ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к покрытию деталей и, в частности, к улучшенным покрытиям деталей безопасной бритвы, таких, как бритвенные лезвия.
УРОВЕНЬ ТЕХНИКИ
Большинство продающихся бритвенных лезвий произведены путем нанесения твердых тонкопленочных покрытий на заостренные подложки из нержавеющей стали. Эти покрытия обычно наносятся на режущие кромки лезвий с использованием метода физического осаждения из паровой фазы (PVD-метод), который включает нахождение в условиях вакуума исходных материалов, т.е. материалов, которые должны быть осаждены, в основном в твердой форме. Обычно PVD-метод включает такие процессы, как вакуумное ионное распыление или распыление лазерным лучом (PLD-метод).
Тонкие твердые покрытия выполняют определенные функции и имеют определенные преимущества. Одним из преимуществ является то, что твердые покрытия обычно упрочняют режущую кромку лезвия, особенно с тонким профилем, защищая таким образом ее от чрезмерных повреждений во время бритья.
Кроме того, покрытие, полученное PVD-методом, обычно хорошо удерживается на поверхности режущей кромки лезвия, обеспечивая, в свою очередь, отвечающую требованиям поверхность для последующего нанесения покрытий (например, из тефлона, теломера или других полимерных материалов).
Однако основной недостаток PVD-метода состоит в том, что он является преимущественно процессом, при котором идет прямая конденсация пара, так что самыми качественными покрытиями являются те, которые формируются на плоских поверхностях или деталях. Для того чтобы получить PVD-методом оптимальное покрытие трехмерных фасонных деталей, их приходится поворачивать и перемещать по кругу в вакуумной камере. Несмотря на то, что эти дополнительные приемы (вращения и перемещения) помогают получить более равномерное покрытие, качество таких покрытий остается не очень высоким, поскольку плотность покрытия довольно быстро снижается с увеличением угла падения и, кроме того, процесс физического осаждения из паровой фазы, как известно, в соответствии с его сущностью, дает в результате пленку или покрытие со столбчатым ростом. Описание столбчатого роста пленок можно найти в статье: J.A.Thornton, "High Rate Thick Film Growth", Ann. Rev. Mater. Sci 7, 239 (1977).
Получаемые PVD-методом покрытия могут формироваться одновременно с осаждением, в том смысле, что нет необходимости останавливать процесс осаждения для формирования наиболее удаленной вершины режущей кромки лезвия или вершины лезвия оптимальной для срезания волоса без пореза кожи. Таким образом, для увеличения плотности и ограничения столбчатого роста пленки, зачастую напыляемую пленку или покрытие осаждают при высоком напряжении смещения, при этом оптимизируются механические свойства тонкой пленки. Однако в этом случае наиболее удаленная вершина лезвия может оказаться слишком острой (например, почти совсем не будет иметь покрытия), что ограничивает возможность получения оптимального радиуса округления вершины, который желателен, как будет описано ниже.
Таким образом, нанесение равномерного покрытия на боковые стороны бритвенных лезвий является актуальной задачей в данной области техники.
На практике при малых углах падения (например, часто 15° или меньше), даже при применении высокого напряжения смещения, покрытие лезвия, как правило, имеет столбчатую структуру с низкой плотностью, что снижает механические свойства режущей кромки и придает пленке шероховатость.
Кроме того, неотъемлемая проблема использования вакуумной техники при нанесении покрытий заключается, в основном, в том, что покрытие на режущих кромках лезвия может создавать слишком большой радиус округления вершины лезвия, при этом может оказаться нежелательно большой сила тестового резания шерстяного войлока (например, минимальная сила резания, достигаемая при резании шерстяного войлока, оказывается высокой). Обычно силу резания измеряют путем теста на разрезание шерстяного войлока, который состоит в том, что измеряют силу, прикладываемую к лезвию для разрезания шерстяного войлока. Каждым лезвием разрезают войлок определенное число раз (например, 5), и при каждом разрезании прикладываемая к лезвию сила резания измеряется и регистрируется. Наименьшую величину принимают за силу резания.
Принято считать, что для эффективного сбривания волос нужно, чтобы у бритвенного лезвия сила резания шерстяного войлока была меньше, чем примерно 1,6 фунта, что соответствует величине радиуса режущей кромки лезвия около 20 нм. Описание соотношения силы резания шерстяного войлока и радиуса режущей кромки лезвия могут быть найдены в заявке на изобретение US 2007/0227008, в патентах US 5056227 и US 5048191.
Кроме того, известные способы нанесения покрытий, такие как PVD-метод, имеют ограничение - обычно покрытие наносится в основном на верхнюю часть боковых сторон режущей части лезвия, обычно не покрывая полностью боковые стороны режущей части лезвия. Кроме того, толщина нанесенного покрытия уменьшается в направлении от самой отдаленной вершины к телу лезвия, так что в конце боковой стороны режущей части лезвия толщина может приближаться к нулю.
Поскольку бритвенное лезвие обычно имеет тело лезвия и две боковых стороны режущей части лезвия, было бы предпочтительно в рамках одного процесса покрыть не только участок боковых сторон режущей части лезвия, но и полностью боковые стороны режущей части или все тело лезвия, обеспечивая при этом равномерность покрытия.
Следовательно, необходимо более эффективно развивать процесс нанесения покрытия на бритвенные лезвия, чтобы улучшить качество (например, равномерность и плотность) и увеличить зону покрытия при сохранении высокой бреющей способности.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Объектом изобретения является способ нанесения покрытия на бритвенное лезвие, характеризующийся тем, что по меньшей мере на одно лезвие бритвы, помещенное в вакуумной камере, наносят по меньшей мере одно покрытие из по меньшей мере одного материала, используя при этом процесс атомно-слоевого осаждения, причем упомянутым по меньшей мере одним покрытием покрывают полностью поверхность по меньшей мере одной боковой стороны лезвия и по меньшей мере часть поверхности тела упомянутого по меньшей мере одного лезвия, и производят травление упомянутого по меньшей мере одного нанесенного покрытия. Травление может быть проведено во время упомянутого процесса атомно-слоевого осаждения, или после него, или во время процесса атомно-слоевого осаждения и после него.
Другим объектом изобретения является бритвенное лезвие, включающее по меньшей мере одно покрытие из по меньшей мере одного слоя материала, при этом покрытие сформировано с использованием процесса атомно-слоевого осаждения, причем один из упомянутых по меньшей мере одного слоя подвергнут травлению.
Еще одним объектом изобретения является бритвенное лезвие, характеризующееся тем, что имеет нанесенное на его поверхности покрытие, включающее первое покрытие из первого материала и второе покрытие из второго материала, причем по меньшей мере одно из упомянутых покрытий нанесено с использованием процесса атомно-слоевого осаждения, при этом упомянутое второе покрытие нанесено на верхнюю поверхность упомянутого первого покрытия.
Еще одним объектом изобретения является способ нанесения покрытия на детали бритвенного прибора, включающий нанесение на по меньшей мере одну деталь бритвенного прибора, размещенную в вакуумной камере, по меньшей мере одного покрытия из по меньшей мере одного материала с использованием процесса атомно-слоевого осаждения. Такими деталями могут быть зажим картриджа, держатель лезвий, тело лезвия, боковая сторона лезвия, рама лезвия, рукоятка бритвенного прибора или их комбинации.
Если иное не оговорено, то все технические и научные термины, использованные в описании, имеют общеупотребительные значения, понятные специалисту в области, к которой изобретение относится. Несмотря на то, что при осуществлении настоящего изобретения или при его испытании могут быть применены способы и материалы, аналогичные или эквивалентные приведенным в описании настоящего изобретения, ниже представлено описание наиболее пригодных способов и материалов. Все публикации, патенты и заявки на изобретения включены в описание путем ссылок. В тех случаях, когда имеется противоречие или различие между раскрытием в таком документе и описанием настоящего изобретения, последнее имеет преимущественную силу. Приведенные в описании материалы, способы и примеры носят иллюстративный характер и не ограничивают изобретения.
Другие признаки и преимущества изобретения станут ясными из его подробного описания и формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Описание изобретения заканчивается формулой изобретения, определяющей объем притязаний. Для лучшего понимания изобретения ниже приведено описание осуществления изобретения в соответствии с чертежами, на которых обозначены позиции упомянутых в описании элементов.
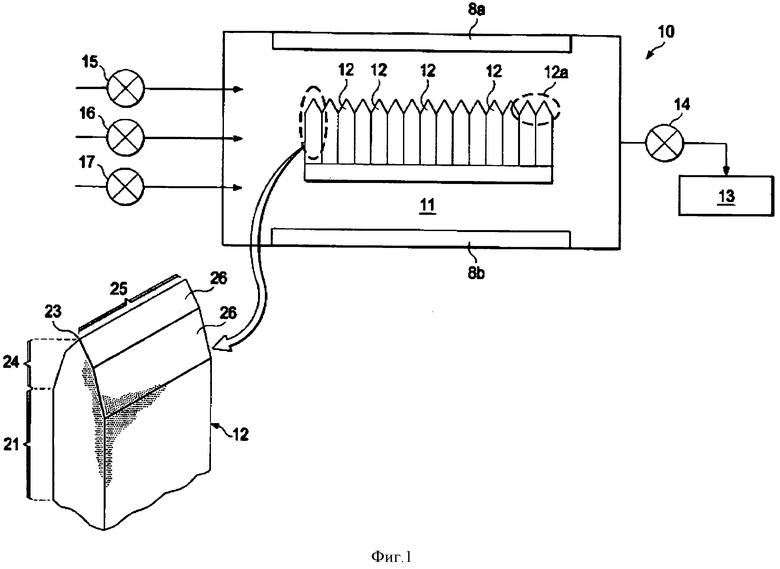
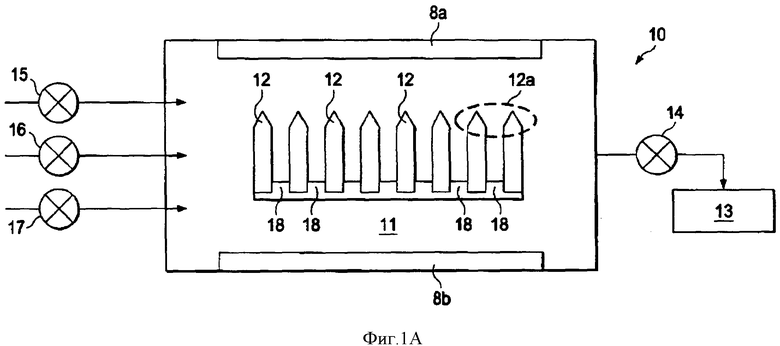
На Фиг.1 и Фиг.1А схематически изображена вакуумная камера с бритвенными лезвиями, на которые может быть нанесено покрытие посредством атомно-слоевого осаждения материала, в соответствии с настоящим изобретением.
