ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к обработке полупроводников, в частности к станку для обработки находящихся в вертикальном положении полупроводниковых пластин.
При изготовлении полупроводниковых устройств и приборов приходится выполнять большое количество различных технологических операций, связанных, в частности, с обработкой полупроводниковых пластин. К числу таких операций относится и операция очистки и полирования/выравнивания плоскости, например, химико-механическим методом (ХМП). Один из известных методов полирования/выравнивания плоскости основан на использовании полировальных плит с планетарным приводом. Одним из недостатков такого способа является необходимость выполнения в определенном порядке большого количества различных операций, которые требуют больших затрат времени и увеличивают стоимость изготовления полупроводниковых пластин. Другой недостаток этого способа заключается в относительно высокой степени разброса топографии обработанных поверхностей полупроводниковых пластин.
Другим известным способом полирования/выравнивания плоскости полупроводниковых пластин является круговое полирование. В одном из известных станков для кругового полирования расположенная вертикально полупроводниковая пластина приводится во вращение специальными приводными роликами. С противоположных сторон к вращающейся пластине прижимаются два цилиндрических полировальника. Полировальники закреплены на вращающихся в разных направлениях оправках, расположенных по разные стороны от обрабатываемой пластины. Оправки перекрывают пластину по диаметру и проходят через ее центр. Вращающиеся оправки приводят в движение по окружности полировальники, оси которых расположены перпендикулярно диаметру пластины. В процессе обработки на противоположные стороны вращающейся полируемой пластины из специальных сопел разбрызгивается жидкость, например абразивная суспензия, химический раствор или промывочный раствор.
Один из недостатков известных станков для кругового полирования состоит в том, что полирование в них происходит только в результате движения по окружности. При этом относительная скорость между каждым полировальником и пластиной оказывается разной для разных точек поверхности пластины - большей на краю пластины и меньшей в центре пластины. В результате этого на боковых сторонах отполированной пластины остаются круговые царапины, а съем материала с поверхности пластины происходит неравномерно, и с центральной части пластины, которая во время обработки полируется в течение большего времени, снимается больше материала, чем с ее внешней части. Из-за неравномерного съема материала боковые стороны пластины приобретают форму расширяющегося от центра пластины к ее внешнему краю конуса. С учетом наметившейся в последнее время в полупроводниковой промышленности тенденции к миниатюризации и уменьшении размеров отдельных элементов полупроводниковых устройств и приборов (микросхем или кристаллов) до 0,18 мкм и менее, такая коническая форма поверхности обработанной полупроводниковой пластины является неприемлемой.
С учетом всего сказанного выше существует необходимость в разработке способа и станка для круговой обработки полупроводниковых пластин, на котором можно было бы изготавливать пластины с требуемой формой боковых поверхностей при минимальном количестве остающихся на них после обработки круговых царапин и выполнении большого количества технологических операций без перемещения пластины из одной позиции в другую.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Указанная выше задача решается с помощью предлагаемого в настоящем изобретении станка для обработки расположенных вертикально полупроводниковых пластин.
В соответствии с одним из объектов настоящего изобретения в нем предлагается станок для обработки полупроводниковых пластин. Этот станок имеет пару установленных определенным образом опорно-приводных роликов, которые служат опорами для вертикально расположенной полупроводниковой пластины. Каждый опорно-приводной ролик приводится во вращение соединенным с ним приводным ремнем. Станок имеет также два расположенных друг напротив друга подвижных обрабатывающих пластину блока. Каждый обрабатывающий блок имеет два - первый и второй - обрабатывающих элемента, которыми производится обработка полупроводниковой пластины. Подвижный обрабатывающий блок можно установить в первое положение, в котором обработка пластины осуществляется его первым обрабатывающим элементом, и во второе положение, в котором обработка пластины осуществляется вторым обрабатывающим элементом блока.
В соответствии с другим объектом настоящего изобретения в нем предлагается еще один станок для обработки полупроводниковых пластин. В этом станке имеется первый опорно-приводной ролик, который может вращаться в опоре, установленной на первом поворотном рычаге, и предназначен для привода во вращение расположенной вертикально обрабатываемой пластины. Станок имеет также второй опорно-приводной ролик, который может вращаться в опоре, установленной на втором поворотном рычаге, и предназначен для привода во вращение расположенной вертикально пластины. Через каждый поворотный рычаг к установленному на нем опорно-приводному ролику подводится энергия, необходимая для привода во вращение обрабатываемой пластины, при этом каждый рычаг можно использовать путем его поворота в соответствующей опоре из первого положения во второе для изменения по высоте положения вертикально установленной на опорно-приводные ролики пластины.
Еще одним объектом настоящего изобретения является узел крепления самоцентрирующихся оправок с обрабатывающими полупроводниковую пластину элементами (инструментами). Самоцентрирующаяся оправка имеет внутреннюю втулку с расположенным на ее внешней поверхности элементом, образующим шарнирную точку опоры. На внутреннюю втулку надета наружная цилиндрическая втулка (оболочка) оправки. Оболочка оправки, снаружи покрытая материалом, которым обрабатывается полупроводниковая пластина, соединяется с внутренней втулкой шарнирно в расположенной на внешней поверхности внутренней втулки точке опоры и при соприкосновении обрабатывающего материала с пластиной поворачивается в этой точке опоры в параллельное обрабатываемой поверхности полупроводниковой пластины положение.
Необходимо отметить, что в приведенном выше кратком изложении сущности изобретения и в приведенном ниже его подробном описании речь идет только о примере возможной реализации изобретения, объем которого, как следует из формулы изобретения, этим примером не ограничен.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - вид спереди предлагаемого в одном из вариантов станка для обработки полупроводниковых пластин,
на фиг.2 - вид сбоку показанного на фиг.1 станка для обработки полупроводниковых пластин с изображением расположенного на фиг.1 справа подвижного блока обработки с показанными в разрезе оправками и полировальниками и изображенной пунктирными линиями в двух положениях установленной на опорно-приводные ролики полупроводниковой пластиной,
на фиг.3 - вид спереди показанного на фиг.1 станка для обработки полупроводниковых пластин с находящимися в нейтральном положении блоками обработки и не касающимися пластины полировальниками и при необходимости закрепленными на стенках корпуса станка устройствами для зачистки полировальников,
на фиг.4А - вид спереди показанного на фиг.1 станка для обработки полупроводниковых пластин с изображением расположенных не внутри корпуса станка, а снаружи поворотных рычагов и приводного цилиндра механизма поворота блоков обработки,
на фиг.4Б - более детальное изображение рычагов и приводного цилиндра с находящимся в верхнем крайнем положении штоком показанного на фиг.4А механизма поворота блоков обработки,
на фиг.5А - поперечное сечение выполненного в соответствии с другим вариантом блока обработки с узлом крепления самоцентрирующейся оправки с полировальником и щеткой,
на фиг.5Б - более детальное изображение средней части показанного на фиг.5А узла крепления самоцентрирующейся оправки с выполненной в виде шарнира точкой опоры, относительно которой поворачивается оболочка оправки,
на фиг.6 - полученные в результате проведения четырех опытов графики, отражающие зависимость количества удаляемого с поверхности пластины материала при ее обработке обычным способом центрального полирования от радиального расстояния от центра пластины,
на фиг.7А и 7Б - полученные в результате проведения четырех опытов данные о количестве материала, удаляемого с полупроводниковой пластины при ее обработке обычным способом центрального полирования, с изображением расположенных на поверхности пластины точек измерений, находящихся на разном расстоянии от центра пластины и распределенных в окружном направлении,
на фиг.8А и 8Б - графики, отражающие зависимость скорости  удаления материала с поверхности пластины при ее центральном полировании обычным способом от расстояния от центра пластины,
удаления материала с поверхности пластины при ее центральном полировании обычным способом от расстояния от центра пластины,
на фиг.9А и 9Б - графики, отражающие зависимость скорости удаления материала с поверхности пластины при ее нецентральном полировании предлагаемым в одном из вариантов способом от расстояния от центра пластины,
на фиг.10 - изображение в аксонометрической проекции блока обработки полупроводниковых пластин, выполненного в соответствии с одним из вариантов, и
на фиг.11А и 11Б - детальное изображение основных узлов и деталей предлагаемого в соответствии с одним из вариантов блока обработки полупроводниковых пластин.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже со ссылкой на чертежи более подробно рассмотрено несколько конкретных примеров возможного осуществления изобретения.
В рассмотренных ниже примерах описаны способы и станок, который можно использовать для обработки различных изделий. К таким изделиям относятся, например, полупроводниковые пластины любого размера, включая пластины диаметром от 200 до 300 мм (а также пластины меньшего и большего диаметра). В приведенном ниже описании речь, в частности, идет о станке, на котором производится обработка именно таких полупроводниковых пластин. В этой связи необходимо отметить, что предлагаемый в изобретении станок можно использовать для обработки и других различных деталей, например твердых дисков и других аналогичных деталей. При обработке подобных деталей выполняются, в частности, отделочные операции, полирование химико-механическим способом (ХМП), очистка механическим способом или жидкостью (как это обычно имеет место при обработке полупроводниковых пластин), травление и промывка жидкостями, в частности деионизированной водой. В рассмотренных ниже примерах предлагаемые в изобретении способ и станок используются для высокоточной контролируемой обработки полупроводниковых пластин. На предлагаемом в изобретении станке можно, в частности, выполнять в контролируемом режиме операции очистки, отделочные операции и полирование соответствующих участков поверхности полупроводниковых пластин. При обработке различных участков поверхности пластины с разной продолжительностью пластина контролируемым образом перемещается внутри специального корпуса станка. Для обработки полупроводниковых пластин на предлагаемом в изобретении станке можно использовать различные виды обрабатывающего инструмента (в частности щетки, полировальники и т.д.). Поэтому в приведенном ниже описании следует учитывать возможность различного конструктивного исполнения предлагаемого в изобретении станка.
Станок для обработки полупроводниковых пластин
На фиг.1 и 2 показан предлагаемый в соответствии с одним из вариантов станок для обработки полупроводниковых пластин, изображенный в разрезе в виде спереди и в виде сбоку (справа) соответственно. Показанный на этих чертежах станок 1 имеет корпус 2, который, как подробно описано ниже, служит несущей конструкцией для различных узлов и деталей станка. Обрабатываемая в вертикальном положении полупроводниковая пластина W, которая на фиг.1 показана в виде сбоку, а на фиг.2 - в виде спереди (пунктирными линиями), опирается на опорно-приводные ролики 6, 6'.
Показанная на фиг.1 пластина W соприкасается с верхней парой полировальников 8, 8', один из которых (полировальник 8) расположен справа от пластины и касается ее правой боковой стороны W1, а другой (полировальник 8') расположен слева от пластины и касается ее левой боковой стороны W2. При этом нижние полировальники 12, 12' находятся на некотором расстоянии от пластины и не касаются ее боковых сторон W1 и W2 соответственно. Предназначенный для обработки полупроводниковых пластин станок 1 не обязательно должен иметь двусторонне симметричную компоновку, однако тем не менее его многочисленные узлы и подузлы предпочтительно выполнять в виде двух одинаковых узлов или подузлов, расположенных симметрично справа и слева от плоскости симметрии пластины W, установленной вертикально в корпусе 2. Термины "справа" и "слева" относятся в данном случае к пластине W в плоскости чертежа на фиг.1. Возможен и другой вариант расположения определенных элементов станка, в частности двух показанных на фиг.11А и 11Б щеток 12b и полировальников. В этом случае щетки, идентичные щеткам 12b, можно закрепить на оправках или центральном валике, соединенном непосредственно с одной из шестерен 44 или 46.
