Предлагаемое изобретение относится к области обработки резанием и может быть использовано при зубонарезании цилиндрических зубчатых колес по методу обката.
Известна резцовая головка (см. журнал СТИН, 2005 г., №6, с.15-17, статья Ю.Н Федорова, В.Д.Артамонова, О.Л.Золотухиной «Резцовые головки для обкатывающего зубопротягивания цилиндрических колес») с взаимозаменяемыми резцами, крепление которых в радиально расположенных пазах осуществляется попарно двухсторонними прихватами при помощи винтов с гайками.
Такое крепление резцов отличается простотой и экономичностью изготовления прихватов в любых условиях машиностроительных производств.
Однако основным недостатком применения таких прихватов является неопределенность приложения силы зажима резцов без использования дополнительного устройства точной ориентации прихвата относительно резцов инструмента.
Наиболее близкой по технической сущности (прототипом) является резцовая головка (см. журнал СТИН, 2005 г., №6, с.15-17, статья Ю.Н.Федорова, В.Д.Артамонова, О.Л.Золотухиной «Резцовые головки для обкатывающего зубопротягивания цилиндрических колес») с взаимозаменяемыми резцами, для закрепления которых используются клиновые прихваты, взаимодействующие с поверхностью специальных фасок на боковой, противоположной базовой, поверхности корпуса резца.
Основным недостатком этого варианта крепления взаимозаменяемых резцов в корпусе резцовой головки является усложнение конструкции резцов за счет необходимости обработки специальной фаски, что оказывает негативное влияние на технологию изготовления инструмента.
Задачей предлагаемого изобретения является упрощение конструкции и повышение надежности закрепления взаимозаменяемых резцов в зуборезной резцовой головке за счет использования цилиндрических разрезных прихватов.
