Изобретение относится к обработке металлов давлением, а именно к поводковым центрам для закрепления и вращения толстостенных заготовок при радиальном обжатии поковок стволов на радиально-обжимных машинах типа SHK-10, SHK-17 фирмы GFM (Австрия).
Известен центр поводковый моноблочный в виде полого тела вращения. Один конец центра выполнен в виде основания с точным посадочным диаметром для установки в соответствующее ему отверстие радиально обжимной машины (РОМ). Противоположный посадочному диаметру конец центра выполнен в виде наконечника с соосным посадочному диаметру центрирующим отверстием для размещения в нем выступа поводковой части заготовки, посредством которого заготовка центрируется в РОМ. На торце наконечника выполнены шипы в виде клина, которые внедряются в торец поводковой части заготовки во время закрепления заготовки в РОМ и осуществляют ее вращение в процессе радиального обжатия поковки. Для этого твердость центра поводкового должна быть в 1,5-2 раза больше твердости заготовки ~60 HRC (см. ОСТ В3-6011-85, лист 0026).
Недостатки прототипа заключаются в следующем:
1) из-за сбоев в системе управления машины в конце радиального обжатия поковки или во время наладки возможно попадание наконечника центра поводкового под удар молотов, при этом из-за высокой твердости центра поводкового происходит его разрушение с повреждением рабочей поверхности молотов (вплоть до разрушения) и возможным заковом осколков в поковку, центр поводковый и поковка выбраковываются, молота, в лучшем случае, восстанавливаются ремонтом;
2) при радиальном обжатии поковок с большими степенями деформации происходит интенсивный износ шипов центра поводкового из-за значительного усилия вращения заготовки во время обжатия, приводящий к проскальзыванию центра поводкового относительно заготовки, в результате заготовка и центр поводковый выбраковываются.
Предлагаемым изобретением решаются задачи: повышение стойкости и ремонтопригодности центра поводкового; исключение случаев повреждения и разрушения рабочей поверхности бойков наконечником центра поводкового; повышение качества поковок.
Технический результат, получаемый при осуществлении предлагаемого изобретения, заключается в создании конструкции центра поводкового с высокой твердостью шипов (более 60 HRC) и твердостью наконечника, меньшей твердости молотов (близкой твердости деформируемой заготовки).
Указанный технический результат достигается тем, что в центре поводковом для закрепления на радиально-обжимной машине заготовок при получении из них радиальным обжатием поковок стволов, содержащем основание с посадочным диаметром для присоединения к радиально-обжимной машине на одном конце и наконечником с соосным посадочному диаметру отверстием для центрирования заготовки - на другом конце и расположенные на торце наконечника шипы, новым является то, что шипы выполнены вставными и с твердостью более 60 HRC, а наконечник выполнен с твердостью менее 50 HRC.
Шипы могут быть выполнены в виде стержня с рабочей поверхностью в виде конуса, клина или пирамиды из быстрорежущей стали и запрессованы в отверстия наконечника.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Сущность изобретения поясняется чертежами, где изображены:
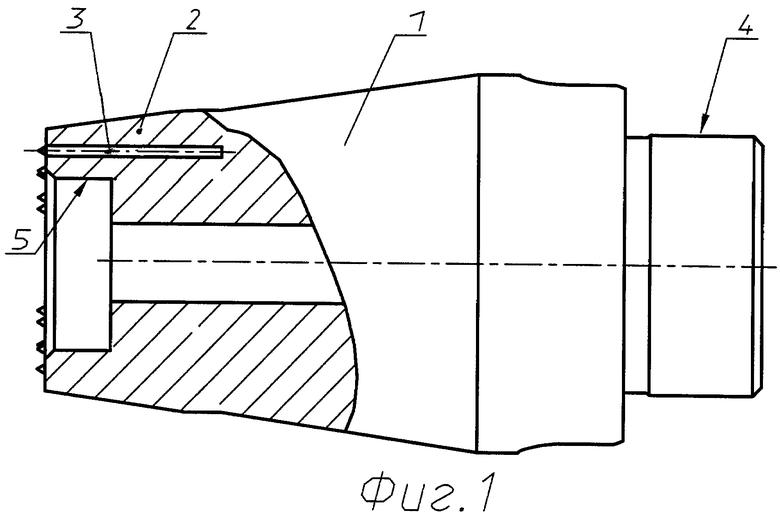
на фиг.1 - поводковый центр (моноблочная конструкция основания с наконечником);
на фиг.2 - центр поводковый (вид с торца);
на фиг.3 - центр поводковый (блочная конструкция основания с наконечником, скрепление посредством винта);
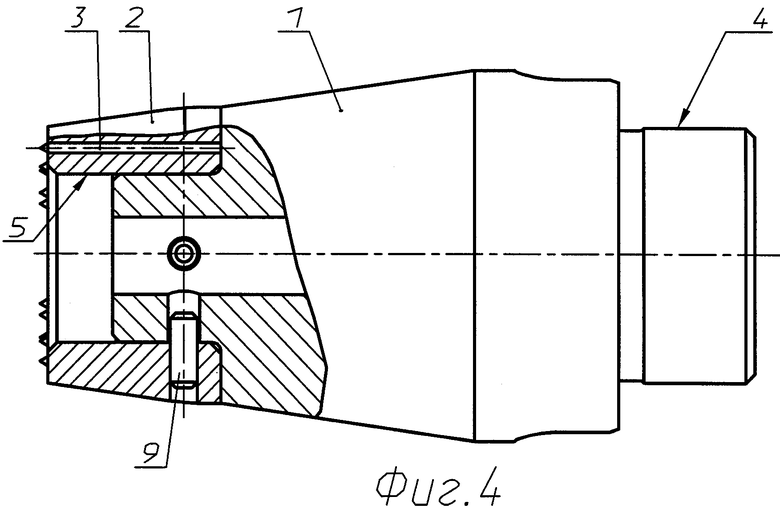
на фиг.4 - центр поводковый (блочная конструкция основания с наконечником, скрепление посредством прессовой посадки части отверстия наконечника на ответную поверхность основания и штифтов).