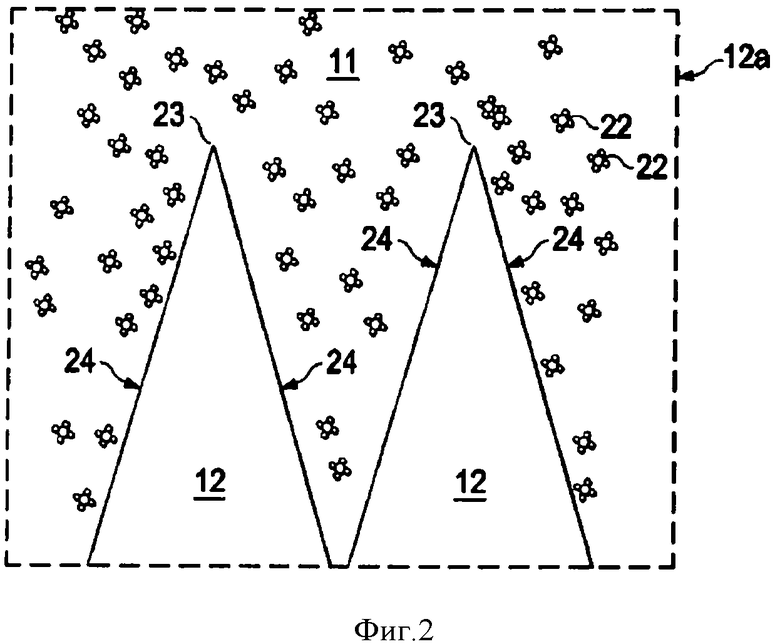
На Фиг.2 показано крупным планом поперечное сечение режущей части двух бритвенных лезвий после введения в вакуумную камеру первого прекурсора.
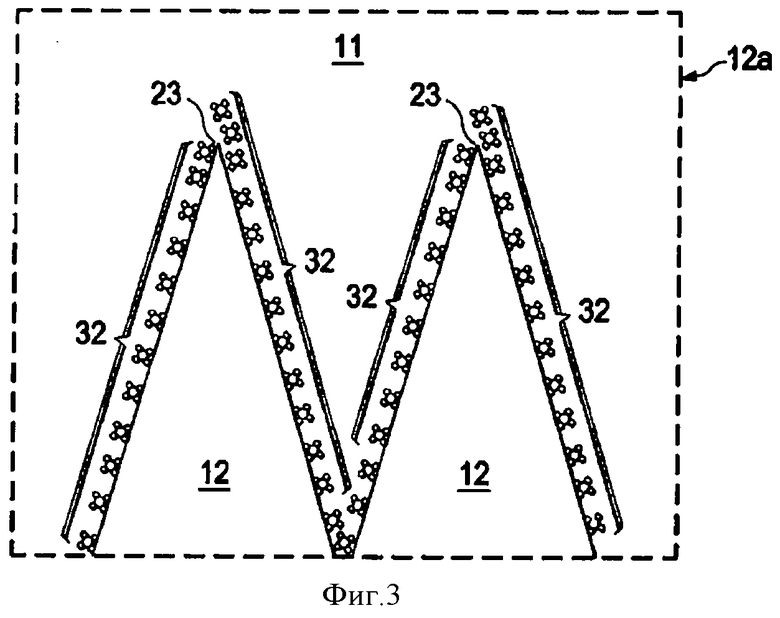
На Фиг.3 показан крупный план изображения по Фиг.2, после того, как первый прекурсор сформировал поверхностный монослой на боковых сторонах бритвенных лезвий.
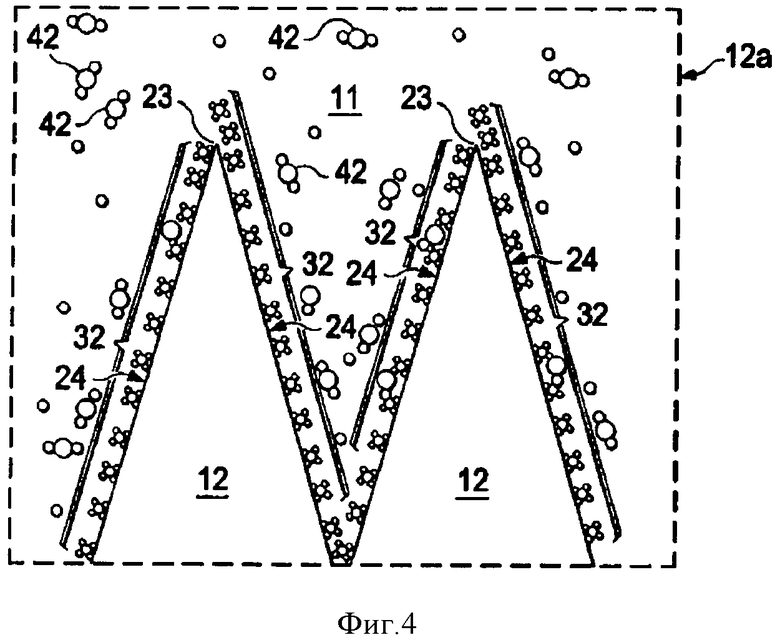
На Фиг.4 показан крупный план изображения по Фиг.3, после введения второго прекурсора в вакуумную камеру.
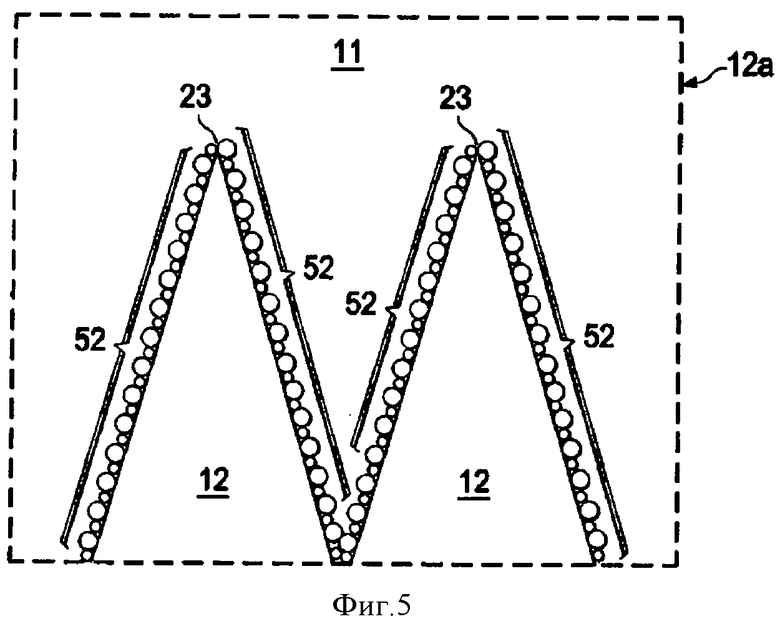
На Фиг.5 показано поперечное сечение боковых сторон режущей части бритвенного лезвия, изображенных на Фиг.4, после формирования вторым прекурсором на боковых сторонах режущей части бритвенных лезвий монослоя материала.
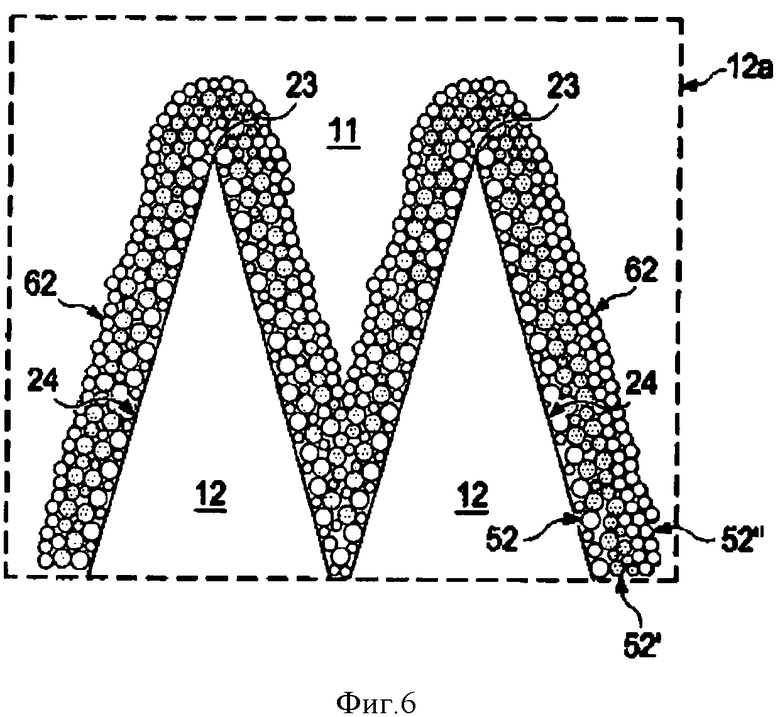
На Фиг.6 показано поперечное сечение боковых сторон режущих частей бритвенных лезвий после того, как процесс, отраженный на Фиг.1-5, повторен много раз и на боковых сторонах режущих частей бритвенных лезвий сформировано конечное покрытие.
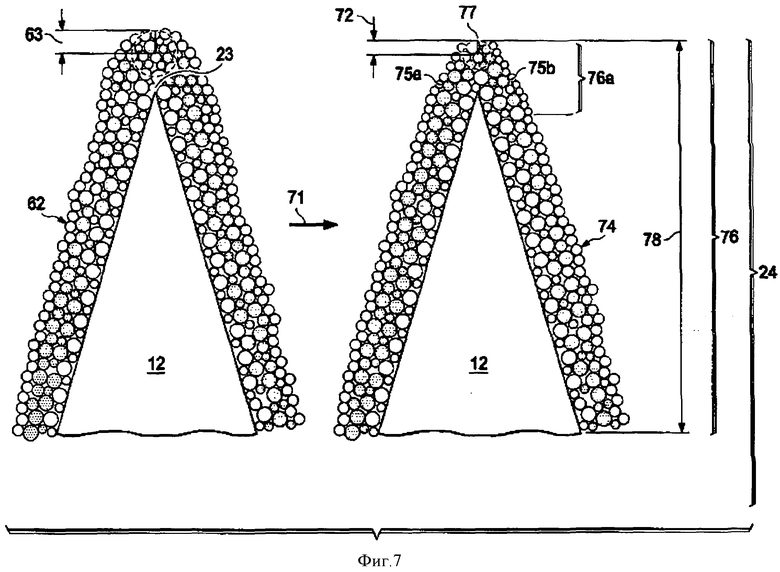
На Фиг.7 показано поперечное сечение боковых сторон режущих частей лезвия до и после in-situ ионного травления покрытия, представленного на Фиг.6, в соответствии с настоящим изобретением.
