Предлагаемое изобретение относится к области обработки резанием и может быть использовано при зубонарезании цилиндрических зубчатых колес по методу обката.
Известна резцовая головка (см. журнал "Станки и инструменты", 1966 г., №9, с.18-20, статья И.А.Коганова, Ю.Н.Федорова "Нарезание зубьев цилиндрических зубчатых колес твердосплавными резцовыми головками") с взаимозаменяемыми резцами, равномерно установленными в торцовых прямоугольных пазах корпуса, опорные базовые поверхности которых расположены в одной плоскости, перпендикулярной оси головки.
Такая резцовая головка, простая в изготовлении, удобная при эксплуатации, обеспечивает высокие результаты как по точности, так и по производительности, но только при условии ее оснащения резцами с твердосплавными пластинами, которые позволяют осуществлять зубонарезание на высоких скоростях резания.
Основным недостатком этой резцовой головки является трудность оптимизации схемы резания при зубообработке с целью выравнивания нагрузки на режущие кромки взаимозаменяемых резцов из-за необходимости осуществления переменной скорости обката заготовки.
Наиболее близким по технической сущности (прототипом) является одновитковая резцовая головка, позволяющая эффективно использовать резцы из быстрорежущей стали (а.с. СССР № 566689, МПК2 B23F 21/04, Б.И. №28, 1977 г.).
Инструмент выполнен в виде одновитковой резцовой головки с расположенными по винтовой линии цилиндрическими взаимозаменяемыми резцами из быстрорежущей стали в пределах неполного витка с образованием свободного от резцов сектора для деления заготовки на зуб.
Основным недостатком такой резцовой головки является сложность реализации оптимальной схемы резания в связи с необходимостью вращения заготовки с неравномерной скоростью в соответствии с расположением резцов в головке по винтовой линии с монотонно возрастающим углом ее подъема.
Задачей предлагаемого изобретения является повышение эффективности оптимизации процесса зубообработки за счет равномерного распределения нагрузки на режущие кромки взаимозаменяемых резцов головки.
Поставленная задача достигается тем, что в предложенной резцовой головке с взаимозаменяемыми резцами из быстрорежущей стали, установленными в корпусе головки в пределах неполного витка с образованием свободного от резцов сектора для деления заготовки на один зуб, резцы установлены в одной плоскости в одинаковом радиальном положении с монотонно возрастающим окружным шагом.
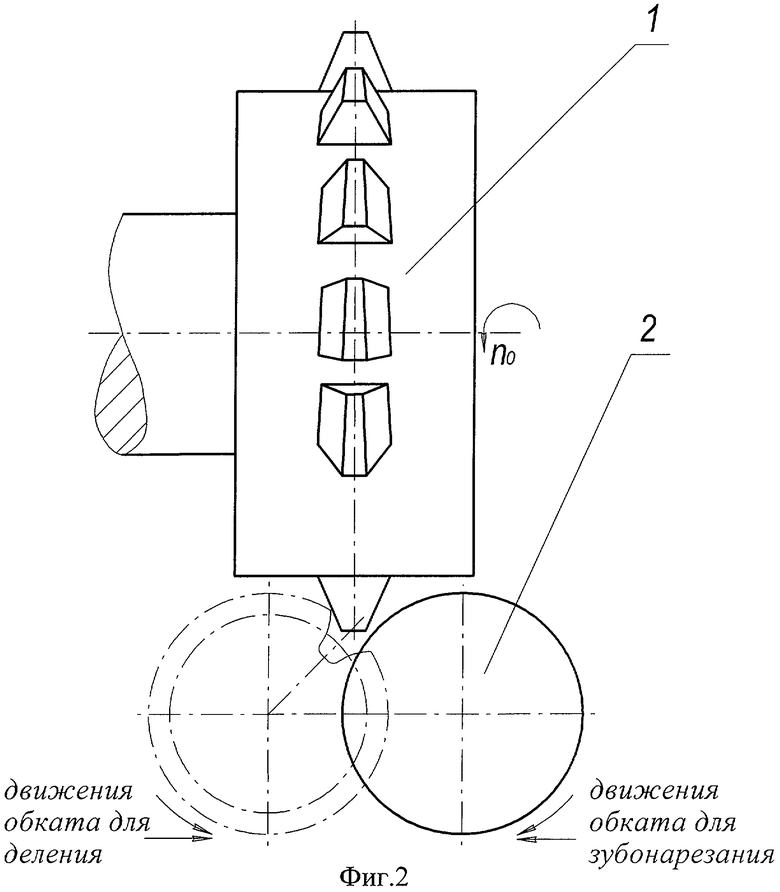
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показано взаимное расположение резцовой головки и обрабатываемой заготовки при использовании, например, модернизированного горизонтально-фрезерного станка и обкатно-делительного устройства; на фиг.2 - расположение заготовки относительно резцов инструмента в процессе цикла зубонарезания.
Для реализации предложенного технического решения на шпинделе станка устанавливают резцовую головку 1, а на столе - обкатно-делительное устройство, обеспечивающее заготовке 2 согласованные движения обката за счет плотного беззазорного зацепления эталонного зубчатого венца 5 оправки изделия 3, установленной в шпинделе каретки 8, с эталонной зубчатой рейкой 4, закрепленной на обкатной каретке 7 оппозитно делительной рейки 6.