Поставленная задача решается тем, что резцовая головка с взаимозаменяемыми резцами, закрепленными клиновыми прихватами в радиально расположенных пазах корпуса головки, зажимными винтами отличается тем, что в клиновом прихвате с осевым пазом выполнены плоская лыска, расположенная под углом 4° к базовой поверхности резца, и с противоположенной стороны - бочкообразная поверхность для последующего ее взаимодействия с внутренней боковой поверхностью паза корпуса.
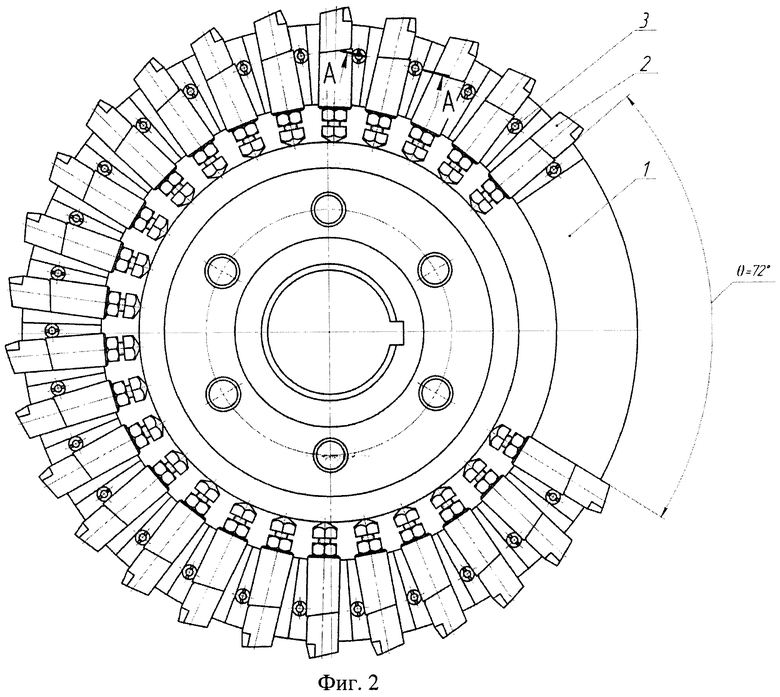
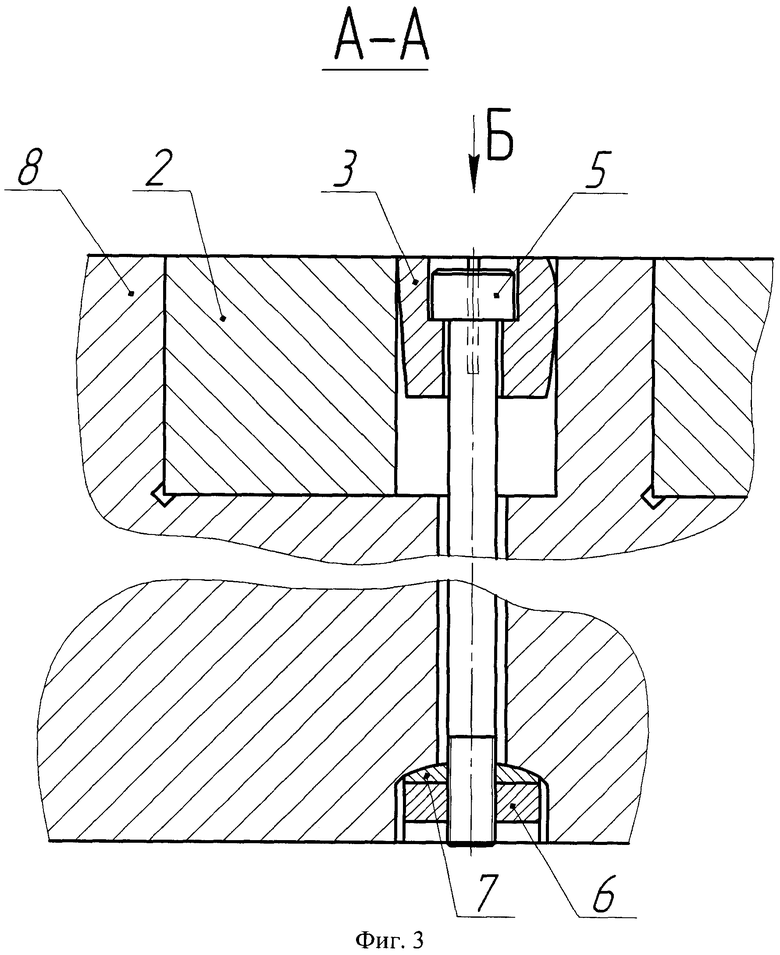
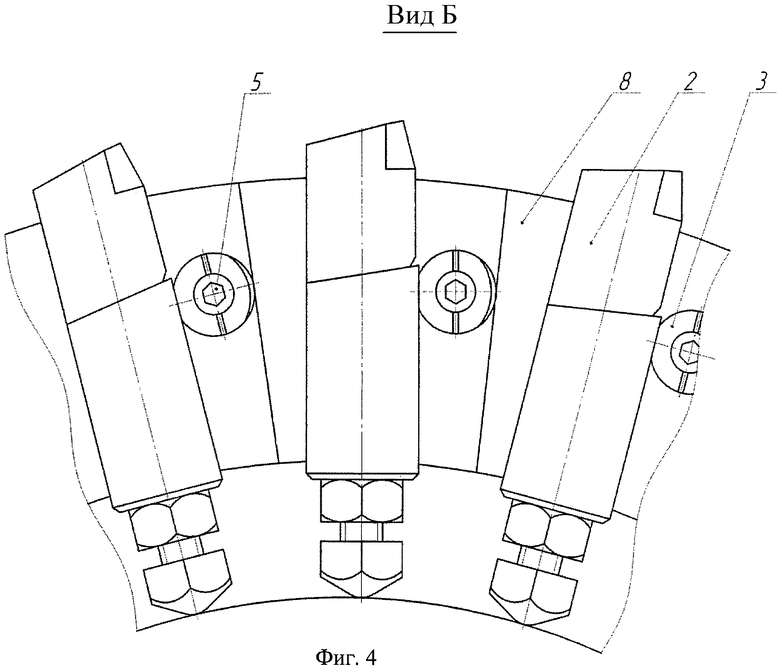
Сущность предлагаемого изобретения поясняется чертежом, где на фиг.1 показано взаимное расположение резцовой головки и обрабатываемой заготовки при использовании, например, модернизированного горизонтально-фрезерного станка и обкатно-делительного устройства; на фиг.2 показано расположение резцов в пазах резцовой головки; на фиг.3 показано взаимное расположение резца, прихвата и зажимного винта со сферической шайбой и гайкой; на фиг.4 фрагмент расположения резцов и прихватов в пазах резцовой головки.
Для реализации предложенного технического решения на столе станка устанавливают обкатно-делительное устройство, обеспечивающее заготовке 4 согласованные движения обката относительно резцовой головки 1.
Для осуществления процесса зубонарезания взаимозаменяемые резцы 2 устанавливают в радиально расположенные пазы корпуса 8 резцовой головки 1. Для закрепления резцов устанавливают прихваты 3, обеспечивая незначительный их выступ над торцовой поверхностью резцовой головки, с последующим его уменьшением до нулевого значения при затягивании винта 5 гайкой 6 через сферическую шайбу 7.
В процессе последующего закрепления резцов 2 осуществляют поворот прихвата 3 под действием возникающего момента сил из-за разной высоты расположения линий контактов верхней части лыски прихвата 3 и его бочкообразной поверхности. Поворот прихвата заканчивают после обеспечения полного контакта лыски прихвата 3 с плоской, параллельной базовой, поверхностью резца 2.
