Изобретение относится к области электрохимической обработки металлов, в частности к электрохимическому полированию металлов и сплавов, может быть использовано в машино- и приборостроении, например, при доводке внутренних и наружных поверхностей.
Известны способы электрохимического полирования, представляющие собой анодное растворение, приводящее к улучшению микрогеометрии обрабатываемой поверхности [Заявка №49-38418, Япония МКИ С23В 3/00, НКИ-12А63]. Электрохимическое полирование проводят как в стационарном, так и в движущемся электролите [Липкин Я.Н., Бершадская Т.Л. Химическое полирование металлов. - М.: Машиностроение, 1982. - 112 с.].
Недостатком существующих методов является токсичность электролита, низкая производительность.
За прототип принят способ электрохимического полирования [RU 2146580, В23/Н 3/00], осуществляемый в нейтральном водном растворе солей при плотности тока 0,2…10 А/см2, при температуре электролита, равной температуре окружающей среды, обрабатываемой детали сообщают вибрацию, амплитуда и частота которой задается исходя из физико-химических свойств материала обрабатываемой детали, время одного цикла полирования определяют по формуле:

где l - кратчайшее расстояние от днища ванны до обрабатываемой поверхности детали; ν - скорость всплывания пузырьков водорода, определяемая по формуле Стокса.
В первые две секунды электрохимического полирования распределение тока по обрабатываемой поверхности определяется ее микрогеометрией. Реальная поверхность представляет собой совокупность выступов и впадин. Согласно расчетам плотность тока на выступах больше плотности тока во впадинах в 5-7 раз, что способствует интенсивному растворению выступов (сглаживание поверхности).
К недостаткам способа относится то, что после первых двух секунд обработки из-за разности плотности прианодного слоя электролита начинается конвективная диффузия, в результате которой макроскопическое распределение плотности тока нарушается и появляются дефекты на поверхности в виде матовости, питтингов и др.
Задача изобретения - повышение качества обработки и расширение технологических возможностей.
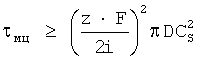
Поставленная задача достигается тем, что в известном способе электрохимического полирования, осуществляемом в нейтральном водном растворе солей при плотности тока 0,2…10 А/см2, температуре электролита, равной температуре окружающей среды, обрабатываемой детали сообщают вибрацию, амплитуду и частоту которой задают исходя из электрохимических свойств материала обрабатываемой детали, согласно изобретению электрохимическое полирование осуществляют циклами, при этом время цикла задают не более 2 с, а время между циклами рассчитывают по формуле:

где z - заряд иона;
F - число Фарадея, Кл·моль-1;
i - плотность тока анодного растворения, А/см2;
D - коэффициент диффузии ионов обрабатываемого металла, см2/с;
CS - концентрация ионов на поверхности полируемой детали, моль/см3,
причем шероховатость поверхности после каждого последующего цикла определяют из соотношения:

где  - шероховатость поверхности последующего цикла, мкм;
- шероховатость поверхности последующего цикла, мкм;
 - шероховатость поверхности предыдущего цикла, мкм;
- шероховатость поверхности предыдущего цикла, мкм;
n - порядковый номер цикла;
kν - объемный электрохимический эквивалент обрабатываемого металла, см3/А·мин;
χ - удельная проводимость электролита, см-1·Ом-1;
η - выход металла по току;
U - напряжение на электродах, В;
ΔU - падение напряжения в приэлектродных слоях, равное алгебраической сумме падений напряжения в прикатодном и прианодном слоях, В;
δМЭЗ - величина межэлектродного зазора, см;
τ - время цикла электрохимического полирования, мин.
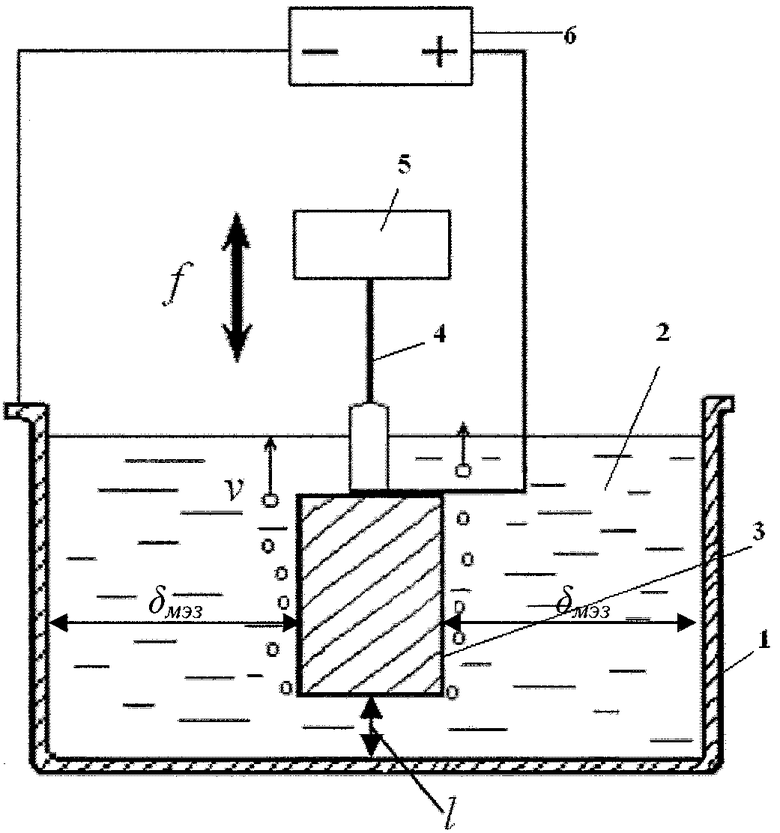
Способ электрохимического полирования поясняется чертежом.
На фиг. изображена схема установки, реализующей заявляемый способ полирования металлов и сплавов.
Установка представляет собой ванну 1 электрополирования, в которую залит водный раствор 2 хлорида натрия. Деталь 3 устанавливается на расстоянии δМЭЗ от боковых поверхностей ванны, соединяется штоком 4 с источником вибрации 5. Шток 4 соединяется с положительным полюсом источника питания 6, а ванна 1 - с отрицательным полюсом.
При электрохимическом полировании детали 3 сообщают вибрацию от источника 5 частотой f, амплитудой А и подают напряжение от источника питания 6. Процесс полирования осуществляется циклично, длительность одного цикла полирования не превышает 2 с. Время между циклами рассчитывают по формуле (1), для подсчета CS используют известную зависимость [Скорчеллетти В.В. Теоретическая электрохимия. - М.: Химия, 1969. - 608 с.]:

Пример конкретного выполнения
Обработке подвергались образцы из стали 12Х13. Исходная шероховатость поверхности Rz 4,3 мкм; объемный электрохимический эквивалент стали 12Х13 kν=2,1·10-3 см3/А·мин; удельная проводимость электролита (15% NaCl в воде) χ=0,17 см-1·Oм-1; выход по току обрабатываемого металла η=0,8; напряжение на электродах U=8B; падение напряжения в приэлектродных слоях ΔU=2,3B; плотность тока по обрабатываемой детали i=1 А/см2; частота вибрации анода (обрабатываемой детали) f=50 Гц; амплитуда вибрации А=0,5 мм; время одного цикла задаем равным 1 с. Концентрацию ионов железа у поверхности обрабатываемой детали определили по формуле (3), СS=0,48 моль/см3 и рассчитали время между циклами по формуле (1), получили τмц≥1,45 секунд.
При межэлектродном расстоянии δМЭЗ=4 см, используя зависимость (2), учитывающую электрохимические свойства обрабатываемого материала и параметры полирования, после первого цикла полирования определили расчетный параметр шероховатости поверхности 

Измеренное значение параметра шероховатости поверхности 
Второй цикл электрохимического полирования длительностью 1 с проводили после паузы в 1,45 с. После второго цикла электрохимического полирования расчетное значение параметра шероховатости поверхности 

