Изобретение относится к производству клапанов и может быть использовано для герметизации уплотнительного соединения клапанов, в том числе используемых в области химии, нефтехимии и нефтепереработки, в частности, при эксплуатации закрытых резервуаров, где необходимо учитывать возможность возникновения избыточного давления и вакуума с целью предотвращения деформации.
Известен «Способ герметизации резьбовых соединений труб» по патенту №2227240 от 2002.10.04 г., опубл. 2004.04.20. Способ герметизации резьбовых соединений труб, включающий заполнение межрезьбового пространства герметизирующим материалом, отличающийся тем, что в качестве герметизирующего материала используют композицию графита и сополимера тетрафторэтилена (ТФЭ) с гексафторпропиленом (ГФП), а наносят герметизирующий материал на резьбовую поверхность методом порошкового напыления в электростатическом поле. Способ по п.1, отличающийся тем, что герметизирующий материал имеет следующий состав, мас.ч.: сополимер ТФЭ с ГФП 90-95, графит 5-10.
Самым близким к заявляемому изобретению по технической сущности является устройство «Дыхательный клапан» по патенту №2306248 от 2005.08.04 г., опубл. 2007.09.20. Дыхательный клапан для резервуаров с агрессивными и воспламеняющимися жидкостями, содержащий корпус со скатами в верхней части, присоединительный фланец и непримерзающие затворы вакуума и давления с тарелями, фиксируемыми относительно седел шарнирами из морозостойких материалов, отличающийся тем, что морозостойкие шарниры выполнены поворотными с одной степенью свободы, седла затворов снабжены адаптивными уплотнениями, а затворы давления установлены на скатах верхней части корпуса. Клапан по п.1, отличающийся тем, что адаптивное уплотнение содержит эластичный уплотняющий элемент, охватывающий седло со стороны его торцевой части и прижатый к внешней стороне седла стягивающим кольцом с уплотняющей прокладкой, а к внутренней поверхности седла армирующими кольцами, с возможностью прохода паровоздушной смеси в образованную под уплотняющим элементом полость в виде пузыря, прижатого наружной поверхностью к опущенной тарели, с возможностью деформации пузыря при малых перемещениях тарели для сохранения герметичности затвора.
Предлагаемое техническое решение направлено на обеспечение герметизации уплотнительного соединения клапанов без значительного изменения конструкции клапана, с понижением трудоемкости и возможностью восстановления покрытия без демонтажа клапана.
Поставленная задача решается за счет того, что клапан содержит затворы вакуума, тарели и седла с нанесенным по лакокрасочной технологии многослойным фторолаковым уплотнительным покрытием (ФЛУП), состоящим из грунтовки гамма-аминопропилтриэтоксисилан (АГМ-9), фторсополимера трифторхлорэтилена (ТФХЭ) и винилинденфторида (ВДФ); многослойное фторолаковое уплотнительное покрытие (ФЛУП) может так же наноситься на торообразное кольцо, устанавливаемое на кромку горловины клапана, и составляет от 45 до 100 мкм.
Нанесение уплотнительного покрытия осуществляется следующим способом: первый слой грунтовки гамма-аминопропилтриэтоксисилан (АМГ-9), с помощью кисти или краскораспылителя, наносится непосредственно как на седло, так и возможно на тарель клапана или торообразное кольцо, устанавливаемое на кромку горловины клапана, изготовленных, как правило, из сплава АМЦ или АМГ, и сушится при температуре 20…25°С в течение 30…40 мин. Данная грунтовка значительно увеличивает адгезию с поверхностью металла с фторолаковым покрытием ФЛУП. Подбор вида грунтовки для алюминиевых сплавов АМЦ и АМГ, температурный и временной режим были установлены в ходе лабораторных исследований ОАО «Пластполимер» г.Санкт-Петербург. Вторым слоем наносится лак ЛФЭ - 32ЛНХ с отвердителем АФ-2 - это фторсополимер трифторхлорэтилен (ТФХЭ)+винилинденфторид (ВДФ) с эпоксидной смолой в соотношении: (ТФХЭ+ВДФ) - 80%, эпоксидная смола - 20%. Добавление отвердителя в лак для покрытия второго слоя обеспечивает повышенную твердость, что позволяет повысить износоустойчивость многослойного покрытия. Сушка второго слоя осуществляется при температуре 20°С в течение 30 мин. Третьим и последующими слоями наносится трифторхлорэтилен (ТФХЭ) + винилинденфторид (ВДФ) без дополнительных примесей, например отвердителей. Третьи и последующие слои эластичные и обеспечивают гашение вибрации, возникающей в ходе работы клапана на переходных режимах, тем самым повышается срок службы многослойного покрытия. Сушка третьего и последующих слоев осуществляется при температуре 20°С в течение 30 мин для каждого слоя. Оптимальная толщина наносимого многослойного фторолакового уплотнительного покрытия (ФЛУП) составляет от 45 до 100 мкм, что позволяет обеспечить надежность работы покрытия на весь период эксплуатации клапана.
