Заявляемое изобретение относится к машиностроению, в частности к оборудованию для изготовления гибких трубопроводов, применяемых в системах вентиляции, кондиционирования воздуха, транспортировки сред, для защиты от абразивной пыли ходовых винтов и направляющих и т.д.
Известно устройство для изготовления рукава трубопровода путем навивки ленты совместно с армирующим элементом, включающее опору, средство подачи ленты, средство подачи армирующего элемента, консольную приводную цилиндрическую оправку с коническим заужением, лоток с пазом, соответствующим сечению ленты, и направляющий ролик для армирующего элемента, средство прижима кромок ленты, имеющее, по меньшей мере, один прижимной ролик, средство для соединения кромок ленты, выполненное в виде сварочной высокочастотной головки, имеющей концентратор и направляющий аппарат. При этом средство прижима и направляющий ролик имеют углубления, соответствующие сечению армирующего элемента, и установлены с возможностью образования равномерно расположенных по окружности оправки участков спиральной впадины, имеющей шаг, равный шагу навивки. Средство прижима и сварочная головка установлены на поворотном кронштейне и выполнены с возможностью регулирования усилия прижима. Средства подачи ленты и армирующего элемента, направляющий аппарат, средство прижима и направляющие ролики установлены с возможностью поворота в плоскости, параллельной оси оправки (RU 2007654, F16L 11/24, опубл. 1994.02.15).
Однако известное устройство позволяет без существенного изменения положения всех отмеченных рабочих элементов изготавливать гибкие трубопроводы лишь одного типоразмера, соответствующего диаметру оправки с обязательным армированием рукава, необходимым не только для усиления прочности, но и для съема изделия с оправки за спиральный выступ, образованный армирующим элементом.
Наиболее близким к заявляемому устройству (прототипом) является устройство для изготовления гибкого трубопровода (RU 51701, F16L 11/24, опубл. 2006.02.27), позволяющее упростить по сравнению с устройством, раскрытым в RU 2007654, процесс переналадки устройства при необходимости изменения размеров трубопровода и шага навивки.
Известное устройство имеет в своем составе опору, на которой консольно закреплена оправка для навивки ленты, снабженная приводом вращения. Оправка является частью известного устройства, содержит два основания - диска, одно из которых является частью опоры и закреплено на ней стационарно, а другое - свободное. Основания соединены между собой осевой стяжкой, между основаниями установлены валы, один из которых является приводным и соединен с приводом вращения. На обоих основаниях концы валов равномерно распределены по окружности равного диаметра, при этом концы валов на свободном основании смещены по окружности на радиальный угол по отношению к концам валов на основании, являющемся частью опоры.
Помимо упомянутых элементов известное устройство содержит средство подачи ленты, выполненное с возможностью подачи ленты на один из валов тангенциально ему, устройство для подачи армирующего элемента (если навивка осуществляется с армированием), сварочный аппарат (для варианта со сваркой) и средство прижима соединения зоны перекрытия соседних витков ленты.
Необходимо отметить, что известное устройство не позволяет существенно упростить процесс переналадки при переходе с одного типоразмера изготавливаемого трубопровода на другой и снизить трудоемкость процесса. Указанный недостаток связан с особенностями конструкции, в связи с чем работа по переналадке известного устройства требует высокой квалификации специалистов.
Переналадка устройства-прототипа производится следующим образом.
1. Настройка свободного основания оправки на требуемый типоразмер трубопровода, для чего: свободное основание оправки снимают с осевой стяжки (центральной оси),
- устанавливают новое основание, предназначенное для изготовления трубопровода другого типоразмера,
- между неподвижным основанием оправки, закрепленным на опоре, и новым основанием устанавливают необходимое количество валов, по меньшей мере, один из которых является приводным,
- валы устанавливают в гнездах оснований параллельно центральной оси, равномерно распределяя их концы в гнездах по окружности,
- осуществляют установку заданного угла намотки путем поворота свободного основания и фиксации достигнутого положения, величину угла выбирают, исходя из шага навивки и ширины ленты,
- приводной вал, занимающий при каждой переналадке новое положение в рабочем пространстве устройства, соединяют с приводом вращения.