Показанные на фиг.1-3 верхние полировальники 8, 8' расположены на внешней стороне цилиндрических верхних оправок 10, 10', а нижние полировальники 12, 12' расположены на внешней стороне цилиндрических нижних оправок 14, 14'. Верхние и нижние оправки расположены горизонтально, при этом верхняя оправка 10 и нижняя оправка 14 находятся справа от пластины W, а верхняя оправка 10' и нижняя оправка 14' - слева от пластины W. В вертикальном направлении верхние 10, 10' и нижние 14, 14' оправки расположены на определенном расстоянии друг от друга. В одном из вариантов расстояние между верхними и нижними оправками в каждой паре оправок равно некоторой, предпочтительно от третьей до четвертой, части радиуса полупроводниковой пластины. Один из концов каждой верхней оправки 10, 10' и каждой нижней оправки 14, 14' установлен в подшипнике в корпусе 16, 16', внутри которого находятся вращающиеся шестерни механизма 17 привода и поворота обрабатывающих элементов станка. Подробнее конструкция механизма 17 привода и поворота обрабатывающих элементов станка рассмотрена ниже в разделе "Механизм привода и поворота обрабатывающих элементов станка". В одном из вариантов механизм 17 привода и поворота обрабатывающих элементов станка состоит из механизма 13 привода полировальников, через который крутящий момент двигателя передается на оправки 10, 10' и 14, 14', и механизма 15 поворота полировальников, который контролируемым образом перемещает полировальники 8, 8' и 12, 12' относительно пластины W из нерабочего положения в рабочее и наоборот.
Показанные на фиг.1 правый и левый корпуса 16, 16' с приводными шестернями могут поворачиваться на осях 18, 18', которые расположены на небольшом расстоянии от плоскости пластины W. При повороте правого корпуса 16 в соответствующем направлении его верхний конец приближается к плоскости пластины W, и верхний полировальник 8, установленный на оправке 10, прижимается к правой стороне W1 пластины, а нижний полировальник 12, установленный на оправке 14, отходит от нее. При повороте правого корпуса 16 в другом направлении его нижний конец приближается к плоскости пластины W (см. фиг.3), и к правой стороне W1 пластины прижимается нижний полировальник 12, а верхний полировальник 8 в это время отходит от нее. Очевидно, что аналогичным образом при повороте в соответствующем направлении левого корпуса 16' с приводными шестернями к левой стороне W2 прижимаются левые верхний и нижний полировальники 8', 12'.
Оси 18, 18' поворота корпусов с приводными шестернями расположены настолько близко от плоскости пластины W, что корпуса 16, 16' достаточно повернуть на небольшой угол А, А' для того, чтобы верхние полировальники 8, 8' (или при повороте в противоположном направлении - нижние полировальники 12, 12') можно было прижать к противоположным сторонам W1, W2 пластины и тем самым "зажать" ее с двух сторон расположенными друг напротив друга полировальниками. Угол А зависит помимо прочего от диаметра полировальников. В одном из вариантов угол А составляет приблизительно от 15 до 25°. С другой стороны, как показано на фиг.3, расстояние от осей 18, 18' до плоскости пластины W достаточно велико для того, чтобы при повороте корпусов 16, 16' с приводными шестернями в вертикальное положение обе пары верхних 8, 8' и нижних 12, 12' полировальников занимали нейтральное положение и не касались пластины W, находясь от нее на достаточно большом расстоянии.
Конструкция корпусов 16, 16' обеспечивает возможность перемещения в направлении пластины либо верхней, либо нижней оправки каждой пары оправок и прижатия установленного на той или иной оправке полировальника к одной из боковых сторон пластины. Такая конструкция предлагаемого в изобретении станка для полирования полупроводниковых пластин позволяет выполнять две отдельных операции полирования пластины, на одной из которых полируется пластина, "зажатая" между верхними полировальниками, а на другой - пластина, "зажатая" между нижними полировальниками.
Как показано на фиг.1-3, предлагаемый в изобретении станок имеет опорно-приводной узел 23, который служит опорой пластины W и одновременно приводит ее во вращение. В одном из вариантов опорно-приводной узел 23 станка выполнен в виде устройства, с помощью которого можно регулировать по высоте положение приводимой во вращение ее внешним краем пластины. На фиг.2 пластина W показана (пунктирными линиями) в поднятом и опущенном положениях Wa и Wb соответственно. Как уже было отмечено выше, опорами пластины W служат опорно-приводные ролики 6, 6'. На фиг.2 эти опорно-приводные ролики 6, 6' показаны в поднятом положении 6а, 6а' (пунктирные линии) и в опущенном положении 6b, 6b'. Опорно-приводные ролики 6, 6', на которые пластина W опирается ее внешним краем Wp, закреплены на концах поворотных рычагов 20, 20', которые шарнирно крепятся к соответствующей несущей детали. Эту несущую деталь можно закрепить на соответствующем основании, например на правой стенке 4 или на нижней стенке 5 корпуса 2 станка.
Одним из элементов опорно-приводного узла 23 является механизм 21 привода, через который на опорно-приводные ролики 6, 6' от двигателя передается приводное усилие, необходимое для приведения пластины во вращение. В состав опорно-приводного узла 23 входит также механизм 27 изменения по высоте положения пластины, выполненный в виде поворотных рычагов 20, 20' с опорно-приводными роликами, которые могут поворачиваться вокруг осей 22, 22'. Рычаги 20, 20' с роликами соединены между собой зубчатой передачей и симметрично поворачиваются друг относительно друга в разных направлениях. Остальные детали опорно-приводного узла 23, в том числе детали механизма 21 привода опорно-приводных роликов и механизма 27 изменения по высоте положения обрабатываемой пластины подробно рассмотрены ниже в разделе "Опорно-приводной узел, позволяющий менять по высоте положение стоящей на краю пластины".
В верхней части правой боковой стенки 4 корпуса станка установлено прижимное устройство 26 с поворотным центрирующим рычагом 25, на конце которого установлен центрирующий пластину сверху ролик 24. Центрирующий ролик 24 упирается в верхнюю точку внешнего края Wp пластины W и помимо центрирования пластины W образует боковую опору, удерживающую пластину на месте при отведенных от нее в нейтральное положение полировальниках (8, 8', 12, 12'). При перемещении пластины по высоте из одного положения (Wa) в другое (Wb) (см. фиг.2) установленный на поворотном рычаге 25 центрирующий ролик 24 постоянно остается прижатым к внешнему краю Wp пластины. На фиг.2 центрирующий ролик в верхнем положении обозначен позицией 24, а в нижнем (изображенном пунктирными линиями) положении - позицией 24'. При необходимости на станке можно установить и дополнительные расположенные у внешнего края пластины ролики, используя их в качестве опор для повышения устойчивости пластины или в качестве приводных или нагружающих/разгружающих роликов.
Рычаги 20, 20' с опорно-приводными роликами 6, 6' на фиг.2 показаны в промежуточном положении. Возможный угол В поворота рычагов 20, 20' с опорно-приводными роликами определяется изображенными на чертеже верхним и нижним крайними положениями опорно-приводных роликов 6, 6'. При подъеме рычагов 20, 20' опорно-приводные ролики 6, 6' поднимаются вверх и приближаются один к другому. Подъем роликов сопровождается подъемом пластины W, которая поднимается вверх не только потому, что вверх поднимаются ролики, но и потому, что при этом одновременно уменьшается и расстояние между ними. И наоборот, поворот рычагов 20, 20' в другую сторону и опускание роликов сопровождается опусканием пластины W. При движении опорно-приводных роликов в пределах угла В ось Wo пластины поднимается вверх или опускается вниз на определенную высоту в пределах расстояния, показанного на фиг.2 стрелкой С. Регулируя перемещение опорно-приводных роликов 6, 6', можно регулировать движение обрабатываемой на станке полупроводниковой пластины в вертикальном направлении. При этом, например, сдвигая и раздвигая опорно-приводные ролики, можно периодически, с определенной частотой поднимать и опускать пластину W относительно полировальников (8, 8' или 12, 12').
Как показано на фиг.1-3, пластина W во время ее обработки на станке находится по существу в вертикальном положении, а полировальники расположены по существу горизонтально. Очевидно, что на предлагаемом в изобретении станке можно при необходимости обрабатывать и иначе расположенные пластины W. Очевидно также, что полировальники можно располагать, если это необходимо, и под определенным углом к вертикали. В этом случае перемещение пластины относительно полировальников должно происходить в направлении, перпендикулярном оси оправок. Однако в любом случае вертикальное расположение пластины W в станке более предпочтительно, поскольку при этом упрощается конструкция различных опорных и приводных узлов, проще решаются проблемы слива из зоны обработки пластины используемой при полировании абразивной суспензии, обрабатывающих и промывочных растворов.
Механизм привода и поворота обрабатывающих элементов станка
Механизм 17 привода и поворота обрабатывающих элементов станка показан на фиг.2 (в поперечном разрезе), на фиг.4А и 4Б (вид спереди на внешнюю сторону передней стенки 3) и на фиг.5 (детальное изображение в поперечном сечении корпуса приводного механизма и оправки, показанных на фиг.2). Как показано на фиг.2, корпус 16 приводного механизма соединен со сборным, состоящим из двух валов коаксиальным валом 19, который проходит через переднюю стенку 3 и выходит наружу. Внутренний вал сборного коаксиального вала 19 приводит во вращение оправку с обрабатывающим пластину инструментом, а наружный вал используется для контролируемого поворота полировальников, перемещаемых при повороте корпуса в ту или иную сторону относительно боковых поверхностей обрабатываемой на станке пластины (прижимаемых или отводимых от них). Выполненный таким образом сборный коаксиальный вал 19 является одновременно одним из элементов механизма 13 вращения полировальников и механизма 15 поворота полировальников относительно обрабатываемой поверхности пластины. В одном из вариантов механизм 17 привода и поворота обрабатывающих элементов станка имеет отдельные коаксиальные валы 19, 19' для каждого из корпусов 16, 16' приводного механизма. Приведенное ниже описание конструкции и принципа работы правого корпуса 16 приводного механизма полностью относится и к левому корпусу 16'.
Коаксиальный вал 19 состоит из внутреннего трансмиссионного вала 28 и полого наружного вала 30 механизма поворота обрабатывающих инструментов относительно пластины. Трансмиссионный вал 28, через который к оправкам (10, 10', 14, 14') подводится необходимое для их вращения приводное усилие, вращается в подшипниках 43а и 43b, которые установлены на концах наружного полого вала 30. Наружный полый вал 30 установлен в подшипниках 31а и 31b несущего кронштейна 32 механизма привода обрабатывающих инструментов станка и предназначен (вместе с другим таким же валом) для контролируемого поворота корпуса 16, 16' и прижатия одной из пар полировальников (8, 8' или 12, 12') к боковым сторонам полируемой полупроводниковой пластины W.
Как показано на фиг.2 и 4А, механизм 13 вращения полировальников состоит из левого и правого приводных двигателей 34, 34', приводных шкивов 36, 36', приводных ремней 38, 38' и установленных на поворотных валах шкивов 40, 40'. Приводные шкивы 36, 36' закреплены на концах валов двигателей 34, 34' соответственно, расположенных под несущим кронштейном 32. Приводные ремни 38, 38' надеты на шкивы 36, 36' и 40, 40', которые закреплены на выходящих из кронштейна 32 наружу концах трансмиссионных валов 28, 28' соответственно. Как показано на фиг.2 и 5, трансмиссионный вал 28 проходит насквозь через переднюю стенку 3 и приводит во вращение прочно закрепленную на его внутреннем конце зубчатую шестерню 42. Трансмиссионный вал 28 вращается в подшипнике 43а, который установлен в корпусе 16 на оси 18 его поворота. Следует отметить, что второй трансмиссионный вал 28' (не показанный на фиг.2 и 5) выполнен и по схеме соединения, и по конструкции опор аналогично трансмиссионному валу 28.
