Изобретение относится к области упрочнения режущего инструмента и деталей машин методом вакуумно-плазменной технологии и может найти применение в машиностроении.
Целью изобретения является повышение качества обработки внутренних поверхностей полых изделий.
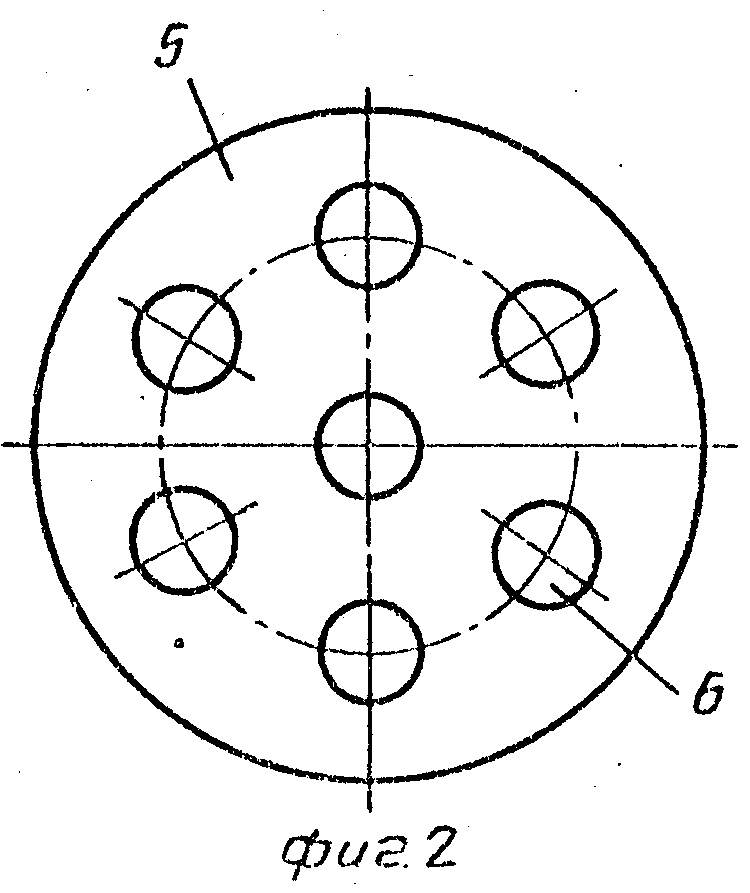
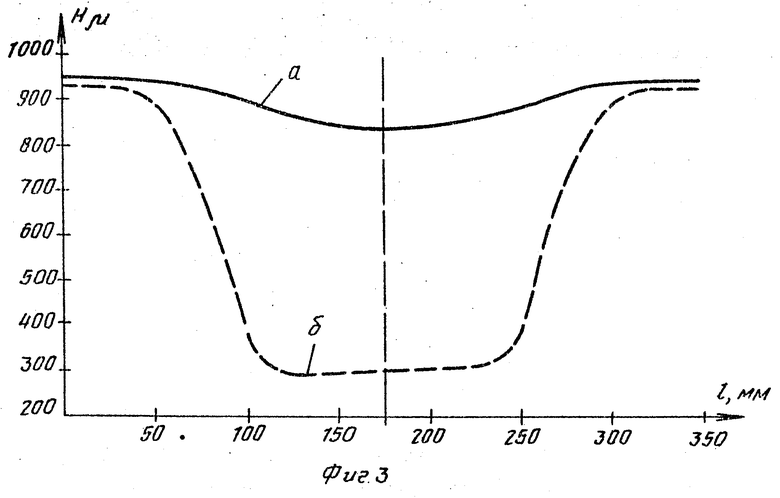
На фиг. 1 представлена конструктивная схема установки для химико-термической обработки; на фиг. 2 конструкция держателя изделий; на фиг. 3 представлен график зависимости микротвердости поверхностного слоя внутренней цилиндрической полости трубчатого изделия (кривая а для азотированного изделия в данной установке, кривая б для изделия, прошедшего химико-термическую обработку в установке-прототипе).