2. Устанавливают средство подачи ленты.
3. Устанавливают средство создания неразъемного соединения зоны перекрытия соседних витков ленты тангенциально приводному валу (в частном случае сварочный аппарат).
4. Устанавливают устройство для подачи армирующего элемента тангенциально приводному валу, если процесс осуществляют с армированием.
5. Устанавливают средство прижима соединения кромок ленты в заданном положении относительно оси приводного вала.
Необходимо отметить, что конструкция оправки не допускает ее предварительную настройку на новый типоразмер вне устройства.
Только после переналадки основных устройств и узлов известной установки, осуществляемой в указанном порядке, можно начинать окончательную (финишную) настройку всех узлов, участвующих в процессе изготовления трубопровода нового типоразмера, и далее собственно процесс изготовления трубопровода.
Все указанные операции являются ручными, требуют много времени и высокой квалификации оператора.
Отмеченные недостатки известного устройства и его частей в конечном итоге препятствуют увеличению производительности и повышают себестоимость продукции.
Задачей заявляемого изобретения является устранение указанных недостатков, а именно сокращение времени и трудозатрат по переналадке устройства при переходе на изготовление трубопровода другого типоразмера.
Поставленная задача решена за счет изменения известной конструкции.
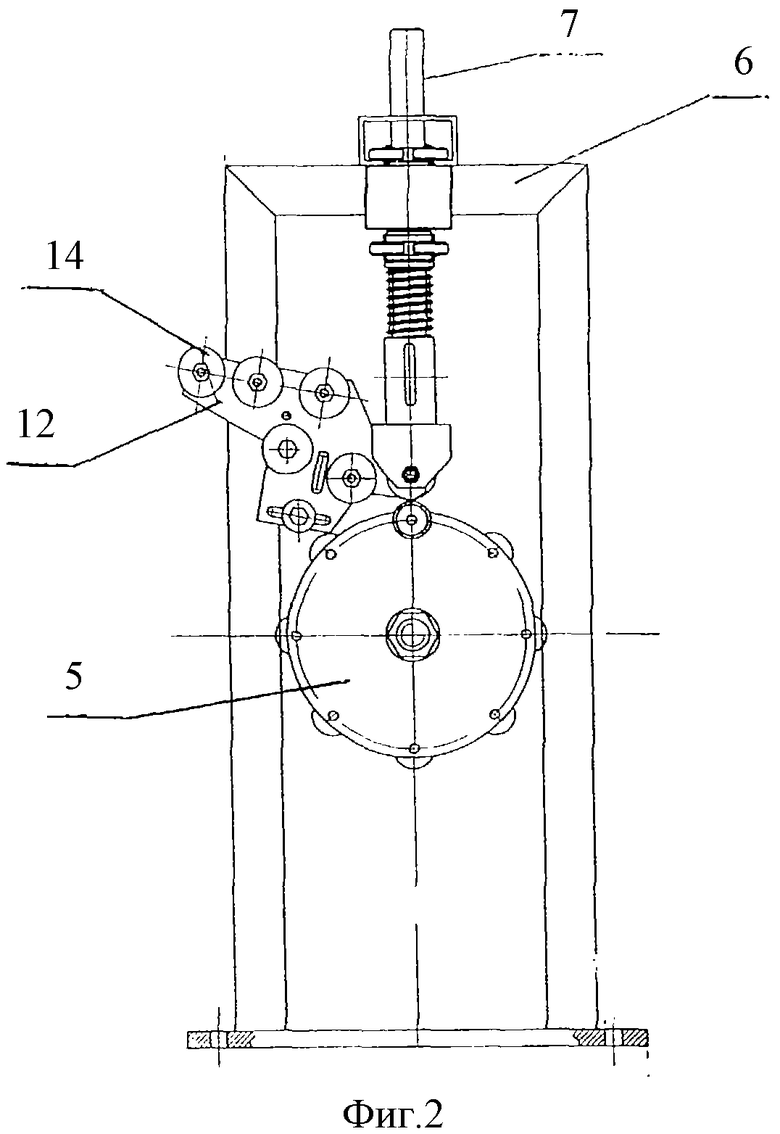
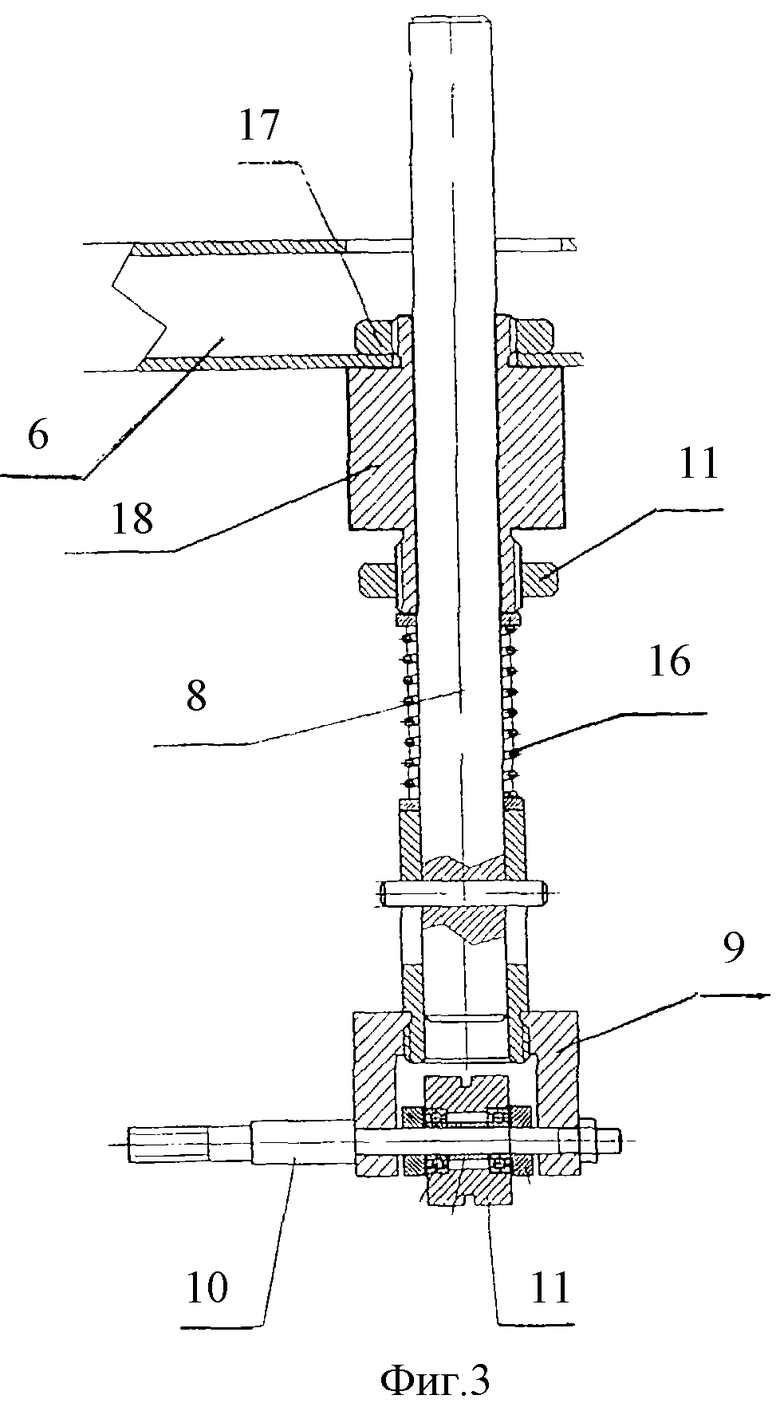
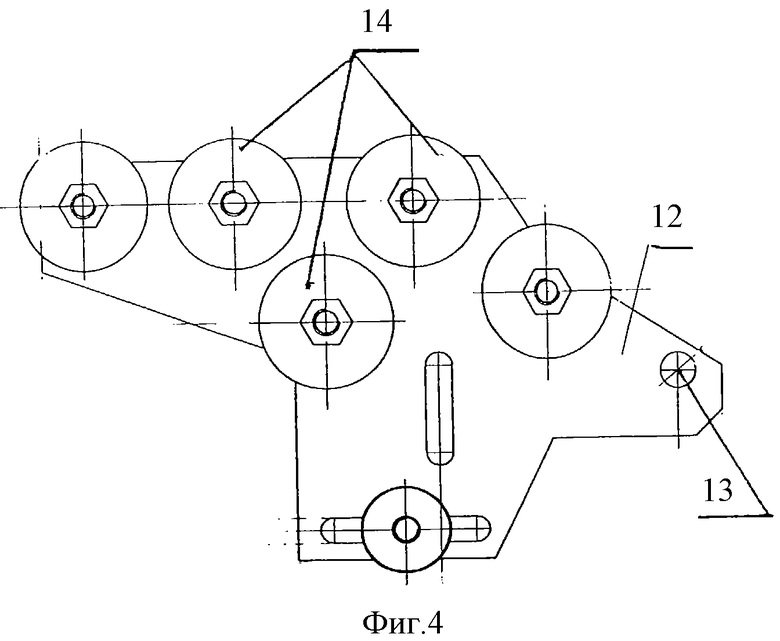
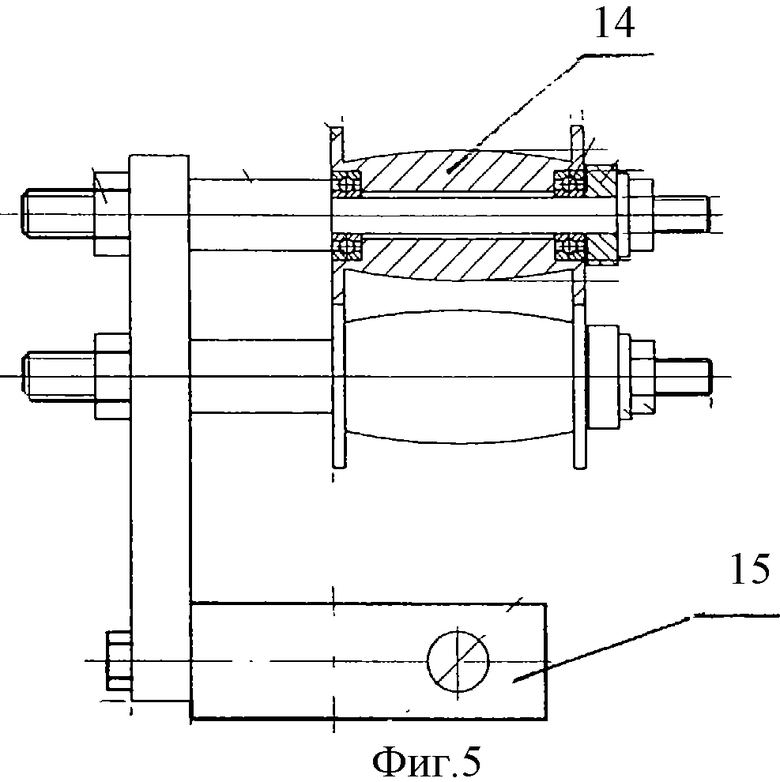
Один из вариантов реализации заявляемого изобретения иллюстрируется графическим материалом, где на Фиг.1 представлен общий вид устройства в сборке, на Фиг.2 - то же, вид сбоку, дополнительное средство прижима не показано, на Фиг.3 - средство прижима в разрезе, на Фиг.4 - часть заявляемого устройства, на Фиг.5 - то же, вид сбоку.