Как более подробно показано на фиг.5А, трансмиссионный вал 28 и вал 30 механизма поворота обрабатывающих инструментов проходят насквозь через переднюю стенку 3 корпуса станка. Закрепленная на внутреннем конце трансмиссионного вала шестерня 42 входит в зацепление с верхним и нижним зубчатыми колесами 44 и 46, которые закреплены (фиг.1 и 2) на концах верхней и нижней оправок 10 и 14 соответственно и имеют общие с ними оси. Следует отметить, что нижняя оправка 14, показанная на фиг.1 и 2, на фиг.5 не показана, а вместо нее показан предусмотренный в другом варианте, более подробно описанном ниже, установочный стержень 12а с надетой на него щеткой 12b. Через зубчатую шестерню 42 и зубчатые колеса 44 и 46 оправок приводной двигатель приводит во вращение верхнюю и нижнюю оправки 10 и 14, которые при этом синхронно вращаются в одном и том же направлении.
Приводимые во вращение зубчатыми колесами 44 и 46 верхнюю и нижнюю оправки 10 и 14 соответственно можно установить параллельно боковой стороне пластины W в корпусе 16 в обычных опорных подшипниках. В одном из вариантов узел 48 крепления самоцентрирующихся оправок 10 и 14 позволяет автоматически выравнивать относительно боковой поверхности пластины W положение обрабатывающих полировальников 8, 12, равномерно распределяя по всей поверхности пластины давление, с которым полировальники прижимаются к пластине. Более подробно конструкция узла 48 крепления самоцентрирующихся оправок описана ниже в разделе "Узел крепления самоцентрирующихся оправок".
Как показано на фиг.4А, механизм 17 привода и поворота обрабатывающих элементов станка имеет два приводных двигателя 34, 34', предназначенных для вращения установленных в корпусах 16, 16' оправок с обрабатывающими инструментами. Для работы двигателей 34, 34' можно использовать обычные источники питания и элементы управления и регулирования с датчиками обратной связи (не показаны), обеспечивающие вращение двигателей в противоположном направлении и вращение в противоположном направлении, но с одинаковыми скоростями полировальников (8, 8' или 12, 12'), расположенных по разные стороны пластины W. Направление вращения полировальников выбирается предпочтительно таким образом, чтобы возникающие при касании полировальников с пластиной силы трения были направлены вниз и способствовали прижатию пластины к приводным роликам 6, 6'. Управлять двигателями 34, 34' можно вручную или по соответствующей программе с помощью компьютерной системы, связанной с обычно используемыми для этих целей контроллерами (не показаны). Очевидно, что при необходимости для привода всех обрабатывающих инструментов станка можно использовать всего один двигатель с соответствующей трансмиссией (ременной или зубчатой), передающей приводное усилие от двигателя на оба корпуса с оправками и полировальниками (или щетками).
Механизм 15 поворота полировальников относительно пластины предназначен для контролируемого поворота корпусов 16, 16' и прижатия либо верхних полировальников 8, 8', либо нижних полировальников 12, 12' (щеток) к противоположным боковым сторонам пластины W. Как показано на фиг.4А, на наружных валах 30, 30' закреплены рычаги 52, 52', наклоненные внутрь в направлении плоскости симметрии пластины W. Концы рычагов 52, 52' выполнены в виде зубчатых сегментов 54, 54' одного и того же радиуса, оси которых совпадают с осями наружных валов 30, 30' соответственно. Зубчатые сегменты 54, 54' входят друг с другом в зацепление, и поэтому рычаги 52, 52' и соединенные с ними валы 30, 30' поворачиваются в противоположном направлении строго синхронно.
Под кронштейном 32 (см. фиг.2 и 4А) расположен вертикальный исполнительный механизм 56 линейного типа (например, обычный пневмоцилиндр или другое аналогичное устройство), конец штока которого соединен шарниром 59 с внешним краем рычага 52 (см. фиг.4А и 4Б). При выдвижении штока 58 рычаг 52 поворачивается против часовой стрелки (фиг.4А), а соединенный с ним зубчатой передачей, образованной находящимися в зацеплении зубьями сегментов 54, 54', рычаг 52' поворачивается на такой же угол по часовой стрелке. В выполненном таким образом механизме для поворота рычагов 52, 52' из положения, показанного на фиг.4А, в положение, показанное на фиг.4Б, шток 58 необходимо полностью выдвинуть из цилиндра. Очевидно, что при опускании и перемещении штока 58 внутрь цилиндра рычаги поворачиваются в противоположном направлении и переходят из показанного на фиг.4Б положения в другое не показанное на чертежах положение. Иными словами, при опускании и перемещении штока 58 внутрь цилиндра рычаг 52 поворачивается по часовой стрелке, а рычаг 52' - против часовой стрелки.
Как показано на фиг.2 и 5А, наружный вал 30 механизма поворота обрабатывающих инструментов жестко соединен с корпусом 16 этого механизма, и поэтому любой поворот вала 30 сопровождается таким же поворотом корпуса. При повороте корпуса 16 установленные верхняя и нижняя оправки 10 и 14 (или щетки 12а, 12b) соответственно перемещаются в соответствующую сторону и приближаются или удаляются от плоскости пластины W. Ход штока 58 выбирается и регулируется таким образом, чтобы при повороте валов 30, 30' верхний и нижний полировальники 8 и 12 соответственно можно было прижать к полируемой пластине W. Как уже отмечалось выше, угол поворота полировальников зависит помимо прочего от их диаметра. Управлять работой линейного исполнительного механизма 56 можно вручную с помощью соответствующих средств управления от источника питания (не показаны) или в другом варианте по соответствующей программе с помощью компьютерной системы, связанной с обычно используемыми для этих целей контроллерами (не показаны). Усилие, создаваемое линейным исполнительным механизмом 56, и соответственно создаваемое механизмом 17 привода и поворота усилие и/или давление прижатия полировальников к обрабатываемой поверхности пластины W можно регулировать с помощью соответствующих датчиков обратной связи или регуляторов силы.
Очевидно, что для привода полировальников (щеток) и их поворота относительно обрабатываемой пластины можно использовать и другие схемы передачи приводного усилия от приводных двигателей к корпусам 16, 16' механизма привода и поворота обрабатывающих элементов станка. Очевидно также, что и корпуса 16, 16', и сам механизм 17 привода и поворота обрабатывающих элементов станка могут иметь конструкцию, отличающуюся от описанной выше. Так, например, приводные двигатели можно установить непосредственно на корпусах 16, 16' и не использовать для привода полировальников 8, 8' и 12, 12' описанных выше коаксиальных валов. Кроме того, перемещение корпусов 16, 16' механизма привода и поворота полировальников относительно пластины W можно обеспечить не поворотом, а линейным перемещением, например, соединив корпуса с линейным исполнительным механизмом телескопического типа, расположенным напротив одной из двух противоположных боковых сторон обрабатываемой на станке пластины W.
Опорно-приводной узел. позволяющий менять положение по высоте стоящей на краю пластины
Одним из элементов опорно-приводного узла 23, позволяющего менять положение по высоте стоящей на краю пластины, является сборный коаксиальный вал 61, который входит в состав и опорно-роликового механизма 21 привода пластины во вращение, и механизма 27 изменения по высоте положения пластины (см. фиг.1 и 2). Через сборный коаксиальный вал осуществляется привод опорно-приводных роликов 6, 6', которые приводят во вращение стоящую на них пластину, и поворот поворотных рычагов 20, 20', с помощью которых можно менять по высоте положение пластины W относительно полировальников 8, 8' и 12, 12'. Опорно-приводной узел 23 имеет отдельные сборные коаксиальные валы 61, 61', соединенные с передними и задними поворотными рычагами 20, 20' и установленными на них опорно-приводными роликами. Приведенное ниже описание конструкции и принципа работы сборного коаксиального вала 61 и переднего поворотного рычага 20 с опорно-приводным роликом полностью относится и к конструкции и принципу работы сборного коаксиального вала 61' и заднего поворотного рычага 20' с опорно-приводным роликом.
Как показано на фиг.1, сборный коаксиальный вал 61 состоит из внутреннего трансмиссионного вала 60 и поворачивающего опорно-приводной ролик полого наружного вала 62. Трансмиссионный вал 60, который является одним из элементов опорно-роликового механизма 21 привода пластины, приводит во вращение через ремень 64 опорно-приводной ролик 6. Трансмиссионный вал 60 вращается в подшипниках 63а и 63b, которые установлены внутри полого вала 62 механизма поворота опорно-приводного ролика у каждого из его концов. Вал 62 механизма поворота опорно-приводного ролика установлен в подшипниках корпуса, в частности в подшипниках 65а и 65b, установленных в правой стенке 4 корпуса. Вал 62 предназначен для контролируемого поворота рычага 20 и перемещения опорно-приводного ролика из верхнего/внутреннего положения 6а в нижнее/наружное положение 6b и наоборот (см. фиг.2).
Как показано на фиг.1 и 2, опорно-роликовый механизм 21 привода пластины имеет левый и правый приводные двигатели 66, 66' соответственно, которые установлены в нижней части правой стенки 4. На выходных валах двигателей 66, 66' установлены ведущие шкивы 68, 68' соответственно, на которые надеты приводные ремни 70, 70'. Ведомые шкивы 72, 72' ременной передачи, на которые также надеты ремни 70, 70', установлены на концах трансмиссионных валов 60, 60', которые выходят из корпуса наружу через отверстия, выполненные в его правой стенке 4.
Как показано на фиг.1, на внутреннем конце трансмиссионного вала 60, который проходит через правую стенку 4, закреплен расположенный внутри корпуса 76 поворотного рычага шкив 74, ось которого совпадает с осью 22 поворота рычага. Внутренний (ведущий) шкив 74 соединен расположенным внутри корпуса 76 поворотного рычага приводным ремнем 64 с ведомым шкивом 78. Ведомый шкив 78 ременной передачи закреплен на конце вала 80, который' вращается в подшипниках, расположенных у внешнего конца корпуса 76 поворотного рычага. Конец вала 80 выходит из корпуса 76 поворотного рычага в направлении плоскости пластины W, и на нем закреплен расположенный рядом с корпусом опорно-приводной ролик 6, на который ее краем опирается пластина.
В одном из вариантов опорно-приводной механизм 21 привода пластины имеет (см. фиг.2) два отдельных приводных двигателя 66, 66', по одному на каждый поворотный рычаг 20, 20' с опорно-приводным роликом. Двигатели 66, 66' могут работать от обычных источников питания с использованием соответствующих средств управления и датчиков обратной связи (не показаны), обеспечивающих вращение опорно-приводных роликов 6, 6' в одном и том же направлении и по существу с одной и той же скоростью. Управлять двигателями 66, 66' можно вручную или по соответствующей программе с помощью компьютерной системы, связанной с обычно используемыми для этих целей контроллерами (не показаны). В другом варианте изобретения в механизме привода пластины используется один двигатель с соответствующей трансмиссией (ременной или зубчатой), передающей приводное усилие на оба установленных на поворотных рычагах опорно-приводных ролика.