Установка для химико-термической обработки сквозных внутренних полостей изделий содержит вакуумную камеру 1, в которой установлены катод 2, анод 3, оптически непрозрачный экран 4, электроизолированный держатель 5 изделий в виде перегородки с отверстиями 6 (см. фиг. 2), в которых установлены обрабатываемые полые изделия 7. Электропитание катода 2 и анода 3 осуществляется от источника 8 постоянного тока, в цепи которого установлено реле 9 тока. Держатель 5 подсоединен к отрицательному полюсу источника 10 питания через нормально открытые контакты 11.
Установка для химико-термической обработки работает следующим образом.
Системой откачки (не показана) вакуумная камера 1 откачивается до давления (1,3-6,6) ˙10-3 Па, а затем в нее напускается азот с помощью системы напуска (не показана) до давления 6,6˙10-2 6,6˙10-1 Па. Между катодом 2 и анодом 3 с помощью источника 8 постоянного тока зажигается вакуумно-дуговой разряд. Для зажигания разряда используется электромеханическая система поджига, состоящая из поджигающего электрода, электрически соединенного с анодом, и электромагнита, осуществляющего кратковременное соприкосновение электрода с катодом. Возникающее при размыкании поджигающего электрода катодное пятно на катоде служит инициатором вакуумно-дугового разряда. Вакуумно-дуговой разряд в установке состоит из двух разнородных в физическом отношении областей: область I заключена межу катодом 2 и экраном 4 и заполнена металлической плазмой, область II заключена между экраном 4 и анодом 3 и заполнена азотной плазмой. Ионы металлической плазмы, распространяющиеся с поверхности катода по прямолинейным траекториям задерживаются экраном 4, благодаря чему в пространстве экрана 4 формируется граница металлической плазмы.
Электрическое поле анода, проникая в пространство экрана, ускоряет электроны металлической плазмы, которые ионизуют газ в области II.
При размещении держателя 5 с отверстиями 6, в которых расположены полые изделия 7 со сквозными внутренними полостями, между анодом и экраном разряд проходит через сквозные полости изделий, образуя однородную плазму внутри них. Благодаря этому достигается однородность по толщине азотированного слоя. Для прогрева изделий на них подается высоковольтный до 400 В отрицательный потенциал от источника 10 постоянного тока. Ионы газовой плазмы, ускоряясь в дебаевском слое у поверхности полости, бомбардируют ее и, тем самым, прогревают изделия, одновременно осуществляя азотирование внутренней поверхности полых изделий.
В цепи тока разряда установки установлено реле 9 нормально открытый контакт которого находится в цепи источника 10 питания. Реле 9 предназначено для подачи отрицательного напряжения на держатель изделий после зажигания разряда и образования внутри полостей изделий плазменных столбов. В противном случае зажигание разряда затруднено, поскольку электроны металлической плазмы, проникающие из области I сквозь оптически непрозрачный экран в область II, отталкиваются электрическим полем перегородки и возбуждения разряда между катодом 2 и анодом 3 не происходит.
Экспериментальная установка для азотирования внутренних сквозных полостей содержит вакуумную камеру длиной 1000 мм и диаметром 500 мм. На одном конце камеры располагается катодный узел электродугового испарителя титана с магнитным удержанием катодного пятна, на противоположном конце установлен на водоохлаждаемый анод в виде плоского диска диаметром 400 мм. На расстоянии 400 мм от катода установлен экран в виде шеврона для формирования границы металлической плазмы.
В пространстве между экраном и анодом расположена перегородка с отверстиями диаметром 51 мм, в которые вставлялись отрезки труб из нержавеющей стали Х18Н10Т диаметром 50 мм, длиной 350 мм. На перегородку держатель изделий подавался отрицательный потенциал 400 В. Ток разряда 150 А, ток в цепи перегородки составлял 16 А. Температура азотирования 550оС поддерживалась отключением высоковольтного источника. Время азотирования 30 мин.