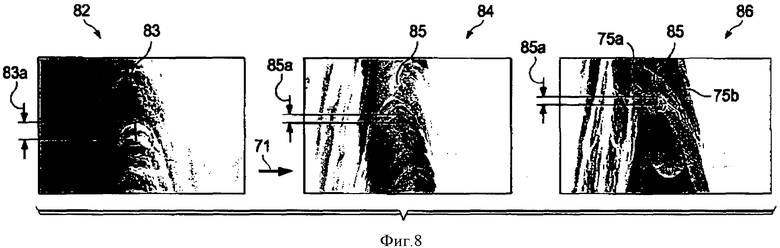
На Фиг.8 показаны фотографии режущей кромки лезвия, покрытой в процессе атомно-слоевого осаждения, выполненные с помощью сканирующего электронного микроскопа до и после травления, в соответствии с настоящим изобретением.
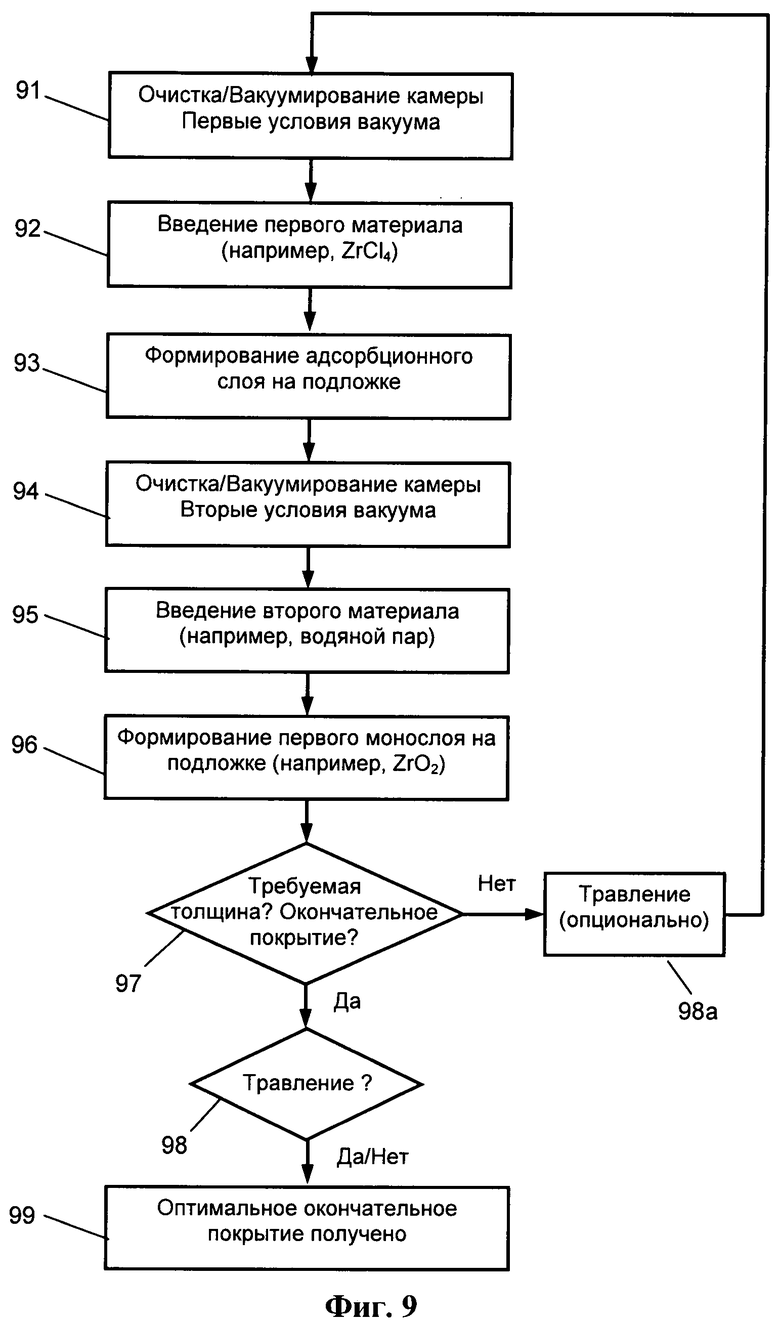
На Фиг.9 представлена блок-схема алгоритма способа нанесения покрытия на бритвенные лезвия в соответствии с настоящим изобретением.
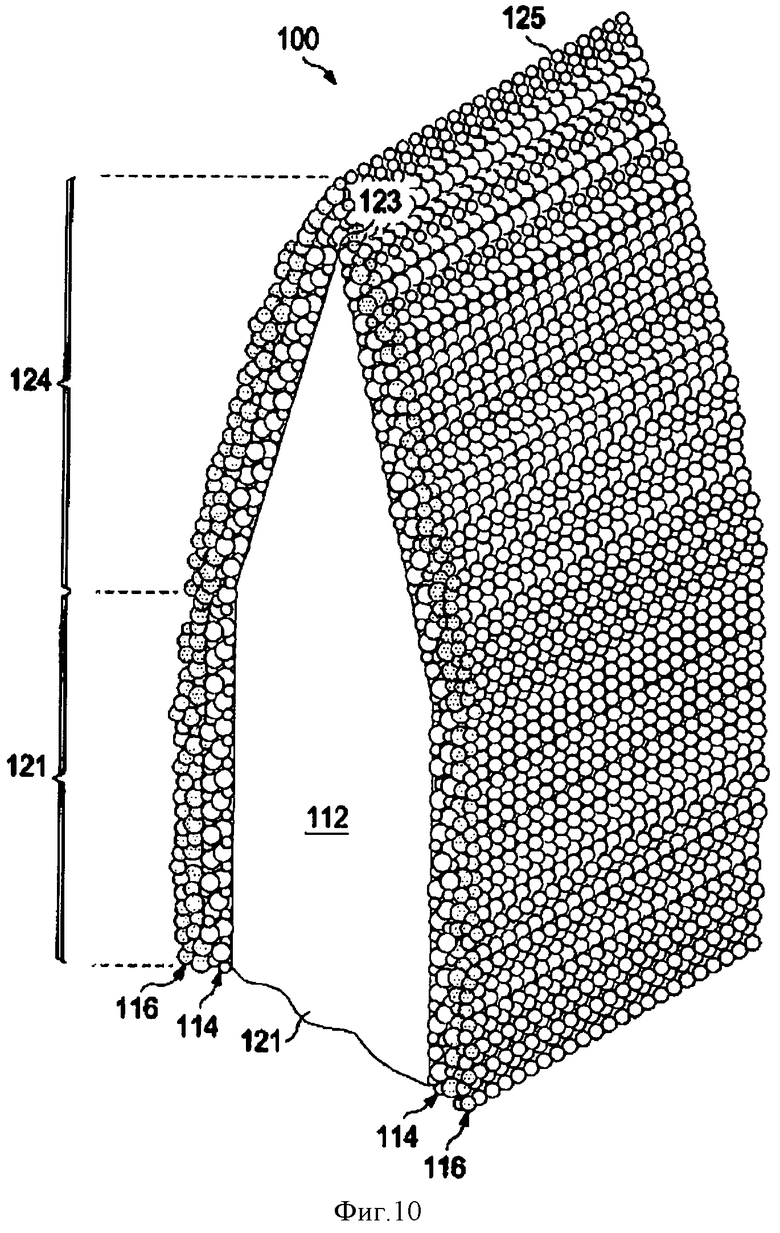
На Фиг.10 показано бритвенной лезвие (боковые стороны режущей части и тело лезвия), имеющее два покрытия с контрастирующими характеристиками (например, цветовыми), полученные с использованием процесса атомно-слоевого осаждения в соответствии с настоящим изобретением.
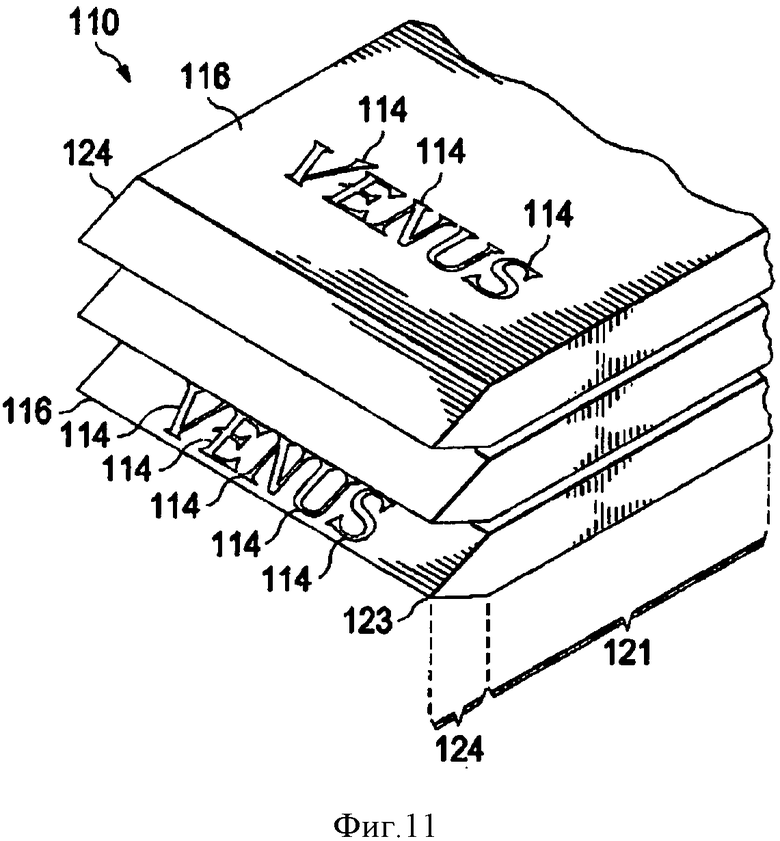
На Фиг.11 показан результат травления двух покрытий, полученных с использованием процесса атомно-слоевого осаждения на боковой стороне режущей части и на теле лезвия в соответствии с настоящим изобретением.