Устройство для изготовления гибкого трубопровода включает опору 1 с основанием 2, на котором закреплен пульт управления 3. В опоре 1 выполнен вертикальный паз 4 для фиксации и крепления съемной оправки 5, на консоли 6 закреплено средство прижима перекрытия соседних витков ленты 7, содержащее центральную ось 8, верхняя часть которой закреплена на консоли 6 с возможностью съема с нее, а нижняя часть оси 8 снабжена средством 9 для установки дополнительной оси 10 и прижимного ролика 11. В частном случае реализации устройства средство 9 выполнено в виде вилки, свободно перемещаемой вдоль оси 8. На оси 10 средства 7 установлено основание 12, ось 10 размещается в отверстии 13. Основание 12 снабжено средством подачи ленты в виде нескольких роликов 14, средством подачи армирующего элемента (при необходимости) (не показан), а также средством для установки сварочного аппарата (не показан). В частном случае упомянутое средство выполнено в виде гнезда 15.
Средство 7 содержит пружину 16 и гайку 17, предназначенные для регулирования усилия прижима ролика 11.
Средство 7 устанавливают на консоли 6, закрепляя центральную ось 8 с помощью крепежных элементов 17 и 18. В случае необходимости все перечисленные выше устройства могут быть одновременно удалены путем снятия оси 8 с консоли 6. Оправка 5 выполнена полностью разборной, ее два основания (диски) 19 выполнены с возможностью вращения друг относительно друга и соединения общей осью 20, а также фиксации заданного положения дисков друг относительно друга после поворота. Несколько валов 21 установлены между дисками 19 таким образом, что их противоположные концы находятся в отверстиях (гнездах) дисков, расположенных равномерно по окружности в части, удаленной от центральной оси 20. Вал 22 в данной конструкции является приводным, выполняет функцию рабочего вала, на котором происходит процесс получения неразъемного соединения зоны перекрытия соседних витков ленты. Центральная ось 20 выполнена с выступом, форма которого ответна форме вертикального паза 4 опоры 1, что позволяет фиксировать ее положение в пазе 4 и, соответственно, положение всей оправки 5 на опоре 1.
Конструкция оправки 5 позволяет настраивать ее на заданный типоразмер трубопровода предварительно, вне устройства для изготовления гибкого трубопровода. Возможна предварительная сборка необходимого комплекта оправок, каждая из которых соответствует заданному типоразмеру изделия.
Предварительная настройка оправки 5 под определенный типоразмер трубопровода производится после размещения и закрепления дисков 19 на оси 20 поворотом дисков 19 на заданный угол, установленный предварительно экспериментально или рассчитанный, заданное положение дисков фиксируют с помощью крепежных элементов.
После этого оправку 5 можно хранить на складе. При необходимости перед началом работы собранную предварительно оправку 5 устанавливают в вертикальном пазу 4, фиксируют ее положение и закрепляют в положении, при котором муфта приводного вала 22 автоматически стыкуется с ответной полумуфтой на валу привода (не показана).
Таким образом, независимо от типоразмера оправки ось приводного вала 22 всегда находится в одной плоскости с осью привода.
Необходимо отметить, что указанные выше конструктивные изменения позволяют исключить предварительную настройку всего устройства под определенный типоразмер, необходимую при использовании устройства-прототипа.
При реализации заявляемого решения предварительные операции перед началом процесса состоят в следующем:
1. Закрепляют на опоре 4 предварительно собранную под заданный типоразмер оправку 5 в постоянном фиксированном базовом положении, одинаковом для любого типоразмера трубопровода.
2. Устанавливают средство 7 и все связанные с ним перечисленные выше конструктивные элементы на консоли 6 и закрепляют его в заданном положении, при котором ось ролика 11 средства прижима 7 параллельна оси приводного вала 22, а между рабочими поверхностями ролика 11 и вала 22 нет зазора.
При изготовлении длинных трубопроводов целесообразно устройство снабдить дополнительным средством прижима перекрытия соседних витков ленты 23, установленным на консоли 6. В частном случае реализации средство 23 содержит те же элементы, что и средство 7.
