Изобретение относится к промышленности строительных материалов, в частности к устройствам для производства термически закаленного крупногабаритного листового стекла.
Известны установки для закалки листового стекла, включающие в себя горизонтальные туннельные нагревательные течи, воздухоструйные закаточные решетки и валковые транспортеры, по которым непрерывно движущиеся листы стекла поступают в пёчъ, проходят по печи и нагреваются до 620-650° С, после чего закаляются, двигаясь между воздухоструйными решетками 1. Скорость перемещения листов стекла по валкам должла быть достаточно высокой, чтобы избежать волнообразной деформации стекла. Ч&ы шире лист стекла, тем больше необходима скорость транспортировки, что объясняется следующим:
-при увеличении ширины рабочего пространства печи требуется увеличивать диаметр валков для обеспечения достаточной их жесткости, а вследствие этого и шаг валков;
-при увеличении ширины стекла требуется увеличивать скорость перевода стекла из иечИ в обдувочные решетки во избежание его деформащии или разрушения.
По указанным причинам закалка крупногабаритных стекол (например, шириной 1500 мм и более) требует создания закалочных установок такой большой длины, что они не могут быть экономически оправданы.
Наиболее близким техническим решением к предлагаемому является установка, которая включает в себя горизонтальную печъ нагрева, обдувочные решетки и валковый транспортер с приводом вращения валков, печной, закалочный и разгрузочный рольганги 2. Печной и закалочный рольганги выполнены с реверсивными приводными устройствами. Поступивщий в печъ лист стекла проходит по ней до выходного конца, после чего печной рольганг реверсируется, лист стекла движется назад к выходному концу печи, затем снова реверс рольганга и т. д. При достижении стеклом заданной температуры печной рольганг В1ключается на прямое направление вращения, и стекло поступает из печ,и на закалочный рольганг, где в процессе охлаждения также перемещается вперед-назад.
Недостатком установки является снижение качества стекла из-за многократных остановок при реверсировании, во время которых стекло подвергается деформации.
Цель изобретения - уменьшение табаритов установки и повышение качества стекла.
Поставленная цель достигается тем, что установка для закалки листового стекла, включающая в себя горизонтальную нагревательную печь, обдувочные решетки и валковый транспортер с приводом вращения валков, снабжена рейками, расположенными по обе сторолы транспортера и торцов валков с возможностью сцепления с ними, а транспортер выполнен замкнутым.
В результате этого :каждый валок транспортера имеет возможность соверщать вращение вокруг сОбственной оси и поступательное движенже валков. Суммарное действие этих движений таково, что стекло во время периода нагрева или охлаждения остается неподвижным относительно рнбочего пространства иечи либо обдувочной решетки, в то время как валки катятся по его нижней поверхности. Это позволяет сократить длину рабочего пространства печи и решеток и обеспечить нагрев 1стекла без
