Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения железа прямого восстановления.
Настоящее изобретение основано на поданной в Японии заявке на японский патент №2007-272552, содержание которой включено в данное описание.
Уровень техники
Известно конвертерное производство стали, использующее в качестве сырья твердый железосодержащий холодный материал, такой как гранулированный чугун, разлитый в литейные формы чугун и скрап чугуноплавильных заводов. При конвертерном производстве стали пыль, получаемую в отдельной емкости для плавления и в отдельной емкости для рафинирования и содержащую железо в качестве основного компонента, подвергают рециклингу.
Для того чтобы использовать такую пыль в качестве сырья, собранную пыль и восстановительный материал смешивают, а затем замешивают; их подвергают процессу агломерации, получая агломерат, а затем агломерат восстанавливают, получая железо прямого восстановления. Поскольку на свойства полученного железа прямого восстановления влияют свойства агломерата, агломерат подвергался различным исследованиям.
Например, в следующем патентном документе 1 описан способ получения агломерата, устойчивого к разрушению в карусельной печи, используемой в качестве печи для прямого восстановления, посредством смешивания и замешивания необработанного агломерата в вибромельнице и покрытия поверхности необработанного агломерата влагой.
Патентный документ 1: Японская нерассмотренная заявка на патент, первая публикация №2002-167624.
Раскрытие изобретения
Задача, решаемая изобретением
Целью способа, описанного в патентном документе 1, является регулирование содержания влаги посредством добавления воды к сырью в вибромельнице для покрытия поверхности сырьевого агломерата влагой. Однако поскольку на измельчающее усилие вибромельницы влияет содержание влаги, необходимо уделять внимание регулированию содержания влаги для поддержания измельчающего усилия вибромельницы.
Настоящее изобретение было разработано с учетом вышеизложенной проблемы, поэтому его целью является разработка способа получения железа прямого восстановления, при этом полученное железо прямого восстановления имеет высокий уровень металлизации и повышенный коэффициент выхода продукта.
Способы решения поставленной задачи
В настоящем изобретении использованы следующие способы решения поставленной задачи и достижения поставленной цели:
(1) Способ получения железа прямого восстановления согласно настоящему изобретению включает следующие стадии: сушка окисленного железного сырья, выбранного из группы, включающей железную руду и пыль получения железа, образующуюся в процессе производства железа, до заданного содержания влаги; смешивание окисленного железного сырья, подвергнутого стадии сушки, и восстановительного материала, имеющего заданное содержания влаги, для получения смеси; измельчение в порошок смеси, полученной на стадии смешивания, для 80% просева с целью получения диаметра частиц, составляющего от 70 до 500 мкм; замешивание смеси после достижения нужного содержания влаги в смеси, подвергнутой стадии измельчения в порошок; агломерация смеси, подвергнутой стадии замешивания, для получения агломерата; и восстановление агломерата, полученного на стадии агломерации, в карусельной печи для получения железа прямого восстановления.
Примеры пыли получения железа, образующейся в процессе производства железа, включают конвертерную пыль, колошниковую пыль, вторичную окалину, пыль электрической печи и подобное. Примеры восстановительного материала включают уголь, кокс, мелкозернистый углерод и подобное.
(2) В способе получения железа прямого восстановления по п.(1) диаметр частиц смеси, подвергнутой стадии измельчения в порошок, диаметр 80% частиц просева предпочтительно составляет от 150 до 300 мкм.
(3) В способе получения железа прямого восстановления по п.(1) содержание влаги в смеси, подвергнутой стадии измельчения в поршок, предпочтительно составляет от 1 до 3%.
(4) В способе получения железа прямого восстановления по п.(1) на стадии замешивания воду предпочтительно добавляют таким образом, что содержание влаги в смеси, подвергнутой измельчения в порошок, составляет от 6 до 8%.
Результаты, получаемые благодаря использованию настоящего изобретения
Согласно настоящему изобретению может быть получено железо прямого восстановления, имеющее высокий уровень металлизации и повышенный коэффициент выхода продукта.
Краткое описание чертежей
Фиг.1 представляет собой разъясняющую диаграмму, иллюстрирующую технологическую схему конвертерного производства стали;
фиг.2 представляет собой график, иллюстрирующий взаимосвязь между диаметром частиц окисленного железного сырья и уровнем металлизации железа прямого восстановления;
фиг.3 представляет собой график, иллюстрирующий взаимосвязь между диаметром частиц окисленного железного сырья и прочностью на раздавливание таблеток до восстановления;
фиг.4 представляет собой график, иллюстрирующий взаимосвязь между скоростью обработки в шаровой мельнице и коэффициентом измельчения в порошок;
фиг.5 представляет собой график, иллюстрирующий взаимосвязь между содержанием влаги в окисленном железном сырье и диаметром частиц на стороне выхода шаровой мельницы; и
фиг.6 представляет собой технологическую схему, иллюстрирующую способ получения железа прямого восстановления согласно одному варианту осуществления настоящего изобретения.
