Изобретение относится к строительству и эксплуатации металлических конструкций, в том числе трубопроводов, газо- и нефтепроводов, и может быть использовано для прямого определения параметров поражения их поверхности ржавчиной.
Известны неразрушающие способы (ультразвуковой, магнитопорошковый, радиографический, вихретоковый, акустоэмиссионный и др.) дефектоскопии [1-4] для оценки степени износа металлических элементов в результате эксплуатации, а также способ определения увеличения электрического сопротивления образца [5]. Недостатками способов является низкая точность измерения, поскольку они используют косвенные методы. Кроме того, применение этих способов в сложных производственных условиях связано с решением дополнительных вопросов, представляющих собой самостоятельную проблему.
Ржавчина - продукт разрушения, очень рыхлое вещество с низкими прочностными свойствами, поэтому влага и кислород легко проникают сквозь нее с продолжением разрушения металла, которое распределено по глубине и по площади неравномерно. Результаты исследования показывают, что граница между ржавчиной и чистым металлом дискретной не является, а представляет неровную поверхность с микроуглублениями и микровыступами со случайным характером распределения их по поверхности металла.
Как показывает опыт, при удалении в доступных местах основного разрушенного слоя с помощью, например, шлифовального корундового круга полированная поверхность содержит многочисленные каверны различной глубины. Для того чтобы определить толщину слоя металла, подвергшегося коррозии, необходимо, во-первых, продолжить шлифовку поверхности металла до полного исчезновения каверн и, во-вторых, иметь возможность инструментально определить глубину погружения шлифовальных приспособлений.
Наиболее близким (и достоверным) к предлагаемому решению является способ прямого определения глубины коррозии на образцах [5]. Для этого из области расположения наиболее крупных зон поражения на рабочей поверхности вырезают, например, шлифы, на которых определяют максимальную глубину проникновения питтинговой коррозии:
- измерением механическим индикатором с передвижным игольчатым щупом расстояния между плоскостью устья и дном питтинга после удаления продуктов коррозии,
- микроскопически, после удаления продуктов коррозии, измерением расстояния между плоскостью устья и дном питтинга (метод двойной фокусировки);
- последовательным механическим удалением слоев металла заданной толщины, например, по 0,01 мм до исчезновения последних питтингов;
- с помощью микроскопа на поперечном шлифе при соответствующем увеличении.
При образовании трудноудаляемых твердых продуктов коррозии или нецелесообразности их удаления количественную оценку сплошной коррозии проводят по увеличению массы на единицу площади поверхности, которую вычисляют по разности масс образца до и после испытаний, отнесенной к единице площади поверхности образца.
Изменение размеров определяют прямыми измерениями по разности между размерами образца до и после испытаний и удаления продуктов коррозии, в том числе с применением оптических или других дефектоскопических средств контроля [5].
Задачей настоящего изобретения является разработка инструментального способа прямого определения параметров поражения ржавчиной доступной поверхности металла с целью исключения изъятия образцов или шлифов.
Решение поставленной задачи согласно изобретению достигается образованием на поверхности конструкции микроконуса глубиной, превышающей толщину слоя ржавчины.
Толщину слоя коррозии h определяют с помощью оптического прибора по величине ширины кольца коррозии η, являющейся проекцией границ усеченного конуса на плоскость, перпендикулярную оси конуса, с последующим пересчетом по формуле:

где α - угол заточки сверла (между режущими гранями инструмента).
