Настоящее изобретение касается устройства для привода во вращение в соответствии с преамбулой п.1 формулы изобретения.
Изобретение относится также к предпочтительным вариантам выполнения устройства, а также способа технологического обслуживания устройства.
В частности, в рамках способов обработки металлических лент, таких как стальные ленты горячей или холодной прокатки, необходимы так называемые машины для размотки намотанных на катушку лент, например, для линии для осуществления требуемых операций по обработке, таких как холодная прокатка, травление, гальванизация и т.д. Затем, после обработки ленты, она вновь наматывается на катушку в намоточной машине. Что касается размотки, то каждая полностью размотанная бобина заменяется другой предназначенной для обработки бобины и каждая вновь намотанная бобина после обработки удаляется, чтобы освободить место при поступлении ленты для формирования следующей бобины. Отсюда вытекает неизбежный простой при поступлении бобин для обработки и удалении обработанных бобин, что ухудшает рентабельность оборудования. Поэтому появились современные линии обработки, предназначенные для непрерывной обработки лент. Для этого зачищающие сварочные машины позволяют соединять конец поступающей ленты в конце размотки с началом следующей ленты. В процессе необходимой остановки при движении ленты в сварочной машине накопитель ленты возвращает к выходу линии предварительно накопленную ленту, обеспечивая, таким образом, непрерывную размотку в процессе обработки. На выходе из обрабатывающей установки лента отрезается по ширине (перпендикулярно направлению движения намотанной на бобину ленты), как только бобина, сформированная на наматывающей машине, снабженная наматывающей оправкой, достигает желаемого диаметра. Таким образом, отрезанная при движении лента должна быть немедленно прикреплена к оправке другой наматывающей машины. Для этого могут быть использованы две независимые наматывающие машины или наматывающая машина, называемая «карусельной», как изображено на фиг.1.
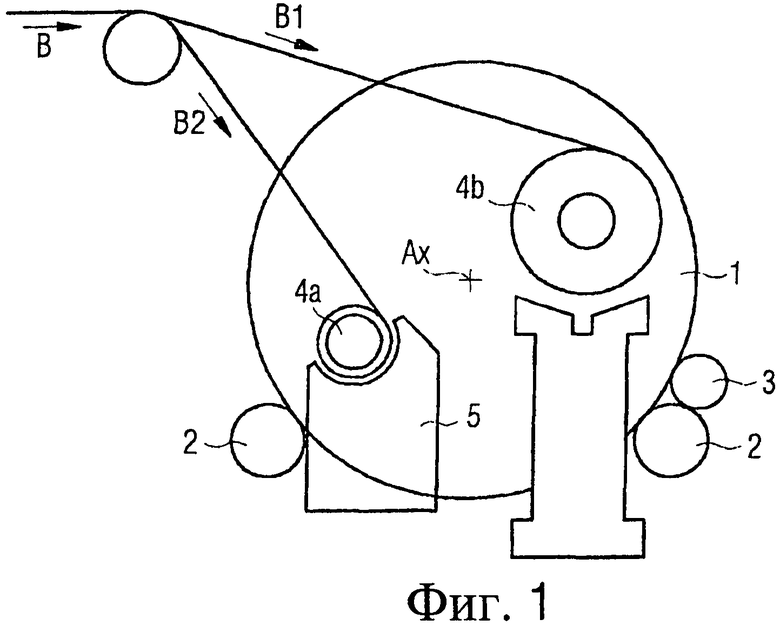
Фиг.1 изображает наматывающую машину карусельного типа на виде сбоку относительно направления движения ленты (В, B1, B2). Наматывающая машина характеризуется двумя наматывающими оправками (4а, 4b), размещенными на одной из сторон барабана (1). Две оправки сдвоены в приводе независимо от барабана (1), который сам вращается на оси вращения (Ax). Таким образом, оправки также вращаются на параллельных осях вращения, эксцентрически размещенных на диске барабана (1) и параллельных оси вращения (Ax). Барабан (1) проворачивается на шкивах (2) вокруг оси вращения (Ах) благодаря приводной системе (3), которая позволяет попеременно разместить каждую из оправок в первом начальном положении начала намотки напротив устройства (5), предназначенного для обеспечения намотки первых витков на оправку в первом положении либо во втором положении намотки и удаления бобины с помощью удаляющей каретки, диаметрально противоположной барабану в первом положении. Привод оправок обычно осуществляется с помощью приводных электродвигателей через зубчатые передачи, что кинематически изображено на фиг.2.
Фиг.2, таким образом, схематично изображает известную кинематику привода наматывающей машины карусельного типа в соответствии с фиг.1. В представленном случае два приводных двигателя (7а, 7b) приводят во вращение два первичных редуктора (8). Первые зубчатые передачи (8а) на выходе первичного редуктора (8) передают вращающий момент с первого двигателя (7а) на первый приводной вал (9а), а вторые зубчатые передачи (8b) - на второй приводной вал (9b). Оба приводных вала (9а, 9b) образуют, таким образом, средство (9) передачи вращающего момента, выход которого приводит в движение два входа вторичного редуктора (10), который, как правило, обычно находится внутри поворотного барабана, такого, какой изображен на фиг.1 (не изображенный в данном случае). Первый приводной вал (9а) передает выходной вращающий момент на зубчатые передачи (10а), которые приводят первую оправку (4а), а второй приводной вал (9b) передает вращающий момент на зубчатые передачи (10b), которые приводят во вращение вторую оправку (4b).
