Изобретение относится к области металлургии, в частности к устройствам для разливки металла в кристаллизатор при непрерывном литье тонких плоских слитков из цветных металлов и сплавов.
Известен промежуточный ковш двухручьевой машины непрерывного литья заготовок (№1790468 A3, В 22 D 11/10, БИ №3, 1993 г.), содержащий футерованный кожух с соплами для подачи газа, отбойную часть, приемную и разливочные секции с выпускными стаканами, удаленными от боковой стенки на расстоянии а, при этом секции разделены между собой перегородками с выполненными в них сквозными каналами, перегородки выполнены Г-образной формы с соотношением длины большего и меньшего участков 3:1 и с углом между ними 150°, меньшие участки перегородок параллельны боковой стенке промежуточного ковша и удалены от нее на расстоянии За, а сквозные каналы выполнены рядами в участках перегородок меньшей длины, при этом оси сквозных каналов верхнего и нижнего рядов расположены в горизонтальной плоскости, оси каналов второго ряда наклонены под углом 40° к горизонтали, а оси каналов промежуточных рядов в направлении к верхнему ряду расположены с уменьшением угла наклона каждого последующего на 10°, сопла для подачи инертного газа установлены в приемной секции со стороны днища ковша вдоль участков перегородок меньшей длины, суммарная площадь сквозных каналов составляет 2-6 площади отверстия выпускного стакана.
Недостатком этого ковша является то, что его можно использовать только для двухручьевых машин непрерывного литья заготовок. Кроме того, температура металла, поступающего к отдельным сливным отверстиям ковша, характеризуется значительной разницей. Это приводит к снижению стабильности процесса литья из-за «затягивания» отверстий или «прорывов» металла.
За ближайший аналог принято распределительное устройство для непрерывного литья плоских слитков из цветных металлов и сплавов (Подшипники из алюминиевых сплавов. / Н.А.Буше, В.А.Двоскина, К.М.Раков, А.М.Гуляев. - М.: Транспорт, 1974. - стр.69), содержащее стальную коробку, футерованную огнеупорным кирпичом и маринитом, имеющую три выпускных отверстия с регулятором расхода металла, крышку с размещенным в ней нагревателем.
Недостатком данного распределительного устройства является то, что расплав металла имеет разную температуру по объему корпуса.
Технический результат - повышение стабильности процесса литья, улучшение структуры, качества поверхности получаемых слитков, увеличение выхода годного и производительности процесса непрерывного литья.
Технический результат достигается тем, что распределительное устройство для непрерывного литья тонких слитков из антифрикционных сплавов, содержащее футерованный корпус с расположенными в нижней его части тремя сливными отверстиями, футерованную крышку с заливочным отверстием, три регулируемых стопора, по высоте корпуса размещено нагревательное устройство, сливные отверстия размещены под углом 120° относительно друг друга и от стенки корпуса на расстоянии, равном 0,2-0,25 внутреннего диаметра корпуса, в нижней части корпуса выполнено гнездо для размещения термопары.
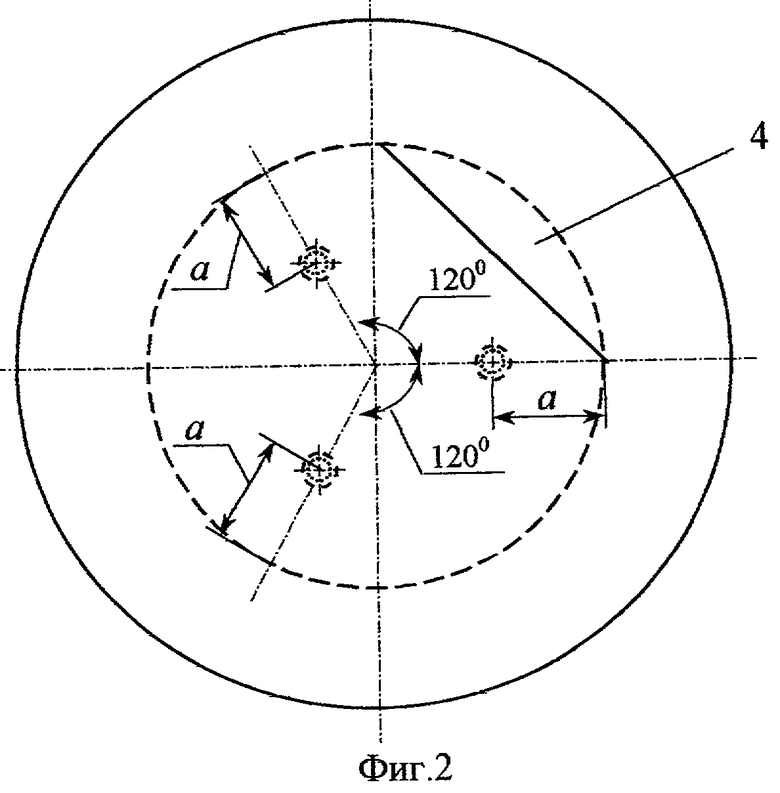
На фиг.1 показано распределительное устройство для непрерывного литья; на фиг.2 - вид сверху на фиг.1.