Совокупность признаков нова и позволяет обеспечить герметизацию уплотнительного соединения клапанов без изменения конструкции клапана, снизить трудоемкость нанесения уплотнительного покрытия, с возможностью восстановления покрытия в случае его повреждения без демонтажа клапана.
Суть предлагаемого технического решения поясняется чертежами, где
фиг.1 - устройство герметизации уплотнительных соединений клапанов;
фиг.2 - разрез А-А.
На фиг.1 изображено устройство герметизации уплотнительных соединений клапанов 1, содержащее клапан на вакуум 2, клапан на избыточное давление 3, тарели 4 седла клапанов 5, торообразное кольцо 6. На фиг.2 изображено в разрезе седло клапанов 5, торообразное кольцо 6 с нанесенным многослойным фторолаковым уплотнительным покрытием (ФЛУП), состоящим из грунтовки гамма-аминопропилтриэтоксисилан (АГМ-9) 7, фторсополимера трифторхлорэтилена (ТФХЭ) и винилинденфторида (ВДФ) с отвердителем 8, фторсополимера трифторхлорэтилена (ТФХЭ) и винилинденфторида (ВДФ) без отвердителя 9.
Устройство герметизации уплотнительных соединений клапанов с многослойным покрытием работает следующим образом. При срабатывании устройства герметизации уплотнительных соединений клапанов 1 в результате возникновения вакуума или избыточного давления в резервуаре, одна из тарелей 4 приподнимается и в зависимости от ситуации либо стравливает пары и воздух из резервуара, либо впускает воздух в резервуар. Клапан на вакуум 2 и избыточное давление 3 конструктивно имеют отяжеленные массой специальные тарели 4, выполняющие функции нагрузки на седла клапанов 5. При образующемся в резервуаре избыточном давлении, тарели 4, предназначенные для клапана на избыточное давление 3, слегка приподнимаются относительно седла клапана 5, и образующийся избыток газов паровоздушной смеси выходит из него в атмосферу до выравнивания давления до значений, установленных для резервуара. После этого клапан 3 закрывается. При этом клапан на вакуум 2 под дополнительной нагрузкой в виде избыточного давления герметично закрыт. При разрежении избыточное давление атмосферы приподнимает тарель 4 клапана на вакуум 2, и резервуар получает воздух из атмосферы. Необходимо отметить, что процесс открывания тарелей 4 неустойчив. Это приводит к колебаниям тарелей 4 относительно седла клапана 5, тем самым происходит динамическое воздействие поверхности тарели 4 на седло клапана 5. После того как давление нормализовалось, тарель 4 опускается на седло клапана 5, оказывая при этом давление на многослойное фторолаковое уплотнительное покрытие (ФЛУП), которое, в свою очередь, послойно деформируется, создавая контактную плоскость с тарелей 4.