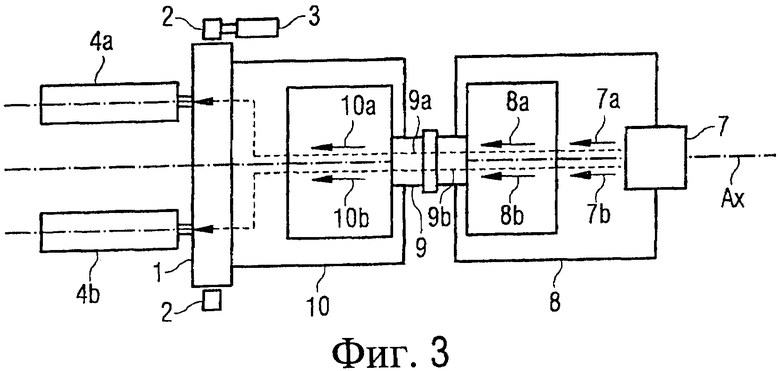
Фиг.3 схематично изображает также пример устройства карусельного типа на виде сбоку относительно направления движения ленты по фиг.1 и 2. В частности, следует отметить, что первичный и вторичный редукторы (8, 10) образуют два механически соединенных или разделенных от входа одного и выхода другого, который обычно включает средство передачи вращающего момента (9, 9а, 9b). Такое соединение и разъединение позволяет удалять приводные валы (9, 9а, 9b) для их технического обслуживания. Это особенно полезно при техническом обслуживании средств передачи последовательных вращающих моментов (7а, 7b; 8а, 8b; 9а, 9b; 10а, 10b) с выхода двигателя (7) до выхода вторичного редуктора (10). При необходимости можно предусмотреть другие субструктуры в соединительном и разъединительном блоках с целью отделения каждого из элементов, содержащего средство передачи вращающего момента (9, 9а, 9b). Отсюда следует, что техническое обслуживание передающих механизмов является необходимой операцией, требующей сложных манипуляций по цепочке последовательных передающих элементов.
Такое расположение является классическим и описано во многих документах, таких как JP 62-130947, JP 59-19026 и US 4663986.
Два первых документа JP 62-130947, JP 59-19026 описывают устройства карусельного типа, в которых приводные валы для передачи вращающего момента между первичными и вторичными редукторами размещены коаксиально или концентрически один относительно другого.
Документ US 4663986 является почти идентичным устройству карусельного типа по фиг.1 и 2 документа JP 59-19026, но верно указывает, что такая коаксиальная компоновка затрудняет монтаж, демонтаж, контроль и техническое обслуживание приводных валов. Другая предложенная концепция основана на использовании двух приводных валов для передачи вращающего момента, расположенных рядом параллельно, установленных в нескольких подшипниках, снабженных несколькими муфтами и входящими во вторичный редуктор через цилиндрическую деталь, жестко соединенную с барабаном, несущим оправки, который обеспечивает их приведения во вращение в одном из двух положений барабана. Такое решение, если оно эффективно решает некоторые проблемы, которые ставят коаксиальные приводные валы, такие как относительная сложность изготовления упомянутых валов, не облегчает, однако, существенным образом операций монтажа, демонтажа или технического обслуживания устройства карусельного типа вследствие большого количества соединительных деталей, поддерживающих валы подшипников и т.д., которые необходимо собирать и разбирать. С другой стороны, необходимость соблюдать некоторое расстояние между приводными валами вызывает, в случае коаксиальной компоновки, увеличение межосевого расстояния между двигателями и оправками, что приводит к увеличению массы и стоимости оборудования, а также его пятна застройки.
Задачей настоящего изобретения является разработка устройства для привода во вращение, адаптированное к устройству карусельного типа, и техническое обслуживание которого упрощено.
Для решения этой задачи предложено устройство для привода во вращение, по меньшей мере, одной оправки, соединенной со вторичным редуктором, который, в свою очередь, соединен с первичным редуктором и передает на оправку момент вращения, в котором:
- первичный редуктор приводится во вращение приводным двигателем,
- первичный и вторичный редукторы механически соединены и спарены между собой с помощью средства для передачи вращающего момента, приводимого во вращение первичным редуктором по оси вращения,
- средство для передачи вращающего момента содержит, по меньшей мере, соединительную трубу со срезанными торцами.
Предусмотрено также, что в соединенной (механически) конструкции первичный и вторичный редукторы образуют моноблочный комплекс, в который встроено средство для передачи момента вращения, установленное съемным относительно моноблочного комплекса в постоянной конфигурации, соединенное через отверстие моноблочного комплекса, выполненное, по меньшей мере, в одной из стенок первичного и вторичного редукторов напротив одного из срезанных торцов средства передачи вращающего момента.