Описание цифровых обозначений и символов
10: Конвертер для плавки железосодержащего холодного материала
20: Оборудование для десульфурации
30: Конвертер для рафинирования
40: Пылесборник мокрого типа
50: Фильтр-пресс
60: Агломерационное устройство
70: Сушильная печь
80: Печь для прямого восстановления
90: Конвертер для плавки восстановленного железа
Предпочтительные варианты осуществления изобретения
Далее один вариант осуществления настоящего изобретения описан подробно со ссылкой на прилагаемые чертежи. В описании и на чертежах, иллюстрирующих настоящее изобретение, элементы, имеющие по существу одинаковые функции и конструкцию, обозначены одинаковыми цифрами, поэтому их повторное описание отсутствует.
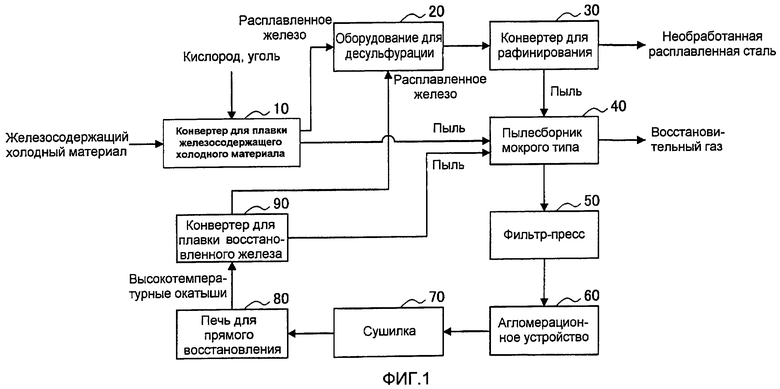
Вначале подробно, со ссылкой на фиг.1 описан вариант, в котором конвертерное производство стали использовано в качестве примера способа получения агломерированного восстановленного железа в карусельной печи. Фиг.1 представляет собой разъясняющую диаграмму, иллюстрирующую технологическую схему конвертерного производства стали.
Кроме того, в приведенном ниже описании раскрыт вариант, согласно которому конвертерную пыль, представляющую собой пыль для железа, используют в качестве окисленного железного сырья, однако настоящее изобретение не ограничивается приведенным ниже примером. Например, в качестве окисленного железного сырья могут быть использованы железная руда или пыль получения железа, такая как конвертерная пыль, колошниковая пыль, вторичная окалина и пыль из электрической печи.
Как показано на фиг.1, конвертерное производство стали осуществляют, в основном используя конвертер 10 для плавки железосодержащего холодного материала в качестве первого плавильного конвертера, оборудование 20 для десульфурации, конвертер 30 для рафинирования, пылесборник 40 мокрого типа, фильтр-пресс 50, агломерационное устройство 60, сушильную печь 70, печь 80 для прямого восстановления и конвертер 90 для плавки восстановленного железа в качестве второго плавильного конвертера.
В конвертер 10 для плавки железосодержащего холодного материала загружают твердый железосодержащий холодный материал, такой как гранулированный чугун, полученный в литейных формах чугун и скрап, образующийся на чугуноплавильных заводах, и, например, для плавки твердого железосодержащего холодного материала используют кислород, инжектируемый через верхнюю продувочную фурму, и уголь, в который в качестве газа-носителя инжектируют газообразный азот или подобное, и подают через донное сопло. Полученное расплавленное железо подают в описанное ниже оборудование 20 для десульфурации при помощи ковша или подобного. Конвертерную пыль, образующуюся вместе с расплавленным железом, собирают описанным ниже пылесборником 40 мокрого типа для рециркуляции.
Оборудование 20 для десульфурации обессеривает расплавленное железо, образующееся в описанных ниже конвертере 10 для плавки железосодержащего холодного материала и конвертере 90 для плавки восстановленного железа. Например, в качестве оборудования 20 для десульфурации используют реактор Kanbara (KR), установку для инжектирования или подобное. Десульфурированное расплавленное железо подают в описанный ниже конвертер 30 для рафинирования.
Конвертер 30 для рафинирования, например, представляет собой конвертер с комбинированным верхним и нижним дутьем или подобное и обеспечивает обезуглероживание расплавленного десульфурированного железа посредством подачи кислорода. Обезуглероженное расплавленное железо используют как необработанную расплавленную сталь. Конвертерную пыль, образующуюся в конвертере 30 для рафинирования, собирают пылесборником 40 мокрого типа для рециркуляции.
Пылесборник 40 мокрого типа представляет собой пылесборник, включающий, например, систему для кислородно-конвертерного газа (OG) и предназначенный для сбора конвертерной пыли, образующейся в конвертере 10 для плавки железосодержащего холодного материала, конвертере 30 для рафинирования и конвертере 90 для плавки восстановленного железа. Собранную конвертерную пыль подают на фильтр-пресс 50.
Фильтр-пресс 50 дегидратирует конвертерную пыль, собираемую пылесборником 40 мокрого типа. Конвертерная пыль, собранная пылесборником 40 мокрого типа, дегидратируется фильтр-прессом 50 таким образом, что содержание в ней влаги снижается приблизительно до 20% в пересчете на влажное вещество. Дегидратированную конвертерную пыль подают в агломерационное устройство 60.