Контроль азотирования осуществлялся замером поверхностной микротвердости по длине внутренней полости. График зависимости микротвердости по длине трубы представлен на фиг. 3 (кривая а). Для сравнения показан график (кривая б) для труб, прошедших обработку обычным способом (внутри полых изделий pазpяд отсутствует). Сравнение вышеприведенных графиков показывает, что в данной установке достигается практически равномерное азотирование протяженных внутренних полостей, что повышает качество обрабатываемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1991 |
|
RU2022056C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2450083C2 |
| УСТРОЙСТВО ВАКУУМНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2003 |
|
RU2312932C2 |
| УСТАНОВКА ДЛЯ КОМПЛЕКСНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2453629C2 |
| ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2037558C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2037561C1 |
| УСТАНОВКА ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ В ВАКУУМНОДУГОВОМ РАЗРЯДЕ ИЗДЕЛИЙ | 1990 |
|
SU1762577A1 |
| Устройство для обработки изделия из стали в плазме тлеющего разряда | 2017 |
|
RU2656191C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1314717A1 |
| Устройство для азотирования в разряде | 2021 |
|
RU2777796C1 |
Изобретение относится к области упрочнения металлорежущего инструмента и может найти применение в машиностроении. Цель изобретения повышение качества обработки внутренних поверхностей полых изделий. Установка для химико-термической обработки изделий содержит вакуумную камеру 1, в которой установлены катод 2, анод 3, оптически непрозрачный экран 4, электроизолированный держатель 5 обрабатываемых изделий в виде перегородки с отверстиями 6 для установки изделий 7. Питание электродов 2 и 3 осуществляется от источника 8, в цепи которого установлено реле 9 тока с открытым контактом 11. При размещении держателя 5 между анодом и экраном разряд проходит через сквозные полости изделий, образуя однородную плазму внутри них. Для прогрева внутренних поверхностей на изделия подается отрицательный потенциал до 400 В от источника 10, при этом ионы газовой плазмы, ускоряясь в дебаевском слое у поверхности полости, бомбардируют ее поверхность, прогревая и азотируя ее. Благодаря наличию однородной плазмы внутри полых изделий качество обработки изделий повышается за счет однородности толщины азотированного слоя. 3 ил.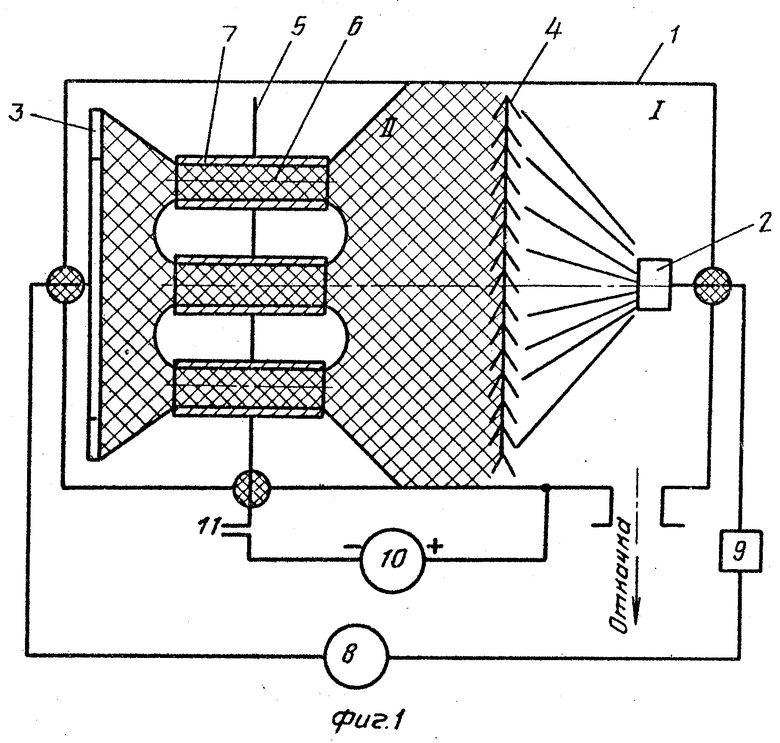
УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ преимущественно полых изделий, содержащее вакуумную камеру с размещенными в ней катодом электродугового испарителя, анодом, оптически непрозрачным экраном, держателем изделий, источник питания вакуумного дугового разряда и источник напряжения смещения, отличающееся тем, что, с целью повышения качества обработки внутренних поверхностей изделий, оно снабжено токовым реле, один из выводов которого подключен к катоду, а другой к отрицательному полюсу источника питания дугового разряда, держатель выполнен в виде электроизолированной перегородки с отверстиями, размещенной между экраном и анодом и подклченной к источнику напряжения смещения, отрицательный полюс которого подключен к перегородке через замыкающий контакт токового реле.
| Авторское свидетельство СССР N 1307886, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