Этот аспект дает значительное техническое преимущество в том смысле, что в процессе технического обслуживания приводного устройства больше нет необходимости отделять первичный редуктор от вторичного редуктора для того, чтобы разъединить оба блока и контролировать и даже заменить средство передачи вращающего момента, являющееся предметом износа или, по меньшей мере, обеспечить адекватную смазку. Отсюда следует, что в противовес известному уровню техники сложные операции сборки/разборки первичных и вторичных редукторов, а также их элементов зубчатых передач, значительно сокращены. Это особенно заметно для устройства карусельного типа линии обработки разматываемой металлической ленты, в котором первичные и вторичные редукторы образуют блоки значительных диаметров (несколько метров в диаметре) и веса (несколько тонн), что делает весьма сложной механическую разборку для обеспечения возможности разъединения передачи вращающего момента. Благодаря предыдущему устройству для привода во вращение, исключен этап механического разъединения, то есть первичные и вторичные редукторы остаются, например, закрепленными на их первоначальных фундаментах в собранном (моноблочном) состоянии на месте их эксплуатации.
Следует отметить, что упомянутое приводное устройство адаптировано к приводу одной оправки, соединенной соединением с приводным двигателем посредством приводного вала для передачи вращающего момента, который вставлен через два - первичный и вторичный - редуктора. Таким образом, изобретение, хотя и описанное главным образом на базе устройства карусельного типа, предпочтительно адаптировано к моноприводному устройству оправки. Возможны многочисленные области применения изобретения, значительно облегчающие их обслуживание. Среди таких областей упомянутое устройство может быть использовано для привода одной простой бобины на линии обработки разматываемой ленты (металлической, бумажной, пластмассовой и т.д.), а также для такого оборудования, как сверлильный станок, токарный станок и т.д.
Далее в описании примеры выполнения устройства по изобретению будут представлены для иллюстрации того, что настоящее изобретение применимо также для различных категорий карусельных устройств, таких как карусельные устройства, снабженные концентрическими или расположенными рядом приводными валами для передачи вращающего момента.
Примеры выполнения позволят понять, что изобретение хорошо адаптируется к любому типу различных конфигураций с одной, двумя, а также большим числом оправок.
Наконец, способ обслуживания устройства весьма прост и содержит следующие операции:
- деблокируют и удаляют из моноблока через отверстие, по меньшей мере, одну соединительную трубу,
- производят техническое обслуживание соединительной трубы,
- соединительную трубу вновь вставляют через отверстие и монтируют в моноблоке.
Таким образом, соединительная труба может быть легко деблокирована и удалена из моноблока после окончательной установки первичного и вторичного редукторов в соответствии с соединительной конфигурацией, осуществляемой, таким образом, единожды.
Для линии обработки стальной ленты блоки первичного и вторичного редукторов могут достигать многих десятков тонн каждый, и их механическое разъединение (так же, как и привода), а также их сборка требуют использования мостовых кранов, а также многочисленных отвинчиваний и завинчиваний общих соединений. Другими словами, с помощью устройства для привода по изобретению операция технического обслуживания полностью освобождается от очень сложного и тяжелого монтажа и демонтажа первичного и вторичного редукторов, так как только средство для передачи вращающего момента (одна или несколько соединительных труб, более легких и удобно перемещаемых) требует демонтажа и монтажа в моноблоке. Техническое обслуживание, таким образом, технически облегчено, а также ускорено.
Совокупность зависимых пунктов формулы изобретения также описывает преимущества изобретения.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылкой на сопровождающие чертежи, на которых:
фиг.4 схематично изображает устройство привода во вращение двух оправок по изобретению,
фиг.5 изображает комплекс карусельного типа по изобретению, снабженный концентрическими приводными валами в фазе технического обслуживания,
фиг.6 детально изображает комплекс карусельного типа по фиг.5 в рабочем состоянии,
фиг.7 изображает комплекс карусельного типа по изобретению, снабженный расположенными рядом приводными валами.
Фиг.4 изображает комплекс карусельного типа по изобретению, содержащий устройство для привода во вращение двух оправок (4а, 4b), соединенных с вторичным редуктором (10), вход которого выполнен с возможностью соединения (в смысле соединения путем привода во вращение) с первичным редуктором (8), и выход которого подает вращающий момент на каждую из оправок. В основном, приводное устройство имеет следующие характеристики:
- первичный редуктор приводится во вращение с помощью, по меньшей мере, одного приводного двигателя (7a, 7b),
- первичный и вторичный редукторы выполнены с возможностью соединения с помощью средства для передачи вращающего момента (9, 9а, 9b), приводимого во вращение первичным редуктором по оси вращения (Ах),
- средство передачи вращающего момента содержит, по меньшей мере, одну соединительную трубу (в данном случае, две трубы 9а, 9b) с двумя срезанными торцами (каждый из которых входит в тот или другой блок, образованный соответственно первичным и вторичным редукторами).