Во время подачи дегидратированной конвертерной пыли в агломерационное устройство 60 к ней в качестве восстановительного материала добавляют углеродистый материал, такой как уголь, после чего смесь загружают в агломерационное устройство 60. Агломерационное устройство 60 агломерирует конвертерную пыль, к которой добавляют восстановительный материал, и производит агломерированный материал в виде окатышей. На данном этапе агломерат представляет собой частицы агрегированных материалов, такие как окатыши, брикеты, прессовки, сформованные в результате экструзии и разрезания, либо агрегированные материалы с контролируемым размером частиц. В агломерационном устройстве 60 конвертерную пыль агломерируют до размера, составляющего не менее диаметра частицы, для того чтобы она не рассеивалась потоком печного восходящего газа при загрузке в горячем состоянии в конвертер 90 для плавки восстановленного железа и описанном ниже нагревании-восстановлении. Полученный агломерат загружают в сушильную печь 70.
В сушильной печи 70 агломерат сушат таким образом, чтобы содержание в нем влаги было подходящим для описанной ниже стадии нагревания-восстановления (например, 1% в пересчете на влажное вещество или менее). Агломерат, содержание влаги в котором доведено до заданного уровня, подают в печь 80 для прямого восстановления.
В печи 80 для прямого восстановления, такой как карусельная печь (RHF), загруженный агломерат нагревают и восстанавливают в атмосфере, нагреваемой работающей на воздухе-LNG (сжиженный природный газ) горелкой, для получения железа прямого восстановления. Полученное железо прямого восстановления, подаваемое, например, в виде высокотемпературных окатышей, загружают в конвертер 90 для плавки восстановленного железа. При загрузке в конвертер 90 для плавки восстановленного железа железо прямого восстановления может быть подано навалом или в виде комков, после чего могут быть поданы кислород, уголь и подобное. В качестве альтернативы железо прямого восстановления может быть последовательно загружено в конвертер 90 для плавки восстановленного железа, снабжаемый кислородом и углем.
Конвертер 90 для плавки восстановленного железа плавит железо прямого восстановления, подаваемое, например, в виде высокотемпературных окатышей, и производит расплавленное железо. Полученное расплавленное железо подают в описанное выше оборудование 20 для десульфурации при помощи ковша или подобного. Конвертерную пыль, образующуюся вместе с расплавленным железом, собирают описанным выше пылесборником 40 мокрого типа для рециркуляции.
Способ получения восстановленного прямым способом железа согласно данному варианту осуществления настоящего изобретения относится к стадиям, осуществляемым, начиная от агломерационного устройства 60 до печи 80 для прямого восстановления с использованием окисленного железного сырья в виде конвертерной пыли, собранной пылесборником 40 мокрого типа и дегидратированной фильтр-прессом 50.
Окисленное железное сырье
Далее окисленное железное сырье, включая конвертерную пыль, образующуюся во время описанного выше конвертерного производства стали, описано подробно со ссылкой на фиг.2-4. Приведенное описание раскрывает вариант, в котором шаровую мельницу, представляющую собой разновидность вибромельницы, используют в качестве мельницы тонкого помола, используемой для измельчения в порошок окисленного железного сырья, однако способ получения железа прямого восстановления согласно настоящему изобретению не ограничивается описываемым вариантом.
Фиг.2 представляет собой график, иллюстрирующий взаимосвязь между диаметром частиц окисленного железного сырья и уровнем металлизации железа прямого восстановления. Фиг.3 представляет собой график, иллюстрирующий взаимосвязь между диаметром частиц окисленного железного сырья и прочностью на раздавливание таблеток до восстановления. Фиг.4 представляет собой график, иллюстрирующий взаимосвязь между скоростью обработки в шаровой мельнице и коэффициентом измельчения в порошок.
Оценка способности к восстановлению на основании разницы диаметра частиц окисленного железного сырья
Полученные таблетки были восстановлены в электрической печи с целью оценки способности к восстановлению на основании разницы диаметра частиц окисленного железного сырья. Полученные результаты представлены на фиг.2. Фиг.2 иллюстрирует взаимосвязь между диаметром частиц окисленного железного сырья, включая углеродистый материал для восстановления, и уровнем металлизации железа прямого восстановления (DRI), полученного посредством нагревания и восстановления окисленного железного сырья. Примеры углеродистого материала для восстановления включают уголь, кокс, мелкозернистый углерод, образующийся в виде остатков во время карбонизации шин, и подобное. Из фиг.2 следует, что чем меньше диаметр частиц окисленного железного сырья, тем сильнее улучшается уровень металлизации железа прямого восстановления, однако уровень металлизации, наоборот, ухудшается в том случае, если диаметр частиц окисленного железного сырья составляет 150 мкм или менее. Это вызвано тем, что по мере уменьшения диаметра частиц площадь границ реакции окисленного железного сырья увеличивается, повышая тем самым скорость восстановления. Однако по мере протекания реакции восстановления образуется газообразный СО. Таким образом, когда диаметр частиц настолько мал, железо прямого восстановления неспособно выдерживать внутреннее давление в момент образования газа и взрывается. Соответственно можно предположить, что уровень металлизации, выражающий способность к восстановлению, снижается. В результате различных верификаций было установлено, что опасность взрыва повышается в том случае, если диаметр частиц составляет менее 150 мкм, при этом существует высокая вероятность взрыва в том случае, если диаметр частиц составляет не более 70 мкм.