Распределительное устройство для непрерывного литья тонких слитков из антифрикционных сплавов содержит корпус 1 с монолитной или кирпичной основой футеровкой 2, футерованную крышку 3 с заливочным отверстием 4. В корпусе 1 устройства размещено нагревательное устройство 5. В подине корпуса расположены три сливных отверстия 6, через которые при открытых регулируемых стопорах 7 расплавленный металл вытекает из устройства в кристаллизаторы (не показаны). Для контроля и регулирования температуры расплава в нижней части корпуса выполнено гнездо для размещения в нем термопары 8. Сливные отверстия 6 размещены под углом 120° относительно друг друга и на расстоянии, равном 0,2-0,25 внутреннего диаметра корпуса 1 от его стенки.
Распределительное устройство работает следующим образом. При непрерывной подаче металла в предварительно разогретый корпус 1 через заливочное устройство 4 регулирующими стопорами 7 устанавливается требуемая скорость вытекания расплава через сливные отверстия 6 в кристаллизаторы. Разогрев корпуса производят до температуры слива с помощью нагревательного устройства 5, размещенного в корпусе устройства для непрерывного литья. Контроль температуры расплава в рабочем пространстве корпуса производят с помощью термопары 8.
Благодаря размещению нагревательного устройства по высоте корпуса обеспечивается одинаковая температура металла по объему корпуса. Контроль и поддержание температуры на требуемом уровне, а также размещение под углом 120° относительно друг друга и на одинаковом расстоянии от стенки корпуса сливных отверстий обеспечивает повышение стабильности процесса литья, улучшает структуру и качество поверхности слитков за счет того, что скорость движения металла через сливные отверстия при равной температуре практически одинакова. Это определяет и одинаковое снижение температуры металла на отрезках путей к кристаллизаторам.
Кроме того, выравнивание температуры расплава и поддержание ее на требуемом уровне позволило исключить при непрерывной разливке такие нежелательные (аварийные) явления, как «прорывы» металла над кристаллизатором и «затягивания» сливных отверстий, что увеличивает выход годных слитков и производительность процесса непрерывного литья.
Ожидаемый экономический эффект от использования изобретения составит около 1000 руб./т.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2029656C1 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| ПРОМЕЖУТОЧНАЯ ЕМКОСТЬ УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК С ДУГОВЫМ НАГРЕВАТЕЛЕМ ПОСТОЯННОГО ТОКА | 1999 |
|
RU2165334C2 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
Изобретение относится к области металлургии. Распределительное устройство содержит футерованный корпус с тремя сливными отверстиями в нижней части, футерованную крышку с заливочным отверстием, три регулируемых стопора. По высоте корпуса размещено нагревательное устройство. Сливные отверстия расположены под углом 120° относительно друг друга и от стенки корпуса на расстоянии, равном 0,2-0,25 внутреннего диаметра корпуса. Обеспечивается поддержание одинаковой температуры металла по объему распределительного устройства, повышение стабильности процесса литья, улучшение структуры и качества поверхности слитков. 1 з.п. ф-лы, 2 ил.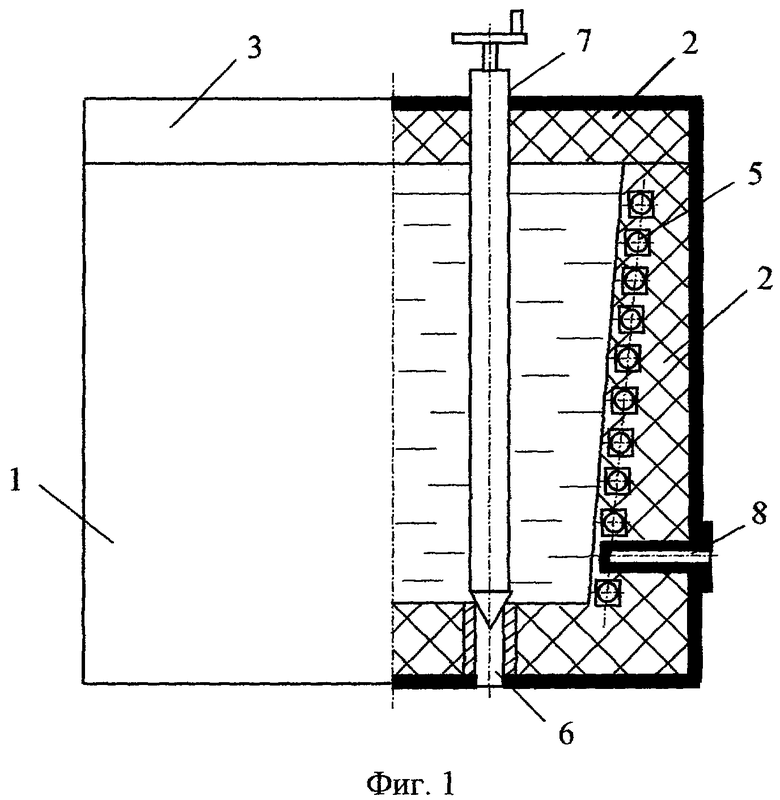
| БУШЕ Н.А | |||
| и др | |||
| Подшипники из алюминиевых сплавов, Москва, Транспорт, 1974, с.69 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ТОКСИЧЕСКИХ ЭЛЕМЕНТОВ В СЫРЬЕ И В ПРОДУКЦИИ САХАРНОГО ПРОИЗВОДСТВА | 2003 |
|
RU2239828C1 |
| УСТРОЙСТВО ДЛЯ ПЛАВКИ МЕТАЛЛИЧЕСКОГО ЛОМА И ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА ПУТЕМ ПРОДУВКИ ГАЗАМИ | 1993 |
|
RU2061056C1 |
| Промежуточное устройство для многоструйной разливки стали | 1977 |
|
SU722666A1 |