Показанный на фиг.1-3 механизм 27 перемещения пластины, который контролируемым образом поворачивает рычаги с опорно-приводными роликами 6, 6', имеет левый и правый валы 62, 62' соответственно, каждый из которых имеет выходящий из корпуса наружу конец, который заканчивается на некотором расстоянии от правой стенки 4 (левый вал 62' на фиг.1-3 не показан). На выступающих из корпуса наружу концах валов 62, 62' установлены лежащие в одной плоскости переднее и заднее зубчатые колеса 82, 82', диаметр окружности зацепления которых равен предпочтительно расстоянию между осями 22, 22' поворота рычагов и которые поэтому входят в зацепление в точке, которая делит это расстояние приблизительно пополам. Соединенные между собой выполненными таким образом зубчатыми колесами 82, 82' валы 62, 62' механизма поворота поворачиваются строго синхронно с одной и той же скоростью, но в противоположных направлениях. Валы 62, 62' механизма поворота жестко соединены с корпусами 76, 76' рычагов, и поэтому любое вращение валов сопровождается поворотом на соответствующий угол рычагов 20, 20' и установленных на них опорно-приводных роликов 6, 6'.
В качестве показанного на фиг.2 линейного исполнительного механизма 84 можно использовать шаговый двигатель линейного типа или другой аналогичный механизм, установленный по существу горизонтально на внешней стороне нижней части правой стенки 4. На конце выходного штока 86 этого исполнительного механизма расположен шарнир 87, через который он соединен с концом рычага 88 поворота зубчатых колес. Рычаг 88 закреплен на боковой стороне одного из зубчатых колес 82, 82'. При выдвижении штока 86 рычаг 88, зубчатое колесо 82 (или 82') и вал 62 механизма поворота рычагов опорно-приводных роликов поворачиваются на соответствующий угол против часовой стрелки (в плоскости чертежа по фиг.2), а другое зубчатое колесо 82 (или 82') и другой вал 62' поворачиваются на тот же самый угол по часовой стрелке. При повороте зубчатых колес и валов в этом направлении опорно-приводные ролики 6, 6' раздвигаются и опускаются вниз в положение 6b, 6b'. При обратном ходе штока 86 внутрь цилиндра зубчатые колеса, валы и рычаги поворачиваются в другом направлении, а опорно-приводные ролики 6, 6' сдвигаются и поднимаются вверх в положение 6а, 6а'.
Величина хода штока 86 выбирается и регулируется таким образом, чтобы угол поворота валов 62, 62' был достаточным для перемещения пластины W на определенное, обозначенное стрелкой С (см. фиг.2) расстояние в вертикальном направлении. Расстояние, на которое в вертикальном направлении должна перемещаться пластина, определяется расположением по высоте обрабатываемых подводимыми к ним полировальниками 8, 8' или 12, 12' участков пластины, что более подробно рассмотрено ниже). Диаметр опорно-приводных роликов 6, 6' и длина поворотных рычагов 20, 20' выбираются в соответствии с возможным разбросом диаметров обрабатываемых на станке пластин, т.е. с учетом возможности обработки на станке пластин с диаметром от 200 до 300 мм. При необходимости диапазон диаметров обрабатываемых на станке пластин можно расширить путем изменения геометрии опорно-приводного механизма 21 привода пластины и замены корпусов 76, 76' поворотных рычагов, ремней 64, 64' привода опорно-приводных роликов и самих опорно-приводных роликов 6, 6' с учетом возможности их установки на место. Для этой же цели можно изменять и длину рычага 88 (меняя сами рычаги или используя рычаг с регулируемой механически длиной), от которой при одном и том же ходе линейного исполнительного механизма 84 зависит угол поворота зубчатых колес и соответственно положение по высоте опорно-приводных роликов. Управлять работой линейного исполнительного механизма 84 можно вручную с помощью обычных средств управления и источников мощности (не показаны) или в другом варианте по соответствующей программе с помощью компьютерной системы, связанной с обычно используемыми для этих целей контроллерами (не показаны).
Очевидно, что для привода опорно-приводных роликов 6, 6' и их поворота вместе с поворотными рычагами 20, 20' можно использовать и другие по конструкции устройства передачи приводных усилий от приводных двигателей и исполнительных механизмов. Очевидно также, что и вся конструкция опорно-приводного узла, предназначенного для привода стоящей на краю пластины и изменения ее положения по высоте, может в той или иной степени отличаться от рассмотренной выше. Этот узел, в частности, можно выполнить в виде подвижной в вертикальном направлении несущей платформы с неподвижно установленными на ней вращающимися опорно-приводными роликами и приводными двигателями.
Узел крепления самоцентрирующихся оправок
Показанная на фиг.5А верхняя оправка 10 с закрепленным на ней полировальником 8 установлена в узле 48 крепления самоцентрирующихся оправок. В узле 48 крепления самоцентрирующихся оправок имеется жесткий, цилиндрический установочный валик 90, который жестко соединен с корпусом 16 механизма привода и поворота обрабатывающих элементов станка и служит консольной опорой оправки 10. Установочный валик 90 проходит параллельно плоскости пластины W и заканчивается в точке, расположенной за плоскостью 91, проходящей через центр оправки. На установочный валик 90 надето зубчатое колесо 44 привода верхней оправки, в центральном отверстии которого расположен подшипник 92, обеспечивающий возможность независимого вращения оправки на неподвижном установочном валике (валик 90 крепится к корпусу 16). Зубчатое колесо 44 соединено с внутренней втулкой 94 оправки и передает на нее крутящий момент от приводного двигателя. Внутренняя втулка 94 оправки, внутри которой с зазором проходит установочный валик 90, имеет подшипник 96, расположенный рядом с центральной плоскостью 91 оправки, и может вращаться зубчатым колесом 44 относительно установочного валика. Снаружи и внутри полой ступицы 98 зубчатого колеса 44 установлены соответствующие уплотнения 97а и 97b. Эти уплотнения 97а и 97b препятствуют попаданию различных жидкостей и/или полировальной суспензии внутрь корпуса 16 механизма привода и поворота обрабатывающих элементов станка.
На внутреннюю втулку 94 оправки с зазором надета оболочка 100 оправки, выполненная в виде цилиндрической втулки и имеющая длину, как минимум равную длине полировальника 8. Опорой оболочки 100 оправки служит шарнир 102, расположенный в точке, лежащей рядом с плоскостью 91, проходящей через центр оправки. В качестве шарнира 102, который служит точкой опоры оболочки оправки, можно использовать любое устройство, расположенное по окружности на внешней поверхности внутренней втулки 94. В одном из вариантов в качестве шарнира 102, служащего точкой опоры оболочки оправки, используется упругое кольцо круглого сечения, установленное в канавке 104, выполненной на наружной поверхности внутренней втулки 94 оправки. Шарнир 102 образует расположенную в центральной плоскости оболочки оправки точку опоры, относительно которой оболочка оправки и ее продольная ось может наклоняться на небольшой угол к продольной оси внутренней втулки 94. Зазор между оболочкой 100 оправки и ее внутренней втулкой 94 позволяет оболочке наклоняться к внутренней втулке в пределах заданного угла. На наружной поверхности оболочки 100 оправки закреплен полировальник 8. В одном из вариантов полировальник 8 изготовлен в виде ленты, намотанной по спирали на оболочку 100 оправки, и расположен симметрично относительно центральной плоскости 91 оправки.
Крутящий момент с внутренней втулки 94 оправки передается на оболочку 100 соединительным элементом 106. Соединительный элемент 106 не только передает крутящий момента от внутренней втулки к оболочке оправки, но и фиксирует оболочку относительно внутренней втулки в осевом направлении, допуская при этом возможность наклона в определенных пределах оболочки оправки относительно ее внутренней втулки. В одном из вариантов передающий крутящий момент соединительный элемент 106 выполнен в виде подпружиненной шпонки, установленной в расположенных на одной оси отверстиях внутренней втулки 94 оправки и ее оболочки 100. В другом варианте изобретения этот соединительный элемент 106 выполнен в виде ведущего пальца.
При повороте корпуса 16 механизма привода и поворота обрабатывающих элементов станка и прижатии полировальника 8 к одной из боковых сторон пластины W (на фиг.5А не показана) оболочка 100 оправки под действием давления, возникающего на линии контакта полировальника с боковой поверхностью пластины, наклоняется на определенный угол, при котором давление выравнивается по всей длине линии контакта, и ось полировальника становится параллельной обрабатываемой поверхности пластины. Одновременно с этим под действием крутящего момента, передаваемого на оболочку 100 оправки соединительным элементом 106, происходит вращение закрепленного на оболочке оправки полировальника 8а, который, прижимаясь к поверхности пластины по всей его длине, равномерно полирует ее.
На фиг.5Б более подробно показана конструкция расположенного рядом с шарниром 102 (точкой опоры оболочки оправки) центрального участка, изображенного на фиг.5А узла 48 крепления самоцентрирующихся оправок. Как уже отмечалось выше, шарнир 102, который служит опорой оболочки самоцентрирующейся оправки, выполнен в виде кольца с круглым поперечным сечением. Это кольцо имеет сравнительно высокую твердость, составляющую от 70 до 80 единиц по шкале А твердости по Шору. Кольцо установлено в канавке 104, выполненной на наружной поверхности внутренней втулки 94 оправки, которую можно изготовить из пластмассы. Очевидно, что на фиг.5Б для упрощения установочный валик 90 узла крепления самоцентрирующихся оправок не показан. Канавка 104 расположена в плоскости, проходящей через центр оболочки 100 оправки, которую можно изготовить из нержавеющей стали. Соединительный элемент 106, выполненный в виде ведущего пальца, расположен в соответствующих отверстиях оболочки 100 оправки и ее внутренней втулки 94. Как показано на фиг.5Б, диаметр отверстия в оболочке 100 несколько больше диаметра ведущего пальца, что позволяет, как сказано выше, оболочке свободно поворачиваться относительно внутренней втулки в выполненной в виде кольца с круглым поперечным сечением точке опоры. В одном из вариантов концы оболочки 100 оправки могут перемещаться в ту или иную сторону на 0,060 дюйма. Закрепленный на оболочке оправки полировальник 8 выполнен в виде ленты, намотанной по спирали на оболочку 100 оправки с небольшим зазором между витками. При такой намотке полировальной ленты на наружной поверхности полировальника практически полностью отсутствуют промежутки, которые отрицательно сказываются на качестве полировки. В одном из вариантов для изготовления полировальника используют ленту из пенополиуретана.
Инжекция жидкости
Для инжекции технологических жидкостей, используемых при обработке полупроводниковых пластин на станке, предназначены показанные на фиг.1 сопла 110, установленные на стенках корпуса 2. Выходящие из сопел 110 струи распыляемой жидкости попадают на противоположные боковые стороны обрабатываемой на станке пластины W или на внешнюю поверхность полировальников 8, 8' и 12, 12'. В качестве распыляемых соплами 110 жидкостей, которые подаются в них из коллекторов 112, используют полировальные суспензии, растворы для химической обработки, эмульсии, жидкости для очистки, промывочные жидкости, охлаждающие растворы, деионизированную воду и их смеси. При необходимости эти жидкости можно инжектировать одновременно через различные сопла или в определенной последовательности через одни и те же или разные сопла. В нижней наклонной стенке 5 расположен патрубок 114, через который из корпуса сливаются инжектируемые в него жидкости. Внутри корпуса можно установить дополнительные сопла, используя их для удаления после выполнения одной или нескольких операций по обработке пластины остатков суспензии или растворов с обрабатывающих пластину элементов, в частности с полировальников и щеток, а также с других деталей, таких как оправки, корпуса механизма привода, ролики и рычаги поворота роликов. Для подачи технологических жидкостей в коллекторы 112 можно использовать обычную систему, состоящую из различных трубопроводов, в том числе и соединенных с коллекторами, клапанов, насосов, емкостей, фильтров и отстойников (на чертежах не показаны). Управлять работой такой системы, меняя последовательность инжекции жидкостей и их расход, можно вручную или в другом варианте автоматически с помощью компьютера с заложенной в него программой управления клапанами, насосами и исполнительными механизмами.