По сравнению с фиг.3 первичный и вторичный редукторы образуют, в данном случае, моноблочный комплекс, включающий средство для передачи вращающего момента (9, 9a, 9b), которое выполнено съемным из моноблочного комплекса из отверстия (OUV) моноблочного комплекса, выполненного, по меньшей мере, в одной из стенок одного первичного или вторичного редукторов, предпочтительно напротив одного из срезанных торцов средства для передачи вращающего момента. Отверстие (OUV) находится, таким образом, в данном случае по центру оси вращения (Ах) на выходе первичного редуктора (8). Для этого весь приводной блок (7), выдающий один или два вращающих момента (7a, 7b) на своем выходе, размещен со стороны отверстия для того, чтобы средство для передачи вращающего момента могло быть вставлено или удалено путем перемещения оси вращения (Ах) внутрь или наружу моноблока без частичной разборки моноблока. Моноблок, то есть оболочка двух редукторов (8, 10), может также содержать направляющий канал (С), в который вставлены соединительные трубы (9a, 9b) и при необходимости заблокированы. Как правило, вторичный редуктор (10) жестко соединен и даже вставлен в барабан (1), вращающийся на роликах (2), приводимых во вращение двигателем (3). Вторичный редуктор может также оставаться неподвижным и закрепленным относительно блока первичного редуктора, в этом случае барабан вращается относительно вторичного редуктора.
В общем, это устройство и, в частности, барабан/вторичный редуктор содержит одну или несколько оправок, отсоединяемых механически и при вращении элементами от второго редуктора. Такая оправка может также являться суппортом сменной бобины в способе непрерывных намотки или размотки ленты.
Использование устройства для привода особенно эффективно в линии обработки перемещающейся стальной ленты и может включать следующие аспекты:
- по меньшей мере, две оправки размещены на вращающемся барабане на одной из его сторон на равном расстоянии от его оси вращения; оправки, таким образом, являются «носителями» сменных бобин;
- при вращении барабана привод одной из оправок (4b) разъединяется для замены этой оправки другой оправкой (4а), привод которой осуществляется непрерывно;
- одна из разъединенных оправок механически отсоединяется от барабана;
- оправки и барабан приводятся во вращение для осуществления непрерывной намотки на оправки гибкой ленты при непрерывном движении, в особенности ленты, имеющей металлическую структуру.
Устройство для привода адаптировано к вращению оправок в одном направлении вращения, например, для одновременного наматывания перемещающейся ленты на каждую из оправок, либо, напротив, для одновременного разматывания. В изобретении может также быть предусмотрено, чтобы одна из оправок была предназначена, по меньшей мере, для двух вариантов привода, намотки и размотки ленты в направлении вращающего момента, передаваемого на оправку. Это позволяет осуществлять дополнительные операции, например, обработку ленты.
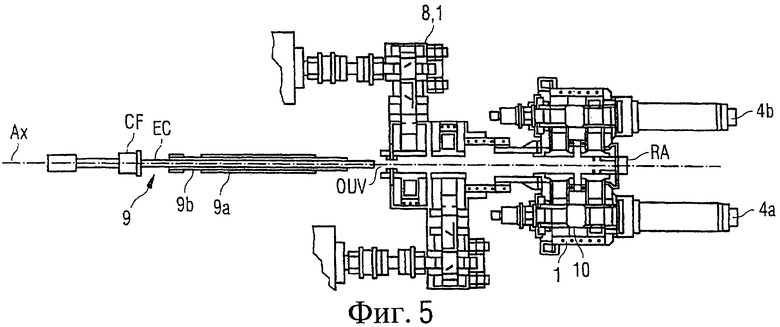
Как показано на фиг.5, конфигурация по фиг.4 может быть реализована с помощью комплекса карусельного типа по изобретению, снабженного концентрическими приводными валами, показанная в фазе обслуживания. Приводными валами являются, например, соединительные трубы (9) различных диаметров, вращающиеся концентрически вокруг оси вращения (Ах) с угловыми скоростями, задаваемыми первичным редуктором (8). Фиг.5 изображает, в частности, случай, когда передающее средство (9) вынуто из моноблока «первичный и вторичный редукторы (8, 10)» в процессе операции технического обслуживания устройства карусельного типа. Этот способ технического обслуживания заключается, например, в выполнении быстрого и простого соединения и разъединения между первичным редуктором (8) и вторичным редуктором (10) машины карусельного типа для намотки стальной ламинированной ленты посредством соединительного устройства (9), которое может быть установлено и снято простым введением двух концентрических валов (9) через два редуктора, остающихся полностью соединенными, по оси вращения (Ах) барабана (1), образующего, в данном случае, редуктор (10) и удерживающего две оправки (4a, 4b), на которые наматывается непрерывная стальная лента по очереди на каждую из оправок.
Введение (и удаление) средства (9) передачи вращающего момента является особенно эффективным при использовании полого паза, выточенного в двух выходных зубчатых передачах первичного редуктора (8), соединенных с двумя сопряженными с наружными пазами с внешними диаметрами двух коаксиальных соединительных труб (9a, 9b), свободно вращающихся на оси передачи вращающего момента (Ах), с одной стороны, а также с полыми пазами, выточенными в двух входных зубчатых передачах вторичного редуктора (10), соединенными с двумя наружными пазами внешних диаметров другого конца двух коаксиальных соединительных труб, с другой стороны. Упомянутые пазы обеспечивают, таким образом, передачу приводных моментов вращения оправок, размещенных между первичным редуктором и вторичным редуктором.