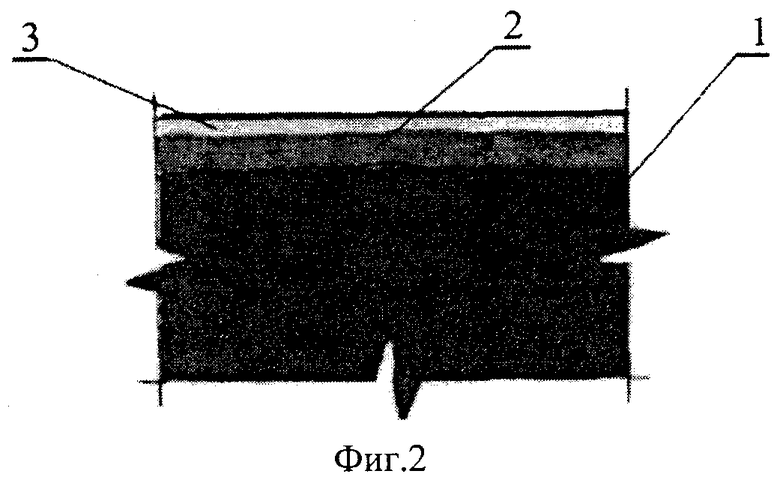
Способ, поясняемый чертежами, выполняют следующим образом. В металлической конструкции определяются участки наибольшего поражения коррозией. На фиг.1 показан фрагмент металла с поверхностным слоем ржавчины: 1 - чистый металл, 2 - слой коррозии. На отобранный для исследования участок поверхности с ржавчиной наносится аэрозольный слой закрепляющего состава, например, быстросохнущей эмали. На фиг.2 показан результат нанесения закрепляющего состава 3. Назначение этой операции - закрепить коррелированный слой на поверхности конструкции жесткой пленкой для предотвращения его разрушения при сверлении. Испытания показали, что применение белой эмали позволяет получить резкое очертание границ поверхности ржавчины (увеличить контраст) в поле зрения объектива и более точно определить размеры области пораженной ржавчиной зоны.
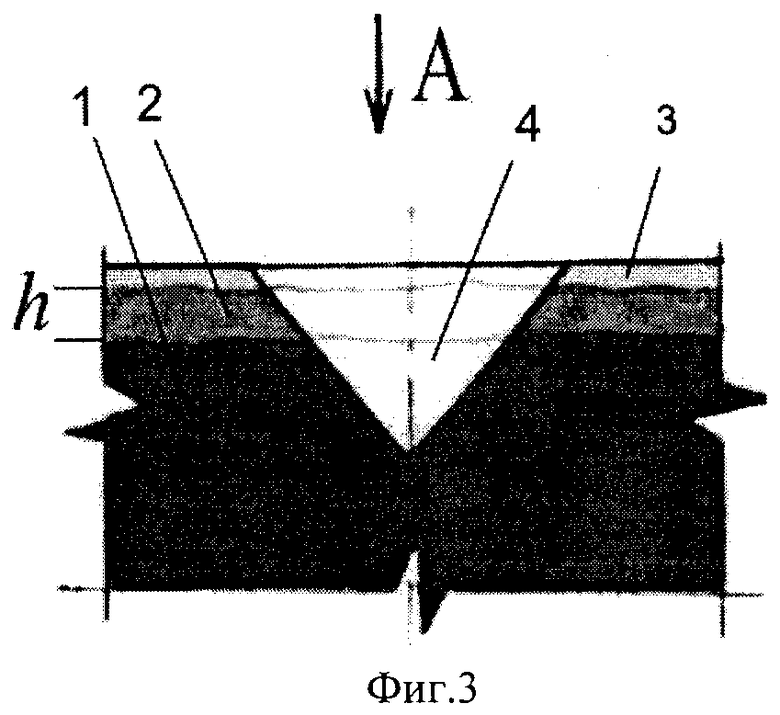
После затвердения эмали на этой поверхности сверлом диаметром в несколько мм высверливается микрократер на глубину, превышающую толщину ржавчины, определяемую опытным путем. Глубина кратера зависит от степени поражения металла коррозией и определяется экспериментально в каждом конкретном случае: она должна быть такой, чтобы вершина конуса была расположена в чистом металле, лишенном каверн ржавчины (фиг.3). Практически глубина высверливания не превышает размера заточки сверла. На фиг.3 показан в большом увеличении микрократер 4.
По данным опытных исследований, применяя сверло диаметром 3-4 мм, глубина микрократера составляет примерно 0,5 мм. Это свидетельствует о том, что даже выборка из нескольких таких точечных высверливаний является, по сути, "комариным укусом" для металлической конструкции толщиной, например, 5-6 мм. Тем не менее высверливание позволяет определить численную величину поражения коррозией металла.