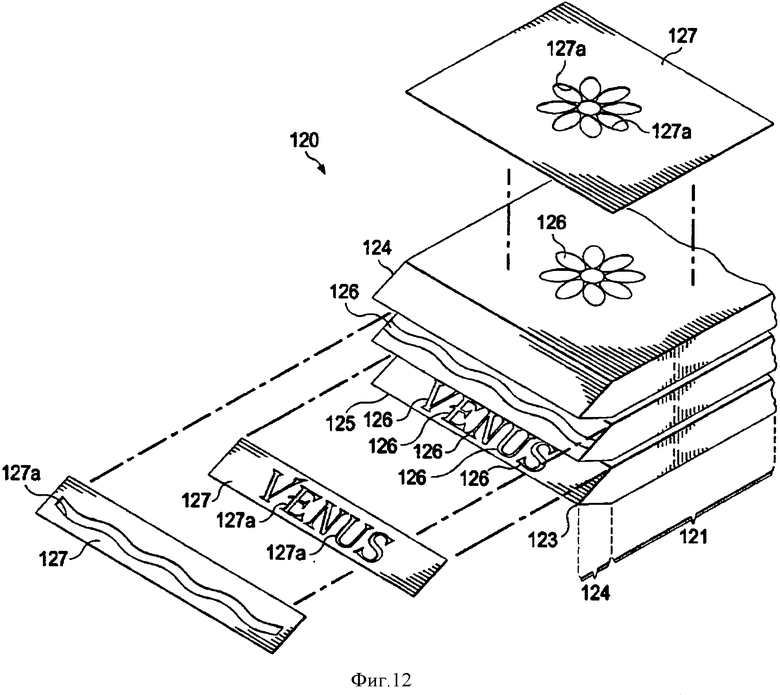
На Фиг.12 показаны два покрытия на боковой стороне режущей части и на теле лезвия, полученные с использованием процесса атомно-слоевого осаждения, и используемые трафареты или маски в соответствии с настоящим изобретением.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Изобретение раскрывает новое приложение процесса атомно-слоевого осаждения для нанесения покрытий на боковые стороны режущей части и на тело бритвенных лезвий.
Метод атомно-слоевого осаждения (ALD-метод) известен в технике как самоограничивающийся непрерывный процесс обработки поверхности, при котором на поверхности различных составов осаждается тонкая пленка из соответствующих веществ. Атомно-слоевое осаждение подобно химическому осаждению из паровой фазы (CVD-метод), за тем исключением, что реакция атомно-слоевого осаждения разбивает реакцию химического осаждения из паровой фазы на две "полуреакции", удерживая прекурсоры раздельными во время реакции. Так как "рост" пленки при атомно-слоевом осаждении самоограничен и основан на поверхностных реакциях, можно добиться осаждения в масштабе атомов, что в свою очередь обеспечивает возможность управления процессом осаждения. Кроме того, удерживая прекурсоры раздельными в течение всего процесса нанесения покрытия, в результате управления ростом пленки на уровне атомного слоя может быть получена тонкая пленка толщиной 0,1 нм на монослой.
Процессы атомно-слоевого осаждения и их характеристики описаны, например, в патенте US 4058430, опубл. 15.11.1977, "Method for Producing Compound Thin Films", и в работе: M. Ritala и М. Leskela "Atomic layer deposition" in Handbook of Thin Films Materials, H.S. Nalwa, Ed., vol.1, chapter 2, pp.103-159, Academic Press, 2002. В известных приложениях покрытие, получаемое методом атомно-слоевого осаждения, встречается в основном на плоских поверхностях внутри углублений (канавок, пазов).
В настоящем изобретении атомно-слоевое осаждение наносится на боковую поверхность режущей части бритвенного лезвия в области пересечения поверхностей лезвия под тупым углом и на тело лезвия. Как описано ниже, метод атомно-слоевого осаждения обеспечивает множество преимуществ при использовании его в новом приложении в соответствии с настоящим изобретением для покрытия деталей бритвенных систем, таких как бритвенные лезвия.
Одним из ключевых преимуществ метода атомно-слоевого осаждения является то, что он позволяет покрыть открытую поверхность подложки равномерно в один атомный слой за один прием. Кроме того, поскольку метод атомно-слоевого осаждения, в отличие от известного метода, не относится к технологии прямого осаждения, то он обеспечивает покрытие поверхностей независимо от их формы, структуры или положения. Так, в процессе атомно-слоевого осаждения вся скошенная плоскость боковой поверхности режущей части лезвия и любые открытые части тела лезвия могут быть равномерно покрыты одним монослоем за один прием. Поскольку за один прием производится и осаждается один монослой, можно добиться оптимальной плотности покрытия или пленки. Общеизвестно, что плотные пленки или покрытия предпочтительны, поскольку они менее подвержены коррозии и лучше сопротивляются износу.
Ниже приведены значения некоторых терминов, использованных в данном описании изобретения.
Термин "монослой" в настоящем описании изобретения означает один слой или "атомный" или однослойный материал. Несколько монослоев, нанесенных один поверх другого, могут иметь значеие "покрытие" или "пленка".
Таким образом, термины "пленка" и "покрытие" являются взаимозаменяемыми в настоящем изобретении, оба термина означают осажденный материал.
Термин "адсорбционный слой" означает слой, сформированный в процессе атомно-слоевого осаждения после введения первого прекурсора в вакуумную камеру и его осаждения. Адсорбционный слой образуется на поверхности подложки (например, на нержавеющей стали, из которой изготовлено бритвенное лезвие) за счет накопления газов, жидкостей или растворенных веществ в виде конденсированного слоя.
"Плотный" материал - это материал "плотноупакованный", или материал, имеющий практически нулевую пористость. "Плотноупакованный" означает формирование атомных слоев молекул или элементов материала, которые встраиваются компактно (вплотную к друг к другу и поверх друг друга), так что, в сущности, между молекулами не образуются поры или щели и, в целом, не образуются столбчатые молекулярные структуры. Например, на Фиг.6, покрытие 62 изображено как "плотноупакованное" или "плотное". В общем случае "плотность" покрытия обратно пропорциональна пористости (чем выше плотность, тем ниже пористость).
"Однородный" материал - это материал, имеющий целиком по существу одинаковые неизменяющиеся характеристики или свойства. Например, осажденный материал однородной толщины может означать материал с одной и той же толщиной на всей площади покрытия.
Термин "гладкая" поверхность относится к поверхности, в основном свободной от выступов или неровностей, то есть не шероховатой.
"Тонкое" покрытие или материал могут иметь толщину в диапазоне от примерно 2 нм до примерно 500 нм, предпочтительно примерно 5 нм.
"Гомогенные" покрытия или материалы имеют толщину меньше 2 нм. Процесс атомно-слоевого осаждения в соответствии с настоящим изобретением позволяет наносить как тонкие, так и гомогенные покрытия.
"Конформное" (например, "конформное" покрытие) означает покрытие, покрывающее всю площадь поверхности детали, так что все покрытыми становятся все его поверхности, независимо от формы, структуры, или угла, или размещения этой детали (например, в вакуумной камере). Важно, что в соответствии с настоящим изобретением не требуется поворачивать или перемещать по кругу детали, поскольку характер осаждения при рассматриваемом процессе обеспечивает конформные покрытия.
Термин "бритвенное лезвие" в настоящем изобретении предпочтительно означает "подложка", выполненная из нержавеющей стали и включающая тело лезвия и, по меньшей мере, одну боковую сторону режущей части лезвия. Пердпочтительно бритвенное лезвие имеет две боковые стороны, формирующие режущую часть лезвия, и тело лезвия. Упомянутые две боковые стороны режущей части лезвия пересекаются в месте или в вершине, часто называемой "наиболее удаленной вершиной". Каждый боковая сторона режущей части может иметь одну, две или более фасок. Тело лезвия - это остальная площадь поверхности бритвенного лезвия ниже боковых сторон режущей части лезвия или фасок. Как показано на Фиг.1 (см. показанную укрупненно вынесенную часть) лезвие 12 включает в себя тело 21 лезвия, две фаски 26 для каждой из двух боковых сторон 24 режущей части лезвия, которые пересекаются на вершине 23, образуя режущую кромку 25. "Подложка" означает вещество (или материал), на которое наносится покрытие путем атомно-слоевого осаждения согласно настоящему изобретению. Предполагается, что подложка согласно настоящему изобретению может также содержать другие металлы, пластмассы, бумагу или любое другое вещество. В приведенных в описании примерах осуществления изобретения описана подложка из нержавеющей стали, широко используемая при изготовлении бритвенного лезвия.
"Радиус округления вершины лезвия" (часто называемый "радиусом округления наиболее удаленной вершины лезвия") - это радиус кривизны, измеренный как в круговой области, охватывающей наиболее удаленную вершину лезвия в непосредственной близости к месту пересечения двух боковые сторон режущей части лезвия, и может быть измерен для лезвия как с нанесенным покрытием, так и без него. Описание радиуса округления режущей кромки лезвия в целом известно из уровня техники и, в частности, приведено в патентах US 5048191, опубл. 17.09.1991, Razor Blade Technology, и US 5056227, опубл. 15.10.1991, Razor Blade Technology.
На Фиг.1-7 проиллюстрированы примеры процесса осаждения методом атомно-слоевого осаждения покрытия из оксида циркония или ZrO2 на подложку лезвия из нержавеющей стали в соответствии с изобретением.
На Фиг.1 представлена блок-схема вакуумной системы 10 с множеством бритвенных лезвий 12, размещенных внутри вакуумной камеры 11. Бритвенные лезвия 12 имеют тело 21 лезвия, вершины 23 и режущую кромку 24. Лезвия 12 могут быть размещены внутри камеры любым образом. На Фиг.1 показаны лезвия, расположенные вплотную друг к другу в порядке, часто называемом линейкой лезвий. Они могут быть расположены с зазором 18 между собой, как показано на Фиг.1А. Наличие зазоров 18 увеличивает зону нанесения покрытия на тела 21 лезвий 12. Лезвия 12 могут быть размещены таким образом, что их режущие кромки и вершины ориентированы в противоположных направлених или наклонены по отношению друг к другу под различными углами (не показано). Изобретение допускает любую возможную пространственную ориентацию лезвий 12.
При подготовке к проведению процесса атомно-слоевого осаждения желательно осуществить откачку вакуумной камеры 11 (или очистить ее от любых химических веществ или газов), для чего служат клапан 14 и вакуумный насос 13. Затем включают нагреватели 8а и 8b, которые могут быть установлены для обеспения заданной температуры от окружающей или комнатной температуры (20°С-25°С) до температуры 500°С, предпочтительно в диапазоне от 150°С до 400°С. На протяжении всего описанного здесь процесса атомно-слоевого осаждения давление внутри вакуумной камеры 11 может варьироваться в диапазоне от 0,01 Торр до 3,0 Торр и в предпочтительном варианте может быть около 1,0 Торр.
В это время в вакуумную камеру 11 через входной клапан 15 вводится первый прекурсор 22, как это показано на Фиг.2. В этом примере первым прекурсором 22 является хлорид циркония (ZrCI4) в форме пара. На Фиг.2 представлено крупным планом поперечное сечение 12а вершин двух лезвий, приведенных на Фиг.1, включающих вершины 23 и боковые стороны 24 режущей части лезвия, а также показаны свободно распределенные в камере 11 молекулы 22 газа ZrCI4.
Затем в камере 11 первый прекурсор 22 или хлорид циркония (ZrCI4) в форме пара образует адсорбционный слой 32 материала на боковой стороне 24 режущей части лезвия, как показано на Фиг.3. Слой 32 считается адсорбционным, поскольку он представляет собой сконденсированный слой на поверхности боковых сторон 24 режущей части лезвия, образованный в камере 11 из пара 22.