В соответствии с выбранным направлением монтажа для введения и удаления средства (9) для передачи вращающего момента, либо со стороны приводных двигателей, либо со стороны оправок, внешний пазовый диаметр конца внутренней коаксиальной соединительной трубы, размещенной со стороны монтажа (отверстие), немного превышает внешний пазовый диаметр внешней коаксиальной трубы (9а) для того, чтобы последняя могла пройти через отверстие проточки, выполненной в соответствующей зубчатой передаче.
Существуют также варианты коаксиального выполнения соединительных труб, которые можно себе представить, в частности, если существующее устройство карусельного типа, установленное на линии обработки ленты, должно быть переоборудовано для приема устройства (9) ввода и вывода средства передачи момента.
В числе данных вариантов устройство для привода по изобретению может также содержать следующие предпочтительные характеристики:
в основном, две внешних кольцевых поверхности соединительной трубы (9а) содержат наружные зубчатые пазы для ввода средства передачи вращающего момента через первичный и вторичный редукторы (8, 10),
- каждое из звеньев внешних пазов выполнено с возможностью зубчатого зацепления путем введения/скольжения в кольцо проточки с внутренними пазами каждого из первичного и вторичного редукторов;
- как описано выше, наружные пазы двух колец соединительной трубы имеют различные диаметры со стороны первичного ввода средства (9) передачи момента;
- внешние пазы, по меньшей мере, одного из двух колец внешней поверхности соединительной трубы могут также формировать кольцо зубчатой конической передачи, например, на уровне вторичного редуктора (10) для того, чтобы после введения средства (9) для передачи вращающего момента обеспечить конечный упор или, по меньшей мере, глухой останов позиционирования в зубчатую передачу вторичного редуктора (10) в моноблоке (8, 10);
- предыдущая альтернатива, содержащая одну или несколько колец конической зубчатой передачи, может быть также улучшена и даже исключена путем размещения соединительных труб (9a, 9b) на центральном элементе (ЕС), более длинном, чем две соединительные трубы (9a, 9b), и конец которого упирается в стенку или упорный подшипник (RA), размещенный на оси вращения (Ах) напротив отверстия (OUV) в задней части моноблока (8, 10), в данном случае, служащей боковой стенкой вторичного редуктора (10).
Другой конец центрального элемента (ЕС), противоположный упорному подшипнику (RA), то есть размещенный вблизи отверстия (OUV), также выполнен с возможностью упора элемента типа закрывающего кожуха (CF). Таким образом, два конца центрального элемента (ЕС) легко фиксируются в моноблоке, и установка, а также позиционирование пазов соединительных труб (9a, 9b) вдоль центрального элемента (ЕС) может осуществляться вслепую в моноблок без его разборки.
Возможно также изготовление соединительных труб (9a, 9b), имеющих, по меньшей мере, один из участков с конической поверхностью вращения. Этот возможный вариант имеет, в основном, те же преимущества, что и указанный ранее для конических пазов.
Для всех этих вариантов система останова и блокировки средства (9) передачи момента вращения также расположена вблизи отверстия (OUV) с помощью, например, завинчивающейся крышки и кольца с двумя частями, размещенными в закрывающем кожухе (CF) отверстия (OUV).
Такие варианты выполнения устройства по изобретению, будучи легко демонтируемыми и доступными снаружи первичного редуктора, обеспечивают, с другой стороны, блокировку перемещения двух соединительных туб с пазами. Таким образом, первичный и вторичный редукторы (8, 10) могут быть смонтированы, выверены и проконтролированы в цехе без необходимости частичного демонтажа на месте установки/производства для обеспечения их соединения с их соответствующими соединительными органами, что позволяет обеспечивать непрерывный контроль качества работы машины, снабженной устройством.
Труба, в данном случае, например центральный элемент (ЕС), концентричная двум соединительным трубам (9a, 9b) и размещенная внутри внутренней соединительной трубы (9b), может служить опорой/трубчатой направляющей трубопроводам, по которым через средство передачи вращающего момента проходят гидравлическая среда для расширения гидроцилиндров (4a, 4b), смазочные средства, необходимые для любого механического органа, такие, как смазочные масла, а также электрические проводники, такие, как электрические кабели, по которым пропускают токи для контроля элементов, находящихся в барабане (1).
Следует отметить, что даже если примеры, представленные для реализации привода, содержат две оправки в карусельном исполнении, изобретение также адекватно адаптируется к однооправочной конфигурации, как и в случае токарного станка, сверлильного станка, фрезерного станка и т.д. Средство (9) передачи вращающего момента содержит только одну соединительную трубу (9a), приводимую во вращение центральным элементом ЕС.
Изобретение также адаптируется к более сложному вторичному редуктору (или барабану), то есть содержащему больше двух оправок. Это необходимо для того, чтобы иметь возможность управлять непрерывными наматыванием и разматыванием для одной или нескольких перемещающихся лент.