Измеренное значение - 
После третьего цикла результаты следующие: 
 .
.
После четвертого цикла - 
После пятого цикла - 
После шестого цикла - 
Конечная шероховатость поверхности Rz=2,3 мкм.
Отклонения расчетных значений шероховатости поверхности от измеренных составляют не более 15%.
Шероховатость поверхности в предлагаемом способе не зависит от кратчайшего расстояния до днища ванны, а определяется межэлектродным расстоянием δМЭЗ, т.е. расстоянием между полируемой поверхностью (анодом) и катодом (боковая поверхность ванны). Расстояние между днищем ванны и обрабатываемой деталью в предлагаемом способе может быть любым, что расширяет технологические возможности метода.
Использование зависимости шероховатости поверхности после каждого цикла полирования от электрохимических свойств обрабатываемого материала и параметров обработки позволяет аналитически оценить шероховатость поверхности, не проводя опытов, тем самым упрощается использование способа в технологиях электрохимического полирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2550068C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2002 |
|
RU2229543C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2146580C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И РАБОЧИЙ КОНТЕЙНЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694941C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2018 |
|
RU2700226C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2489234C2 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
Изобретение относится к области электрохимической обработки металлов и сплавов и может быть использовано в машино- и приборостроении, например, при доводке внутренних и наружных поверхностей. В способе электрохимическое полирование металлов и сплавов осуществляют в нейтральном водном растворе солей при плотности тока 0,2-10 А/см2, температуре электролита, равной температуре окружающей среды, вибрации обрабатываемой детали, при этом электрохимическое полирование осуществляют циклами. Время одного цикла полирования задают не более 2 с, а время между циклами рассчитывают, также после каждого последующего цикла определяют шероховатость поверхности из зависимости:  где - шероховатость последующего цикла, мкм,
где - шероховатость последующего цикла, мкм,  - шероховатость предыдущего цикла, мкм, n - порядковый номер цикла, kv - объемный электрохимический эквивалент обрабатываемого металла, см3/А·мин, χ - удельная проводимость электролита, см-1 Ом-1, η - выход по току обрабатываемого металла, U - напряжение на электродах, В, ΔU - падение напряжения в приэлектродных слоях, равное алгебраической сумме падений напряжения в прикатодном и прианодном слоях, В, δМЭЗ - величина межэлектродного зазора, см, τ - время цикла электрохимического полирования, мин. Изобретение позволяет повысить качество электрохимического полирования за счет определения шероховатости обработанной поверхности после каждого цикла полирования и получить обработанную поверхность без дефектов в виде матовости, питтингов и др. 1 ил., 1 пр.
- шероховатость предыдущего цикла, мкм, n - порядковый номер цикла, kv - объемный электрохимический эквивалент обрабатываемого металла, см3/А·мин, χ - удельная проводимость электролита, см-1 Ом-1, η - выход по току обрабатываемого металла, U - напряжение на электродах, В, ΔU - падение напряжения в приэлектродных слоях, равное алгебраической сумме падений напряжения в прикатодном и прианодном слоях, В, δМЭЗ - величина межэлектродного зазора, см, τ - время цикла электрохимического полирования, мин. Изобретение позволяет повысить качество электрохимического полирования за счет определения шероховатости обработанной поверхности после каждого цикла полирования и получить обработанную поверхность без дефектов в виде матовости, питтингов и др. 1 ил., 1 пр.
Способ электрохимического полирования металлов и сплавов в нейтральном водном растворе солей при плотности тока 0,2-10 А/см2, температуре электролита, равной температуре окружающей среды, вибрации обрабатываемой детали с амплитудой и частотой, заданными исходя из электрохимических свойств материала, отличающийся тем, что электрохимическое полирование осуществляют циклами, при этом время одного цикла полирования задают не более 2 с, а время между циклами рассчитывают по формуле:
 ,
,
где z - заряд потенциалопределяющего иона,
F - число Фарадея, Кл·моль-1,
i - плотность тока анодного растворения, А/см2,
D - коэффициент диффузии ионов обрабатываемого металла, см2/с,
CS - концентрация ионов на поверхности полируемой детали, моль/см3,
причем шероховатость поверхности после каждого последующего цикла определяют из зависимости:

где  - шероховатость последующего цикла, мкм,
- шероховатость последующего цикла, мкм,
 - шероховатость предыдущего цикла, мкм,
- шероховатость предыдущего цикла, мкм,
n - порядковый номер цикла,
kν - объемный электрохимический эквивалент обрабатываемого металла, см3/А·мин,
χ - удельная проводимость электролита, см-1·Ом-1,
η - выход по току обрабатываемого металла,
U - напряжение на электродах, В,
ΔU - падение напряжения в приэлектродных слоях, равное алгебраической сумме падений напряжения в прикатодном и прианодном слоях, В,
δМЭЗ - величина межэлектродного зазора, см,
τ - время цикла электрохимического полирования, мин.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2146580C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2002 |
|
RU2229543C2 |
| Способ электрохимического полирования | 1991 |
|
SU1816811A1 |
| US 6315885 B1, 13.11.2001. | |||