L
деформации.
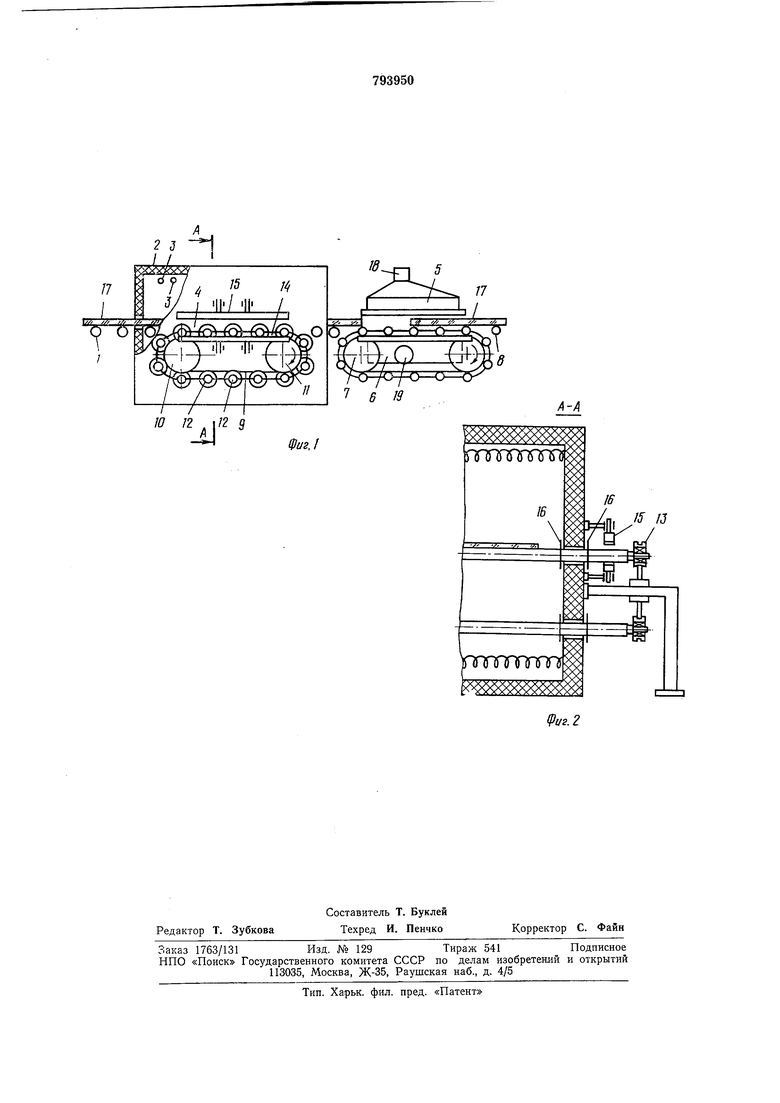
На фиг. 1 схематически изображена предлагаемая установка, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1.
Установка состоит из приемного рольганга /, горизонтальной нагревательной иечи, содержащей футеровку 2, нагревательные элементы 3 и транспортер 4 охлаждающего устройства, содержащего верхние и нижние обдувочные решетки 5 и б и транспортер 7, и разгрузочного рольганга 8.
Транспортер 4 (на чертежах его привод не показан) включает в себя бесконечную цепь 9, которая огибает зубчатые колеса 10 и 11 « несет на себе ваяки 12, имеющие возможность вращаться в подшипниках 13, вмонтированных в цепь 9. По обе стороны верхней ветви транспортера имеются рейки J4 и 15, имеющие возможность перемещаться вертикально (на чертежах привод не показан) и иоочередно входить в фрикционное сцепление (наиболее обеспечивающее сглаживание толчков) с валками.
Для уменьшения теплопотерь из печи на валках .имеются экраны 16.
Установка работает следующим обравом. Лист стекла ./7 по рольгангу / поступает в печь на транспортер 4, верхняя ветвь которого перемещается от входа печи к выходу. Валки 12 верхней ветви одновременно вращаются в подшипниках 13 (на чертеже по часовой стрелке), находясь во фрикционном сцеплении с нижней рейкой 14. После ввода стекла в печь нижняя рейка 14 выводится из зацепления с валками 12, и в зацепление вводится верхняя рейка 15, в результате чего валки получают противоположное вращение (на чертеже против часовой стрелки). Поскольку линейная скорость цени 9 и окружная скорость валков 12 равны цо величине и направлены в противоположные стороны, стекло остается неподвижным.
Когда темнература стекла достигает закалочной (650° С), верхнюю рейку 15 выводят, а нижнюю рейку 14 вводят в сцепление с валками. Направление вращения валков нз1меняется, они сообщают стеклу движение, совпадающее с направлением движения верхней ветви транспортера, в результате чего стекло с удвоенной (по отнощению .к движению транспортера) скоростью переходит в охлаждающее устройство на транспортер 7, аналогичный транспортеру 4. Здесь стекло охлаждается между решетками 5 и в которые нагнетается воздух но патрубкам 18 и 19, при этом лист стекла так же, как и во время нагрева в печи, остается неподвижным, в то время как валки транспортера перемещаются по его нижней поверхности.
После завершения онерации закалки транспортер переключается на режим вывода стекла, аналогичный режиму вывода стекла из иечи, и стекло выводится на разгрузочный рольганг iS.
Формула изобретения
Установка для закалки листового стекла, включающая в себя горизонтальную нагревательную печь, обдувочные решетки и валковый транспортер с приводом вращения валков, отличающаяся тем, что, с целью уменьшения габаритов установки « повыщения качества стекла, она снабжена рейками, расположенными по обе стороны транспортера у торцов валков с возможностью сцепления с ними, а транспортер выполнен замкнутым.