В примере по фиг.5 с несколькими оправками:
- несколько оправок (4a, 4b) спарены в приводе с вторичным редуктором (10) посредством барабана (1), вращающегося на оси вращения (Ах);
- оправки вращаются вокруг параллельных осей вращения, размещенных концентрично на диске барабана (1), и параллельно оси вращения (Ах);
- средство (9) передачи вращающего момента содержит несколько соединительных труб (9a, 9b), имеющих соответственно общую ось поворота (термин «ось поворота» обозначает ось симметрии трубы, перпендикулярной ее сечению);
- соединительные трубы концентрично вращаются вокруг общей оси поворота, при этом каждая из соединительных труб передает вращающий момент на одну из оправок через вторичный редуктор (10);
- два срезанных торца одной (9a) из соединительных труб (9a, 9b) имеют внутренний зазор для размещения двух срезанных торцов другой (9b) из соединительных труб (9a, 9b). Это позволяет обеспечить зубчатое зацепление наружных пазов соединительных труб с зубчатыми зацеплениями, передающими каждый вращающий момент первичного и вторичного редукторов, при этом упомянутые зубчатые зацепления размещены сбоку вдоль оси вращения (Ах).
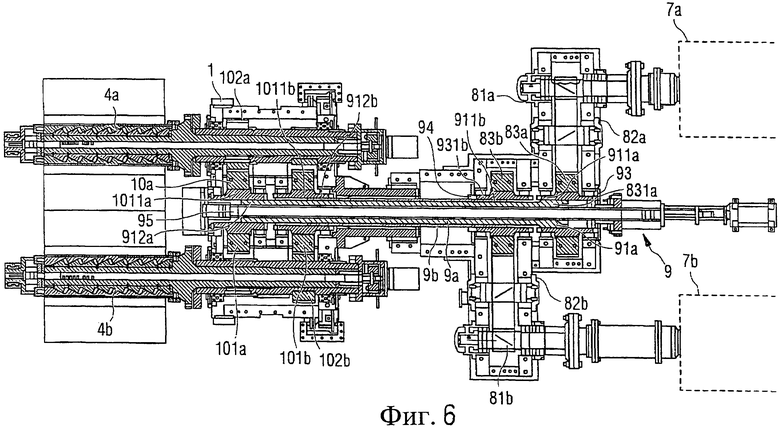
Фиг.6 изображает устройство по изобретению для монтажа соединительных труб путем извлечения со стороны двигателя и представляет детальный вид комплекса карусельного типа по фиг.5 в рабочей фазе, то есть когда средство (9) передачи вращающего момента полностью введено в моноблок (8, 10). Механически вращающий момент от приводного двигателя (7а) передается на входное зубчатое колесо (81а) первичного редуктора (8), которое передает его через направляющий ролик (82а) на зубчатое колесо (83а). Ступица этого зубчатого колеса снабжена пазами (831а), которые взаимодействуют с пазами (911а), находящимися на головке (91а) соединительной трубы (9a). Упомянутая соединительная труба (9а) на конце, противоположном головке (91a), снабжена пазами (912а), взаимодействующими с пазами (1011a) ступицы другого зубчатого колеса (101а), которое передает на оправку (4а) через зубчатое колесо (102a) вращающий момент соединительной трубы (9а). Подобным образом механический момент от приводного двигателя (7b) передается на входное зубчатое колесо (81b) первичного редуктора (8), который передает его через направляющий ролик (82b) на зубчатое колесо (83b). Ступица этого зубчатого колеса снабжена пазами (831b), которые взаимодействуют с пазами (911b) соединительной трубы (9b). Упомянутая соединительная труба (9b) на противоположном конце снабжена пазами (912b), которые взаимодействуют с пазами (1011b) ступицы другого зубчатого колеса (101b), которое через зубчатое колесо (102b) передает на оправку (4b) вращающий момент соединительной трубы (9b). В отверстии (93) моноблока, эквивалентном отверстию (OUV) по фиг.5, система завинчивающихся крышек (831а) препятствует перемещению соединительной трубы, а кольцо (831b) обеспечивает упор от перемещения соединительной трубы (9b). Труба (95), эквивалентная центральному элементу (ЕС) по фиг.5, установлена внутри трубы (9а) и обеспечивает удержание трубчатой направляющей питания гидравлической средой и смазкой, а также электрических кабелей до барабана (1).
Фиг.7 изображает последний пример выполнения устройства для привода по изобретению, касающийся комплекса карусельного типа, снабженного расположенными рядом приводными валами (соединительные трубы (9а, 9b), как средствами передачи вращающего момента, то есть оси вращения которых (А9а, A9b) (идентичные их поворотной оси) расположены рядом параллельно. Другими словами, и в отличие от предыдущих примеров, трубы не являются коаксиальными, но расположены рядом, как в известном упомянутом уровне техники US 4663986.
В итоге, фиг.7 изображает альтернативный вариант выполнения устройства для привода, в котором средство передачи вращающего момента содержит несколько соединительных труб, имеющих соответственно одну ось вращения, причем
соединительные трубы вращаются вокруг параллельно рядом расположенных осей вращения.