Полый центр поводковый представляет собой конструкцию основания 1 и наконечника 2 с вставными шипами 3. На основании 1 выполнен посадочный диаметр 4 для подсоединения к радиально-обжимной машине. В наконечнике 2 соосно посадочному диаметру 4 основания выполнено отверстие 5 для центрирования заготовки. В стенке наконечника 2 между образующими отверстия 5 и наружного диаметра выполнены отверстия для установки шипов 3.
Центр поводковый может быть выполнен блочной конструкции из основания 1 с наконечником 2. При этом соединение основания 1 с наконечником 2 выполнено без возможности их относительного проворота, например, посредством запрессовки выступов 6 одной детали в соответствующие им впадины 7 на ответной поверхности другой детали. В осевом направлении основание 1 и наконечник 2 скреплены посредством полого винта 8 или посредством прессовой посадки части отверстия 5 наконечника 2 на ответную поверхность основания 1 и штифтов 9.
Пример исполнения
Для радиального обжатия поковок стволов калибра 12,7 мм и 14,5 мм спроектирован центр поводковый блочной конструкции из основания 1 с наконечником 2. Шипы 3 выполнены в виде стержня из быстрорежущей стали с твердостью 60-63 HRC с рабочей поверхностью в форме конуса и установлены в наконечник 2 по прессовой посадке, при этом наконечник 2 выполнен из стали с твердостью менее 48 HRC. Основание 1 выполнено из стали с твердостью 52-56 HRC. Соединение наконечника 2 и основания 1 выполнено посредством прессовой посадки части отверстия наконечника 2 на ответную поверхность основания 1 и штифтов 9.
Устройство работает следующем образом.
Собранный центр поводковый устанавливают основанием 1 в радиально-обжимную машину. При закреплении деформируемой заготовки осевым движением бабки подачи заготовка центрируется отверстием 5 поводкового центра в радиальном направлении. После контакта заготовки с поводковым центром заготовка останавливается, а центр продолжает двигаться вперед, при этом шипы 3 внедряются в торец заготовки. После чего включается вращение центра совместно с заготовкой.
Таким образом, в результате создания конструкции центра поводкового с высокой твердостью шипов и твердостью наконечника меньшей твердости молотов повышается стойкость и ремонтопригодность центра поводкового, исключаются случаи разрушения наконечника и повреждения рабочей поверхности бойков и поковки осколками наконечника, повышается качество поковок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ствола | 2017 |
|
RU2676936C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2010 |
|
RU2433881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2007 |
|
RU2352430C2 |
| ПОВОДКОВЫЙ ЦЕНТР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ | 2012 |
|
RU2514246C2 |
| ПОВОДКОВЫЙ ЦЕНТР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ | 2013 |
|
RU2542223C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТВОЛА | 2007 |
|
RU2352429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТВОЛА | 2007 |
|
RU2354488C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2586726C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2012 |
|
RU2492018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2493932C2 |


Изобретение относится к обработке металлов давлением, а именно к поводковым центрам для закрепления и вращения толстостенных заготовок, подвергаемых радиальному обжатию на радиально-обжимных машинах. Поводковый центр содержит основание, на одном конце которого выполнен посадочный диаметр для присоединения к радиально-обжимной машине. На другом конце основания расположен наконечник. Наконечник имеет соосное посадочному диаметру отверстие для центрирования заготовки. На торце наконечника расположены вставные шипы. Твердость шипов более 60 HRC, твердость наконечника - менее 50 HRC. Шипы могут быть выполнены в виде стержня с рабочей поверхностью в виде конуса, клина или пирамиды. В результате обеспечивается повышение стойкости и ремонтопригодности поводкового центра, исключение повреждения бойков радиально-обжимной машины и повышение качества поковок. 2 з.п. ф-лы, 4 ил., 1 пр.
1. Центр поводковый для закрепления на радиально-обжимной машине заготовок при получении из них радиальным обжатием поковок стволов, содержащий основание с посадочным диаметром для присоединения к радиально-обжимной машине на одном конце и наконечником с соосным посадочному диаметру отверстием для центрирования заготовки на другом конце и расположенные на торце наконечника шипы, отличающийся тем, что шипы выполнены вставными и с твердостью более 60 HRC, а наконечник выполнен с твердостью менее 50 HRC.
2. Центр по п.1, отличающийся тем, что шипы выполнены в виде стержня с рабочей поверхностью в виде конуса, клина или пирамиды из быстрорежущей стали, запрессованы в отверстия наконечника.
3. Центр по п.1 или 2, отличающийся тем, что шипы запрессованы в отверстия наконечника.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Типовой технологический процесс холодного радиального обжатия, 01.01.1987, лист 26 | |||
| SU 17552474 A1, 07.08.1992 | |||
| Способ изготовления каналов стволов спортивно-охотничьего оружия и устройство для его осуществления | 1983 |
|
SU1181765A1 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2008 |
|
RU2372169C1 |
| US 3893321 A, 08.07.1975 | |||
| US 4125042 A, 14.11.1978. | |||

