Изобретение относится к способу механического соединения плоских прокладок, имеющих, по меньшей мере, два слоя.
Из патента DE 19851066 известен металлический уплотнительный элемент, который расположен так, что находится между противоположными друг другу поверхностями блока цилиндров и головки блока цилиндров. Металлический уплотнительный элемент содержит пару гибких металлических пластин, которые имеют первые высверленные отверстия, соответствующие отверстиям цилиндра, и выгнутые желобки, образованные по окружностям первых высверленных отверстий. Кроме этого, предусмотрен компенсационный элемент, который имеет вторые высверленные отверстия, находящиеся напротив первых высверленных отверстий, и который раскатан между гибкими металлическими пластинами. Гибкие металлические пластины имеют соединительные участки, причем металлические пластины и компенсационный элемент зачеканены между собой. Для применения годится пробойник, который механически деформирует материал в соответствующей соединительной области металлических пластин, а также компенсационного элемента. С помощью другого пробойника в области соответствующих слоев получается деформация материала в направлении наружу, с помощью которой достигается прочное соединение отдельных слоев.
В основе изобретения стоит задача создания способа механического соединения плоских и, по меньшей мере, двухслойных прокладок, например прокладок головки цилиндра или головки блока цилиндров, фланцевых уплотнений или т.п., причем соединение можно выполнить простейшим способом, не используя дополнительные материалы или соединительные элементы.
Кроме того, должна быть создана плоская прокладка, в частности многослойная металлическая прокладка головки цилиндра или головки блока цилиндров, причем это должно быть разъемное соединение отдельных слоев.
Эта задача решается с помощью способа механического соединения плоских и, по меньшей мере, двухслойных прокладок, заключающегося в том, что отдельные слои помещают в области инструмента, и, по меньшей мере, один пробойник с почти круглым поперечным сечением частично разрезает слои в определенных местах соответствующей соединительной области, а вне соответствующей области разреза, по меньшей мере, части оставшегося материала деформируются, образуя изогнутые области таким образом, что соответствующая область разреза выполнена скругленной, а соответствующая изогнутая область выполнена прямолинейной, причем образованные в области разреза острые кромки, по меньшей мере, одного из слоев соединяют с материалом, по меньшей мере, одного другого слоя для получения соединения путем зажима, но с возможностью его освобождения.
Выгодные усовершенствования заявленного способа приводятся в зависимых пунктах, относящихся к способу.
Эта задача решается также с помощью, по меньшей мере, двухслойной плоской прокладки, имеющей аналогичные формирователи отверстий, причем отдельные слои соединены между собой путем зажима с возможностью их освобождения, причем соответствующая область соединения имеет почти круглое поперечное сечение и в определенных местах имеет области разреза, а вне этих областей разреза - изогнутые области, причем соответствующая область разреза выполнена скругленной, а соответствующая изогнутая область выполнена прямолинейной, и образованные в области разреза острые кромки, по меньшей мере, одного из слоев вдавлены в материал, по меньшей мере, одного другого слоя и соответственно сцеплены с другими острыми кромками другого слоя.
Выгодные усовершенствования заявленной плоской прокладки представлены в соответствующих зависимых пунктах формулы.
По сравнению с уровнем техники по патенту DE 19851066 А1 имеется разъемное, созданное путем зажима соединение отдельных слоев плоской прокладки, в частности прокладки головки цилиндра или головки блока цилиндров, так что в процессе изготовления плоской прокладки, в частности прокладки головки цилиндра или головки блока цилиндров, при необходимости можно заменить имеющиеся дефектные слои, не убирая при этом технически исправные слои.
Отдельные, в частности металлические, слои плоской прокладки соединяют друг с другом методом штамповки в заданных местах механическим способом с возможностью их разъединения. Для этого пробойник с нескольких сторон (предпочтительно с трех сторон) делают притупленным и скругленным, так что эти места не годятся для выполнения разреза. В этих притупленных и скругленных областях материал только удерживают и механическим способом деформируют. Оставшимися областями пробойника соответствующий слой при прессовании разрезают в определенных местах (предпочтительно в трех местах), причем так, что еще остаются острые кромки, которые либо вдавливают в другой слой, либо соединяют с острыми кромками другого слоя. В результате этих двух процессов достигается соединение отдельных слоев путем зажима. Области разреза, исходя из назначения их размеров, сформированы так, что в процентном отношении они меньше, чем изогнутые области, проходящие по существу прямолинейно, или они максимально одинаково большие.
С помощью такого процесса разрезания обеспечивается то, что диаметр штамповочного стержня одного из слоев немного больше, чем высверленное отверстие другого слоя, так что получается упомянутое зажатие штамповочного стержня в другом слое.
С помощью заявленного способа можно соединять между собой с возможностью разъединения до шести (металлических) слоев, причем соединение слоев в различных местах плоской прокладки можно осуществить в ходе одной рабочей операции.
Как уже было сказано, соединенные отдельные слои можно при необходимости снова разъединить, так что после замены дефектного слоя на технически исправный слой можно снова получить соединение под воздействием нажима.
Предмет изобретения представлен на чертеже в виде примера выполнения и описывается ниже.