Изменение конструкции устройства для изготовления гибкого трубопровода, как это было доказано выше, позволяет значительно упростить переналадку устройства при переходе на другой типоразмер (диаметр) трубопровода и, соответственно, повысить производительность и снизить себестоимость гибких трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА, ОПРАВКА И СВАРОЧНЫЙ УЗЕЛ | 2006 |
|
RU2310119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2452887C2 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2007 |
|
RU2344330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294463C1 |
| ТРУБОПРОВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2177099C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОЙ МНОГОСЛОЙНОЙ ТРУБЫ | 2009 |
|
RU2430289C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
Изобретение относится к строительству трубопроводного транспорта и используется для изготовления гибких трубопроводов, применяемых в системах вентиляции, кондиционирования воздуха, транспортировки сред, для защиты от абразивной пыли ходовых винтов и направляющих и т.д. Устройство содержит опору с оправкой, содержащую соединенные осевой стяжкой два основания, между которыми установлены валы из которых ведущий выполнен с возможностью соединения с приводом вращения, средство подачи ленты, сварочный аппарат и средство прижима перекрытия соседних витков ленты. Опора выполнена с возможностью установки на ней и съема с нее оправки и дополнительно снабжена консолью. Оправка выполнена с возможностью установки на упомянутой опоре и съема с нее. Основания оправки выполнены с возможностью относительного вращения и фиксации в заданном положении, соответствующем заданному типоразмеру трубопровода. Средство прижима перекрытия соседних витков ленты выполнено с возможностью закрепления на упомянутой консоли и дополнительно снабжено основанием, на котором установлено средство подачи ленты и средство для установки упомянутого сварочного аппарата. Основание установлено с возможностью поворота относительно горизонтальной оси устройства. 7 з. п. ф-лы, 5 ил.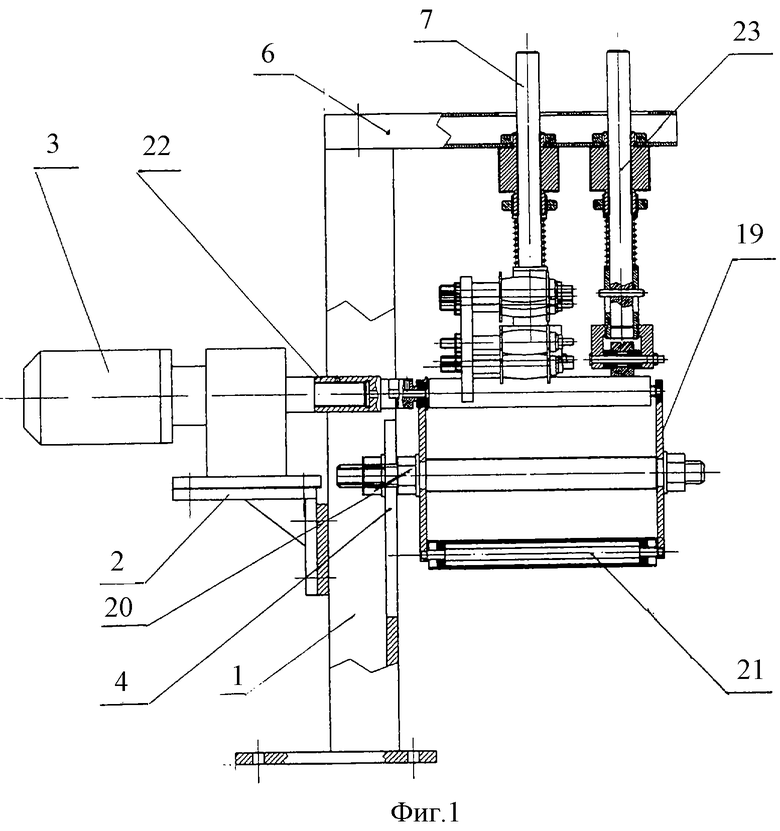
7 Устройство по п.1, отличающееся тем, что средство прижима перекрытия соседних витков ленты содержит прижимной ролик.
| Автомат для продажи билетов | 1936 |
|
SU51701A1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Устройство для изготовления труб намоткой пластмассовой ленты | 1968 |
|
SU513606A3 |
| Способ изготовления гибких рукавов с гладкой внутренней поверхностью | 1984 |
|
SU1260238A1 |
| US 4203476 A, 20.05.1980. | |||