На основании полученных результатов было установлено, что железо прямого восстановления, отклонение уровня металлизации которого составляет не более приблизительно 6% и которое имеет высокий уровень металлизации, может быть получено благодаря регулированию диаметра частиц окисленного железного сырья на уровне, составляющем, например, от 70 до 500 мкм, а взрыв железа прямого восстановления может быть подавлен благодаря регулированию нижнего предела диаметра частиц до 70 мкм. Кроме того, было установлено, что железо прямого восстановления, отклонение уровня металлизации которого составляет не более приблизительно 3% и которое имеет высокий уровень металлизации, может быть получено благодаря регулированию диаметра частиц окисленного железного сырья на уровне, составляющем, например, от 150 до 300 мкм, а взрыв железа прямого восстановления может быть подавлен благодаря регулированию нижнего предела диаметра частиц до 150 мкм.
Подобным образом железо прямого восстановления, которое имеет высокий уровень металлизации и отклонение уровня металлизации которого составляет не более приблизительно 6%, может быть получено благодаря регулированию диаметра частиц окисленного железного сырья на уровне, составляющем, например, от 70 до 500 мкм, предпочтительно - от 150 до 300 мкм.
Оценка способности к гранулированию на основании разницы диаметра частиц окисленного железного сырья
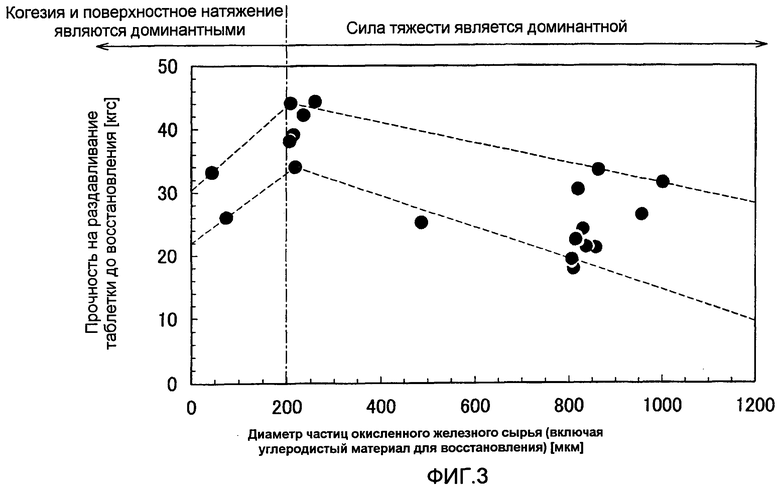
Затем были получены таблетки, прочность на раздавливание которых измеряют с целью оценки их способности к гранулированию на основании разницы диаметра частиц окисленного железного сырья. Полученные результаты представлены на фиг.3. Фиг.3 иллюстрирует взаимосвязь между диаметром частиц окисленного железного сырья, включая углеродистый материал для восстановления, и прочностью на раздавливание таблеток до восстановления, полученных с использованием окисленного железного сырья. На вертикальной оси фиг.3 прочность на раздавливание таблеток до восстановления представлена в таких единицах, как кгс. 1 кгс равен приблизительно 9,8 H.
Прочность на раздавливание таблеток до восстановления измеряют следующим способом.
Вначале окисленное железное сырье, размер частиц которого доведен до заданного уровня, и углеродистый материал для восстановления смешивают и содержание влаги в смеси доводят до 7%. После этого таблетки, имеющие по существу цилиндрическую форму, формуют под прессом. Размер сформованных таблеток составляет 30 мм в диаметре на 15 мм. Затем сформованную таблетку помещают в устройство для испытания прочности на раздавливание (пресс) для измерения нагрузки пресса (т.е. прочности на раздавливание) при разрушении таблетки. Таблетку помещают в устройство для испытания прочности на раздавливание таким образом, чтобы ее колонная боковая поверхность имела вертикальное направление (иными словами, таблетку размещают таким образом, чтобы часть боковой поверхности вступила в контакт с устройством для испытания прочности на раздавливание), и усиливают давление вниз на боковую поверхность от верхней стороны таблетки.
Как показано на фиг.3, было установлено, что прочность на раздавливание полученных таблеток становится максимальной в том случае, когда диаметр частиц окисленного железного сырья составляет около 200 мкм. Полученный результат показывает, что сила сцепления (сила сцепления при грануляции) между частицами конвертерной пыли становится максимальной в том случае, когда диаметр частиц конвертерной пыли составляет около 200 мкм. Получение такого результата может иметь следующее объяснение.
Во время грануляции действует сила сцепления между частицами, поддерживая сцепление между ними благодаря когезии и поверхностному натяжению воды, проникающей между частицами окисленного железного сырья. Поскольку когезия и поверхностное натяжение, действующие между частицами окисленного железного сырья, пропорциональны диаметру частиц окисленного железного сырья, чем больше диаметр частиц, тем сильнее когезия и поверхностное натяжение и тем выше прочность на раздавливание гранулированного материала. Однако в том случае, если диаметр частиц составляет не менее определенной величины, эффект силы тяжести, действующей на частицы, становится доминирующим по сравнению с когезией и поверхностным натяжением, действующим между частицами, снижая таким образом силу сцепления.
