Предлагаемое изобретение относится к области обработки резанием и может быть использовано в производстве цилиндрических зубчатых колес.
Известен способ зубонарезания цилиндрических колес дисковыми резцовыми головками большого диаметра (D0>200 мм) (см. книгу И.А.Коганова, Ю.Н.Федорова, Е.Н.Валикова. Прогрессивные методы изготовления цилиндрических зубчатых колес. М: Машиностроение, 1981, с.45-48).
Суть этого способа состоит в том, что нарезание зубьев цилиндрических колес осуществляется вращающейся дисковой резцовой головкой по методу z-кратного обката заготовки вдоль оси резцовой головки с последовательным делением на один зуб.
Основными недостатками этого способа зубонарезания является сложность оптимизации схемы резания при вырезании впадин зубчатого венца из-за необходимости осуществления переменной скорости обката заготовки.
Наиболее близким по технической сущности (прототипом) является способ зубонарезания цилиндрических колес по методу z-кратного зубопротягивания дисковой резцовой головкой с монотонно возрастающим окружным шагом расположения резцов (см. патент RU 2306210 С1, B23F 21/14 от 20.09.2007. Бюл. №26). При осуществлении этого способа резцовой головке сообщают равномерное вращательное движение, согласованное с движением обката заготовки.
Основным недостатком этого способа зубонарезания цилиндрических зубчатых колес является отсутствие возможности уменьшения диаметрального размера резцовой головки при сохранении равномерной загруженности режущих кромок инструмента, что препятствует реализации оптимальных режимов зубообработки и повышению производительности при нарезании зубьев колес.
Задачей предлагаемого изобретения является оптимизация процесса зубонарезания и повышение производительности за счет обеспечения неравномерной скорости вращения резцовой головки при вырезании каждой впадины зубчатого венца в заготовке.
Поставленная задача решается тем, что в предложенном способе зубонарезания цилиндрических зубчатых колес методом обката резцовой головке сообщают неравномерное вращательное движение с переменной, монотонно возрастающей угловой скоростью для реализации схемы формообразования боковых поверхностей зубьев, обеспечивающей равномерную нагрузку на режущие кромки.
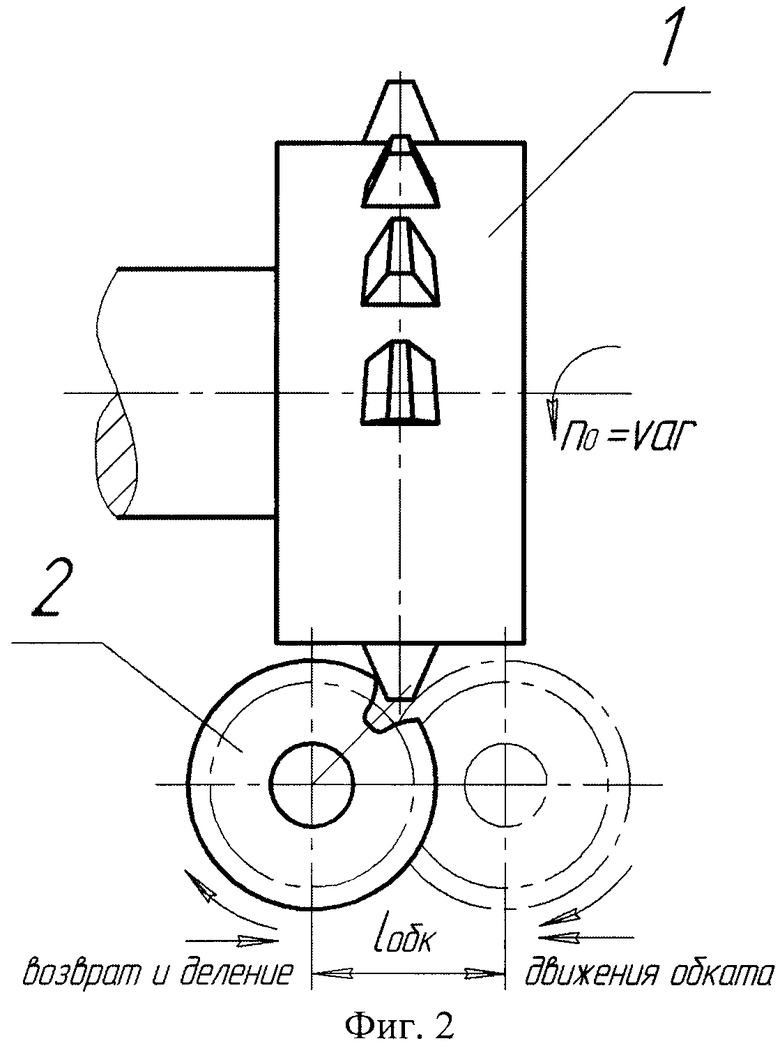
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показано взаимное расположение резцовой головки и нарезаемого зубчатого колеса; на фиг.2 - схема согласования формообразующих движений резцовой головки и заготовки.
Для реализации предложенного способа зубонарезания цилиндрических зубчатых колес методом обката использован горизонтально-фрезерный станок с ЧПУ вращения резцовой головки. Неравномерное вращение резцовой головки 1 кинематически согласовано с движениями обката заготовки 2, закрепленной на оправке изделия 3. Станок оснащен обкатно-делительным механизмом, обеспечивающим заготовке согласованные движения обката за счет реечно-зубчатой пары, состоящей из обкатной рейки 4, связанной с эталонным зубчатым венцом 5, и делительной рейки 6, закрепленной на обкатной каретке 7, установленной на направляющих станка.
