Предлагаемое изобретение относится к машиностроению и предназначено для защиты бесшовных и электросварных насосно-компрессорных труб с муфтами резьбового соединения, применяемых в качестве лифтовых колонн при эксплуатации и ремонте нефтяных и газовых скважин.
Известен способ защиты от коррозии и отложений внутренней поверхности колонны насосно-компрессорных труб с муфтами резьбового соединения (см. патент RU №2156913 опубл. 27.09.2000.).
Недостатками его являются низкая эксплуатационная надежность, малый ресурс, необходимость частого ремонта, связанного с разборкой колонны насосно-компрессорных труб, очисткой от отложений, неремонтопригодность в условиях эксплуатации.
Технической задачей предлагаемого способа является снижение отложений, повышение ресурса и надежности, а также ремонтопригодность в условиях эксплуатации.
Для решения поставленной технической задачи предлагается способ защиты от коррозии и отложений внутренней поверхности колонны насосно-компрессорных труб с муфтами резьбового соединения, при котором сначала каждую муфту с одного конца по резьбе соединяют с трубой, а с другого - с втулкой с резьбой, причем соединение с втулкой осуществляют на величину, которая на 18-21 мм меньше длины резьбы муфты, затем осуществляют защитное покрытие внутренней поверхности трубы и муфты эпоксидно-фениленовой эмалью АРГОФ-ЭП в два слоя суммарной толщиной 60-280 мкм, далее из муфты вывинчивают втулку и с этого конца муфту соединяют со свободным концом следующей трубы.
Отличительной особенностью предлагаемого способа является то, что сначала каждую муфту с одного конца по резьбе соединяют с трубой, а с другого - с втулкой с резьбой, причем соединение с втулкой осуществляют на величину, которая на 18-21 мм меньше длины резьбы муфты, затем осуществляют защитное покрытие внутренней поверхности трубы и муфты эпоксидно-фениленовой эмалью АРГОФ-ЭП в два слоя суммарной толщиной 60-280 мкм, далее из муфты вывинчивают втулку и с этого конца муфту соединяют со свободным концом следующей трубы.
Кроме того, предлагается вариант способа, при котором сначала каждую муфту с одного конца по резьбе соединяют с трубой, а с другого - с втулкой с резьбой, причем соединение с втулкой осуществляют на величину, которая на 18-21 мм меньше длины резьбы муфты, затем осуществляют защитное покрытие внутренней поверхности трубы и муфты двумя слоями, первый из которых толщиной 30-140 мкм выполняют эпоксидно-фениленовой эмалью АРГОФ-ЭП и второй слой толщиной 30-140 мкм - бромированной эпоксидно-фениленовой эмалью АРГОФ-ЭПБ, далее из муфты вывинчивают втулку и с этого конца муфту соединяют со свободным концом следующей трубы.
Отличительной особенностью предлагаемого способа (вариант) является то, что сначала каждую муфту с одного конца по резьбе соединяют с трубой, а с другого - с втулкой с резьбой, причем соединение с втулкой осуществляют на величину, которая на 18-21 мм меньше длины резьбы муфты, затем осуществляют защитное покрытие внутренней поверхности трубы и муфты двумя слоями, первый из которых толщиной 30-140 мкм выполняют эпоксидно-фениленовой эмалью АРГОФ-ЭП и второй слой толщиной 30-140 мкм - бромированной эпоксидно-фениленовой эмалью АРГОФ-ЭПБ, далее из муфты вывинчивают втулку и с этого конца муфту соединяют со свободным концом следующей трубы.
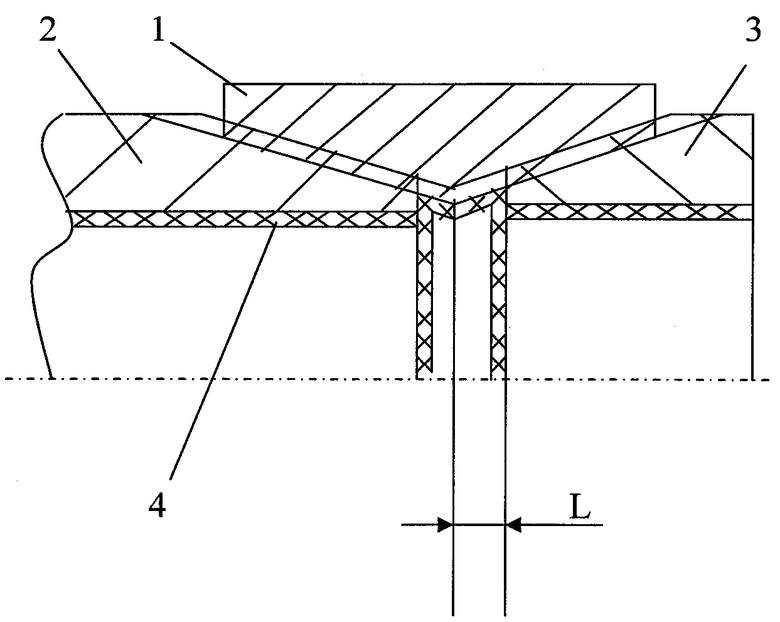
Предлагаемый способ иллюстрируется чертежом, где изображен разрез соединения трубы с муфтой и втулкой.