Соответственно в варианте, проиллюстрированном на фиг.3, было установлено, что когезия и поверхностное натяжение преимущественно действуют на участке, диаметр частиц окисленного железного сырья которого составляет приблизительно до 200 мкм, а сила тяжести преимущественно действует на участке, диаметр частиц которого составляет более 200 мкм.
На основании полученных результатов было установлено, что прочность таблеток и ее отклонения могут поддерживаться в нужных пределах благодаря регулированию диаметра частиц окисленного железного сырья в диапазоне от 70 до 500 мкм, предпочтительно - от 150 до 300 мкм, обеспечивая тем самым получение трудно разрушаемого агломерата.
Увлажняемость окисленного железного сырья
Кроме того, во время грануляции предпочтительным является добавление воды к окисленному железному сырью с целью доведения содержания влаги до уровня, составляющего от 6 до 8%, который является подходящим для грануляции. Для достижения данной цели важной характеристикой является водопоглощение окисленного железного сырья. Воду добавляют к 20 г окисленного железного сырья, помещенного в выпарную чашку, таким образом, чтобы довести содержание влаги до уровня, составляющего от 6 до 8%, после чего измеряют время поглощения, осуществляя оценку.
В результате, если содержание влаги до добавления воды составляет 0%, капли добавляемой воды приобретают сферическую форму в том случае, если диаметр частиц окисленного железного сырья составляет менее 200 мкм. Таким образом, скорость абсорбции снижается. Это показывает, что во время замешивания в смесительной машине, такой как дробильные вальцы, которые могут быть использованы для замешивания, могут образовываться комки, препятствующие замешиванию. В том случае, если диаметр частиц окисленного железного сырья составляет не менее 200 мкм, поглощающая способность является высокой и не вызывает проблем.
К тому же, если содержание влаги до добавления воды составляет от 1 до 3%, капли добавляемой воды приобретают сферическую форму в том случае, если диаметр частиц окисленного железного сырья составляет менее 70 мкм. Таким образом, скорость абсорбции снижается. В том случае, если диаметр частиц окисленного железного сырья составляет не менее 70 мкм, поглощающая способность является высокой и не вызывает проблем.
На основании полученных результатов было установлено, что на стадии замешивания, влияющей на грануляционные свойства, способность к замешиванию ухудшается в том случае, если диаметр частиц окисленного железного сырья слишком мал или окисленное железное сырье совершенно сухое, поэтому предпочтительным является доведение диаметра частиц до размера, не меньшего, чем заданный размер, для сохранения высокой способности к замешиванию.
Измельчающая способность шаровой мельницы
Далее следует описание проверки измельчающей способности шаровой мельницы, представляющей собой разновидность вибромельницы, используемой для измельчения в порошок окисленного железного сырья.
В результате анализа данных, полученных после проведения операции, было установлено, что на измельчающую способность шаровой мельницы влияет содержание влаги в конвертерной пыли. Была рассчитана формула измельчающей способности шаровой мельницы с учетом действия содержания влаги в окисленном железном сырье, представляющая собой следующую формулу 1:
Формула 1
где Pw - мощность шаровой мельницы (кВт);
Wi - рабочий индекс измельчения в порошок;
Р - размер 80% частиц просева на выходной стороне шаровой мельницы (мкм);
F - размер 80% частиц просева на входной стороне шаровой мельницы (мкм);
С - коэффициент поправки для соответствующей шаровой мельницы.
Коэффициент поправки С включает коэффициент поправки в соответствии с содержанием влаги и коэффициент поправки, относящийся к скорости обработки в шаровой мельнице.
Например, при определении на основе формулы 1 взаимосвязи между диаметром 80% частиц просева на выходной стороне шаровой мельницы и содержанием влаги в окисленном железном сырье на выходной стороне шаровой мельницы при скорости обработки шаровой мельницы мощностью Pw=350 кВт, составляющей 30 (тонн влажного сырья в час), получают описанную ниже кривую, проиллюстрированную на фиг.5. Как следует из фиг.5, было установлено, что чем ниже содержание влаги на выходной стороне шаровой мельницы, тем меньше диаметр частиц на выходной стороне шаровой мельницы. Соответственно было установлено, что для того, чтобы довести диаметр частиц на выходной стороне шаровой мельницы до желаемой величины, необходимо отрегулировать содержание влаги в окисленном железном сырье на желаемое значение.
Затем на основе формулы 1 была рассчитана взаимосвязь между скоростью обработки шаровой мельницы и коэффициентом измельчения в порошок, а результаты проиллюстрированы на фиг.4. На фиг.4 теоретические кривые, когда содержание влаги на выходной стороне шаровой мельницы составляет от 1 до 7%, представлены сплошной линией. График на чертеже представляет собой результат практического испытания. В данном случае коэффициент измельчения в порошок представляет собой величину, определяемую (диаметром частиц до измельчения/диаметром частиц после измельчения) и показывающую, что чем выше коэффициент измельчения в порошок, тем выше способность к измельчению в порошок шаровой мельницы.