Устройства для зачистки (заточки) полировальников
При необходимости предлагаемый в изобретении станок можно оборудовать показанными на фиг.1 и 3 выдвижными устройствами 116 для зачистки (заточки) полировальников, шарнирно закрепленными на внутренних стенках корпуса 2 рядом с каждым полировальником. Основным элементом такого устройства 116 является горизонтальный нож 118, длина которого равна по существу длине расположенного рядом полировальника. Каждый нож 118 шарнирно крепится к расположенной над ним точке 120 опоры, относительно которой он может поворачиваться в направлении соседнего полировальника исполнительным механизмом 122. Исполнительный механизм 122 можно выполнить в виде обычного электромагнита с соединенным с внешней стороной ножа 118 выдвижным штоком 124, поворачивающим нож в направлении полировальника на угол D. Для зачистки полировальника одновременно необходимо повернуть на угол Е или Е' корпус 16, 16' и прижать соответствующий полировальник (8 или 10) к выдвинутому в рабочее положение ножу 116. Углы D и Е и размеры устройства для зачистки полировальников выбираются таким образом, чтобы во время обработки зачистки (заточки) любого из полировальника 8 и 10 он не касался боковой поверхности полупроводниковой пластины W. Иными словами, для того, чтобы во время зачистки (заточки) полировальника обрабатываемая на станке пластина могла оставаться на месте, обрабатываемый полировальник должен занимать "нейтральное" положение. По окончании операции зачистки (заточки) полировальников ножи 118 возвращаются исполнительными механизмами 122 путем поворота в соответствующую сторону в исходное (нерабочее) положение.
На фиг.10 в аксонометрической проекции показан узел 200 обработки полупроводниковых пластин, выполненный в соответствии с одним из вариантов. В этом узле 200 имеется корпус 2, внутри которого расположено само устройство 210 обработки пластин. В верхней части корпуса 2 выполнено отверстие 204, через которое при необходимости поднимаемую вверх полупроводниковую пластину можно перенести в другой узел станка для выполнения другой технологической операции. В принципе корпус устройства 210 для обработки пластин можно выполнить полностью закрытым без всякого отверстия в его верхней стенке. Корпус 2 имеет также дверцу 202, обеспечивающую возможность доступа внутрь корпуса для обслуживания расположенных в нем узлов и деталей устройства для обработки пластин, а также для замены щеток или полировальников и соответствующих оправок.
Во время работы дверцу 202 держат закрытой для того, чтобы из корпуса наружу не попадали различного рода частицы и пыль, образующаяся при обработке пластин. В предпочтительном варианте в дверце 202 выполнена узкая прорезь 206, через которую внутрь корпуса узла 200 для обработки пластин можно вставить обрабатываемую пластину W. Через эту же прорезь 206 обработанную пластину можно извлечь из корпуса. В другом варианте (на чертежах не показан) дверцу 202 предлагается выполнить с раздвижными панелями, позволяющими во время обработки пластины держать прорезь 206 закрытой. Как уже указывалось выше, обработка пластин в устройстве 200 их обработки осуществляется закрепленными на оправках 10 и 14 полировальниками 8. В данном случае обе группы оправок 10 и 14 снабжены полировальниками 8, что позволяет окончательно обрабатывать или полировать пластину (в зависимости от требований) с помощью нижних или верхних оправок. Как уже отмечалось выше, пластина во время обработки поднимается вверх и опускается вниз и в итоге обрабатывается с определенным смещением от центра. Во время обработки пластины на полировальники 108 из сопел 110 направляют струи соответствующей жидкости. Сопла 110 можно соединить с источником соответствующей жидкости, например деионизированной воды, растворов для химической обработки или суспензии, выбор которой зависит от характера выполняемой операции. В предлагаемом в этом варианте устройстве 110 для обработки пластин имеется также выравнивающее пластину прижимное устройство 26, предназначенное для прижатия к верхнему краю пластины верхнего ролика 25. Для перемещения пластины в вертикальном направлении, определяемом выбранным режимом обработки, и съема соответствующего количества материала с разных в радиальном направлении участков поверхности пластины предназначен линейный исполнительный механизм 84 (который предпочтительно выполнен в виде линейного шагового двигателя). Более подробно конструкция линейного исполнительного механизма показана на фиг.11А. На этом чертеже показан также механизм 21 привода всех опорно-приводных роликов 6.
На фиг.11А конструкция устройства 210 обработки пластин показана более подробно. Основными элементами устройства 210 обработки пластин являются блоки 212 спаренных обрабатывающих пластину элементов. Каждый такой блок 212 состоит из двух обрабатывающих пластину элементов, расположенных у одной из боковых сторон пластины W. В данном случае такими обрабатывающими пластину элементами являются полировальник, расположенный на оправке 10, и щетка 12b, которые соединены с расположенными в корпусе 16 элементами привода. У противоположной стороны пластины расположен другой блок 212 с расположенной внизу оправкой 10 с полировальником и расположенной вверху щеткой 12b.
На основании этого чертежа можно сделать вывод о том, что конструктивно устройство 210 обработки пластин можно выполнить по-разному. Так, например, блок 212 обрабатывающих пластину элементов может содержать показанные на фиг.10 оправки с полировальниками 8. В варианте, показанном на фиг.11А и 11Б, в нижней части блока 212 расположена оправка 10, а в верхней части - щетка 12b. При использовании щетки 12b оправку необходимо заменить обычным стержнем для крепления щетки, соединенным с соответствующими деталями привода, расположенными в корпусе 16. В одном из вариантов в качестве щеток используют щетки, изготовленные из материала на основе поливинилового спирта. Такой материал, используемый для изготовления щеток, должен быть достаточно мягким во избежание повреждения исключительно чувствительной к повреждениям поверхности пластины и одновременно должен обеспечить хороший механический контакт щетки с поверхностью пластины и удаление с нее осадка, химикалий и различных частиц. Применение материала на основе поливинилового спирта для изготовления щеток в различных системах очистки описано в патенте US 5875507, который в качестве ссылки включен в настоящее описание. В одном из вариантов предлагается использовать стержень 12а, на который устанавливается щетка, для подачи через него в зону очистки различных жидкостей.
Как уже отмечалось выше, в линейном исполнительном механизме 84 имеется шток 86, который соединен с исполнительным рычагом 88. Линейный исполнительный механизм 84, его шток 86 и исполнительный рычаг 88 предназначены для поворота рычагов 20 с опорно-приводными роликами и перемещения в вертикальном направлении пластины W, которая поднимается вверх или опускается вниз в зависимости от расположения (по центру или со смещением от центра) подлежащего обработке (отделке, полировке или зачистке) участка пластины. Вращение опорно-приводных роликов 6 осуществляется двигателями 66, соединенными с ними расположенными в поворотных рычагах 20 и показанными на фиг.11Б деталями привода роликов.
Как показано на фиг.11А, блоки 212 обрабатывающих пластину элементов станка приводятся во вращение и поворачиваются относительно пластины механизмом 17 привода и поворота обрабатывающих элементов станка. В показанном на этом чертеже механизме 17 привода и поворота обрабатывающих пластину элементов станка имеется несущий кронштейн 32. Кронштейн 32 служит опорой для двух наружных валов 30 механизма поворота обрабатывающих пластину элементов. Каждый из этих валов 30 проходит через кронштейн 32 и соединен с блоком 212 обрабатывающих пластину элементов станка. Внутри каждого вала 30 проходит трансмиссионный вал 28. Вращение обрабатывающих пластину элементов осуществляется от приводных двигателей 34 приводными ремнями 38, надетыми соответственно на ведущий и ведомый шкивы 36 и 40 ременной передачи. Вращающийся ведомый шкив 40 ременной передачи приводит во вращение трансмиссионный вал 28, который через расположенную внутри рычага 16 передачу соединен с соответствующим обрабатывающим пластину элементом станка. При наличии такой передачи внутренний трансмиссионный вал 28 приводит во вращение пару соответствующих обрабатывающих пластину элементов, в данном случае оправки 10 с полировальником и щетки 12b.
Передачу, соединяющую внутренний трансмиссионный вал 28 с оправкой и щеткой, можно выполнить в виде нескольких зубчатых колес, расположенных в корпусе 16. Вращение этих зубчатых колес сопровождается вращением щетки 12b и оправки 10 с полировальником. На фиг.11А и 11Б показаны блоки 212 обрабатывающих пластину элементов, у которых оправки 10 с полировальниками прижаты к обеим боковым сторонам пластины W, а щетки 12b находятся на некотором расстоянии от пластины. Очевидно, что, повернув корпус 16 в другую сторону, к обеим сторонам пластины можно подвести щетки 12b. При очистке щетками боковых сторон пластины полировальники оправок 10 не будут касаться пластины и будут находиться от нее на некотором расстоянии. Механизм поворота корпусов 16 выполнен, о чем подробнее сказано выше, таким образом, что пластины могут касаться только либо полировальники оправок 10, либо щетки 12b.
Способы обработки полупроводниковых пластин
Одним из предлагаемых в настоящем изобретении способов обработки полупроводниковых пластин является способ нецентральной полировки пластин, который по сравнению с обычным способом центрального полирования обеспечивает в целом более равномерное в радиальном направлении удаление материала с поверхности боковой стороны полируемой пластины. До полирования боковые стороны пластины можно выровнять обычным методом выравнивания плоскостей, например полированием химико-механическим методом (ХМП). В одном из вариантов предлагаемый в изобретении способ нецентрального полирования позволяет получать полированную поверхность, которая по своей геометрии практически не отличается от исходной плоской поверхности. Некоторые примеры центральной (по диаметру) и нецентральной полировки пластин характеризуются данными, приведенными на фиг.6-9.
На приведенных на фиг.6 графиках, построенных на основании данных, полученных в результате проведения четырех опытов по полировке пластины известным в настоящее время способом центрального полирования, показано количество материала, снимаемого в разных в радиальном направлении точках поверхности пластины. По вертикальной оси на этих графиках указано количество снимаемого с пластины материала, измеренное в ангстремах (10-10 м), а по горизонтальной оси указан радиус, на котором расположена точка измерений (всего измерения проводили в 121 точке, которые были равномерно распределены по диаметру пластины, кроме точек, расположенных в пределах 5 мм от края пластины). Показанные на фиг.6 графики свидетельствуют о том, что при центральном полировании, когда линия контакта полировальника с поверхностью пластины проходит через центр пластины, с центральной части пластины удаляется существенно больше материала, чем с ее расположенных у внешнего края участков.
При круговом полировании скорость вращения полировальников обычно превышает скорость полируемой пластины. Полировальники прижимаются к боковым сторонам пластины обычно с равными усилиями и вращаются в противоположных направлениях с линейной скоростью, направленной по линии контакта полировальника с пластиной вниз или в сторону пластины по мере уменьшения в направлении вращения расстояния между внешней поверхностью полировальника и поверхностью пластины. Абсолютное количество материала, удаляемого в процессе полирования с разных точек поверхности пластины, зависит от целого ряда факторов, в том числе от продолжительности полирования, давления в зоне контакта полировальника с пластиной, материала полировальника, скорости его вращения, скорости вращения пластины и состава полировальной суспензии. При полировании пластины обычным способом центрального полирования количество материала, удаляемого с центрального участка пластины, на порядок превышает количество материала, удаляемого с периферии пластины, о чем свидетельствует наличие на показанных на фиг.6 графиках пиков между точками 50 и 70. При таком характере удаления материала с поверхности центрально полируемой пластины ее боковые стороны будут иметь профиль, обратный кривым, показанным на фиг.6. Иными словами, в результате удаления сравнительно большого количества материала с центральной части пластины ее боковые поверхности после полирования приобретают вогнутую или "похожую на тарелку" форму. Таким образом, при заданном режиме (параметрах) центрального полирования процесс удаления материала с боковой поверхности пластины по длине линии контакта полировальника с пластиной носит явно выраженный неравномерный характер.