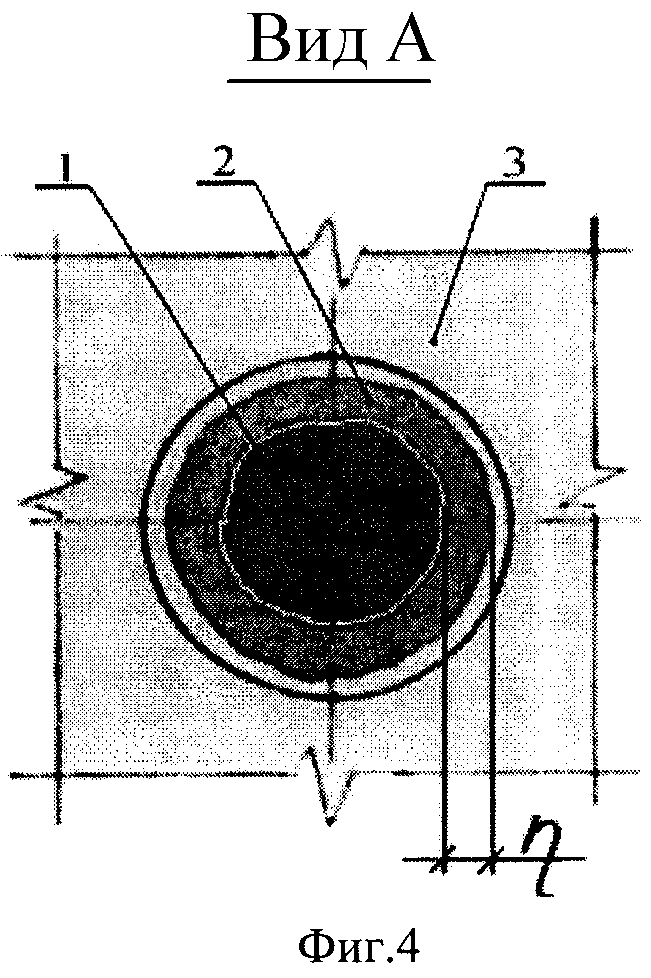
Затем на исследуемую поверхность нормально к диаметру высверленного микрократера устанавливается оптический прибор, например МПБ-2, снабженный шкалой отсчета, обеспечивающий определение линейных размеров измеряемых фрагментов конуса. На фиг.4 показан вид сверху поверхности металла и результат высверливания в виде кругов, наблюдаемых в приборе с увеличением. При наблюдении с помощью этого прибора, обеспечивающего многократное увеличение, образованного кратера четко просматриваются следующие зоны: дно кратера из чистого металла - 1, лишенное признаков поражения ржавчиной; темно-коричневое кольцо корродированного слоя металла - 2, внутренний и внешний контуры которого имеют неровные очертания; наружное кольцо из нанесенного слоя эмали - 3 (фиг.4).
Данный прибор удобно применять в полевых условиях, он имеет небольшие габариты, которые сравнимы с размерами спичечного коробка (фиг.5).
С помощью калиброванной шкалы оптического прибора определяется линейный размер ширины корродированного слоя η темно-коричневого кольца, заключенного между чистым металлом и нижней границей слоя эмали, зафиксировавшего ржавчину. По существу размеры η (горизонтальная проекция грани конуса) и h (толщина слоя коррозии) являются катетами прямоугольного треугольника, образованного образующей конуса и осью его симметрии. Зная угол заточки сверла α и соответственно конуса, образованного сверлом, вычисляется толщина h по формуле (1).
Для повышения точности измерений целесообразно применять сверла с большим углом заточки (α≥120°), поскольку параметры конуса зависят от угла α между режущими гранями сверла, величина которого обычно составляет от 90° до 120°.
На фиг.6 приведен результат наблюдения из практики обследования металлической конструкции через оптический прибор МПБ-2 с ценой деления 0,05 мм, определяющей точность измерения. При просмотре места сверления четко просматривается горизонтальный размер слоя коррозии, заключенного между эмалью и чистым металлом, который равен 0,15 мм. При проведении измерений угол заточки сверла составлял α=90°. Таким образом, в частном случае при α/2=45° катеты равны между собой, и толщина слоя ржавчины оказывается равной ширине кольца коррозии η, т.е. η=h=0,15 мм.
После определения размера коррозии такое вторжение в металл при необходимости заполняется прочным составом: в места высверливания на поверхности металлической конструкции наносится шпатлевка, клеевой состав, например холодная сварка, производится запаивание и т.п.
Изложенный метод может применяться при техническом обследовании металлических конструкций, пораженных поверхностной коррозией без образования и отслоения пластинчатой ржавчины.
В разработанном методе была выполнена модернизация серийного оптического прибора, заключающаяся в установке стационарной микроподсветки от автономного источника питания, укрепленного на штативе прибора, обеспечивающей в производственных условиях (например, в подвалах, траншеях и т.п.) яркое локальное освещение всей поверхности кратера и возможность уверенного определения размера η по шкале прибора.