Что касается теоретических кривых на фиг.4, было установлено, что при одинаковой скорости обработки шаровой мельницы, чем ниже содержание влаги на выходной стороне шаровой мельницы, тем выше коэффициент измельчения в порошок. Кроме того, было установлено, что при постоянном содержании влаги, чем ниже скорость обработки шаровой мельницы, тем выше коэффициент измельчения в порошок. Более того, как следует из фиг.4, было установлено, что поведение теоретических кривых полностью совпадает с результатами практического испытания. На основании фиг.4 было установлено, что для того чтобы довести диаметр частиц на выходной стороне шаровой мельницы до желаемой величины, необходимо отрегулировать содержание влаги в окисленном железном сырье.
Результаты вышеописанной проверки показывают, что предпочтительное содержание влаги в окисленном железном сырье должно составлять, по меньшей мере, от 1 до 3%, как условие для способности к замешиванию; предпочтительный диаметр частиц должен составлять приблизительно от 70 до 500 мкм, как условие для грануляции, при этом предпочтительно, чтобы диаметр частиц составлял не менее 150 мкм, как условие для восстановления, с точки зрения предотвращения опасности взрыва. Как проиллюстрировано на фиг.5, перечисленные условия сведены вместе. Фиг.5 представляет собой график, иллюстрирующий соответствующее содержание влаги и соответствующий диаметр частиц при скорости обработки шаровой мельницы мощностью Pw=350 кВт, составляющей 30 (тонн влажного сырья в час). На фиг.5 линия, иллюстрирующая способность к измельчению в порошок при вышеописанных условиях обработки, представлена вместе с результатами оценки фактической способности к замешиванию. При рассмотрении линии, иллюстрирующей способность к измельчению шаровой мельницы, помимо условия способности к замешиванию, способности к грануляции и способности к восстановлению, было установлено, что железо прямого восстановления высокого качества может быть получено посредством доведения содержания влаги в конвертерной пыли до уровня, составляющего, как следует из фиг.5, приблизительно от 1 до 3% (например, приблизительно от 1,5 до 3,5%), с размером частиц, составляющим приблизительно от 150 до 300 мкм.
Способ получения железа прямого восстановления согласно данному варианту осуществления
Далее способ получения железа прямого восстановления согласно данному варианту осуществления описан подробно со ссылкой на фиг.6. Фиг.6 представляет собой технологическую схему, иллюстрирующую способ получения железа прямого восстановления согласно данному варианту осуществления настоящего изобретения.
В соответствии со способом получения железа прямого восстановления согласно данному варианту осуществления вначале окисленное железное сырье, выбранное из группы, включающей железную руду и пыль получения железа, образующуюся в процессе получения железа (например, конвертерная пыль, колошниковая пыль, вторичная окалина, пыль из электрической печи и подобное, образующаяся в конвертере для плавки железосодержащего холодного материала, конвертере для рафинирования и конвертере для плавки пыли и собранная пылесборником мокрого типа), сушат с использованием сушильной машины, такой как вращающаяся сушилка (стадия S101). Диаметр частиц конвертерной пыли, загруженной в сушильную машину, составляет приблизительно от 3 до 4 мм (диаметр 80% частиц просева), а содержание в ней влаги составляет приблизительно от 12 до 18% в пересчете на влажное вещество. Окисленное железное сырье сушат в сушильной машине таким образом, чтобы содержание в ней влаги составляло около 6%.
Высушенное окисленное железное сырье смешивают с восстановительным материалом (например, уголь, такой как измельченный в порошок уголь, кокс, тонкий гранулированный углерод и подобное) (стадия S103) и загружают в мельницу тонкого помола. В качестве вышеупомянутого измельченного в порошок угля может быть использован, например, материал, диаметр 80% частиц просева у которого составляет приблизительно от 5 до 10 мм, а содержание влаги составляет приблизительно от 8 до 12% в пересчете на влажное вещество. Отношение смешивания окисленного железного сырья и восстановительного материала устанавливают с учетом условий, соответствующих для получения железа прямого восстановления высокого качества на описанной ниже стадии восстановления. Например, массовое отношение окисленного железного сырья и восстановительного материала может быть установлено на уровне, составляющем около 90:10. При загрузке в мельницу тонкого помола диаметр частиц смеси составляет около 4 мм.
Затем смесь окисленного железного сырья и восстановительного материала измельчают в порошок в мельнице тонкого помола (стадия S105) таким образом, чтобы получить размер частиц, составляющий от 70 до 500 мкм (диаметр 80% частиц просева), предпочтительно - от 150 до 300 мкм, более предпочтительно - около 200 мкм. В качестве мельницы тонкого помола для измельчения смеси в порошок может быть использована вибромельница, такая как шаровая мельница или стержневая мельница. Для доведения диаметра частиц и содержания влаги в смеси на выходной стороне вибромельницы, такой как шаровая мельница, до вышеописанного уровня и приблизительно 2% или менее, соответственно, скорость обработки вибромельницы может быть установлена, например, с помощью графика, проиллюстрированного на фиг.4. В частности, коэффициент измельчения в порошок рассчитывают, исходя из заданной величины диаметра частиц на выходной стороне вибромельницы (шаровая мельница), а диаметр частиц на входной стороне вибромельницы (шаровая мельница) и скорость обработки в вибромельнице могут быть установлены на основании рассчитанного коэффициента измельчения в порошок и теоретической кривой заданной величины содержания влаги на выходной стороне вибромельницы.