Способ осуществляется следующим образом: зубонарезание начинают с момента врезания первого резца резцовой головки 1, вращающейся с монотонно возрастающей угловой скоростью, заготовку 2, установленную на оправке изделия 3 на полную высоту зуба в свободном от резцов секторе резцовой головки 1, при ее обкате вдоль оси резцовой головки 1, в результате чего вырезают одну впадину зубчатого венца. При этом обкатная рейка 4 находится в плотном беззазорном зацеплении с эталонным зубчатым венцом 5, что обеспечивает возможность обката заготовки 2 относительно резцовой головки 1. Затем, с помощью делительной рейки 6, установленной на обкатной каретке 7, следует деление заготовки 2 на один зуб, и цикл зубонарезания повторяют до полного формообразования зубчатого венца.
Наглядным примером эффективности решения поставленной задачи может служить опыт эксплуатации модернизированных горизонтально-фрезерных станков для зубонарезания цилиндрических зубчатых колес мотопроизводства (m=2,5 мм, z=17…23) из стали 12ХН3А дисковыми резцовыми головками большого диаметра (D0>250 мм) в производственных условиях Тульского машиностроительного завода. В процессе эксплуатации указанных станков была выявлена возможность повышения эффективности зубонарезания за счет выравнивания нагрузки на режущие кромки резцов резцовой головки. Такое выравнивание позволяет уменьшить максимальное значение силы резания, при врезании заходных резцов, до среднего значения, а поскольку режимы зубонарезания назначают исходя из максимальной нагрузки на режущие кромки резцов заходной части, то становится очевидной возможность увеличения равномерной нагрузки, не превышая максимального ее значения, что и определяет возможность увеличения скорости резания, т.е. увеличение частоты вращения резцовой головки, а значит соответствующего повышения производительности процесса зубонарезания.
Такой переход к неравномерному вращению резцовой головки, при нарезании зубчатого колеса мотопроизводства, позволил увеличить скорость резания с V=34,6 м/мин при n=31,5 об/мин, до V=42 м/мин при n=38 об/мин и соответственно повысить производительность на 20%.
Предложенный способ зубонарезания цилиндрических зубчатых колес методом обката обеспечивает наиболее благоприятные условия протекания процесса формообразования зубчатых венцов по методу обката при использовании резцовых головок большого диаметра, в результате чего может быть практически реализовано повышение производительности процесса зубонарезания на 20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2011 |
|
RU2471593C2 |
| СПОСОБ НАРЕЗАНИЯ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2009 |
|
RU2406595C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2010 |
|
RU2442677C2 |
| РЕЗЦОВАЯ ГОЛОВКА | 2010 |
|
RU2445195C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456135C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456136C1 |
Способ включает сообщение резцовой головке вращательного движения, а заготовке - движения обката вдоль оси резцовой головки. Для оптимизации процесса зубонарезания и повышения производительности резцовой головке сообщают неравномерное вращательное движение с переменной монотонно возрастающей угловой скоростью, согласованной со схемой формообразования боковых поверхностей зубьев, обеспечивающей равномерную нагрузку на режущие кромки инструмента. 2 ил.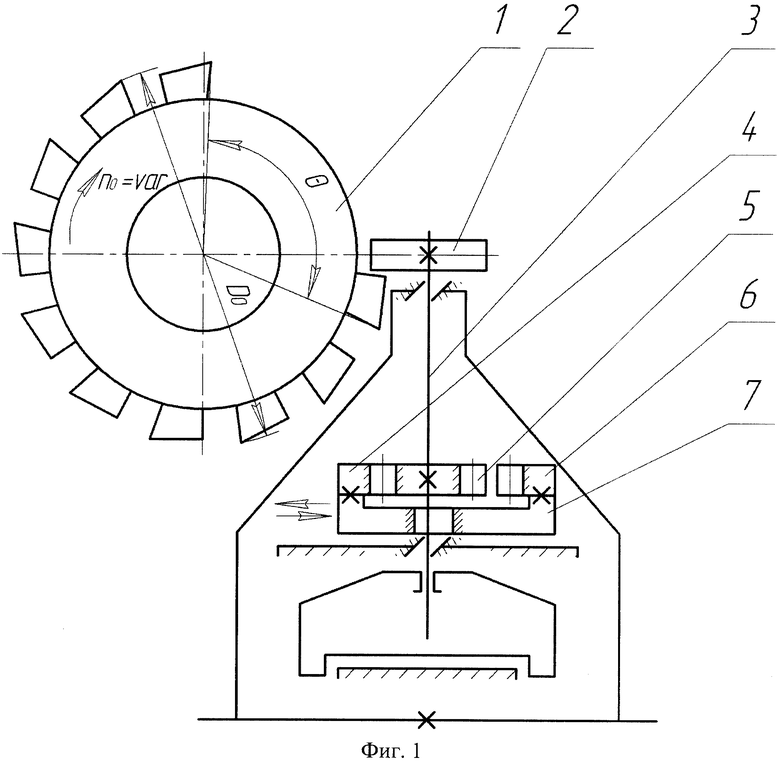
Способ зубонарезания цилиндрических зубчатых колес методом обката, включающий сообщение резцовой головке вращательного движения, а заготовке - движения обката вдоль оси резцовой головки, отличающийся тем, что резцовой головке сообщают неравномерное вращательное движение с переменной монотонно возрастающей угловой скоростью, согласованной со схемой формообразования боковых поверхностей зубьев, обеспечивающей равномерную нагрузку на режущие кромки инструмента.
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| Одновитковая резцовая головка | 1975 |
|
SU566689A1 |
| Резцовая головка | 1978 |
|
SU770690A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

