мм, широко используемых в таких отраслях машиностроения, как авто- и мотостроение, станкостроение, приборостроение, а также в производстве техники оборонного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ РАЗМЕРНОГО ИЗНОСА ИНСТРУМЕНТА | 2014 |
|
RU2560610C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2010 |
|
RU2445195C1 |
| Резцовая головка для нарезания зубчатых колес | 1981 |
|
SU1020195A1 |
| Резцовая головка | 1982 |
|
SU1039656A1 |
| Способ чистовой зубообработки цилиндрических зубчатых колес | 2015 |
|
RU2607509C1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Резцовая ножовка | 1939 |
|
SU59221A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |

Изобретение относится к области обработки металлов резанием и может быть использовано при изготовлении цилиндрических зубчатых колес. Устройство для зубообработки цилиндрических колес содержит резцовую головку, состоящую из двух полуголовок, установленных на цилиндрической оправке с возможностью их осевых перемещений, и приводной червяк. Полуголовки с внутренних сторон выполнены со ступицами, имеющими наружные резьбовые поверхности разного направления, которые сопряжены с внутренними разнонаправленными резьбовыми поверхностями червячного колеса. Достигается повышение точности зубообработки цилиндрических колес по параметру длины общей нормали за счет управления расстоянием между резцами двух полуголовок. 2 ил.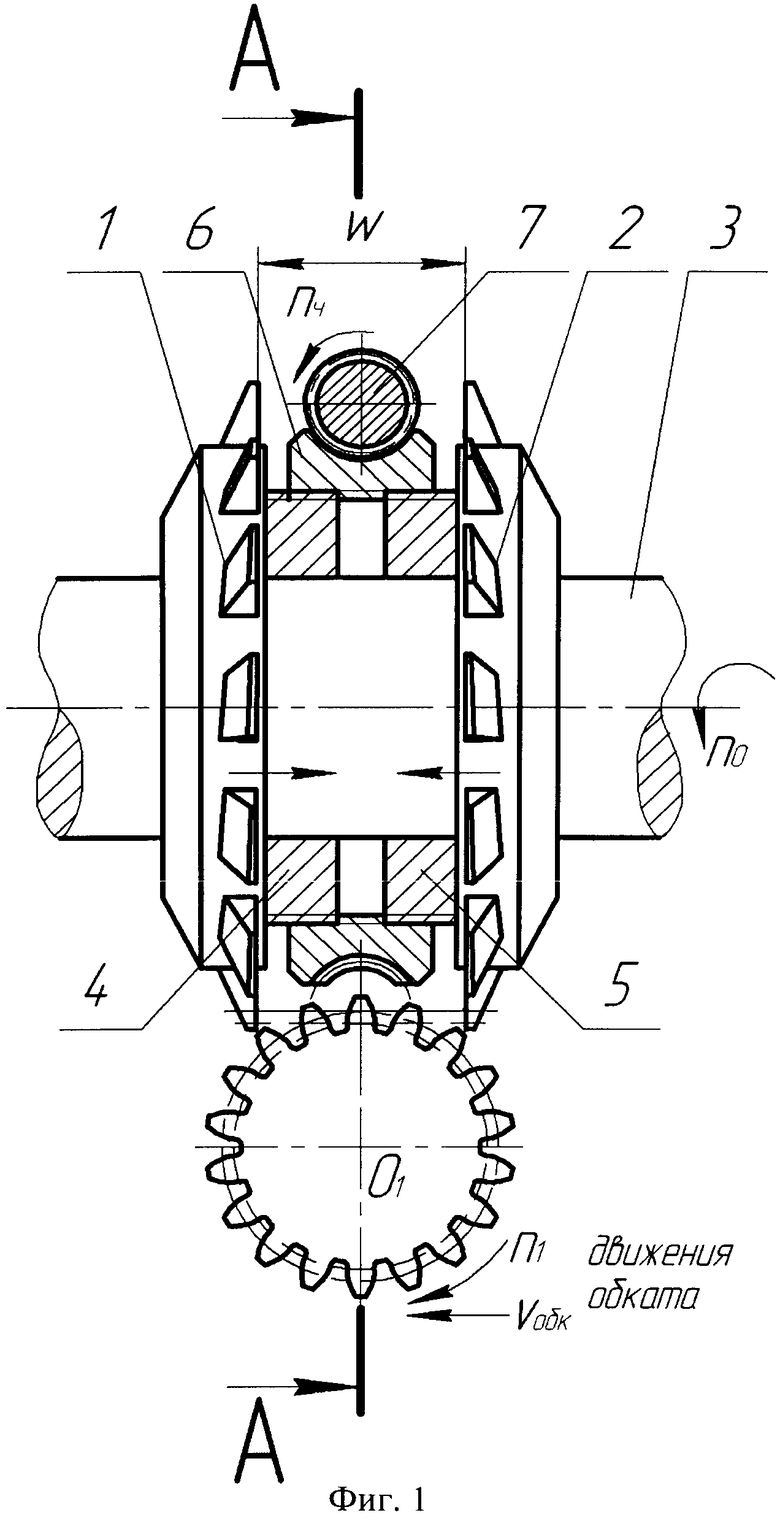
Устройство для зубообработки цилиндрических колес, содержащее резцовую головку, состоящую из двух полуголовок, установленных на цилиндрической оправке с возможностью их осевых перемещений, и приводной червяк, отличающееся тем, что полуголовки с внутренних сторон выполнены со ступицами, имеющими наружные резьбовые поверхности разного направления, которые сопряжены с внутренними разнонаправленными резьбовыми поверхностями червячного колеса.
| Устройство для компенсации размерного износа инструмента | 1977 |
|
SU629042A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| Резцовая головка | 1978 |
|
SU770690A1 |
| JP 2010058209 A, 18.03.2010 | |||