Способ нанесения уплотнительных соединений герметизации клапанов осуществляется следующим образом: первый слой грунтовки гамма-аминопропилтриэтоксисилан (АГМ-9) 7 наносится непосредственно на седло клапана 5 или торообразное кольцо 6 и сушится при температуре 20…25°С в течение 30…40 мин. Данная грунтовка значительно увеличивает адгезию с поверхностью металла фторолакового покрытия (ФЛУП). Подбор вида грунтовки для алюминиевых сплавов АМЦ и АМГ, температурный и временной режим были установлены в ходе лабораторных исследований ОАО «Пластполимер» г.Санкт-Петербург. Вторым слоем наносится лак ЛФЭ - 32ЛНХ с отвердителем АФ-2 - это сополимер трифторхлорэтилен (ТФХЭ) + винилинденфторид (ВДФ) с эпоксидной смолой в соотношении: (ТФХЭ+ВДФ) - 80%, эпоксидная смола - 20%. Сушка второго слоя осуществляется при температуре 20°С в течение 30 мин. Третьим и последующими слоями наносится трифторхлорэтилен (ТФХЭ) + винилинденфторид (ВДФ) без дополнительных примесей, например отвердителей. Сушка третьего и последующих слоев осуществляется при температуре 20°С в течение 30 мин для каждого слоя, при этом толщина наносимого многослойного фторолакового уплотнительного покрытия (ФЛУП) составляет от 45 до 100 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ АНТИКОРРОЗИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛЕ | 2006 |
|
RU2331660C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВОБОДНОСЫПУЧИХ АГЛОМЕРИРОВАННЫХ НАПОЛНЕННЫХ ФТОРПОЛИМЕРОВ | 1990 |
|
RU2050379C1 |
| ДЫХАТЕЛЬНЫЙ КЛАПАН | 2008 |
|
RU2374544C1 |
| ДЫХАТЕЛЬНЫЙ КЛАПАН | 2013 |
|
RU2540205C2 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИФТОРИРОВАННОГО СОПОЛИМЕРА, ОТВЕРЖДАЕМАЯ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ | 2013 |
|
RU2540619C2 |
| КЛАПАН ОБРАТНЫЙ ОСЕСИММЕТРИЧНЫЙ С ВЕРХНИМ РАЗЪЕМОМ | 2011 |
|
RU2509246C2 |
| ДЫХАТЕЛЬНЫЙ КЛАПАН ДЛЯ РЕЗЕРВУАРОВ С НЕФТЬЮ И НЕФТЕПРОДУКТАМИ | 2006 |
|
RU2317463C1 |
| КЛАПАН ДЫХАТЕЛЬНО-ПРЕДОХРАНИТЕЛЬНЫЙ | 2012 |
|
RU2514808C2 |
| Способ герметизации сверхвысоковакуумных клапанных соединений | 1986 |
|
SU1423851A1 |
| ДЫХАТЕЛЬНЫЙ КЛАПАН | 2005 |
|
RU2306248C2 |