Сущность способа заключается в следующем.
Сначала каждую муфту 1 с одного конца по резьбе соединяют с трубой 2. С другого конца муфта по резьбе соединяется с технологической втулкой 3, снабженной наружной резьбой. Соединение с втулкой осуществляют на величину, которая на 18-21 мм (L) меньше длины резьбы муфты со стороны соединения с втулкой. Затем осуществляют защитное покрытие 4 внутренней поверхности трубы 2 и муфты 1 эпоксидно-фениленовой эмалью АРГОФ-ЭП в два слоя, суммарной толщиной 60-280 мкм («сухого слоя») или (вариант) двумя слоями, первый из которых толщиной 30-140 мкм («сухого слоя») выполняют эпоксидно-фениленовой эмалью АРГОФ-ЭП и второй слой толщиной 30-140 мкм («сухого слоя») - бромированной эпоксиднофениленовой эмалью АРГОФ-ЭПБ. При этом осуществляется защитное покрытие внутренней поверхности трубы и муфты (открытого участка), а также торцев трубы.
Далее из муфты вывинчивают втулку и с этого конца муфту соединяют со свободным концом следующей трубы колонны. При соединении труба резьбой заходит на покрытый эмалью участок резьбы муфты, обеспечивая дополнительное уплотнение соединения. Такое выполнение защитного покрытия труб с муфтами надежно защищает резьбовые части муфт и труб, обеспечивает возможность многократной разборки и сборки колонны и устранения дефектов покрытия в условиях эксплуатации.
Пример
Работы по защитному покрытию труб проводились на производственном участке ООО «ПАРТНЕР» г.Пермь.
Перед нанесением защитного покрытия внутренняя поверхность трубы и муфты, а также торцы трубы очищались пескоструйным методом до степени Sa 2½ по ISO 8501-1:1988 и обезжиривались.
Первый защитный слой был нанесен толщиной 100 мкм (60 мкм «сухого» слоя) эпоксидно-фениленовой эмалью АРГОФ-ЭП (ТУ 2313-001-59729972-2004) (в полуфабрикат на 100 мас.ч. вводилось 18 ч. отвердителя №5 (ТУ 2332-639-11131395-2009) при перемешивании). Далее осуществлялась выдержка трубы в течение 4 часов. Затем был нанесен второй слой эмали АРГОФ-ЭП толщиной 110 мкм (75 мкм «сухого» слоя).
По второму варианту на трубы с муфтами второй слой толщиной 110 мкм (75 мкм «сухого» слоя) был нанесен бромированной эпоксидно-фениленовой эмалью АРГОФ-ЭПБ (ТУ 2313-014-07506406-2008). При этом в полуфабрикат на 100 мас.ч. вводилось 20 мас.ч. отвердителя №5.
Выдержка труб до достижения транспортировочной прочности осуществлялась в течение суток. Полная эксплуатационная прочность достигалась через 15 суток при температуре 18-20°С.
Опытная эксплуатация колонн из труб осуществлялась в нефтедобывающих компаниях Пермского края.