Несмотря на то, что на Фиг.2 и Фиг.3 показаны только боковые стороны 24 режущей части и вершины 23 лезвий 12, в ходе данного процесса конформное покрытие будет образовываться на любой открытой поверхности лезвий 12, включая тело 21 лезвия и боковые стороны 24 режущей части лезвия, находящихся в вакуумной камере. Например, это видно на Фиг.6, где конформное покрытие нанесено на боковую сторону 24 режущей части лезвия, и на Фиг.10, где конформное покрытие нанесено на тело 121 лезвия и боковую сторону 124 режущей части лезвия.
Первые условия вакуума, достигнутые, как показано выше, при соответствующих температуре и давлении, позволяют эффективно сформировать адсорбционный слой 32. Адсорбционный слой 32 может иметь толщину от примерно 0,1 нм до примерно 0,3 нм и, как показано на Фиг.3, адсорбционный слой 32 может предпочтительно иметь везде одинаковую толщину.
Затем вакуумную камеру 11 очищают от первого осаждаемого прекурсора 22 или паров хлорида циркония, оставшихся в камере 11. Очистку осуществляют путем введения инертного газа, желательно аргона или азота, через входной клапан 16, тем самым обеспечивая вторые условия вакуума, необходимые для введения в камеру второго прекурсора, предназначенного для образования следующего монослоя, как будет описано ниже.
На Фиг.4 в укрупненном виде показаны боковые стороны 24 режущей части лезвия, предварительно покрытые адсорбционным слоем 32 материала в соответствии с настоящим изобретением, и второй осаждаемый прекурсор 42, введенный затем в камеру 11 через входной клапан 17. В этом варианте осуществления изобретения в качестве второго осаждаемого прекурсора желательно использовать "воду" в газообразной форме (например, Н2O в газообразной форме), что также может называться "водяной пар". На Фиг.4 второй осаждаемый прекурсор 42 показан в виде элементов, парящих в камере 11, сразу после его введения в камеру. Как и прежде, все лезвие 12 полностью, включая тело 21 лезвия (не показано), подвергнуто обработке в вакуумной камере.
Второй осаждаемый прекурсор 42 или водяной пар в камере 11 вступает в реакцию со слоем 32 из хлорида циркония ZrCI4, в результате чего формируется первый монослой 52 из материала, которым в данном примере является оксид циркония или ZrO2, как показано на Фиг.5. Первый монослой 52 из оксида циркония предпочтительно не является адсорбционным слоем, как слой 32 из хлорида циркония. Первый монослой 52 может иметь толщину от примерно 0,1 нм до примерно 0,3 нм. Как показано на Фиг.5, первый монослой 52 может иметь практически равномерную толщину.
Фактически адсорбционный слой 32 вносит вклад в образование первого монослоя 52 оксида циркония в ходе первого цикла процесса атомно-слоевого осаждения. Так как в ходе процесса атомно-слоевого осаждения за один цикл создается только один монослой (например, оксид циркония), то для достижения желаемой толщины покрытия или пленки необходимо повторять описанный выше цикл столько раз, сколько это необходимо. Таким образом второй монослой 52' в сущности формируется поверх первого монослоя 52, третий монослой 52" формируется поверх второго монослоя 52', (например, обеспечивая гнездовую укладку монослоев), и так далее до достижения желаемой толщины покрытия. Таким образом, чтобы окончательно сформировать требуемое покрытие или пленку 62, можно дополнительно нанести поверх первого монослоя 52 любое число монослоев материала, как показано на Фиг.6.
Перед каждым повторением или циклом процесса атомно-слоевого осаждения камеру 11 желательно очищать от остаточных газов (через выходной клапан 14 с помощью выходного вакуумного насоса 13).
Для упрощения иллюстрации на Фиг.6 показан пример из приблизительно трех монослоев, нанесенных на боковую сторону 24 режущей части лезвия и образующих покрытие 62, полученное приблизительно троекратным повторением описанного выше процесса, проиллюстрированного на Фиг.1-5. При этом толщина покрытия 62 на Фиг.6 может быть несколько меньше, чем суммарная толщина всех отдельных монослоев 52, 52' и 52". Следует учитывать, что толщина покрытия 62 может быть только приблизительно оценена как сумма толщин каждого отдельного монослоя 52, 52′ и 52′′, поскольку из-за плотной упаковки отдельно осажденных монослоев толщина покрытия 62 может быть меньше суммы толщин упомянутых трех монослоев 52, 52′ и 52′′.
Число циклов атомно-слоевого процесса зависит в основном от природы осаждаемого материала (например, от атомного размера) и требуемой конечной толщины покрытия, которая предпочтительно может варьироваться в диапазоне от примерно 5 нм до примерно 500 нм. В тех случаях, когда требуется большая толщина покрытия (например, до 2000 нм) циклы атомно-слоевого осаждения повторяются большее число раз. В случаях, когда желательно получить более тонкое однородное покрытие (например, меньше 2 нм), требуется меньшее число циклов атомно-слоевого осаждения. Таким образом, процесс атомно-слоевого осаждения обязательно повторяют более трех раз для получения требуемой толщины покрытия в зависимости от характера и типа используемого материала. В частности, в соответствии с настоящим изобретением процесс атомно-слоевого осаждения может быть повторен от 50 до 5000 раз и, следовательно, может быть осаждено от 50 до 5000 отдельных монослоев, формирующих окончательное покрытие. Легко допустить (в иллюстративных целях), что окончательное покрытие 62, показанное на Фиг.6, является желаемым окончательным покрытием (в отношении толщины и других параметров) и что оно было создано после около 1000 циклов атомно-слоевого процесса для получения толщины около 100 нм.
Таким образом, покрытие, показанное на Фиг.6, представляет собой конформное покрытие, сформированное в процессе атомно-слоевого осаждения, который использует газообразные химические вещества, способные полностью покрывать поверхности таких деталей, как бритвенные лезвия. Окончательное покрытие, показанное на Фиг.6, предпочтительно имеет по существу нулевую пористость и в основном не столбчатую структуру пленки (например, плотную структуру). Кроме того, окончательное покрытие 62 предпочтительно однородно, т.е. имеет одни и те же характеристики и одинаковую толщину по всей площади покрытия, а также характеризуется гладкой и ровной поверхностной морфологией после завершения процесса атомно-слоевого осаждения. Указанные характеристики покрытия значительно лучше по сравнению с покрытиями, полученными при использовании упомянутых известных способов.
Кроме того, после завершения процесса атомно-слоевого осаждения, несмотря на то, что толщина покрытия 62 однородна во всех частях лезвия, в некоторых случаях, радиус 63 покрытия 62 на вершине лезвия (показан на Фиг.7) может оказаться в диапазоне от примерно 80 нм до примерно 300 нм. В свою очередь такие лезвия с покрытием, нанесенным методом атомно-слоевого осаждения, могут потенциально иметь относительно высокое значение силы резания шерстяного войлока (например, от 2 до 3 фунтов), что нежелательно, поскольку тогда кромка лезвия может быть менее пригодной для бритья, как это было объяснено в разделе "уровень техники". В предпочтительном варианте кромка лезвия, способного сбривать волосы, должна иметь силу резания шерстяного войлока меньше, чем примерно 1,6 фунта (например, L5).
В соответствии с другим вариантом осуществления изобретения при необходимости уменьшить силу резания шерстяного войлока можно провести травление (или точнее, направленное травление) покрытия, выполняемое после завершения процесса атомно-слоевого осаждения, или в промежутках между циклами во время процесса, и/или после полного завершения процесса осаждения. Травление в соответствии с настоящим изобретением используют для избирательного удаления определенных участков осажденного покрытия, что фактически делает его тоньше.
Следует отметить, что известные в уровне техники способы атомно-слоевого осаждения не включают травление пленки или подложки, так как это помешало бы росту пленки и не дало бы возможности осуществляться параллельным химическим реакциям. В настоящем изобретении травление нанаесенных атомно-слоевым осаждением слоев желательно во многих случаях, особенно для минимизации роста пленки (например, для формирования покрытия в области режущей кромки лезвия для улучшения радиуса округления вершины лезвия).
Направленное травление означает, что в процессе травления можно задавать направление или угол, в котором происходит травление. Процесс травления с целью уменьшения силы резания шерстяного войлока может быть оптимизирован для осуществления травления покрытия в области режущей кромки лезвия, или в области вершины лезвия, или боковой стороны режущей части лезвия, однако настоящее изобретение предусматривает травления покрытия также и на теле лезвия, как описано ниже (см. Фиг.11).
Предпочтительно осуществлять направленное травление с использованием процесса ионного травления, выполняемого "in-situ”, так как при этом лезвия не требуется перемещать или передвигать в камере 11. В соответствии с настоящим изобретением предпочтительно проводить ионное травление с использованием источника радиоизлучения мощностью примерно 1,5 кВт в условиях вакуума при давлении около 10 м Тор в аргоновой среде, применяя такие приборы, как Veeco 3 см сеточный источник плазмы постоянного тока.
Как показано на Фиг.7, в соответствии с одним из аспектов настоящего изобретения, после процесса атомно-слоевого осаждения (Фиг.1-6) может следовать процесс 71 ионного травления, в результате чего может быть сформировано покрытие 62 вокруг вершины 23 лезвия таким, чтобы уменьшить радиус 63 округления вершины лезвия и обеспечить улучшенный радиус 72 округления вершины лезвия после травления покрытия 74 в верхней части 76а (например, в области вершины лезвия). Как показано на Фиг.7, после завершения травления по обе стороны от вершины 77 лезвия формируются две фаски 75а и 75b. Эти фаски 75А и 75b образуются в верхней части 76а секции 76 боковой стороны режущей части лезвия, которая имеет длину 78 боковой стороны режущей части, как показано на Фиг.7. Длина 78 боковой стороны режущей части лезвия может составлять примерно 100 нм или 0,1 мкм (например, T.I) от самой удаленной вершины 77 лезвия 12, как показано на Фиг.7. Полная секция 24 боковой стороны режущей части лезвия (частично показана), как правило, выходит за пределы длины 78, показанной на Фиг.7, и может составлять от примерно 150 мкм до примерно 350 мкм. Таким образом, хотя в приведенном примере область, где происходит травление, расположена вблизи вершины 77 лезвия, предпочтительно одна или больше дополнительные фаски могут находиться на всей секции 24 боковой поверхности режущей части бритвенного лезвия, и тогда некоторые фаски, которые не показаны, могут быть расположены за пределами длины 78 (например, больше чем на 100 нм от наиболее удаленной вершины 77), и также могут быть протравлены, при необходимости.
Замечено, что травление или анизотропное травление по своей природе зависит от угла и поэтому травление обычно происходит с разной скоростью при различных углах. Как правило, скорость травления больше на вершине и меньше на боковых поверхностях, что помогает формированию оптимальной формы режущей кромки. Обычно травление происходит медленнее при меньших углах и быстрее при больших углах.