В соответствии с этим примером можно предусмотреть, чтобы
- соединительные трубы (9а, 9b, …) были свободно закреплены в удерживающем суппорте (SP), снабженном вращающимися патрубками (В1, В2, В3, В4), такими как подшипники качения, чтобы позволить каждой трубе свободно вращаться вокруг своей оси вращения (А9а, A9b);
- соединительные трубы (9а, 9b) содержали внешние пазы (С9а_8, С9а_10; C9b_8, C9b_10), которые взаимодействуют с выходными зубчатыми зацеплениями первичного редуктора (8) (двигатели 7а, 7b) и входными - вторичного редуктора (10) (оправки 4а, 4b);
- размер внешних пазов (С9а_8, С9а_10; C9b_8, C9b_10) был адаптирован для беспрепятственного прохода через отверстие (OUV);
- как в предыдущих примерах выполнения изобретения (концентрические соединительные трубы), пазы могли иметь различные диаметры и/или профили вращения - цилиндрические, конические и т.д.;
- удерживающий суппорт (SP) мог быть выполнен съемным через отверстие (OUV). Это позволяет также вставлять или вынимать все соединительные трубы (9а, 9b, …) по их суппортам как по платформе, которая затем может быть легко отведена от моноблока на каретке или мостовым краном. Удерживающий суппорт может также играть роль центрального элемента (ЕС) по фиг.5 для стопорения и блокирования соединительных труб в моноблоке (8, 10). Конфигурацию удерживающего суппорта можно (даже если не представлена) отличить, например, размещая расположенные рядом центральные трубчатые элементы, которые блокируются в стопорных элементах, размещенных на «мнимой» раме, ширина которой меньше, чем отверстие (OUV).
Аналогично в случае, когда средство передачи вращающего момента содержит только единственную соединительную трубу, может быть также независимо съемной из моноблока, по меньшей мере, через отверстие (OUV), образованного первичным и вторичным редукторами (8, 10). Это позволяет также осуществить срочное техническое обслуживание одной трубы, хотя другая труба позволяет осуществить достаточный действующий привод, довольно значительно ограничивающий продолжительность остановки линии непрерывной обработки ленты.
Требуемое количество 1, 2, 3, 4 и т.д. соединительных труб является, во всяком случае, решающим фактором обслуживания приводного устройства, так как чем больше это количество, тем более сложными и медленными становятся операции введения и удаления.
В соответствии со всеми возможными примерами выполнения изобретение предусматривает также, чтобы приводное устройство было предназначено для того, чтобы:
- оправки имели независимо регулируемые по интенсивности и направлению угловые скорости с помощью разъединительного средства на различных соединительных трубах;
- по меньшей мере, одна из оправок имела, по меньшей мере, один из двух вариантов наматывания и разматывания ленты в направлении вращающего момента, передаваемого на оправку, то есть трубы могли избирательно вращаться в различных направлениях.
Не представленная на чертежах, но важная для обеспечения введения или удаления соединительной трубы стенка моноблока, содержащая отверстие, может быть снабжена направляющим суппортом (например, рельсами). Эти направляющие суппорты (такие как рельсы) размещены вблизи отверстия (OUV), позволяя разместить каждую соединительную трубу напротив канала (С) моноблока для ввода или удаления. Это позволяет не повреждать пазы или другие элементы, выступающие в канал для введения труб. Рельсы, внешние относительно моноблока, могут также вводиться в последний одновременно с трубами. Они могут быть также съемными относительно моноблока для крепления к транспортному средству вне моноблока.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОТАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ДЛЯ НАМАТЫВАНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 2015 |
|
RU2664843C2 |
| УСТРОЙСТВО для ВАКУУМНОЙ КАЛИБРОВКИ ТРУБОК | 1970 |
|
SU278057A1 |
| ЗАЖИМНОЙ ПАТРОН СТАНКА ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 2012 |
|
RU2561623C1 |
| Устройство для намотки секций конденсаторов | 1980 |
|
SU920871A1 |
| Автомат для изготовления плоских спиральных пружин | 1972 |
|
SU440191A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2260872C2 |
| УЗЕЛ КОРОБКИ ПРИВОДА АГРЕГАТОВ И МАСЛЯНОГО РЕЗЕРВУАРА | 2010 |
|
RU2538373C2 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| УСТРОЙСТВО ДЛЯ НАКОПЛЕНИЯ ПОЛОТЕН ДЛИННОМЕРНЫХ МАТЕРИАЛОВ КОНТРОЛИРУЕМОЙ ДЛИНЫ | 1992 |
|
RU2051079C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |


Изобретение предназначено для упрощения технического обслуживания устройства. Устройство привода вращения, по меньшей мере, одной оправки (4a, 4b), соединенной с вторичным редуктором (10), сочлененным с первичным редуктором (8), передающее вращающий момент на оправку, содержит первичный редуктор, выполненный с возможностью привода, по меньшей мере, одним приводным двигателем (7a, 7b), вторичный редуктор, механически соединенный и спаренный с первичным редуктором посредством, по меньшей мере, одного средства (9) для передачи вращающего момента, приводимого во вращение первичным редуктором на оси вращения (Ax), средство передачи вращающего момента, содержащее, по меньшей мере, одну соединительную трубу с двумя срезанными торцами. Исключение необходимости сложных операций сборки-разборки редукторов при обслуживании устройства обеспечивается за счет того, что в собранном состоянии первичный и вторичный редукторы образуют моноблок, включающий средство передачи вращающего момента, выполненное съемным из моноблока через отверстие (OUV), выполненное, по меньшей мере, в одной из стенок первичного и вторичного редукторов напротив одного из срезанных торцов соединительной трубы средства для передачи вращающего момента. 2 н. и 15 з.п. ф-лы, 7 ил.