Литература
1. Кретов Е.Ф. Ультразвуковая дефектоскопия в энергомашиностроении. - СПб.: Радиоавионика, 1995. - 328 с.
2. ГОСТ 21107-87. Контроль неразрушающий. Магнитопорошковый метод.
3. Неразрушающий контроль и диагностика. Справочник. / В.В.Клюев, Ф.Р.Соснин, А.В.Ковалев и др.; Под ред. В.В.Клюева. - 2-е изд. - М.: Машиностроение, 2003. - 656 с.
4. Акустоэмиссионная диагностика конструкций. Под ред. Л.Н.Степановой. - М.: Радио и связь, 2000. - 280 с.
5. ГОСТ 9.908-85. Металлы и сплавы. Методы определения показателей коррозии и коррозионной стойкости. - М.: Изд-во стандартов, 1999.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения глубины и площади коррозии на наружной поверхности боеприпасов и их элементов спектральным методом | 2018 |
|
RU2683809C1 |
| Грунт-эмаль для защитного противокоррозионного эпоксидного покрытия с толщиной защитного слоя до 500 мкм, способ формирования защитного противокоррозионного эпоксидного покрытия и изделие с защитным противокоррозионным эпоксидным покрытием | 2015 |
|
RU2613985C1 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛОВ | 2016 |
|
RU2619692C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ | 2010 |
|
RU2440794C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ, СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2235148C2 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Состав для фосфатирования металлических поверхностей на основе фосфорной кислоты | 2023 |
|
RU2817628C1 |
| ХИМИЧЕСКИ СТОЙКАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 2004 |
|
RU2280052C1 |
| АНТИКОРРОЗИОННЫЙ НАПОЛНИТЕЛЬ ДЛЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 2007 |
|
RU2381247C2 |
| Способ локального определения содержания водорода в твердых металлах и устройство для его осуществления | 1985 |
|
SU1365910A1 |
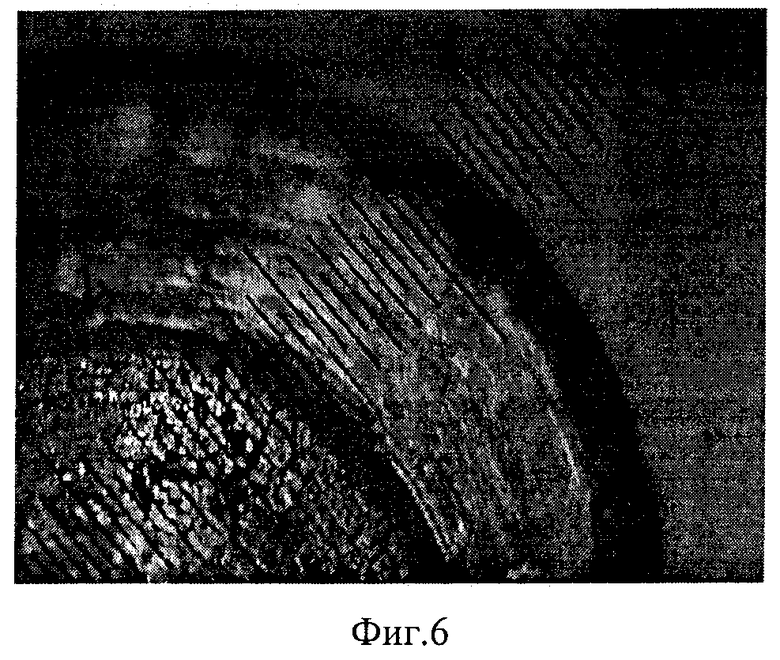
Изобретение относится к строительству и эксплуатации металлических конструкций, в том числе трубопроводов, газо- и нефтепроводов, и может быть использовано для повышения точности измерения путем прямого определения параметров поражения их поверхности ржавчиной. Решение поставленной задачи согласно изобретению достигается образованием на поверхности конструкции микроконуса глубиной, превышающей толщину слоя ржавчины. Толщину слоя коррозии h определяют с помощью оптического прибора по ширине кольца коррозии η с последующим пересчетом по формуле: h=ηtgα/2, где α - угол заточки сверла. Способ выполняют следующим образом. В металлической конструкции определяются участки наибольшего поражения коррозией. На отобранный для исследования участок поверхности, пораженный ржавчиной, наносится слой закрепляющего состава, например, быстросохнущей эмали. После затвердения эмали на этой