Эксплуатация колонн насосно-компрессорных труб с муфтами резьбового соединения, защищенных предлагаемым способом, показала на их работоспособность в широком диапазоне температур, на снижение отложений парафинов в 5-8 раз, на ремонтопригодность в условиях эксплуатации. Срок службы колонн увеличился в 3-5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭМАЛЬ ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОЖАРОБЕЗОПАСНОГО БИОСТОЙКОГО ПОКРЫТИЯ | 2008 |
|
RU2401854C2 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА С ТЕПЛОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ | 2021 |
|
RU2766464C1 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА | 2012 |
|
RU2487229C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОЙ ЭМАЛИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 2011 |
|
RU2488452C2 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2395666C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБЫ И СТАЛЬНАЯ ТРУБА С УКАЗАННЫМ ПОКРЫТИЕМ | 2022 |
|
RU2785211C1 |
| НАСОСНО-КОМПРЕССОРНАЯ СТАЛЬНАЯ ТРУБА И КОЛОННА НАСОСНО-КОМПРЕССОРНЫХ СТАЛЬНЫХ ТРУБ | 2011 |
|
RU2506459C2 |
| Насосно-компрессорная труба с теплоизоляционным покрытием | 2022 |
|
RU2780036C1 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА С ТЕПЛОИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ | 2024 |
|
RU2839499C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ТРУБ (ВАРИАНТЫ), ПРИСОЕДИНЯЕМАЯ ТРУБА И ПЕРЕВОДНИК | 2017 |
|
RU2735053C2 |
Предлагаемое изобретение относится к машиностроению и предназначено для защиты бесшовных и электросварных насосно-компрессорных труб с муфтами резьбового соединения колонн нефтяных и газовых скважин. Сущность изобретения: способ защиты от коррозии и отложений внутренней поверхности колонны насосно-компрессорных труб с муфтами резьбового соединения, при котором сначала каждую муфту с одного конца по резьбе соединяют с трубой, а с другого - с втулкой с резьбой. Соединение с втулкой осуществляют на величину, которая на 18-21 мм меньше длины резьбы муфты. Затем осуществляют защитное покрытие внутренней поверхности трубы и муфты эпоксидно-фениленовой эмалью АРГОФ-ЭП в два слоя суммарной толщиной 60-280 мкм. Далее из муфты вывинчивают втулку и с этого конца муфту соединяют со свободным концом следующей трубы. Как вариант предлагается защитное покрытие внутренней поверхности трубы и муфты осуществлять двумя слоями, первый из которых толщиной 30-140 мкм выполняют эпоксидно-фениленовой эмалью АРГОФ-ЭП и второй слой толщиной 30-140 мкм - бромированной эпоксидно-фениленовой эмалью АРГОФ-ЭПБ. Техническим результатом изобретения является повышение ресурса и надежности, а также ремонтопригодность в условиях эксплуатации. 2 н.п. ф-лы, 1 ил.
1. Способ защиты от коррозии и отложений внутренней поверхности колонны насосно-компрессорных труб с муфтами резьбового соединения, отличающийся тем, что сначала каждую муфту с одного конца по резьбе соединяют с трубой, а с другого - с втулкой с резьбой, причем соединение с втулкой осуществляют на величину, которая на 18-21 мм меньше длины резьбы муфты, затем осуществляют защитное покрытие внутренней поверхности трубы и муфты эпоксидно-фениленовой эмалью АРГОФ-ЭП в два слоя суммарной толщиной 60-280 мкм, далее из муфты вывинчивают втулку и с этого конца муфту соединяют со свободным концом следующей трубы.
2. Способ защиты от коррозии и отложений внутренней поверхности колонны насосно-компрессорных труб с муфтами резьбового соединения (вариант), отличающийся тем, что сначала каждую муфту с одного конца по резьбе соединяют с трубой, а с другого - с втулкой с резьбой, причем соединение с втулкой осуществляют на величину, которая на 18-21 мм меньше длины резьбы муфты, затем осуществляют защитное покрытие внутренней поверхности трубы и муфты двумя слоями, первый из которых толщиной 30-140 мкм выполняют эпоксидно-фениленовой эмалью АРГОФ-ЭП и второй слой толщиной 30-140 мкм, бромированной эпоксидно-фениленовой эмалью АРГОФ-ЭПБ, далее из муфты вывинчивают втулку и с этого конца муфту соединяют со свободным концом следующей трубы.
| СПОСОБ ЗАЩИТЫ МУФТОВОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ ОТ КОРРОЗИИ | 1999 |
|
RU2156913C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 1990 |
|
RU2027097C1 |
| Способ получения тетра-, гекса- и октаметиимероциаииновых красителей, содержащих алкокси- или аралкоксигруппы в бета-положении полиметиновой цепи | 1950 |
|
SU94274A1 |
| Способ отбора проб грунта без нарушения его структуры и образования в грунте скважин при изготовлении набивных свай | 1930 |
|
SU91129A1 |
| СПОСОБ ОБРАЗОВАНИЯ АНТИКОРРОЗИОННОГО ПОКР^^^^Щ^^^^"^^-'л^-^^'сО'Ш НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОдД^^!^!: ^ ~' | 0 |
|
SU346539A1 |

