Изобретение относится к обработке металлов резанием, в частности к зуборезному инструменту, предназначенному для чистовой обработки зубчатых изделий, применяемых в различных отраслях машиностроения. Известна резцовая головка для нарезания зубчатых колес, на корпусе которой, выполненном в виде двух обращенных одна к другой малыми основаниями конических полуголовок, установлены по винтовой линии профильные резцы 1. Недостатком указанного инструмента является невозможность обеспечения высокой точности зубообработки из-за возникновения винтообразности направляющей зуба, вызванной непостоянством угла подъема винтовой линии расположения резцов по конической поверхности, что существенно ограничивает возможность его использования в высокопроизводительных процессах чистовой зубообработки. Цель изобретения - повышение точности обработки. Поставленная цель достигается тем, что в резцовой головке для нарезания зубчатых колес, на корпусе которой, выполненном в виде двух, обращенных одна к другой малыми основаниями конических полуголовок, установлены по винтовым линиям профильные резцы, винтовые линии имеют постоянный . угол подъема и щаг, в целое число раз больший окружного шага зубьев нарезаемого колеса, а профильные резцы выполнены с переменным углом профиля, возрастающим от меньшего основания полуголовки к большему. Резцовая головка имеет угол профиля резцов, установленный в соответствии с зависимостьюр . v рЛп-1) где Л) - угол профиля резцов; РВ - основной шаг зубьев нарезаемого колеса; К - отношение шага винтовой линии к окружному шагу зубьев нарезаемого колеса; Pi - шаг профильных резцов по образующей полуголовки; ti - условное количество профильных резцов, расположенных по винтовой линии в пределах одного ее шага; i - порядковый номер резца. На фиг. 1 показана резцовая головка, общий вид; на фиг. 2 - схема перемещения профильных резцов в относительном движении вдоль образующей конической полуголовки при нарезании; на фиг. 3 - схема станочного зацепления резцовой головки с нарезаемым зубчатым колесом. Резцовая головка имеет корпус 1, состоящий из двух конических полуголовок 2, расположенных на инструментальной оправке 3 станка. В конических полуголовках закреплены винтами 4 опорные шайбы 5. В гнездах на наружной поверхности каждой конической полуголовки вдоль винтовой линии ав с постоянным углом подъема Л установлены с помощью клиньев 6 и винтов 7 резцы 8, угол профиля которбгх возрастает в направлении от малых оснований 9 полуголовок к большим. Причем профильные резцы образуют на каждой полуголовке неполный виток с незаполненным сектором, величина которого определяется шириной венца нарезаемого зубчатого колеса 10 и условием размещения требуемого для профилирования количества профильных резцов 8. Угловое расположение конических полуголовок 2 одна относител гно другой обеспечивает совпадение незаполненных профильными резцами секторов относительно осевой плоскости инструмента, а линейное их расположение назначается исходя из длины нормали нарезаемого зубчатого колеса и обеспечивается сменным простановочным кольцом 11. Шаг винтовой линии Р выбран в целое число раз большим окружного шага t зубьев нарезаемого колеса. Угол.