поверхности сверлом диаметром в несколько мм (3-4 мм) высверливается микрократер на глубину, превышающую толщину ржавчины, определяемую опытным путем. Затем на испытываемую поверхность нормально к диаметру высверленного микрократера устанавливается оптический прибор, обеспечивающий определение линейных размеров измеряемых фрагментов конуса. С помощью калиброванной шкалы оптического прибора определяется линейный размер ширины коррелированного слоя η кольца, заключенного между чистым металлом и слоем эмали, зафиксировавшим ржавчину. По существу размеры η (горизонтальная проекция грани конуса) и h (толщина слоя ржавчины) являются катетами прямоугольного треугольника, образованного образующей конуса и осью его симметрии. На фиг.6 приведен результат наблюдения из практики обследования металлической конструкции через оптический прибор МПБ-2 с ценой деления 0,05 мм, определяющей точность измерения. При просмотре места сверления четко просматривается горизонтальный размер слоя коррозии, заключенного между эмалью и чистым металлом, равный 0,15 мм. После определения размера коррозии при необходимости места сверления заполняются прочным составом: на них наносится шпатлевка, клеевой состав, например холодная сварка, производится запаивание и т.п. Формула содержит один независимый и один зависимый пункты.
Техническим результатом изобретения является разработка инструментального способа прямого определения параметров поражения ржавчиной доступной поверхности металла с целью исключения изъятия образцов или шлифов. 1 з.п. ф-лы, 6 ил.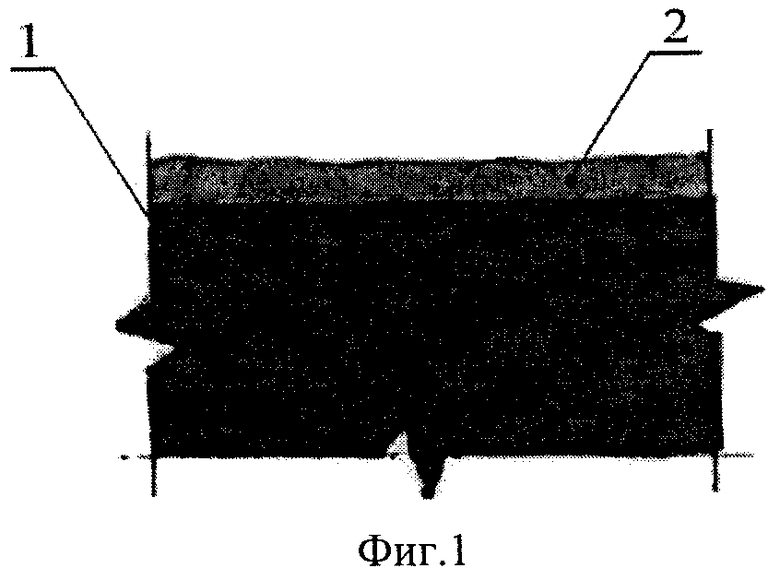
1. Способ определения глубины поверхностной коррозии металлических конструкций, включающий удаление слоя коррозии механическим путем и замер толщины слоя коррозии оптическим прибором, увеличивающим предмет обследования, отличающийся тем, что толщину слоя коррозии определяют по формуле h=ηtgα/2 (η - ширина кольца коррозии по оптическому прибору, α - угол заточки сверла) после нанесения фиксирующего коррозию состава на конструкцию и последующего засверления конструкции на глубину, превышающую толщину ржавчины.
2. Способ по п.1, отличающийся тем, что после процедуры измерения места высверливания конструкции заполняются скрепляющим материалом.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Металлы и сплавы | |||
| Методы определения показателей коррозии и коррозионной стойкости | |||
| - М.: Изд-во стандартов, 1999 | |||
| JP 08035952 A (EBARA CORP), 06.02.1996 | |||
| НИИЭМАЛЬХИММАШ» | 0 |
|
SU330378A1 |
| СПОСОБ ПРОЯВЛЕНИЯ ДЕФЕКТОВ НА ИССЛЕДУЕМОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2006 |
|
RU2301990C1 |
| Способ обработки поверхностей никелевых или содержащих никель-основы катодов | 1929 |
|
SU11965A1 |