Как было сказано при обсуждении Фиг.6, радиус 63 округления вершины лезвия может находиться в диапазоне от примерно 80 нм до примерно 300 нм. Радиус 72 округления вершины лезвия на Фиг.7 (после того, как закончены процесс 71 травления и процесс атомно-слоевого осаждения) может находиться в диапазоне от примерно 15 нм до примерно 40 нм, и предпочтительно около 20 нм. Таким образом, уменьшение величины радиуса от радиуса округления вершины лезвия 63 до радиуса округления вершины лезвия 72 после травления может составить по меньшей мере около 10%. После завершения процесса травления сила резания шерстяного войлока травленого покрытия 74, таким образом также может быть дополнительно снижена до, предпочтительно, примерно 1,0-1,5 фунтов, что лежит в оптимальном диапазоне, обеспечивающем бреющую способность режущей кромки лезвия. Следует заметить, что процесс травления, как правило, не оказывает влияния на однородность и плотность покрытия, нанесенного в процессе атомно-слоевого осаждения.
Как упоминалось выше, чтобы сформировать покрытие вершины лезвия и достичь желаемого радиуса округления вершины лезвия процесс травления согласно настоящему изобретению может выполняться после процесса атомно-слоевого осаждения и/или в течение одного или более промежутков времени в процессе осаждения по необходимости. Если травление выполняется в течение одного или более промежутков времени в процессе атомно-слоевого осаждения, для того чтобы произвести травление, процесс атомно-слоевого осаждения обычно останавливают. Этим процесс атомно-слоевого осаждения отличается от многих из процессов осаждения предшествующего уровня техники, которые допускают травление одновременно с осаждением, как уже упоминалось выше.
Другие методы травления, обеспечивающие аналогичные усовершенствования и предусмотренные настоящим изобретением, включают, но не ограничиваются ими, например, травление с использованием оптического излучения (например, лазерного), радиочастотное травление, плазменное травление, химическое травление или любые их комбинации.
Общее время, необходимое для нанесение на лезвия окончательного покрытия 62 с использованием процесса атомно-слоевого осаждения согласно настоящему изобретению, как это описано выше со ссылками на Фиг.1-6, может варьироваться от примерно 1 минуты до примерно 10 часов, в предпочтительном варианте от примерно 6 минут до примерно 15 минут. Время, необходимое для осуществления дополнительного процесса ионного травления лезвий in-situ (если он выполняется после нанесения окончательного покрытия в процессе атомно-слоевого осаждения), согласно настоящему изобретению может варьироваться от примерно 2 минут до примерно 60 минут, в предпочтительном варианте примерно от 20 минут до 30 минут.
Еще в одном примере описанного выше осуществления настоящего изобретения в качестве первого прекурсора может быть использован хлорид гафния HfCI4 для формирования на боковых сторонах режущей части лезвия адсорбционного слоя HfCI4, а в качестве второго прекурсора может быть использован водяной пар для образования одного монослойного покрытия из оксида гафния или НfO2. Описанный выше процесс осаждения адсорбционного слоя хлорида гафния HfCI4 для формирования первого монослойного покрытия из оксида гафния или НfО2 может быть повторен необходимое число раз для получения многочисленных монослоев НfO2, образующих пленку требуемой толщины. Обычно, как упоминалось выше, камеру 11 предпочтительно очищают от остаточных газов (через клапан 14 с помощью вакуумного насоса 13) перед повторением каждого такого цикла. Таким образом, любое число дополнительных монослоев оксида гафния может быть нанесено поверх первоначального монослоя оксида гафния для формирования окончательного покрытия с требуемыми характеристиками (такими, как толщина, плотность, однородность), аналогично тому, как описано выше со ссылкой на Фиг.6. Аналогичным образом, как уже упоминалось при описании Фиг.7, процесс ионного травления in-situ для уменьшения при необходимости радиуса округления вершины лезвия может быть выполнен во время или после получения окончательного покрытия оксидом гафния.
На Фиг.8 представлены сделанные сканирующим электронным микроскопом реальные сравнительные фотографии вершин лезвий после нанесения покрытия оксида гафния с использованием процесса атомно-слоевого осаждения с травлением и без травления. На фотографии 82 видна вершина 83 покрытого лезвия после атомно-слоевого осаждения материала без травления. На фотографиях 84 и 86 видна вершина 83 покрытого с использованием процесса атомно-слоевого осаждения лезвия с фотографии 82 после выполнения in-situ ионного травления в соответствии с настоящим изобретением, благодаря чему получена улучшенная вершина 85 лезвия с травленым покрытием. На фотографии 86 представлено поперечное сечение объекта фотографии 84 с вершиной 85 лезвия после травления. При сравнении фотографий могут быть видны невооруженным глазом улучшения радиуса округления вершины лезвия, однородности и других характеристик вершины 85 травленого лезвия после процесса атомно-слоевого осаждения по сравнению с нетравленым покрытием вершины 83 лезвия. Радиус 83а округления вершины 83 лезвия может быть в диапазоне от примерно 80 нм до примерно 300 нм. Радиус 85а округления вершины 85 лезвия (после завершения процессов атомно-слоевого осаждения и травления) может лежать в диапазоне от примерно 15 нм до примерно 40 нм, в предпочтительном варианте может составлять примерно 20 нм. Поэтому уменьшение от радиуса 83а округления вершины лезвия вершины 83 лезвия до радиуса 85а округления вершины лезвия вершины 85 лезвия, полученного после травления, может составить по меньшей мере около 10%, а предпочтительно по меньшей мере около 50%. После завершения процесса травления сила резания шерстяного войлока лезвия с вершиной 85, имеющим травленое покрытие, по сравнению с силой резания шерстяного войлока лезвия с кончиком 83 может быть еще больше снижена до предпочтительно примерно 1,0-1,5 фунтов (в оптимальном для бритвенного лезвия диапазоне).
Очевидно, что имеется много преимуществ использования процесса атомно-слоевого осаждения или процесса атомно-слоевого осаждения с травлением по сравнению с известными процессами обработки бритвенных лезвий. Главное преимущество состоит в том, что процесс атомно-слоевого осаждения или атомно-слоевого осаждения с травлением не требуют поворачивания или перемещения лезвий бритвы в вакуумной камере. Полученное в процессе атомно-слоевого осаждения или атомно-слоевого осаждения с травлением покрытие является конформным покрытием, покрывающим все участки подложки лезвия, включая все открытые поверхности тела 21 и боковых сторон 24 режущей части лезвия, а не только части боковой стороны режущей части, как это делалось с использованием ранее известных способов. Таким образом, процесс атомно-слоевого осаждения или атомно-слоевого осаждения с травлением позволяет получать целое семейство покрытий, которые зависят только от примененных газообразных химических веществ, а не от способности достичь намеченной поверхности, как это происходит в ранее известных способах, таких как способ физического осаждения из паровой фазы. Следовательно, процесс атомно-слоевого осаждения потенциально является более дешевым способом, чем традиционный способ физического осаждения из паровой фазы.
Дополнительное преимущество заключается в том, что полученное покрытие является плотным за счет того, что в процессе атомно-слоевого осаждение за один цикл осаждается только один атомный слой, при этом каждый следующий атомный слой плотно упаковывается на предшествующий слой, обеспечивая покрытие с практически нулевой пористостью. Известно, что чем плотнее покрытие, тем меньше оно изнашивается со временем по сравнению с менее плотными покпытиями, известными из уровня техники. Покрытия, полученные в процессе атомно-слоевого осаждения, обычно более плотные, чем известные покрытия. Предположительно, покрытия, полученные с использованием процесса атомно-слоевого осаждения, могут быть по меньшей мере на 5% (предпочтительно на 10%) плотнее, чем известные на сегодняшний день покрытия.
В настоящее время лезвия усовершенствуются в части их изящества или веса, при этом область режущей кромки должна оставаться усиленной. Атомно-слоевое осаждение обеспечивает бритвенное лезвие соответствующей пленкой или конформным покрытием, позволяя равномерно и плотно покрыть всю поверхность лезвия (боковые стороны режущей части лезвия и его тело). Эта увеличенная равномерность и плотность, особенно в области боковых сторон режущей части лезвия, обеспечивает более прочное твердое покрытие что, в свою очередь, способствует получению более прочной и твердой области режущей кромки (или тела) лезвия.
Фактически процесс атомно-слоевого осаждения может позволить изготавливать более прочные лезвия или режущие кромки (или боковые стороны режущей части) лезвий, по сравнению с известными способами. На практике установлено: если сравнить «тонкое» покрытие толщиной 200 нм, полученное известными из уровня техники способами (например, полученное в процессе упомянутого выше физического осаждения из паровой фазы), то есть основания полагать, что оно не будет таким же прочным или твердым, как «тонкое» покрытие толщиной 200 нм, полученное в процессе атомно-слоевого осаждения, поскольку последнее отличается большей плотностью и равномерностью.
Более того, даже более тонкое покрытие (например, толщиной 100 нм), полученное в процессе атомно-слоевого осаждения, может обеспечить ту же прочность и, как более толстое покрытие (например, толщиной 200 нм), полученное известными из уровня техники способами. Это говорит о том, что для уменьшения времени на осаждение материала покрытия, удешевления процесса и увеличения эффективности изготовления лезвий предпочтение следует отдавать методу атомно-слоевого осаждения.
Из этого следует, что главное преимущество способа нанесения покрытия с использованием процесса атомно-слоевого осаждения состоит в том, что возможно нанесение более тонкого покрытия на лезвие или боковые стороны его режущей части для получения уровня прочности и твердости, сопоставимого с уровнем, обеспечиваемым более толстыми покрытиями нанесенными с использованием процессов из предшествующего уровня техники (таких как процесс физического осаждения из паровой фазы).
На Фиг.9 представлена блок-схема алгоритма способа в соответствии с настоящим изобретением. На шаге 91 очищают и откачивают вакуумную камеру для обеспечения первых условий вакуума, затем вводят первый прекурсор (шаг 92), который формируете адсорбционный слой (шаг 93). На шаге 94 снова очищают и откачивают вакуумную камеру для создания вторых условий вакуума, затем вводят второй прекурсор (шаг 95), который формирует первый монослой (шаг 96). На шаге 97, если не достигнута требуемая толщина покрытия, повторяют шаги 91-96; если требуемая толщина покрытия достигнута, то производят операцию травления на шаге 98, например ионного травления in-situ, если необходимо улучшить покрытие в области вершины лезвия. Шаг 98а показывает, что процесс травления может быть также осуществлен в промежутке между повторяющимися циклами нанесения монослоев, если есть необходимость в промежуточном или межслоевом травлении. Окончательное покрытие, которое может быть или не быть подвергнуто травлению, получено на шаге 99.
