Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и может быть использовано в электротехнической промышленности.
Целью изобретения является увеличение производительности за счет одновременной навивки двух лент.
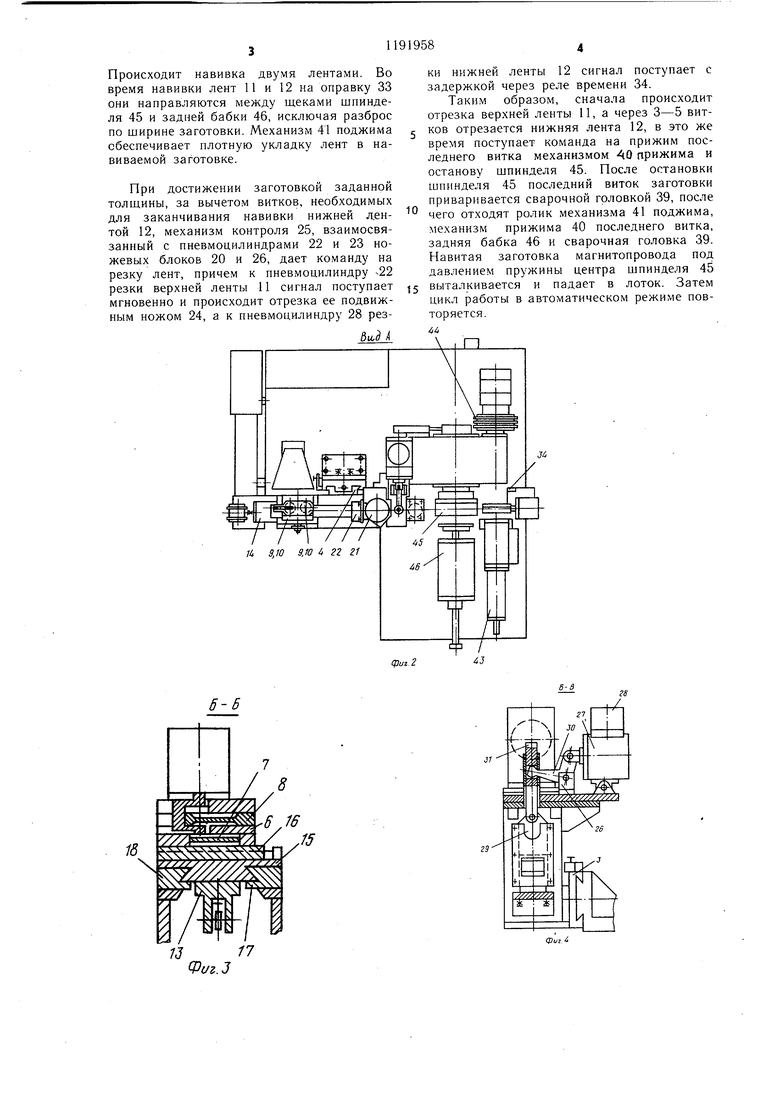
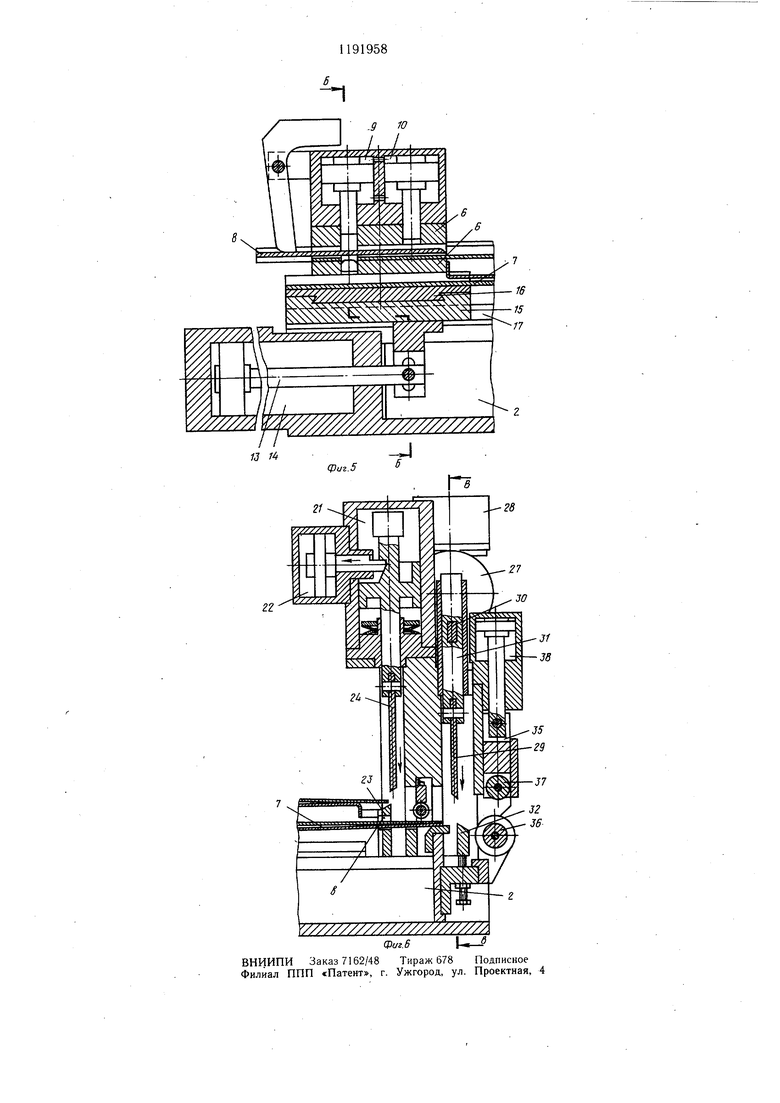
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - механизм подачи лент; на фиг. б - механизм резки.
Автомат навивки магнитопроводов содержит станину 1, корпус 2 с возможностью перемещения по направляющим типа ласточкин хвост 3 и 4, на котором расположен механизм 5 подачи ленты, состоящий из подвижного основания 6 с неподвижно закрепленными на нем толкателем 7 и планкой 8. Пневмоцилиндры 9 и 10 предназначены для прижима лент 11 и 12 к планке 8 и толкателю 7. Шток 13 пневмоцилиндра 14 связан через ползун 15 с кареткой 16 и закрепленным на ней основанием 6. При движении щток 13 пневмоцилиндра 14 перемещает каретку 16 с основанием 6 и пневмоцилиндрами 9 и 10 по на-, правляющим 17 и 18. На корпусе 2 установлен механизм резки 19 нижней 12 и верхней 11 лент резки. Он состоит из блока ножей 20 резки дополнительно введенной