Результаты опытов, приведенные на фиг.7А и 7Б, свидетельствуют о том, что при центральном полировании удаление материала в точках, равноудаленных в радиальном направлении от центра пластины, носит практически равномерный характер со случайными умеренными отклонениями от средней величины. На фиг.7А показано 49 точек, в которых при проведении четырех разных опытов измеряли количество материала, удаляемого с пластины при центральном полировании. На фиг.7Б в виде графиков показаны полученные при проведении четырех опытов данные о количестве материала, удаленного с пластины в разных точках ее поверхности (измеренного в ангстремах изменения толщины пластины от ее среднего значения). На фиг.7А показаны: точка (1), расположенная в центре пластины, точки (2-9), расположенные с равным шагом на окружности, радиус которой равен одной трети радиуса пластины, точки (10-25), расположенные с равным шагом на окружности, радиус которой равен двум третям радиуса пластины, и точки (26-49), расположенные с равным шагом на окружности, отстоящей на 5 мм от внешнего края пластины. Масштаб по оси ординат, выбранный для построения графиков, показанных на фиг.7Б, позволяет показать количество материала, удаленного с отполированных пластин в точках 2-49, но при этом на графиках не показано количество удаленного в центре пластин (точка 1) материала, которое, как указано выше, на порядок превышает количество материала, удаленного с большей части поверхности пластин. Как показано на фиг.7Б, количество материала, удаленного с поверхности пластин в результате их полировки, можно разделить на три явно выраженных зоны, соответствующих трем концентричным кольцам, в которых лежат точки, в которых проводились измерения. Отклонения в пределах каждой из этих зон от среднего значения носят случайный характер и говорят об отсутствии какой-либо закономерности в изменении результатов измерений в угловом направлении.
При предлагаемом в изобретении нецентральном полировании абсолютное количество материала, удаляемого с поверхности пластины в каждой ее точке, зависит, как и при центральном полировании, от многих, перечисленных выше при рассмотрении данных, приведенных на фиг.6, 7А и 7Б, факторов. Однако при нецентральном полировании предлагаемым в изобретении способом количество материала, удаляемого с поверхности пластины, зависит также от движения пластины относительно линии контакта с полировальником. Предлагаемый в изобретении станок позволяет контролировать движение пластины относительно используемых для ее обработки элементов станка, в частности полировальников. Контролируя движение пластины относительно полировальников, можно управлять процессом удаления материала с различных участков поверхности пластины и изготавливать пластины с плоской или имеющей другую необходимую форму поверхностью.
Режим контролируемого движения пластины можно выбирать таким образом, чтобы при перемещении пластины вверх или вниз относительно полировальников ее боковые поверхности приобретали необходимую форму. Для обработки всей поверхности пластины линия контакта полировальника с пластиной в некоторый момент времени в процессе полирования должна проходить через центр пластины, т.е. иметь в радиальном направлении нулевое смещение относительно центра. Очевидно, что режим движения пластины можно задать таким образом, чтобы полировка пластины начиналась в центре пластины в момент прохождения через центр линии контакта пластины с полировальником и продолжалась по мере приближения полировальника к краю пластины или же, наоборот, начиналась с края пластины и продолжалась в направлении ее центра.
Очевидно также, что удалить с поверхности пластины необходимое количество материала можно, регулируя соответствующим образом отдельно или совместно и другие параметры режима полирования, например скорость вращения полировальника, скорость вращения пластины, давление по линии контакта полировальника с пластиной. Регулировать движение пластины относительно полировальников, а также менять другие параметры режима полирования можно по заложенной в компьютер программе управления различными средствами и устройствами управления, предназначенными для изменения режима полирования. С помощью таких средств и устройств управления можно, например, управлять по отдельности или одновременно работой линейного исполнительного механизма 84, предназначенного для подъема или опускания пластины, работой приводных двигателей 66, 66', приводящих во вращение опорно-приводные ролики, работой линейного исполнительного механизма 56, предназначенного для поворота корпусов 16, 16' механизма привода и поворота обрабатывающих пластину элементов станка, и работой двигателей 34, 34', которыми эти элементы приводятся во вращение.
Предлагаемый в изобретении способ нецентрального полирования позволяет компенсировать неравномерную в радиальном направлении скорость удаления материала с поверхности пластины путем перемещения пластины относительно полировальников и изготавливать полупроводниковые пластины с полированной плоской поверхностью или поверхностью иной заданной формы. Регулирование скорости перемещения пластины относительно полировальников (или других параметров режима полирования, которые оказывают на процесс полирования такой же эффект, что и скорость перемещения пластины) позволяет удалять материал с разных по радиусу участков поверхности пластины со скоростью, необходимой для придания поверхности пластины требуемой формы. При необходимости параметры режима полирования можно регулировать таким образом, чтобы скорость удаления материала была одинаковой во всех точках полируемой поверхности пластины. Такое регулирование режима полирования может оказаться целесообразным при полировке пластин с выровненными по плоскости поверхностями. В другом варианте путем регулирования параметров режима полирования можно добиться того, чтобы на разных участках поверхности пластины скорость удаления материала была разной. Такое регулирование режима полирования может оказаться целесообразным при полировке пластин с неплоскими боковыми поверхностями, например вогнутыми или выпуклыми, и изготовлении пластин с по существу выровненными по плоскости боковыми поверхностями.
Скорость удаления материала с пластины при том или ином режиме полирования можно определить на основании опытных данных. Так, в частности, на фиг.8А и 8Б показана зависимость скорости удаления материала с поверхности пластины (выраженной в ангстремах в минуту или  от радиуса обработки для пластин диаметром 200 мм, отполированных центральным полированием по обычной технологии. Пластины полировали с использованием полировальной суспензии на описанном выше станке при скорости вращения полировальников, равной 200 об/мин. Скорость вращения пластины изменяли с 30 об/мин (фиг.8А) до 50 об/мин (фиг.8Б). Приведенные на фиг.8А и 8Б графики свидетельствуют о существенно нелинейной зависимости скорости удаления материала от радиуса обработки с резким увеличением не показанной на графиках скорости удаления материала в центре пластин (в зоне с радиусом около 5 мм).
от радиуса обработки для пластин диаметром 200 мм, отполированных центральным полированием по обычной технологии. Пластины полировали с использованием полировальной суспензии на описанном выше станке при скорости вращения полировальников, равной 200 об/мин. Скорость вращения пластины изменяли с 30 об/мин (фиг.8А) до 50 об/мин (фиг.8Б). Приведенные на фиг.8А и 8Б графики свидетельствуют о существенно нелинейной зависимости скорости удаления материала от радиуса обработки с резким увеличением не показанной на графиках скорости удаления материала в центре пластин (в зоне с радиусом около 5 мм).
На фиг.9А и 9Б показана зависимость скорости удаления материала с поверхности пластины (А/м) от радиуса обработки для пластин диаметром 200 мм, отполированных предлагаемым в изобретении способом нецентрального полирования. Пластины полировали в том же режиме, что и при центральном полировании (фиг.8А и 8Б), за исключением того, что во время полировки пластины перемещались с постоянной скоростью относительно полировальников (за исключением участка, непосредственно примыкающего к центру пластины, и внешнего края пластины). Кроме того, в обоих опытах полировальники вращались со скоростью 600 об/мин, а пластины - со скоростью 30 об/мин. В процессе полирования пластины перемещали относительно полировальников со скоростью 10 дюймов в минуту (дюйм/мин) (фиг.9А) и 40 дюймов/мин (фиг.9Б).
Скорость удаления материала с поверхности пластины при нецентральном полировании (кривые, показанные на фиг.9А и 9Б) изменяется в радиальном направлении намного меньше, чем при центральном полировании обычным способом (кривые, показанные на фиг.8А и 8Б). Наличие небольшого наклона кривых, показанных на фиг.9А и 9Б, говорит о некотором увеличении при нецентральном полировании скорости удаления материала с поверхности пластины по мере приближения к краю пластины. Кроме того, при более высокой скорости перемещения пластины относительно полировальников (40 дюймов/мин) удаление с поверхности пластины материала происходит в среднем со скоростью около  (фиг.9Б), а при более низкой скорости (10 дюймов/мин) - со скоростью около
(фиг.9Б), а при более низкой скорости (10 дюймов/мин) - со скоростью около  (фиг.9А). Иными словами, увеличение скорости перемещения пластины относительно полировальников сопровождается некоторым снижением скорости удаления материала с поверхности пластины. Учитывая, однако, что четырехкратное увеличение скорости перемещения пластины относительно полировальников снижает скорость удаления материала с поверхности пластины всего на 25%, можно сделать вывод о том, что скорость перемещения пластины относительно полировальников не является доминирующим фактором, от которого зависит скорость удаления материала с пластины во время ее полировки. Основным фактором, от которого зависит суммарное количество материала, удаляемого в процессе полировки с любого в радиальном направлении участка поверхности пластины, является общая продолжительность процесса полировки или время обработки пластины.
(фиг.9А). Иными словами, увеличение скорости перемещения пластины относительно полировальников сопровождается некоторым снижением скорости удаления материала с поверхности пластины. Учитывая, однако, что четырехкратное увеличение скорости перемещения пластины относительно полировальников снижает скорость удаления материала с поверхности пластины всего на 25%, можно сделать вывод о том, что скорость перемещения пластины относительно полировальников не является доминирующим фактором, от которого зависит скорость удаления материала с пластины во время ее полировки. Основным фактором, от которого зависит суммарное количество материала, удаляемого в процессе полировки с любого в радиальном направлении участка поверхности пластины, является общая продолжительность процесса полировки или время обработки пластины.
В одном из вариантов используется полировальник, который по длине целиком перекрывает хорду пластины для всех возможных положений полировальника в процессе перемещения относительно него обрабатываемой пластины, в результате чего контакт полировальника с пластиной сохраняется в течение всего времени обработки. При этом при любом конкретном положении полировальника относительно подвижной пластины полироваться будет внешняя по отношению к линии контакта часть поверхности пластины, т.е. расположенная дальше от центра, чем линия контакта, часть поверхности пластины. С другой стороны, при том же положении подвижной пластины относительно полировальника внутренняя или расположенная ближе к центру, чем линия контакта, часть поверхности пластины полированию при этом подвергаться не будет. Как показано на фиг.6-8, скорость удаления материала с поверхности пластины не обязательно должна быть одинаковой по всей длине линии контакта.
Обработку пластин методом нецентрального полирования можно производить в определенном режиме или по определенной программе поступательного перемещения пластины по высоте, в соответствии с которой в процессе полирования происходит изменение во времени положения пластины относительно полировальников. В одном из вариантов для нецентрального полирования пластин используется программа поступательного перемещения пластины, в соответствии с которой с каждого в радиальном направлении участка пластины удаляется одно и то же количество материала и толщина пластины в радиальном направлении уменьшается на одну и ту же величину. В другом варианте при нецентральной полировке пластины используется другая программа поступательного перемещения пластины, в соответствии с которой с разных в радиальном направлении участков поверхности пластины удаляется разное количество материала и толщина пластины в радиальном направлении уменьшается на различную величину.
В одном из вариантов осуществления предлагаемого в изобретении способа нецентрального полирования пластин каждую боковую сторону вертикально расположенной пластины обрабатывают цилиндрическим элементом, обрабатывающим пластину в зоне по существу линейного контакта. При вращении пластины по крайней мере один из параметров режима обработки регулируют таким образом, чтобы при перемещении зоны контакта из первого положения во второе удаление с поверхности пластины материала происходило с разной скоростью. В одном из вариантов изменение скорости удаления материала при поступательном перемещении пластины происходит таким образом, чтобы пластина после обработки имела по существу одинаковую толщину. Регулируемым параметром режима обработки пластины может быть давление, с которым к пластине прижимается обрабатывающий ее элемент, скорость вращения пластины, скорость вращения обрабатывающих пластину элементов и скорость, с которой расположенные на противоположных боковых сторонах пластины зоны контакта перемещаются из первого положения во второе.