1. Устройство привода вращения, по меньшей мере, одной оправки (4а, 4b), соединенной с вторичным редуктором (10), сочлененным с первичным редуктором (8), передающее вращающий момент на оправку, содержащее первичный редуктор, выполненный с возможностью привода, по меньшей мере, одним приводным двигателем (7a, 7b), вторичный редуктор, механически соединенный и спаренный с первичным редуктором посредством, по меньшей мере, одного средства (9) для передачи вращающего момента, приводимого во вращение первичным редуктором на оси вращения (Ax), средство передачи вращающего момента, содержащее, по меньшей мере, одну соединительную трубу с двумя срезанными торцами, отличающееся тем, что в собранном состоянии первичный и вторичный редукторы образуют моноблок, включающий средство передачи вращающего момента, выполненное съемным из моноблока через отверстие (OUV), выполненное, по меньшей мере, в одной из стенок первичного и вторичного редукторов напротив одного из срезанных торцов соединительной трубы средства для передачи вращающего момента.
2. Устройство по п.1, в котором две внешних кольцевых поверхности соединительной трубы (9а) имеют внешние зубчатые пазы для введения средства передачи вращающего момента через первичный и вторичный редукторы, а каждое из внешних зубчатых пазов выполнено зубчатым для введения в кольцо с внутренними пазовыми проточками каждого из первичного и вторичного редукторов.
3. Устройство по п.2, в котором внешние пазы двух колец внешней поверхности соединительной трубы имеют различные диаметры.
4. Устройство по любому из пп.2 или 3, в котором внешние пазы, по меньшей мере, одного из двух колец внешней поверхности соединительной трубы образуют зубчатое кольцо с конической поверхностью вращения.
5. Устройство по п.2, в котором соединительная труба имеет коническую поверхность вращения.
6. Устройство по п.1, в котором система стопорения и блокирования средства передачи вращающего момента размещена вблизи отверстия с помощью завинчивающейся крышки и кольца, состоящего из двух частей.
7. Устройство по п.1, в котором несколько оправок спарены для привода от вторичного редуктора барабана (1), вращающегося вокруг оси вращения (Ах), оправки установлены с возможностью параллельного вращения и размещены на одной стороне барабана (1) параллельно оси вращения (Ах).
8. Устройство по п.7, в котором средство для передачи момента вращения содержит несколько соединительных труб, имеющих соответственно одну общую поворотную ось, соединительные трубы установлены с возможностью концентрического вращения вокруг одной общей поворотной оси, при этом каждая из соединительных труб передает вращающий момент на одну из оправок на вторичный редуктор, два срезанных торца одной из соединительных труб имеют внутренний зазор между двумя срезанными торцами другой из соединительных труб.
9. Устройство по п.8, в котором трубчатая направляющая расположена внутри соединительной трубы меньшего диаметра для пропускания через средство передачи вращающего момента, по меньшей мере, одной гидравлической среды, одного смазывающего средства и/или одного электрического проводника.
10. Устройство по п.7, в котором средство для передачи вращающего момента содержит несколько соединительных труб, имеющих соответственно ось вращения, соединительные трубы установлены с возможностью вращения вокруг осей вращения параллельно между собой.
11. Устройство по п.10, в котором каждая соединительная труба является независимо съемной через отверстие.
12. Устройство по п.10, в котором соединительные трубы (9a, 9b…) с пазами свободно установлены в удерживающем суппорте (SP), снабженном вращающимися патрубками (B1, B2, B3, B4), а удерживающий суппорт установлен съемным через отверстие.
13. Устройство по любому из пп.7-12, в котором оправки выполнены с возможностью независимого регулирования угловых скоростей по интенсивности и направлению.
14. Устройство по п.1, в котором, по меньшей мере, одна из оправок выполнена, по меньшей мере, с возможностью использования одного из двух вариантов привода наматывания и разматывания в направлении вращающего момента, передающегося на оправку.
15. Устройство по п.1, в котором направляющие суппорты размещены вблизи отверстия (OUV) для позиционирования каждой соединительной трубы напротив канала (С) для введения или удаления в/из моноблока.
16. Способ монтажа и демонтажа устройства привода вращения по любому из пп.1-15, в котором, по меньшей мере, одну соединительную трубу деблокируют и удаляют из моноблока через отверстие (OUV), производят техобслуживание соединительной трубы, соединительную трубу повторно вставляют в отверстие (OUV) и вновь блокируют в моноблоке.
17. Способ по п.16, в котором соединительную трубу деблокируют и удаляют из моноблока после окончательной установки после первичного и вторичного редукторов в соответствии с конфигурацией соединения.
| JP 59019026 A, 31.01.1984 | |||
| НАМОТОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2192379C1 |
| Устройство для намотки полотна | 1988 |
|
SU1527117A1 |
| СТАНОК ДЛЯ НАКАТКИ ПОЛОТНА В РУЛОН | 0 |
|
SU348469A1 |
| US 4663986 A, 12.05.1987. | |||