Кроме того, в соответствии со способом получения железа прямого восстановления согласно данному варианту осуществления, благодаря сушке окисленного железного сырья перед смешиванием содержание влаги в смеси при ее загрузке в мельницу тонкого помола может поддерживаться на уровне, при котором вибромельница осуществляет надлежащее измельчение в порошок. Соответственно отпадает необходимость постоянного изменения регулировки вибромельницы во время измельчения в порошок. Более того, даже в том случае, если содержание влаги в окисленном железном сырье варьируется в верхнюю или нижнюю сторону по различным причинам, способность вибромельницы к измельчения может поддерживаться на соответствующем уровне благодаря правильной регулировке настройки сушильной машины во время сушки до перемешивания.
Кроме того, в соответствии со способом получения железа прямого восстановления согласно данному варианту осуществления, поскольку диаметр частиц смеси после измельчения в порошок позволяет использовать прочность на раздавливание, подходящую для осуществляемого процесса грануляции, в результате использования данной смеси после ее измельчения в порошок может быть получено железо прямого восстановления, с трудом поддающееся разламыванию и имеющее высокий уровень металлизации.
Завершив измельчение смеси, измельченную в порошок смесь загружают в месильную машину, такую как дробильные вальцы. К полученной смеси добавляют воду таким образом, чтобы содержание влаги (например, приблизительно от 6 до 8%) являлось подходящим для замешивания, а затем смесь замешивают (стадия S107). При загрузке смеси содержание влаги в ней доводят до величины, показывающей соответствующую увлажняемость (т.е. до величины, показывающей соответствующую скорость абсорбции). Соответственно процесс замешивания может быть осуществлен без ущерба для хорошей способности к замешиванию.
Завершив замешивание в смесительной машине, полученную смесь загружают в агломерирующее устройство, такое как барабанный гранулятор (дисковой гранулятор), двухроликовый компрессор (машина для брикетирования) или экструдер, а затем гранулируют для получения агломерата (стадия S109).
Полученный агломерат сушат в сушильной машине до содержания влаги, составляющего, например, 1% или менее (стадия S111). Высушенный агломерат загружают в печь для прямого восстановления, такую как RHF (карусельная печь), а затем восстанавливают (стадия S113). Поскольку агломерат согласно данному варианту осуществления имеет высокую прочность на раздавливание, такой агломерат с трудом разрушается и может быть в достаточной степени восстановлен в печи для прямого восстановления на стадии восстановления. Например, при использовании RHF в качестве печи для прямого восстановления температура в такой печи может быть установлена на уровне, составляющем приблизительно 1350°C, а скорость вращающегося пода может быть установлена таким образом, чтобы завершить процесс восстановления в течение приблизительно 15 минут. В результате такого процесса восстановления может быть получено железо прямого восстановления (DRI), с трудом поддающееся разламыванию и имеющее высокий коэффициент металлизации.
Как упомянуто выше, в соответствии со способом получения железа прямого восстановления согласно данному варианту осуществления может быть получено железо прямого восстановления (DRI), не поддающееся разрушению и имеющее высокий уровень металлизации. Таким образом, потребность в кислороде конвертера для плавки восстановленного железа может быть удовлетворена, и продуктивность расплавленного железа может поддерживаться на высоком уровне.
Примеры
Далее способ получения железа прямого восстановления согласно настоящему изобретению описан со ссылкой на пример и сравнительные примеры согласно настоящему изобретению. Приведенный пример представляет собой всего лишь отдельный пример осуществления настоящего изобретения, поэтому настоящее изобретение не ограничивается данным примером.
Согласно описанному ниже примеру и сравнительным примерам железо прямого восстановления получают в соответствии с последовательностью, проиллюстрированной на фиг.6. На стадии сушки (стадия S101) используют сушильную машину типа барабанной печи, на стадии измельчения в порошок (стадия S105) используют шаровую мельницу (3,5 м в диаметре на 5,4 м в длину, Pw=520 кВт), а на стадии замешивания (стадия S107) используют дробильные вальцы. Кроме того, на стадии грануляции (стадия S109) используют двухроликовый компрессор, на стадии сушки (стадия S111) используют ленточную сушилку, а на стадии восстановления (стадия S113) использую карусельную печь, наружный диаметр которой составляет 22 м, внутренний диаметр 14 м, а ширина рабочего пространства 3,5 м.
На стадии восстановления скорость вращения карусельной печи устанавливают на уровне, составляющем 15 об./мин, а температуру в печи устанавливают на уровне, составляющем от 1000 до 1350°C. В качестве топливного газа используют жидкий природный газ (LNG).