В одном из вариантов в первом положении зона контакта проходит через центр пластины, а во втором положении она проходит на некотором расстоянии от центра пластины, например недалеко от ее края. Перемещение зон контакта из первого положения во второе происходит при опускании или подъеме пластины. В одном из вариантов скорость поступательного движения пластины в вертикальном направлении и перемещения зон контакта из первого положения во второе регулируется таким образом, чтобы пластина после обработки имела во всех точках одну и ту же толщину. Зная на основании результатов опытов фактическое изменение в радиальном направлении скорости удаления материала с поверхности пластины при определенном режиме полирования, всегда можно разработать такую программу поступательного перемещения пластины, при выполнении которой обработанная пластина имела бы одну и ту же толщину в любой ее точке. Альтернативно этому при изготовлении пластин равной толщины менять положение по высоте полируемой пластины (поднимая ее вверх или опуская вниз) можно и с постоянной скоростью, регулируя при этом один или несколько других параметров режима полирования, например давление прижатия к пластине полировальников, скорость вращения пластины или скорость вращения полировальников. Таким образом, предлагаемый в изобретении способ нецентрального полирования можно использовать для изготовления из пластин с незначительно вогнутой и выпуклой боковой поверхностью пластин с практически абсолютно плоской боковой поверхностью.
В настоящем изобретении предлагается также способ обработки полупроводниковой пластины, заключающийся в выполнении в одном корпусе двух операций обработки расположенной вертикально пластины. Для такой обработки пластины используют два блока обрабатывающих пластину элементов, например показанные на фиг.11А блоки 212, расположенные внутри одного корпуса у противоположных боковых сторон пластины. Каждый такой блок состоит из первого и второго элементов для обработки пластины. В качестве таких элементов можно использовать, например, цилиндрические полировальники и цилиндрические щетки. Расположенная вертикально между блоками обрабатывающих элементов пластина приводится во вращение имеющимся на станке механизмом привода пластины.
Для выполнения первой операции обработки пластины блоки обрабатывающих ее элементов ориентируются таким образом, чтобы их первые обрабатывающие пластину элементы касались противоположных боковых сторон расположенной вертикально вращающейся пластины. В одном из вариантов для выполнения первой операции блоки обрабатывающих пластину элементов поворачиваются в первом направлении до соприкосновения первых обрабатывающих пластину элементов с противоположными боковыми сторонами вращающейся пластины. После выполнения первой операции блоки обрабатывающих пластину элементов ориентируются таким образом, чтобы противоположных боковых сторон расположенной вертикально вращающейся пластины касались их вторые обрабатывающие пластину элементы. В одном из вариантов для выполнения второй операции блоки обрабатывающих пластину элементов поворачиваются в другом, противоположном первому направлении до соприкосновения с противоположными боковыми поверхностями вращающейся пластины вторых обрабатывающих пластину элементов.
Блоки обрабатывающих пластину элементов можно выполнить таким образом, чтобы, используя их, можно было выполнять любую необходимую комбинацию операций по обработке пластины. В одном из вариантов при выполнении первой такой операции производится чистка пластины, и в этом случае в качестве первых обрабатывающих пластину элементов используются цилиндрические щетки. В этом варианте при выполнении второй операции производится полировка пластины и поэтому в качестве вторых обрабатывающих платину элементов используются цилиндрические полировальники. При необходимости эти операции можно выполнять в обратном порядке, т.е. сначала полировать боковые поверхности пластины, а затем очищать их.
В другом варианте при выполнении и первой и второй операций обработки пластины производится чистка. При этом, например, при выполнении первой операции очистки пластины с нее удаляют сравнительно крупные частицы, а при выполнении второй операции - сравнительно мелкие частицы. Еще в одном варианте при выполнении первой и второй операций производится полировка пластины. При этом, например, на первой операции полировки с боковых поверхностей пластины удаляется необходимое количество материала, а на второй производится их окончательная доводка.