верхней ленты 11, снабженного пневмоцилиндрами 21 и 22. Нож 23 закреплен неподвижно, подвижный нож 24 соединен со щтоком пневмоцилиндра 21. К пневмоцилиндру 21 прикреплен пневмоцилиндр 22, связанный с механизмом 25 контроля тол-, щины навивки, порщень которого является стопором порщня пневмоцилиндра 21.
Механизм резки 19 включает блок ножей 26 резки нижней ленты 12, снабженный пневмоцилиндрами 27 и 28, связанными взаимно между собой подобно пневмоцилиндрам 21 и 22. Шток пневмоцилиндра 27 связан с подвижным ножом 29 посредством рычага 30 и выдвижной штанги 31. Нижний нож 32 блока 26 закреплен неподвижно. Пневмоцилиндр 28 связан с механизмом 25 контроля толщины навивки ленты на оправку 33 через реле времени 34.
Узел прижима 35 дополнительной ленты 11 к ленте 12 состоит из направляющего ролика 36, прижимного ролика 37 и пневмоцилиндра 38, щток которого соединен с прижимным роликом 37.
Автомат содержит сварочную головку 39, механизм 40 прижима последнего витка, механизм 41 пЬджима, механизм 42 подачи оправок, механизм 43 сброса оправок, привод 44 со шпинделем 45, заднюю бабку 46, бобинодержатель 47, пульт управления.