Работает резцовая головка следующим образом.
Перед обработкой заготовку 2 устанавливают на полную высоту зуба относительно резцов головки 1. При этом делительная рейка 6 не взаимодействует с эталонным зубчатым венцом 5.
Зубонарезание начинают с момента врезания первого резца головки 1 в заготовку 2 при ее обкате за счет перемещения каретки 8 вдоль начальной прямой эталонной рейки 4. В результате вырезается одна впадина зубчатого колеса, после чего обкатная каретка 7 перемещается в направлении к резцовой головке 1, делительная рейка 6 входит в плотное беззазорное зацепление с эталонным зубчатым венцом 5 оправки изделия 3, и каретка 8 ускоренно возвращается в исходное положение в период прохождения свободного от резцов сектора инструмента, а заготовка 2 совершает движения обката, при которых осуществляется ее деление. Затем обкатная каретка 7 возвращается в исходное положение. После завершения цикла зубонарезания заготовка 2 занимает первоначальное положение, и процесс обработки продолжается в той же последовательности, пока не будут вырезаны все впадины в зубчатом венце.
Предложенная резцовая головка позволяет уменьшить количество взаимозаменяемых резцов в 1,8 раза за счет обеспечения необходимой равномерности загрузки режущих кромок инструмента в процессе зубообработки цилиндрических колес, что существенно сокращает затраты средств и времени на изготовление инструмента и переточки режущих пластин взаимозаменяемых резцов в процессе эксплуатации резцовых головок в производственных условиях машиностроительных предприятий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2011 |
|
RU2471593C2 |
| РЕЗЦОВАЯ ГОЛОВКА | 2010 |
|
RU2445195C1 |
| ОБКАТНО-ДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ | 2005 |
|
RU2280544C1 |
| СПОСОБ НАРЕЗАНИЯ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2009 |
|
RU2406595C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2010 |
|
RU2442677C2 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456135C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456136C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
Изобретение относится к области обработки резанием, обработке цилиндрических зубчатых колес. Головка содержит взаимозаменяемые резцы из быстрорежущей стали, установленные в корпусе с образованием свободного от резцов сектора для деления заготовки на зуб. Для повышения эффективности обработки за счет равномерного распределения нагрузки на режущие кромки резцов они установлены в одной плоскости в одинаковом радиальном положении с монотонно возрастающим окружным шагом. 2 ил.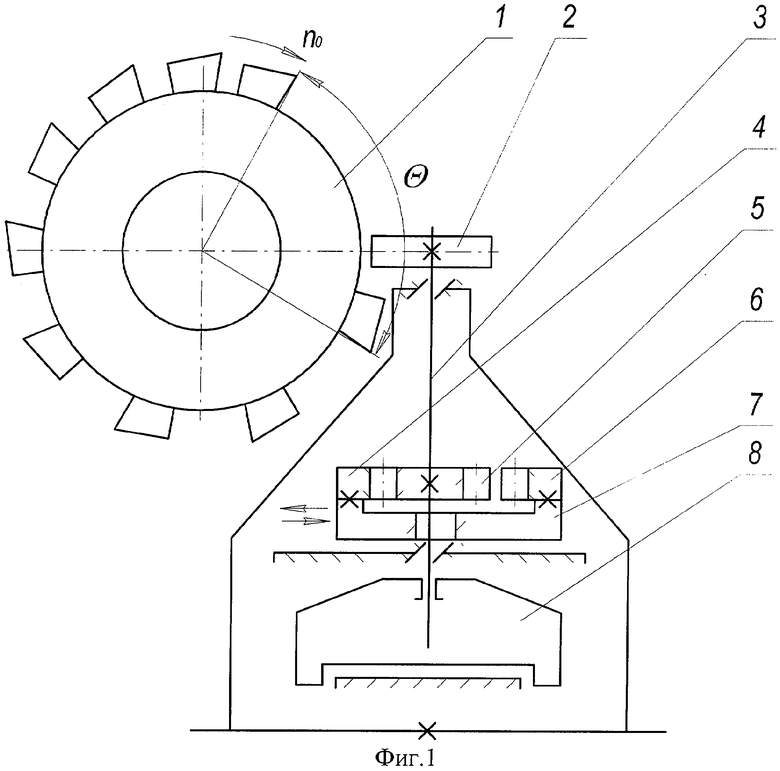
Резцовая головка с взаимозаменяемыми резцами из быстрорежущей стали, установленными в корпусе головки с образованием свободного от резцов сектора для деления заготовки на зуб, отличающаяся тем, что резцы установлены в одной плоскости в одинаковом радиальном положении с монотонно возрастающим окружным шагом.
| Одновитковая резцовая головка | 1975 |
|
SU566689A1 |
| Резцовая головка | 1973 |
|
SU486653A1 |
| Резцовая головка | 1978 |
|
SU770690A1 |
| Инструмент для обработки зубчатых колес | 1980 |
|
SU965651A1 |
| US 3587385 А, 28.06.1971. | |||