В другом аспекте настоящего изобретения предполагается, что любой тип материала может быть введен в камеру для использования в качестве первого прекурсора и любой тип материала может быть введен в камеру для использования в качестве второго прекурсора.
Например, кроме приведенных выше примеров используемых материалов, можно применять также хлорид титана или хлорид алюминия. Общим предпочтительным условием при выборе химического соединения для первого прекурсора в соответствии с изобретением является условие того, что прекурсордолжен иметь достаточно высокую диэлектрическую постоянную и термическую стабильность, не должен разлагаться или растворяться в пленке или в подложке.
Выбор второго прекурсора определяется тем, что окончательное покрытие 62 должно включать кислород, поэтому необходим какой-то источник кислорода. В связи с этим пригодно любое соединение, содержащее с источник кислорода, например водяной пар, как описано выше. Однако потенциальным недостатком использования водяного пара как источника кислорода может быть то, что требуется значительное время на удаление паров воды из камеры, что увеличивает время на производство, снижает производительность (число лезвий, на которые нанесено покрытие за час) и ведет к удорожанию процесса. В качестве второго прекурсора вместо водного пара можно использовать какое-либо другое химическое соединение, как источник кислорода. Одним из таких соединений, представляющих собой источник кислорода в рамках настоящего изобретения, является озон (O3).
В настоящем изобретении рассматривается формирование сверхструктурного или многослойного покрытия, со смешанными слоями окончательных покрытий или с различными типами монослоев, в котором покрытия из различных материалов осаждены поверх друг друга. При необходимости можно варьировать количество различных типов материалов и число слоев, и такие сверхструктурные покрытия могут обеспечить покрытия с улучшенной твердостью и прочностью.
В соответствии с еще одним аспектом изобретения подложка бритвенного лезвия может включать лезвия из стали, не имеющие покрытия или с верхним слоем покрытия из хрома (Сr), алмазоподобного углерода (DLC), аморфного алмаза, соединений хрома и платины (Cr/Pt), титана (Т1), нитрида титана (TiN) или ниобия (Nb) или любой их комбинации. Этим список возможных покрытий не ограничен.
Кроме того, подложка лезвия бритвы может включать промежуточный слой, который может быть выполнен из материала любого типа, например, из алюминия (AI), титана (Ti), никеля (Ni), меди (Си), циркония (Zr), ниобия (Nb), молибдена (Мо), палладия (Pd), гафния (Hf), тантала (Та), хрома (Сr), вольфрама (W), алмазоподобного углерода (DLC) или из любой их комбинации. Список этим не ограничивается.
В другом варианте осуществления изобретения до начала процесса атомно-слоевого осаждения подложку можно модифицировать. Например, подложка лезвия бритвы может быть модифицирована для обеспечения лучшей адгезии с ней химических соединений. Подложка (например, тело лезвия и/или боковая сторона его режущей части) может быть первоначально очищена в озоне, полученном с помощью ультрафиолетового излучения, плазме ВЧ-разряда или плазменной среде постоянного тока в течение от примерно 5 минут до примерно 15 минут для улучшения адгезии прекурсоров и, соответственно, окончательного покрытия.
В отличие от известных процессов физического осаждения из паровой фазы, процесс атомно-слоевого осаждения, осуществляемый в соответствии с настоящим изобретением, применяется, как упоминалось выше, на всем теле лезвия (не только на боковой стороне режущей части лезвия) и, следовательно, возможны дополнительные применения процесса атомно-слоевого осаждения и для боковой стороны режущей части лезвия, и для тела лезвия.
Например, можно предпочтительно снабдить боковые стороны лезвия или его тело широким диапазоном цветов, текстом, графическим изображением, или другой индикацией, или характеристиками или их комбинациями.
На Фиг.10, иллюстрирующей один из вариантов реализации изобретения, первое или нижнее покрытие 114 лезвия 112, имеющего боковые стороны 124 режущей части, вершину 123, режущую кромку 125 и тело 121, может быть сформировано с использованием процесса атомно-слоевого осаждения, имеющим определенные характеристики или цвет (например, синий), при этом второе или верхнее покрытие 116 может быть сформировано на верхней поверхности нижнего покрытия 114, имеющим другие характеристики или другой цвет (например, зеленый), так что в процессе использования лезвия верхнее покрытие 116 золотисто-коричневого цвета изнашивается, открывая нижнее покрытие 114 синего цвета. Следует заметить, что описанное здесь покрытие из оксида гафния НfO2 может обеспечить синий цвет, а покрытие из оксида титана ТiO2 может обеспечить цвета от золотисто-коричневого до красного. Следовательно, потенциально пользователю может быть предоставлена информация о том, что лезвие более не является безопасным для использования, при этом индикатором может служить переход цвета от зеленого к красному (например, как в светофоре). Придание лезвию различных цветов может обеспечить ряд материалов, содержащих титан. Тем не менее, любые типы материалов, которые могут создавать изменяющиеся характеристики или цвета или любое количество покрытий предусмотренны настоящим изобретением, а также дополнительное описание материалов, используемых для создания цветного покрытия бритвенных лезвий, можно найти в заявке на изобретение US 2005/0268470 А1.
Более того, настоящим изобретением предусмотрен вариант его осуществления, когда бритвенные лезвия ПО (см. Фиг.11) включают боковые стороны 124 режущей части, имеющие нанесенные с использованием процесса атомно-слоевого осаждения первое покрытие 114 первого цвета (например, зеленого), и второе или верхнее покрытие 116 второго цвета (например, розового), при этом второе покрытие 116 может быть в определенных зонах подвергнуто травлению, как показано на Фиг.11, так что в протравленных зонах обнажается покрытие 114 первого цвета. На Фиг.11 протравленные участки обнажают первое покрытие 114 на боковой стороне 124 режущей части лезвия с нанесенными буквами, составляющим слово Venus® - товарный знак. Настоящее изобретение предполагает любое число изменений положения, или всевозможных аспектов, или характеристик покрытия.
Кроме того, Фиг.11 отображает концепцию нанесения покрытий 114 и 116, полученных с использованием процесса атомно-слоевого осаждения также и на тело 121 лезвия, с последующим травлением участков, открывающих первое покрытие 114 на боковой стороне 124 режущей части, проиллюстрированное изображением товарного знака Venus®.
В соответствии с настоящим изобретением любой цвет, текст, графический рисунок, характеристики или другая индикация или любые их комбинации могут быть нанесены или протравлены во время процесса атомно-слоевого осаждения или после этого процесса.
Кроме того, при использовании описанного процесса атомно-слоевого осаждения вместо травления можно также применить стальные маски или шаблоны (например, маску из стали или стекла, вытравленную литографическим способом) для нанесения графического изображения, рисунка или текста на подложку. Такое выполнение может включать нанесение графического изображения, рисунка или текста на подложку с помощью нанесения краски или с использованием печатных методов (например, с применением лазерной или струйной печати). Как показано на Фиг.12, выделенные участки 126 на теле и на режущей кромке лезвия могут быть получены, если использовать стальную маску или трафарет 127 с отверстиями 127а, соответственно размещенными над выделенными участками 126 лезвия во время или после процесса атомно-слоевого осаждения материала. Как показано на Фиг.12, отверстия 127а могут обеспечить получение выделенных участков 126 с нанесенным словом Venus® (товарным знаком), или изображением цветов, или иным рисунком.
В зависимости от особенностей маски или трафарета выделенный участок 126 будет представлять собой место, где в процессе атомно-слоевого осаждения наносится или наоборот не наносится покрытие, в зависимости от требуемого результата.
Таким образом, настоящее изобретение позволяет выбирать область нанесения покрытия и позволяет любое число комбинаций мест расположения и различных аспектов и характеристик покрываемой области.
Кроме того, настоящее изобретение не ограничено использованием процесса атомно-слоевого осаждения только для нанесения покрытия на бритвенные лезвия. Например, описанный процесс атомно-слоевого осаждения может быть использован для нанесения материала на любую деталь бритвенного прибора, включая зажимы картриджа бритвенного прибора, держатели бритвенных приборов, рамку лезвий или любые части рукоятки бритвенного прибора (например, металлические части) или любые их участки. Этим списком детали не ограничиваются. Таким образом, любые металлические детали бритвенного прибора, из числа вышеупомянутых могут быть покрыты и протравлены в соответствии с настоящим изобретением.
Кроме того, настоящее изобретение предусматривает использование процесса атомно-слоевого осаждения для покрытия любого типа подложки или материала, такого как неметалическая поверхность или подложка, включающая без ограничения бумагу, дерево, керамику, пластик, стекло, ткань в областях применения, включающих без ограничения домашнее хозяйство, медицину, косметику, изделия для женщин, изделия для детей, изделия, для индивидуального ухода, ткани, изделия для домашних животных и пищевую промышленность.
Помимо описанного выше нанесения неорганического материала на металл с использованием процесса атомно-слоевого осаждения, настоящее изобретение предусматривает, что процесс атомно-слоевого осаждения может быть использован для покрытия любого полимера или эластомера любым органическим или органометаллическим материалом (например, органическим составом, включающим металл или металлоид, связанный с углеродом).
Одним из примеров может служить применение процесса атомно-слоевого осаждения для покрытия других деталей бритвенного прибора,, таких как картридж, элементы соединения с картриджем, корпус и/или эластомерные или смазывающие элементы.
Например, используя процесс атомно-слоевого осаждения, по настоящему изобретению, можно нанести на эластомерную рукоятку бритвы или зубной щетки органометаллическое или антимикробное покрытие или агент, такой как серебро или изотиазолинон, который проявляет одновременно и противогрибковые и антибактериальные свойства, при этом для создания ребер или текста или других элементов внутри или с внешней стороны покрытия можно использовать травление. Понятно, что для получения антимикробного покрытия может потребоваться меньшее общее количество циклов атомно-слоевого осаждения, если желательно, чтобы покрытие было гомогенным (например, обычно толщиной менее 2 нм).
Таким образом, новые аспекты настоящего изобретения одинаковым образом применимы к любым подложкам, на которое может быть нанесено покрытие с использованием методов атомно-слоевого осаждения и/или процессов травления.
Покрытия, полученные путем атомно-слоевого осаждения, могут иметь толщину в очень широком диапазоне - от примерно 0,1 нм до примерно 2000 нм в зависимости от выбора требуемого дизайна и осаждаемого материала. Если нужно получить монослой материала, то его толщина может составлять примерно 0,5 нм, а если необходим тонкий слой материала, то толщина такого многослойного покрытия может составлять примерно 5 нм.
Кроме того, поскольку боковые стороны режущей части лезвия после завершения процессов атомно-слоевого осаждения и травления могут быть покрыты полимерным материалом, таким как политетрафторэтилен (или разновидность Teflon®), который часто называют теломером, настоящее изобретение предусматривает, что покрытие полимерным материалом можно производить во время процесса атомно-слоевого осаждения и/или процесса травления, используя при этом известные из уровня техники процессы осаждения.