профиля резцов 8 рассчитывается по зависимости COScij -pfnrrr;, где ctj - угол профиля резцов; Р, - основной шаг зубьев нарезаемого колеса; X - отношение шага винтовой линии к окружному шагу зубьев нарезае мого колеса; Р| - шаг профильных резцов по образующей полуголовки; п - условное количество профильных резцов, расположенных по винтовой линии в пределах одного ее шага; I - порядковый номер резца. Резцовая головка работает следующим образом. Перед началом работы нарезаемое зубчатое колесо 10 устанавливается так, чтобы середина венца совпадала с осевой плоскостью резцовой головки, а затем перемещается в радиальном направлении в незаполненный резцами сектор инструмента на полную глубину его впадины. Нарезание осуществляют при равномерном кинематически согласованном вращении зубчатого колеса и резцовой головки. За один оборот резцовой головки нарезаемое колесо поворачивается на оборота (Z - число зубьев нарезаемого колеса). Величину К выбирают так, чтобы Z было не кратно К. В процессе нарезания профильные резцы перемещаются в одном направлении в от

| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА | 2010 |
|
RU2445195C1 |
| Резцовая головка | 1982 |
|
SU1039656A1 |
| Одновитковая резцовая головка | 1982 |
|
SU1134316A2 |
| Способ чистовой зубообработки цилиндрических зубчатых колес | 2015 |
|
RU2607509C1 |
| Резцовая головка | 1978 |
|
SU770690A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТОЧНОСТЬЮ ЗУБООБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2014 |
|
RU2558317C1 |
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ РАЗМЕРНОГО ИЗНОСА ИНСТРУМЕНТА | 2014 |
|
RU2560610C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
1. РЕЗЦОВАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС, на корпусе которой, выполненном в виде двух обращенных одна к другой малыми основаниями конических полуголовок, установлены по винтовым линиям профильные резцы, отличающаяся тем, что, с целью повышения точности обработки, винтовые линии имеют постоянный угол подъема и шаг, в целое число раз больший окружного шага зубьев нарезаемого колеса, а профильные резцы выполнены с переменным углом профиля возрастающим от меньшего основания полуголовки к большему. 2. Головка по п. 1, отличающаяся тем, что угол профиля резцов установлен в соответствии с зависимостью i - VгдеоС; - угол профил резцов; 1 - основной шаг зубьев нарезаемого колеса; К - отношение шага винтовой линии к окружному шагу зубьев нарезаемого колеса; PJ - шаг профильных резцов по образующей полуголовки; п - условное количество профильных $ резцов, расположенных по винтовой линии в пределах одного ее сл шага; i - порядковый номер резца. IN:) со ел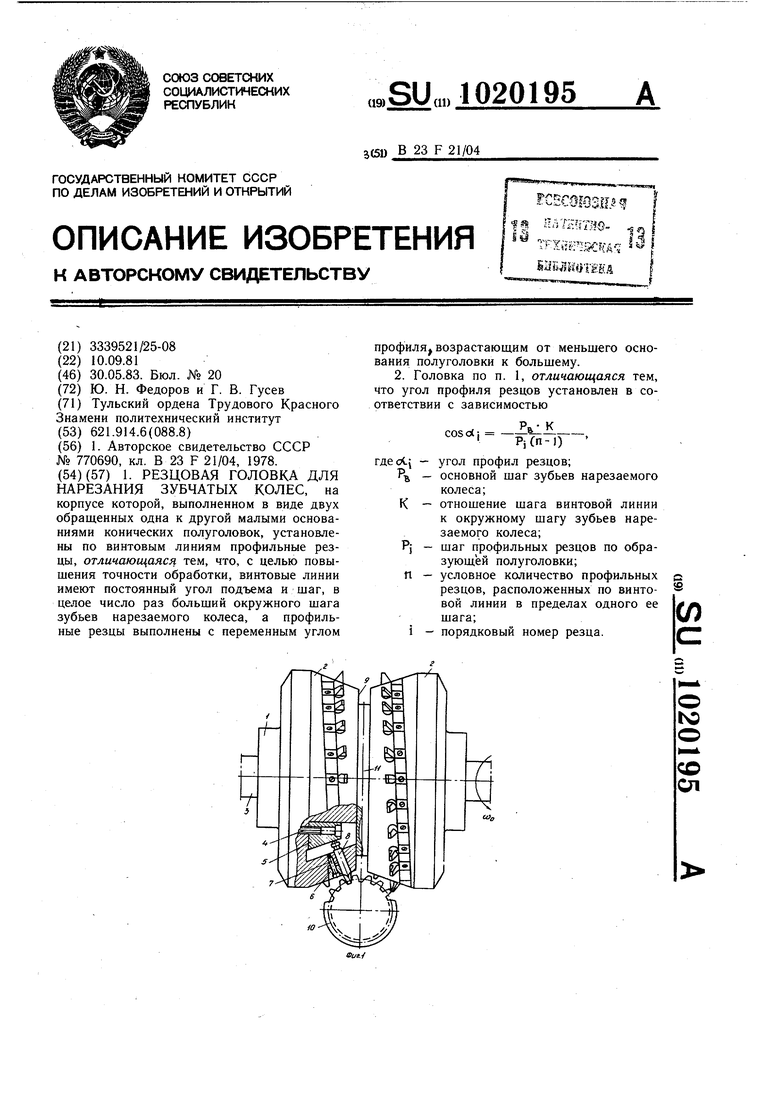
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Резцовая головка | 1978 |
|
SU770690A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