Источники информации, принятые во внимание ири экспертизе:
1.Патент Франции № 2152895, кл. С 03 В 27/00, 1974.
2.Патент США № 3994711, кл. 65-163, 1976. ю /2 |/г 5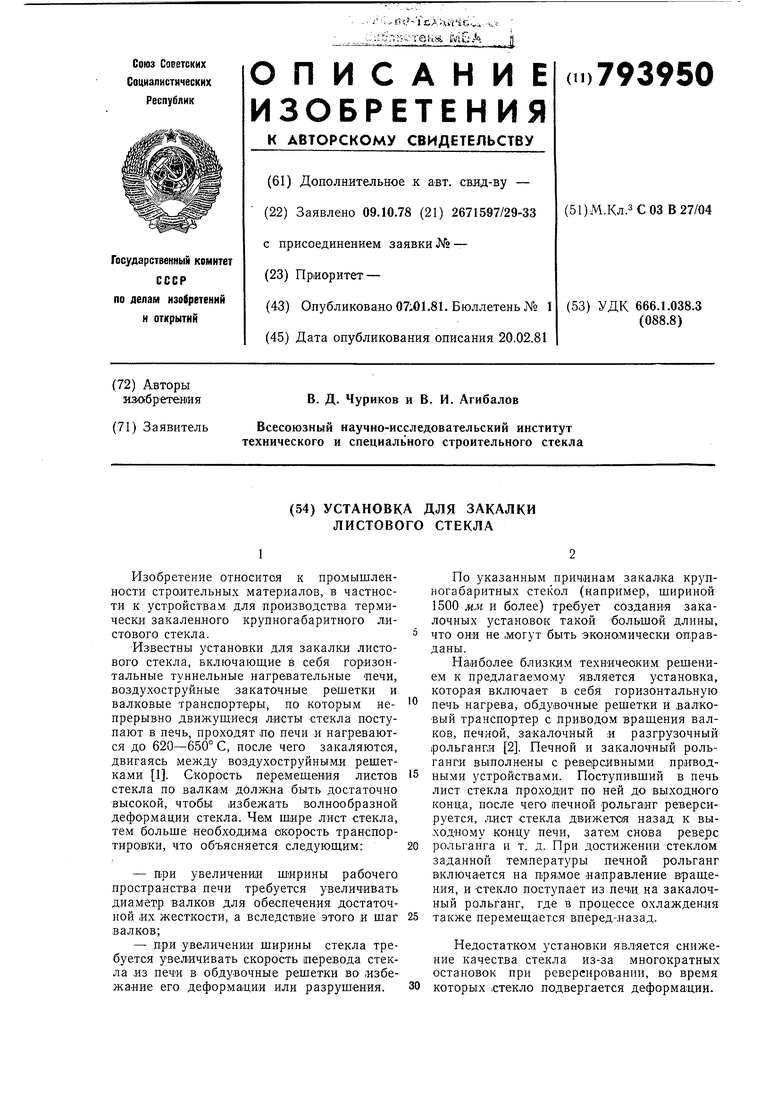
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2199496C2 |
| Установка для изготовления гнуто-гО зАКАлЕННОгО лиСТОВОгО СТЕКлА | 1979 |
|
SU808388A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2091339C1 |
| Установка для изготовления гнутого закаленного листового стекла | 1983 |
|
SU1122627A1 |
| Установка для изготовления профильного стекла | 1986 |
|
SU1362714A1 |
| Способ резки пластичной ленты стекла | 1982 |
|
SU1087478A1 |
| Установка для изготовления гнутого закаленного листового стекла | 1987 |
|
SU1482890A2 |
| ОБОРУДОВАНИЕ ДЛЯ ЗАКАЛКИ ГНУТОГО СТЕКЛА С ВОЗМОЖНОСТЬЮ ОСЛАБЛЕНИЯ ЗАКАЛОЧНЫХ ПЯТЕН | 2020 |
|
RU2818359C2 |
| Механизм перемещения плоских и гнутых листов стекла | 1982 |
|
SU1031923A1 |
| Установка для гнутья и закалки листового стекла | 1976 |
|
SU617395A1 |