Также процесс атомно-слоевого осаждения и/или процесс травления в соответствии с настоящим изобретением можно использовать перед применением известных способов нанесения покрытия или пленки, во время проведения упомянутых процедур или после них. Например, процесс атомно-слоевого осаждения и/или процесс травления могут быть использованы для получения одного или нескольких промежуточных, нижних или верхних слоев в сочетании с покрытиями, выполненными известными способами или любой их комбинации. На бритвенные лезвия, которые уже имеют покрытия, выполненные с использованием известных процессов физического осаждения из паровой фазы, в свою очередь, может быть затем нанаесен верхний слой с использованием процесса атомно-слоевого осаждения и/или процесса атомно-слоевого осаждения с травлением в соответствии с настоящим изобретением для улучшения гладкости и плотности поверхности.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, размер, обозначенный как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, упомянутые в разделе "Осуществление изобретения", использованы здесь путем информационных ссылок, они не являются описанием предшествующего изобретению уровня техники. В тех случаях, когда имеется противоречие или различие между каким-либо значением или определением какого-либо термина в настоящем документе и каким-либо значением или определением какого-либо термина в документе, включенном путем ссылки, то значение или определение заданное указанному термину в настоящем документе имеет преимущественную силу.
В описании приведены примеры вариантов осуществления настоящего изобретения, при этом для специалиста очевидно, что возможны различные изменения и модификации этого изобретения, которые могут быть сделаны не выходя за рамки сущности и объема изобретения. Следовательно, предполагается, что прилагаемая формула изобретения отражает все такие изменения и модификации, которые не выходят за рамки объема этого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Компоненты бритвенного прибора с новым покрытием | 2014 |
|
RU2630911C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, СПОСОБ НАНЕСЕНИЯ ТВЕРДОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ЛЕЗВИЕ И БРИТВЕННЫЙ БЛОК | 1995 |
|
RU2238185C2 |
| ФОРМИРОВАНИЕ ТОНКИХ РАВНОМЕРНЫХ ПОКРЫТИЙ НА КРОМКАХ ЛЕЗВИЙ С ИСПОЛЬЗОВАНИЕМ ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2010 |
|
RU2510802C2 |
| ПОКРЫТИЕ ПОЛОТНА ПОДЛОЖКИ ОСАЖДЕНИЕМ АТОМНЫХ СЛОЕВ | 2012 |
|
RU2600462C2 |
| НАНОСТРУКТУРНЫЙ ЭЛЕКТРОД ДЛЯ ПСЕВДОЕМКОСТНОГО НАКОПЛЕНИЯ ЭНЕРГИИ | 2011 |
|
RU2521083C2 |
| УСТРОЙСТВО И СПОСОБ АТОМНО-СЛОЕВОГО ОСАЖДЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ПОДЛОЖКИ | 2015 |
|
RU2704875C2 |
| РЕАКТОР ОСАЖДЕНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЧАСТИЦЫ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2020 |
|
RU2741556C1 |
| ЛЕЗВИЕ БРИТВЫ | 2018 |
|
RU2751615C2 |
| ЛЕЗВИЕ БРИТВЫ | 2018 |
|
RU2751666C2 |
| АКУПУНКТУРНАЯ ИГЛА, СОРБИРУЮЩАЯ ЧАСТИЦЫ ПЛАСТИКА, СПОСОБ ЕЁ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2023 |
|
RU2818141C1 |
Группа изобретений относится к способу нанесения покрытия на бритвенное лезвие, бритвенному лезвию (варианты) и способу нанесения покрытия на деталь бритвенного прибора. Способ нанесения покрытия на бритвенное лезвие включает нанесение в вакуумной камере на по меньшей мере одно лезвие бритвы по меньшей мере одного покрытия из по меньшей мере одного материала с использованием процесса атомно-слоевого осаждения. Причем упомянутым по меньшей мере одним покрытием покрывают полностью поверхность по меньшей мере одной боковой стороны режущей части лезвия и по меньшей мере часть поверхности тела лезвия упомянутого по меньшей мере одного лезвия. Затем производят направленное травление упомянутого по меньшей мере одного покрытия. Изобретение обеспечивает получение конформного равномерного покрытия бритвенного лезвия. Для улучшения характеристик бритья покрытие на бритвенном лезвии может быть подвергнуто травлению во время процесса осаждения, после него или и во время процесса осаждения, и после него. 5 н. и 20 з.п. ф-лы, 13 ил.
1. Способ нанесения покрытия на бритвенное лезвие, характеризующийся тем, что на по меньшей мере одно лезвие бритвы, помещенное в вакуумной камере, наносят по меньшей мере одно покрытие из по меньшей мере одного материала, используя при этом процесс атомно-слоевого осаждения, причем упомянутым по меньшей мере одним покрытием покрывают полностью поверхность по меньшей мере одной боковой стороны режущей части лезвия и по меньшей мере часть поверхности тела лезвия упомянутого по меньшей мере одного лезвия и производят направленное травление упомянутого по меньшей мере одного покрытия.
2. Способ по п.1, характеризующийся тем, что упомянутое направленное травление упомянутого покрытия производят на по меньшей мере одной боковой стороне режущей части лезвия, или на упомянутом теле лезвия, или на упомянутой боковой стороне режущей части и на упомянутом теле лезвия.
3. Способ по п.1, характеризующийся тем, что упомянутое направленное травление производят, удаляя упомянутое покрытие до получения режущей кромки лезвия радиусом округления в диапазоне от примерно 15 нм до примерно 40 нм.
4. Способ по п.1, характеризующийся тем, что упомянутое направленное травление производят во время упомянутого процесса атомно-слоевого осаждения, или после него, или во время процесса атомно-слоевого осаждения и после него.
5. Способ по п.1, характеризующийся тем, что процесс направленного травления включает ионное травление in-situ, химическое травление, радиочастотное травление, плазменное травление, травление, основанное на использовании оптического излучения или любую их комбинацию.
6. Способ по п.1, характеризующийся тем, что нанесенное покрытие является конформным, имеет равномерную толщину, гладкую морфологию поверхности и практически нулевую пористость.
7. Способ по п.1, характеризующийся тем, что нанесенное покрытие имеет толщину в диапазоне от примерно 0,1 нм до примерно 500 нм.
8. Способ по п.1, характеризующийся тем, что процесс атомно-слоевого осаждения включает этапы, на которых:
(a) наносят первый монослой из первого материала на по меньшей мере одно бритвенное лезвие, (b) наносят второй монослой из второго материала на упомянутое по меньшей мере одно бритвенное лезвие, и
(c) повторяют этапы (a) и (b) до получения оптимальной толщины упомянутого по меньшей мере одного покрытия,
9. Способ по п.8, характеризующийся тем, что в качестве первого и второго материалов используют один и тот же материал.
10. Способ по п.8, характеризующийся тем, что этапы (a) или (b) дополнительно содержат этапы, на которых:
- создают вакуум в упомянутой вакуумной камере,
- вводят в упомянутую камеру первый осаждаемый прекурсор для формирования адсорбционного слоя на упомянутом по меньшей мере одном лезвии,
- очищают вакуумную камеру и
- вводят в упомянутую камеру второй осаждаемый прекурсор для получения монослоя упомянутого материала на упомянутом по меньшей мере одном бритвенном лезвии.
11. Способ по п.10, характеризующийся тем, что первый осаждаемый прекурсор содержит хлорид циркония, хлорид гафния, хлорид алюминия, хлорид титана или любую их комбинацию, а второй осаждаемый прекурсор содержит водяной пар.
12. Способ по п.1, характеризующийся тем, что процесс атомно-слоевого осаждения ведут в течение от примерно 1 минуты до примерно 10 часов, а упомянутое направленное травление ведут в течение от примерно 2 минут до примерно 1 часа.
13. Способ по п.1, характеризующийся тем, что упомянутое бритвенное лезвие выполнено из стали, хрома, алмазоподобного углерода, аморфного алмаза, соединения хрома и платины, титана, нитрида титана, ниобия или любых их комбинаций.
14. Бритвенное лезвие, характеризующееся тем, что оно выполнено с покрытием, полученным способом по п.1.
15. Бритвенное лезвие, содержащее по меньшей мере одно покрытие, включающее по меньшей мере один слой материала, сформированный с использованием процесса атомно-слоевого осаждения, при этом одно из упомянутых покрытий подвергнуто направленному травлению.
16. Бритвенное лезвие, содержащее первое покрытие из первого материала и второе покрытие из второго материала, причем по меньшей мере одно из упомянутых первого или второго покрытий нанесено с использованием процесса атомно-слоевого осаждения, при этом упомянутое второе покрытие нанесено на верхнюю поверхность упомянутого первого покрытия.
17. Бритвенное лезвие по п.16, характеризующееся тем, что упомянутое второе покрытие частично покрывает упомянутое первое покрытие.
18. Бритвенное лезвие по п.16, характеризующееся тем, что упомянутое второе покрытие нанесено с использованием трафарета или маски.
19. Бритвенное лезвие по п.16, характеризующееся тем, что по меньшей мере часть упомянутого второго покрытия удалена путем направленного травления.
20. Бритвенное лезвие по п.16, характеризующееся тем, что в качестве упомянутых первого материала и второго материала использованы материалы с разными свойствами.
21. Бритвенное лезвие по п.16, характеризующееся тем, что в качестве упомянутых первого материала и второго материала использованы материалы разного цвета.
22. Способ нанесения покрытия на деталь бритвенного прибора, включающий этап, на котором наносят на по меньшей мере одну деталь бритвенного прибора, размещенную в вакуумной камере, по меньшей мере одно покрытие из по меньшей мере одного материала с использованием процесса атомно-слоевого осаждения, при этом упомянутая деталь бритвенного прибора включает тело лезвия или, по меньшей мере, его часть, боковую сторону режущей части лезвия или, по меньшей мере, ее часть, согнутое лезвие или, по меньшей мере, его часть, или любую их комбинацию.
23. Способ по п.22, характеризующийся тем, что дополнительно включает этап направленного травления упомянутого по меньшей мере одного покрытия.
24. Способ по п.22, характеризующийся тем, что упомянутое покрытие имеет толщину от примерно 0,1 нм до примерно 2000 нм.
25. Способ по п.22, характеризующийся тем, что упомянутая деталь бритвенного прибора дополнительно включает зажим картриджа или, по меньшей мере, его часть, держатель лезвий или, по меньшей мере, его часть, рукоятку бритвенного прибора или, по меньшей мере, ее часть или любую их комбинацию.
| 0 |
|
SU164406A1 | |
| US 6468642 B1 (N.V.BEKAERT S.A.), 22.10.2002 | |||
| Пневматический экран для репродукционных работ | 1924 |
|
SU2735A1 |
| ЛЕЗВИЕ БРИТВЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2258602C2 |