Массовое соотношение компонентов смеси и диаметр частиц (диаметр 80% частиц просева) сырья, используемого в приведенном примере и сравнительных примерах, указано в таблице 1. Изменяют содержание влаги в сырье на внешней стороне шаровой мельницы и измеряют диаметры частиц после стадии измельчения в порошок. Прочность брикетов после стадии гранулирования и коэффициенты металлизации после стадии восстановления смеси описаны в таблице 1. Полученные результаты приведены в таблице 2. Диаметры частиц, указанные в приведенных ниже таблицах 1 и 2, равны диаметру номера сита, после которого масса смеси, просеянной через сита, имеющие ячейки различных размеров, достигает 80%.
Для определения прочности при падении после грануляции, указанной в таблице 2, агломерат (брикет), полученный в результате осуществления стадии грануляции, многократно сбрасывают на резиновую плиту с высоты 450 мм и количество бросков до разламывания брикета принимают за прочность.
Как видно из примера, описанного в таблице 2, было установлено, что предпочтительным является регулирование диаметра частиц измельченного в порошок материала посредством регулирования содержания влаги с входной стороны шаровой мельницы и содержания влаги с внешней (выходной) стороны шаровой мельницы. Кроме того, было установлено, что гранулированный материал имеет высокую прочность, что подтверждается тем фактом, что прочность после гранулирования сохраняется после 20 или более падений. Благодаря использованию такого гранулированного материала может быть получено высококачественное, восстановленное прямым методом железо, имеющее определенный уровень металлизации после 86% восстановления, т.е. имеющее высокий уровень металлизации.
В сравнительном примере 1, согласно которому влага из сырья была удалена в достаточной степени, поскольку сырье было пересушено, размер частиц сырья с внешней стороны шаровой мельницы составлял менее 100 мкм, поэтому брикеты, полученные из такого сырья, не способны сохранять достаточную прочность. Коэффициент металлизации железа прямого восстановления, полученного с использованием таких брикетов, составляет 81%. С точки зрения результата такой уровень металлизации ниже уровня металлизации железа прямого восстановления согласно данному варианту осуществления.
Кроме того, в сравнительном примере 2, согласно которому влага из сырья не была удалена в достаточной степени, поскольку сырье было недостаточно высушено, размер частиц сырья с внешней стороны шаровой мельницы составлял более 600 мкм. Уровень металлизации железа прямого восстановления, полученного с использованием такого сырья, составляет 79%. С точки зрения результата такой уровень металлизации ниже уровня металлизации железа прямого восстановления согласно данному варианту осуществления.
Согласно вышеприведенному описанию были раскрыты предпочтительные варианты осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. Однако нет необходимости упоминать о том, что настоящее изобретение не ограничено приведенными примерами. Специалистам в данной области техники понятно, что возможны различные модификации и изменения в рамках, ограничиваемых формулой изобретения, без ограничения технического объема настоящего изобретения.
Промышленная применимость
Согласно настоящему изобретению может быть получено железо прямого восстановления, имеющее высокий уровень металлизации и повышенный коэффициент выхода продукта.



Изобретение относится к получению железа прямого восстановления. Окисленное железное сырье, выбранное из группы, включающей железную руду и пыль, образующуюся в процессе производства железа, сушат до заданного содержания влаги и смешивают с восстановительным материалом, имеющим заданное содержание влаги. Полученную смесь измельчают в порошок для получения 80% частиц после просева диаметром от 70 до 500 мкм. Замешивают смесь после достижения нужного содержания влаги в смеси и осуществляют агломерацию смеси и восстановление агломерата в карусельной печи для получения железа прямого восстановления. Изобретение позволяет получить железо прямого восстановления, имеющее высокий уровень металлизации и повышенный коэффициент выхода продукта. 3 з.п. ф-лы, 6 ил., 2 табл.
1. Способ получения железа прямого восстановления, включающий сушку окисленного железного сырья, выбранного из группы, включающей железную руду и пыль, образующуюся в процессе производства железа, до заданного содержания влаги, смешивание окисленного железного сырья, подвергнутого сушке, и восстановительного материала, имеющего заданное содержание влаги, для получения смеси, измельчение в порошок смеси, полученной на стадии смешивания, для получения 80% частиц после просева диаметром от 70 до 500 мкм, замешивание смеси после достижения нужного содержания влаги в смеси, подвергнутой стадии измельчения в порошок, агломерацию смеси, подвергнутой стадии замешивания, для получения агломерата и восстановление агломерата, полученного на стадии агломерации, в карусельной печи для получения железа прямого восстановления.
2. Способ по п.1, в котором диаметр 80% частиц после просева смеси, подвергнутой стадии измельчения в порошок, составляют от 150 до 300 мкм.
3. Способ по п.1, в котором содержание влаги в смеси, подвергнутой стадии измельчения в порошок, составляет от 1 до 3%.
4. Способ по п.1, в котором на стадии замешивания воду добавляют таким образом, что содержание влаги в смеси, подвергнутой измельчению в порошок, составляет от 6 до 8%.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 6755888 B2, 29.06.2004 | |||
| EP 1350856 A3, 01.12.2004 | |||
| СПОСОБ ПРОИЗВОДСТВА ОФЛЮСОВАННОГО АГЛОМЕРАТА | 1993 |
|
RU2067124C1 |