Изобретение относится к производству клапанов и предназначено для герметизации уплотнительного соединения клапанов, в том числе используемых в области химии, нефтехимии и нефтепереработки, в частности, при эксплуатации закрытых резервуаров, где необходимо учитывать возможность возникновения избыточного давления и вакуума с целью предотвращения деформации. Способ нанесения уплотнительного соединения герметизации клапана, состоящий из грунтовки гамма-аминопропилтриэтоксисилана (АГМ-9), фторсополимера, трифторхлорэтилена (ТФХЭ) с винилинденфторида (ВДФ), осуществляется послойно. Непосредственно на седло клапана первым слоем наносится грунтовка гамма-аминопропилтриэтоксисилана (АГМ-9) и сушится при температуре 20-25°С в течение 30-40 мин. Вторым слоем наносится лак ЛФЭ - 32ЛНХ с отвердителем АФ-2 - это сополимер трифторхлорэтилен (ТФХЭ) + винилинденфторид (ВДФ) с эпоксидной смолой. Сушка второго слоя осуществляется при температуре 20°С в течение 30 мин. Третьим и последующими слоями наносится трифторхлорэтилен (ТФХЭ) + винилинденфторид (ВДФ) без дополнительных примесей, например отвердителей. Сушка третьего и последующих слоев осуществляется при температуре 20°С в течение 30 мин. Изобретение направлено на обеспечение герметизации уплотнительного соединения клапанов без значительного изменения конструкции клапана, с понижением трудоемкости и возможностью восстановления покрытия без демонтажа клапана. 2 ил.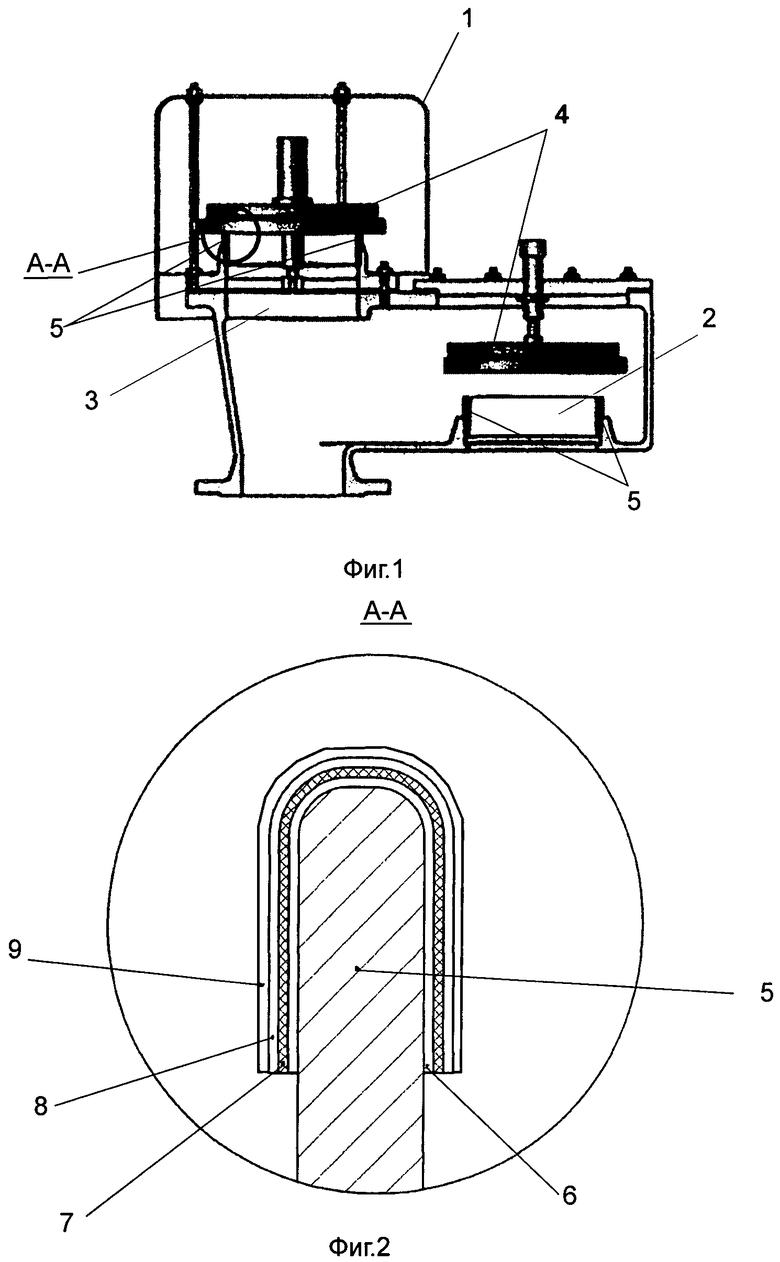
Способ нанесения уплотнительного соединения герметизации клапана, состоящий из грунтовки гамма-аминопропилтриэтоксисилана (АГМ-9), фторсополимера, трифтохлорэтилена (ТФХЭ) с винилинденфторида (ВДФ), отличающийся тем, что осуществляется послойно: непосредственно на седло клапана первым слоем наносится грунтовка гамма-аминопропилтриэтоксисилана (АГМ-9) и сушится при температуре 20-25°С в течение 30-40 мин; вторым слоем наносится лак ЛФЭ - 32ЛНХ с отвердителем АФ-2 - это сополимер трифторхлорэтилен (ТФХЭ) + винилинденфторид (ВДФ) с эпоксидной смолой; сушка второго слоя осуществляется при температуре 20°С в течение 30 мин; третьим и последующими слоями наносится трифторхлорэтилен (ТФХЭ) + винилинденфторид (ВДФ) без дополнительных примесей, например отвердителей, сушка третьего и последующих слоев осуществляется при температуре 20°С в течение 30 мин.
| ДЫХАТЕЛЬНЫЙ КЛАПАН | 2005 |
|
RU2306248C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2002 |
|
RU2227240C1 |
| Дыхательный клапан | 2002 |
|
RU2223437C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ, ПОКРЫТИЙ И ПЛЕНОК НА ОСНОВЕ ФТОРКАУЧУКА | 1999 |
|
RU2189992C2 |
| Композиция на основе сополимера винилиденфторида с трифторхлорэтиленом | 1989 |
|
SU1740385A1 |
| US 4091837 A, 30.05.1978 | |||
| US 5048560 A, 17.19.1991 | |||
| US 4259984 A, 07.04.1981 | |||
| Вентиль | 1983 |
|
SU1174650A1 |