Перед обработкой заготовку 4 устанавливают в свободном от резцов секторе резцовой головки 1 на полную высоту зуба обрабатываемого зубчатого колеса.
Зубонарезание начинают с момента врезания первого резца головки 1 в заготовку 4 при ее обкате вдоль начальной прямой. В результате вырезают одну впадину зубчатого венца, после чего следует возврат заготовки 4 в исходное положение, во время которого осуществляют ее деление на один зуб, и цикл зубонарезания повторяют до полного формообразования зубчатого венца нарезаемого колеса.
Предложенная резцовая головка позволяет повысить надежность закрепления взаимозаменяемых резцов, упростить конструкцию резцовой головки и обеспечить стабильность процесса зубонарезания при реализации оптимальных режимов резания в производственных условиях машиностроительных предприятий.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456135C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2011 |
|
RU2471593C2 |
| РЕЗЦОВАЯ ГОЛОВКА | 2010 |
|
RU2445195C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| СПОСОБ НАРЕЗАНИЯ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2009 |
|
RU2406595C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2010 |
|
RU2442677C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
Резцовая головка содержит корпус и взаимозаменяемые резцы, закрепленные клиновыми прихватами в радиально расположенных пазах корпуса посредством зажимных винтов. Для упрощения конструкции и повышения надежности закрепления резцов в клиновом прихвате выполнены осевой паз, плоская лыска, расположенная под углом 4° к базовой поверхности резца, и с противоположенной стороны - бочкообразная поверхность для последующего ее взаимодействия с внутренней боковой поверхностью паза корпуса головки. 4 ил.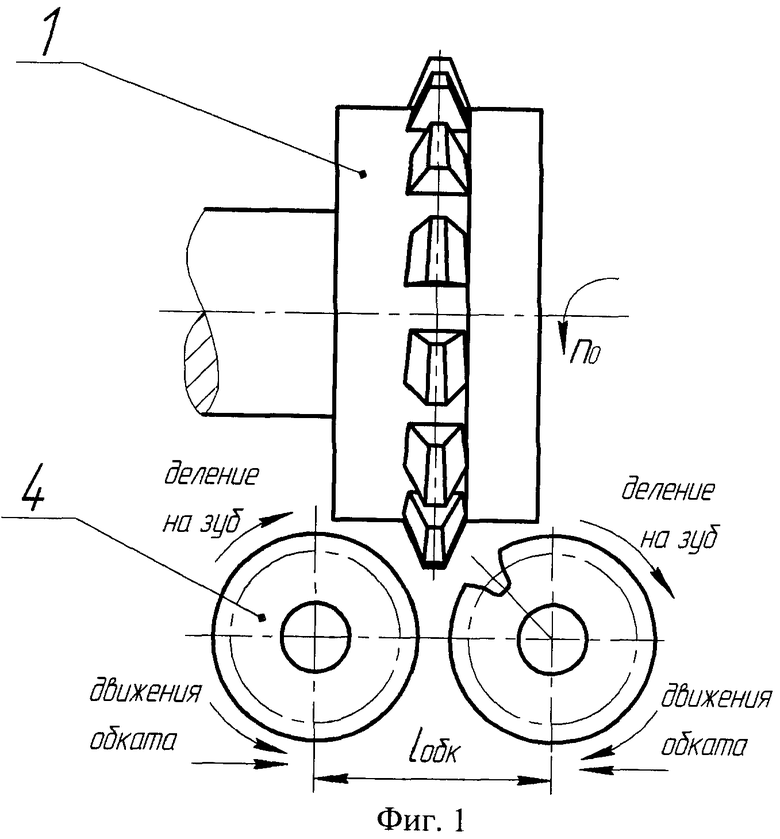
Резцовая головка с взаимозаменяемыми резцами, закрепленными клиновыми прихватами в радиально расположенных пазах корпуса головки зажимными винтами, отличающаяся тем, что в клиновом прихвате с осевым пазом выполнена плоская лыска, расположенная под углом 4° к базовой поверхности резца, и с противоположенной стороны - бочкообразная поверхность для последующего ее взаимодействия с внутренней боковой поверхностью паза корпуса.
| ФЕДОРОВ Ю.Н | |||
| и др | |||
| Резцовые головки для обкатывающего зубопротягивания цилиндрических колес, СТИН, 2005, №6, с.15-17 | |||
| Режущий инструмент | 1976 |
|
SU630038A1 |
| Резцовая головка | 1981 |
|
SU996116A2 |
| Режущий инструмент | 1981 |
|
SU986648A2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ ИЛИ КАССЕТЫ, ЕЕ СОДЕРЖАЩЕЙ, В МНОГОЛЕЗВИЙНОМ РЕЖУЩЕМ ИНСТРУМЕНТЕ | 1995 |
|
RU2074791C1 |
| БУКСИРНЫЙ КАРАВАН | 1995 |
|
RU2141428C1 |