Автомат работает следующим образом. Автомат предусматривает навивку магнитопроводов нескольких типоразмеров и работает в двух режимах: наладочном 5 и автоматическом. Наладочный режим используется для настройки автомата. Перед началом работы автомата в автоматическом режиме в магазин механизма сброса оправок 43 помещаются оправки необходимого типоразмера. На сматывающее устройство, расположенное рядом со станком, заправляют ленты так, чтобы при движении лент покрытие находилось сверху лент. При наладочном режиме производится наладка всех сопрягающихся механизмов
5 на требуемые величины лент и оправок, а также конец ленты 12 пропускается через паз толкателя 7 механизма 5 подачи лент за нижний нож 32 блока 26 резки нижней ленты и отрезается подвижным ножом 29, причем конструкция ножа 29 такова, что в
0 момент отрезки ленты 12 часть ленты, находящаяся перед ножом 32, загибается на 7-9 мм для фиксации ленты в пазу оправки 33.
5 Конец ленты 11 (дополнительной) пропускается через паз планки 8 за механизм 19 резки и узел прижима 35 с таким расчетом, чтобы защемление оправкой конца верхней ленты 11 произощло через 3-5 витков навивки нижней ленты 12. На этом наладочный режим заканчивается и автомат переключается в автоматический режим.
Цикл работы автомата в автоматическом режиме начинается с подачи оправки 33 механизмом 42 подачи оправок и.з механизма 43 сброса оправок в зону навивки. Затем подходит задняя бабка 46, заталкивает оправку 33 в окно щеки шпинделя 45 и зажимает ее в центрах. Механизм 42 подачи оправок отходит, срабатывает пневмоцилиндр 14 и механизм 5 подачи лент приводится в
0 движение. Подвижное основание 6 с закрепленными на нем толкателем 7 и планкой 8 подает прижатые к ним спаренными пневмоцилиндрами 9 и 10 ленты 11 и 12 к оправке, но учитывая то, что в наладочном режиме нижняя лента 12 выпущена длиннее,
она заходит в паз оправки 33 и фиксируется, а верхняя лента 11 не доходит до опра.вки. Механизм 5 подачи лент отходит, оставляя ленты 11 и 12 в указанном положении., Подводится ролик механизма 41 поджима
Q и шпиндель 45 начинает вращаться, в то же время ролик 37 узла прижима 35 опускаясь, прижимает верхнюю ленту 11 к перемещающейся нижней ленте 12 и направляющему ролику 36, и благодаря силе трения верхняя лента увлекается нижней лентой
5 к оправке.