При необходимости при нецентральной обработке пластины предлагаемым в изобретении способом перемещать пластину в вертикальном направлении, т.е. поднимать ее или опускать, можно в процессе ее обработки находящимися с ней в контакте первыми или вторыми обрабатывающими элементами. Для перемещения пластины в вертикальном направлении можно использовать выполненный соответствующим образом механизм привода и поворота приводимой во вращение ее внешним краем пластины. В одном из вариантов, когда обе операции обработки пластины заключаются в ее полировании, пластина поступательно перемещается в вертикальном направлении во время выполнения по крайней мере одной операции полировки.
Обработанную на предлагаемом в изобретении станке и/или одним из предлагаемых в изобретении способов полупроводниковую пластину можно затем подвергать дополнительной обработке на соответствующих хорошо известных технологических операциях. К таким операциям относятся, в частности, осаждение или напыление на поверхность пластины оксидных материалов и электропроводных материалов (например алюминия, меди, смесей алюминия и меди и т.д.). При обработке полупроводниковых пластин способом, известным как обработка "обратной стороны" пластины, выполняются также различные операции травления поверхности пластины. Операции травления выполняются при изготовлении интегральных схем и создания межсоединений, состоящих из металлизированных дорожек, сквозных отверстий и других элементов топологии схемы. Для повышения эффективности всего технологического процесса изготовления полупроводниковых пластин в промежутке между этими операциями обычно выполняют и определенные операции полирования химико-механическим методом (ХМП), позволяющие выровнять плоскость поверхности пластины. При изготовлении интегральных схем после каждой такой операции до перехода к выполнению следующей операции пластину необходимо полировать и очищать. Окончательно обработанную пластину разрезают на отдельные кристаллы или отдельные интегральные микросхемы. Такие микросхемы помещают затем в соответствующий корпус и объединяют друг с другом в окончательно готовое устройство, например передаваемое заказчику или поступающее в продажу электронное устройство.
Таким образом, в настоящем изобретении предлагаются способ и станок для полирования, выравнивания плоскости, очистки и промывки полупроводниковых пластин и других аналогичных изделий. В приведенном выше описании рассмотрено несколько конкретных вариантов осуществления изобретения. Очевидно, однако, что на основании приведенного выше описания возможны и другие варианты осуществления изобретения. Рассмотренные выше варианты и некоторые особенности изобретения являются только иллюстративными примерами возможной реализации изобретения, объем которого определяется только формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2066614C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ВЫПУКЛЬ[Х И ВОГНУТЫХ СФЕРИЧЕСКИХ И ПЛОСКИХ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХДЕТАЛЕЙ | 1964 |
|
SU161258A1 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ЖЕЛОБОВКОЛЕЦ ПОДШИПНИКОВ | 1971 |
|
SU426803A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2552205C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Станок для загибки и отрезки концов двухветвевых плоских спиралей | 1978 |
|
SU745573A1 |
| Устройство для шлифования и полирования деталей | 1981 |
|
SU971637A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |

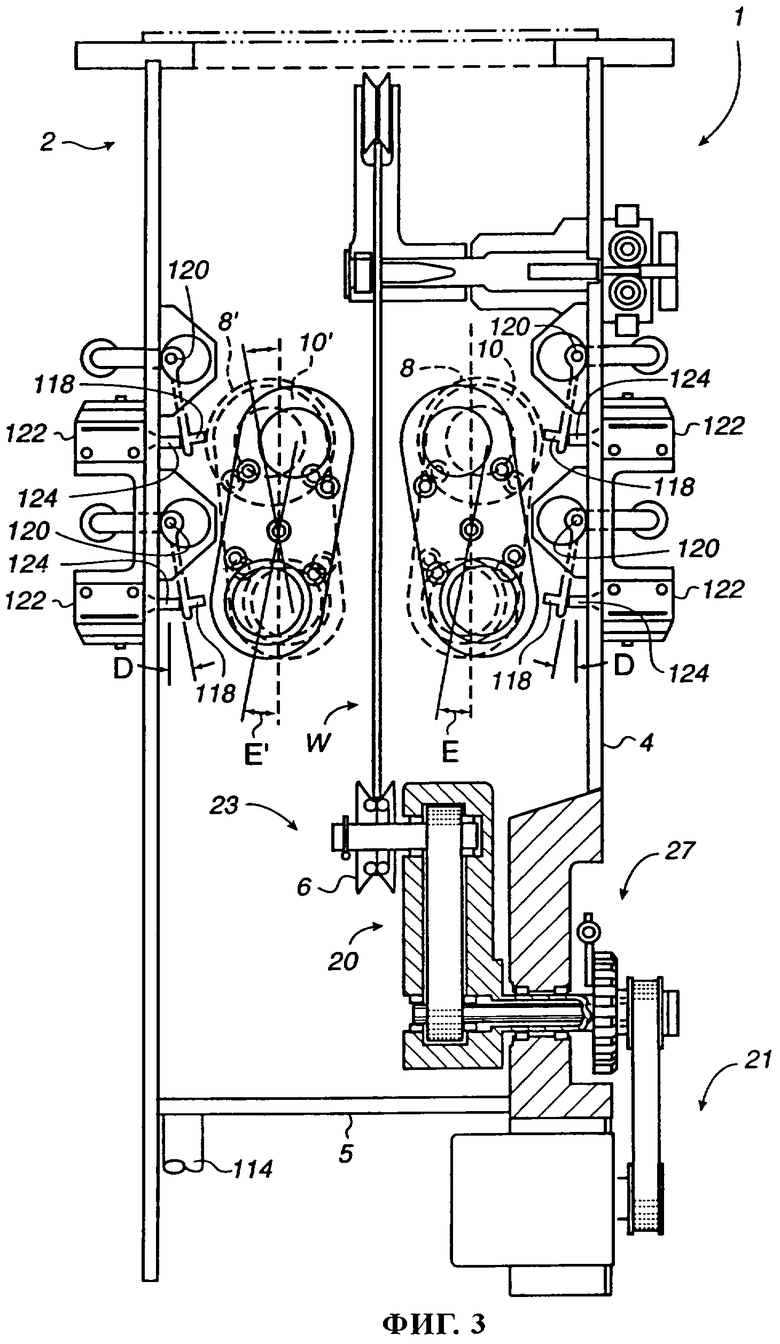


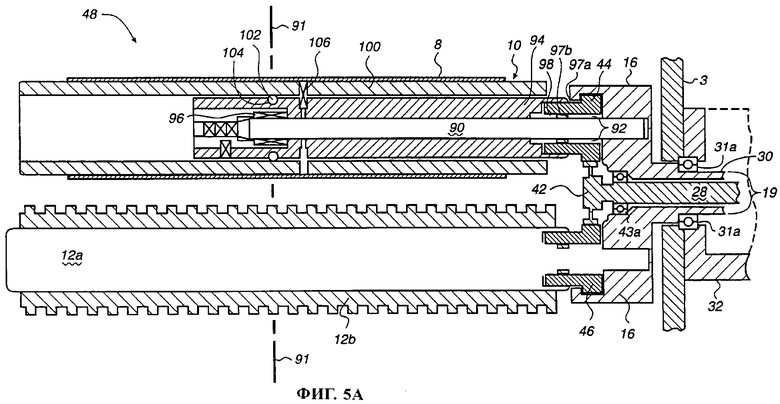


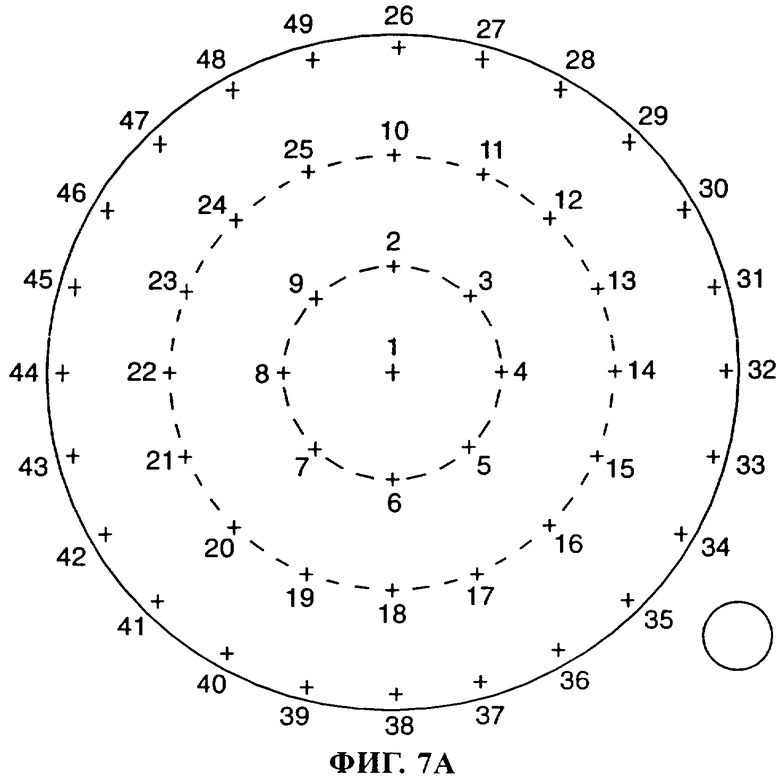

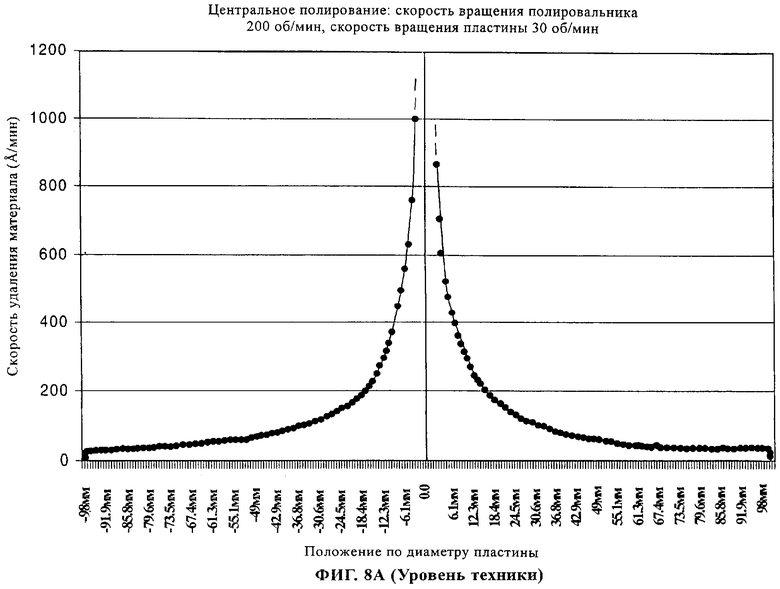
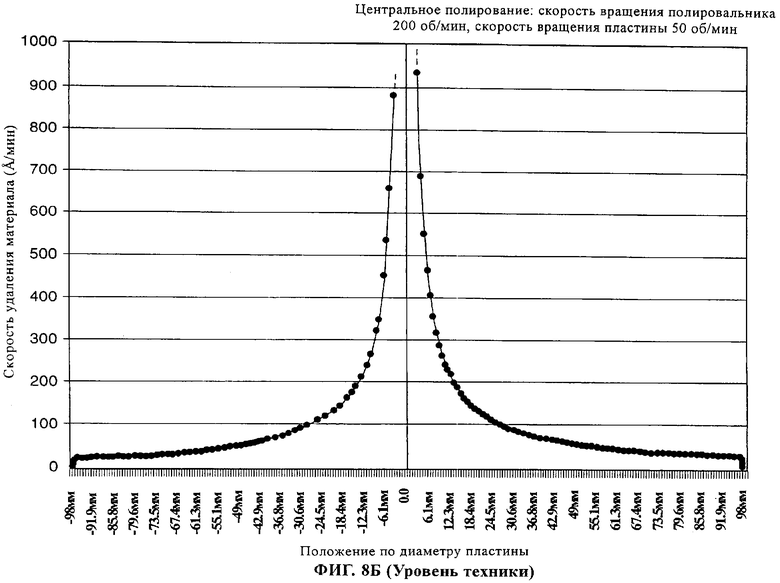


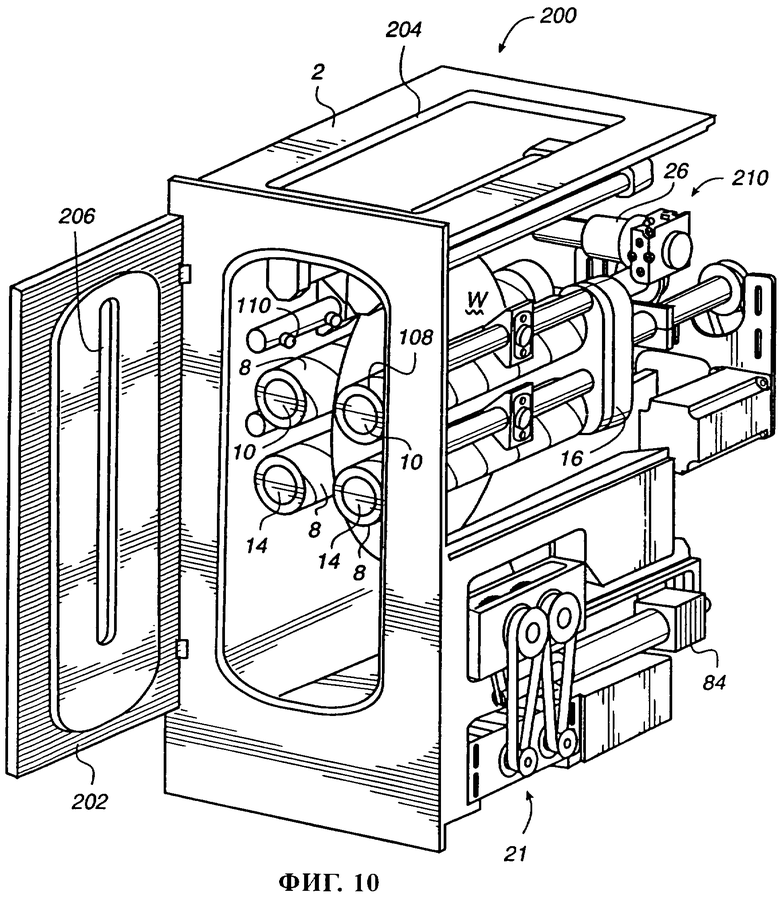


Использование: для обработки полупроводниковых пластин. Сущность изобретения: станок для обработки полупроводниковых пластин содержит пару опорно-приводных роликов, которые служат опорами для вертикально расположенной полупроводниковой пластины и приводятся во вращение соединенным с ними приводным ремнем. Станок также содержит два расположенных друг напротив друга подвижных обрабатывающих пластину блока, каждый из которых содержит первый и второй обрабатывающие элементы, которые производят обработку пластин при их установке в первом и втором положении. Представлен также второй вариант станка для обработки полупроводниковых пластин и узел крепления самоцентрирующейся оправки. Техническим результатом изобретения является разработка станка для круговой обработки полупроводниковых пластин, на котором можно было бы изготавливать пластины с требуемой формой боковых поверхностей при минимальном количестве остающихся на них после обработки круговых царапин и выполнении большого количества технологических операций без перемещения пластины из одной позиции в другую. 3 н. и 19 з.п. ф-лы, 11 ил.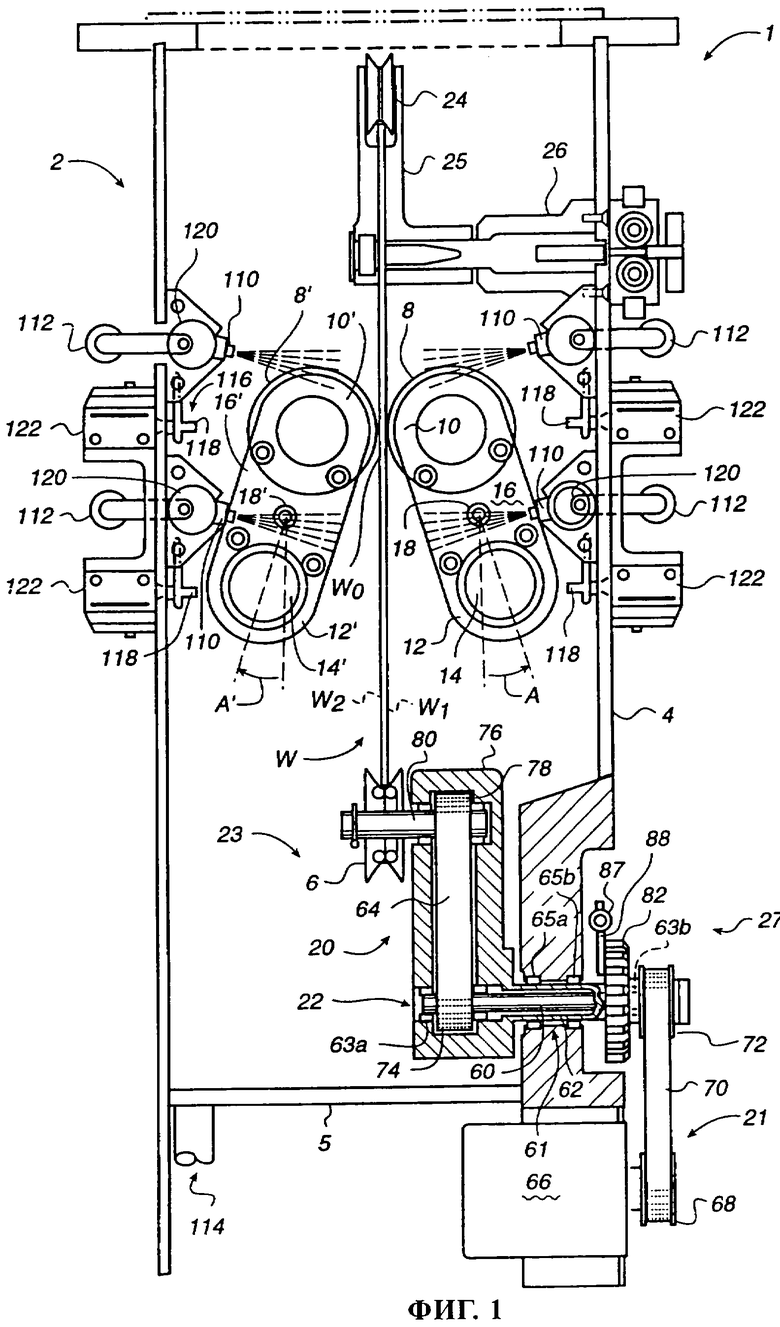
| WO 9940611 А, 12.08.1999 | |||
| US 5933902 А, 10.08.1999 | |||
| US 4208760 А, 24.06.1980 | |||
| Пакет пружин электромагнитного реле | 1978 |
|
SU718871A1 |
| ЕР 0526245 А, 03.02.1993 | |||
| СПОСОБ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛАСТИН ИЗ ПОЛУПРОВОДНИКОВ | 1989 |
|
SU1771164A1 |