Когда происходит захват оправкой 33 верхней ленты 11, ролик 37 отходит вверх. Происходит навивка двумя лентами. Во время навивки лент 11 и 12 на оправку 33 они направляются между щеками шпинделя 45 и задней бабки 46, исключая разброс по ширине заготовки. Механизм 41 поджима обеспечивает плотную укладку лент в навиваемой заготовке. При достижении заготовкой заданной толш,ины, за вычетом витков, необходимых для заканчивания навивки нижней дентой 12, механизм контроля 25, взаимосвязанный с пневмоцилиндрами 22 и 23 ножевых блоков 20 и 26, дает команду на резку лент, причем к пневмоцилиндру 22 резки верхней ленты 11 сигнал поступает мгновенно и происходит отрезка ее подвижным ножом 24, а к пневмоцилиндру 28 резки нижней ленты 12 сигнал поступает с задержкой через реле времени 34. Таким образом, сначала происходит отрезка верхней ленты 11, а через 3-5 витков отрезается нижняя лента 12, в это же время поступает команда на прижим последнего витка механизмом АО прижима и останову шпинделя 45. После остановки шпинделя 45 последний виток заготовки приваривается сварочной головкой 39, после чего отходят ролик механизма 41 поджима, механизм прижима 40 последнего витка, задняя бабка 46 и сварочная головка 39. Навитая заготовка магнитопровода под давлением пружины центра шпинделя 45 выталкивается и падает в лоток. Затем цикл работы в автоматическом режиме повторяется. м I П
5-Б
1317
Фиг.З
ге
J/
фиг А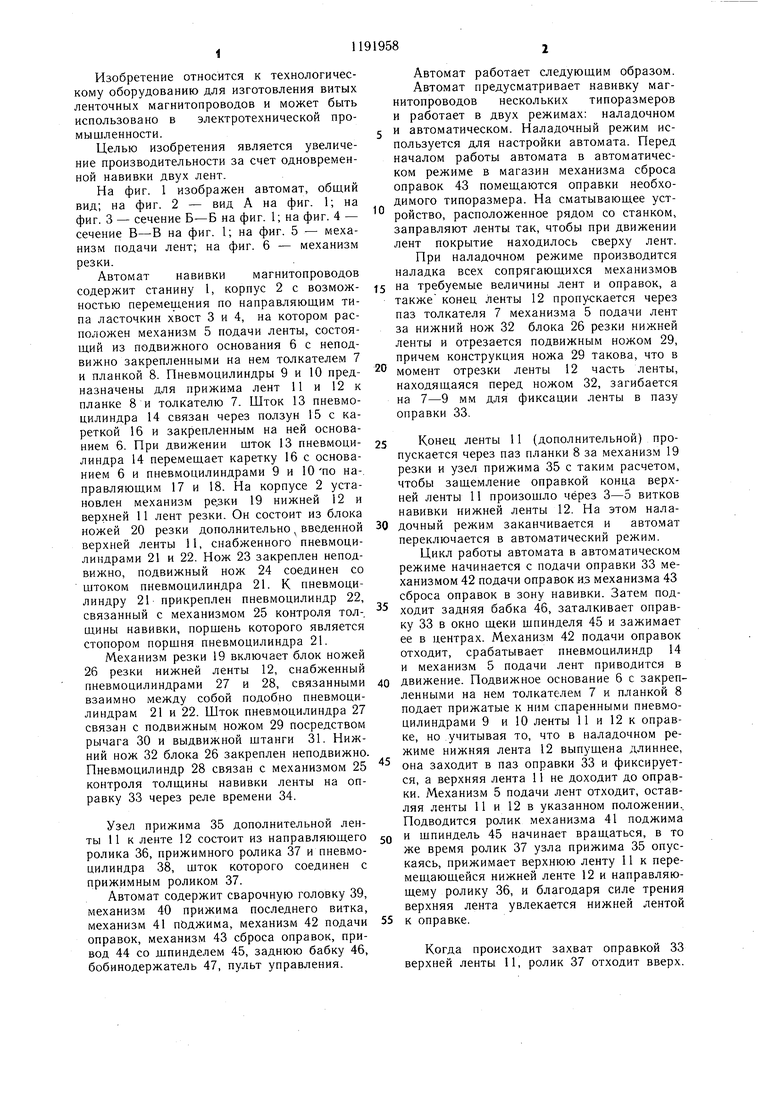
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ФОРМОВКИ МАГНИТОПРОВОДОВ'-ПЛТЕЯТКО" ? лICII | 1970 |
|
SU270058A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1309096A1 |
| Устройство для навивки магнитопроводов | 1975 |
|
SU610195A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU1026177A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Автомат для навивки ленты на оправку | 1977 |
|
SU684627A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопроводов | 1980 |
|
SU959172A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1210149A1 |
, АВТОМАТ ДЛЯ НАВИВКИ МАГНИТОПРОВОДОВ, содержащий механизм подачи ленты, включающий основание с толкателем, имеющее возможность возвратно-поступательного перемещения, и пневмоцилиндр для прижима ленты к толкателю, механизм резки ленты, включающий блок ножей с пневмоцилиндром. связанный с механизмом контроля толщины навивки, шпиндель с приводным механизмом, механизм подачи оправок и механизм сварки, отличающийся тем, что, с целью повышения производительности за счет одновременной навивки двух лент, механизм подачи ленты снабжен планкой, закрепленной на основании над толкателем с зазором, и дополнительным пневмоцилиндром для прижима второй ленты к планке, механизм резки снабжен вторым блоком ножей с пневмоцилиндром, связанным с механизмом резки, а механизм контроля толщины навивки - реле времени, при этом первый блок ножей связан с механизмом резки через реле времени.
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