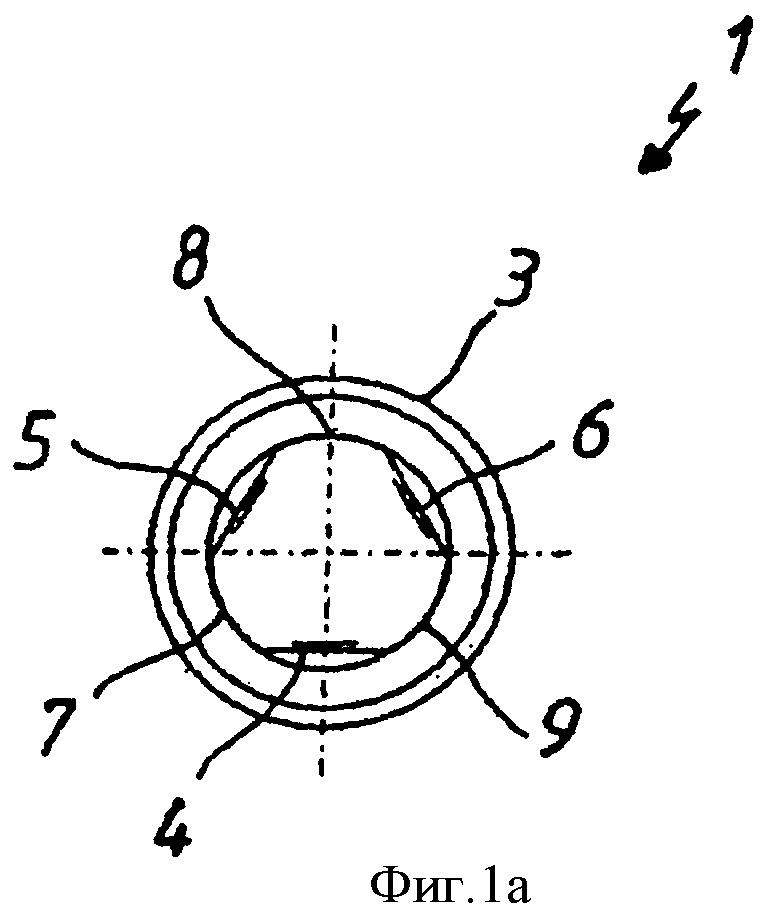
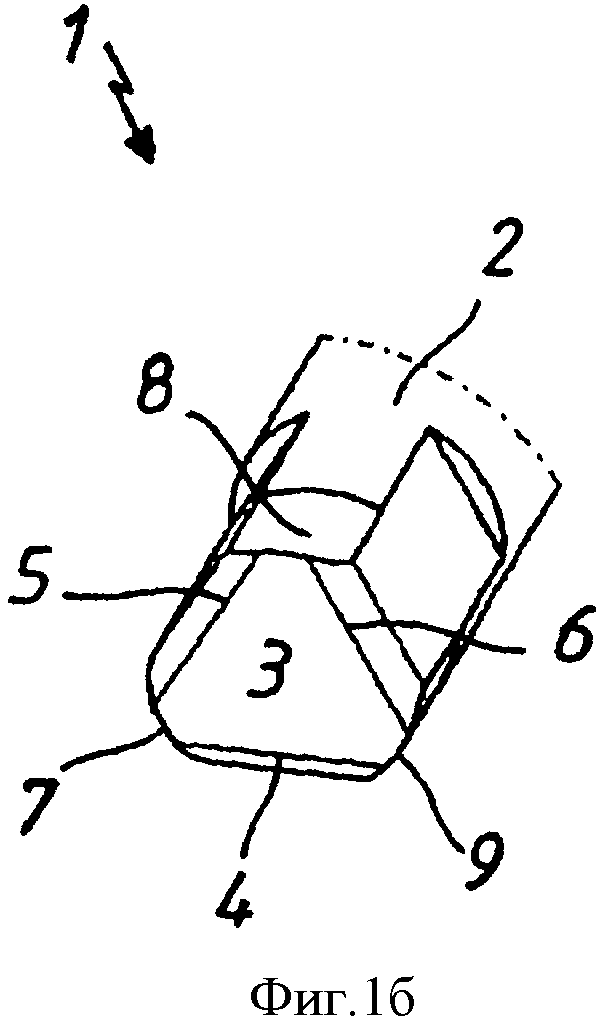
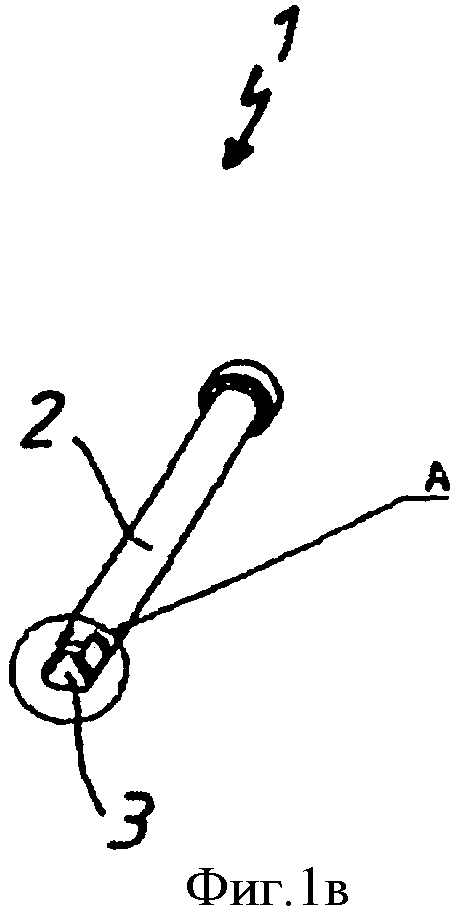
Фиг.1а-в - в разных видах и в сечении принципиальный рисунок рабочего инструмента, применяемый для получения областей соединения;
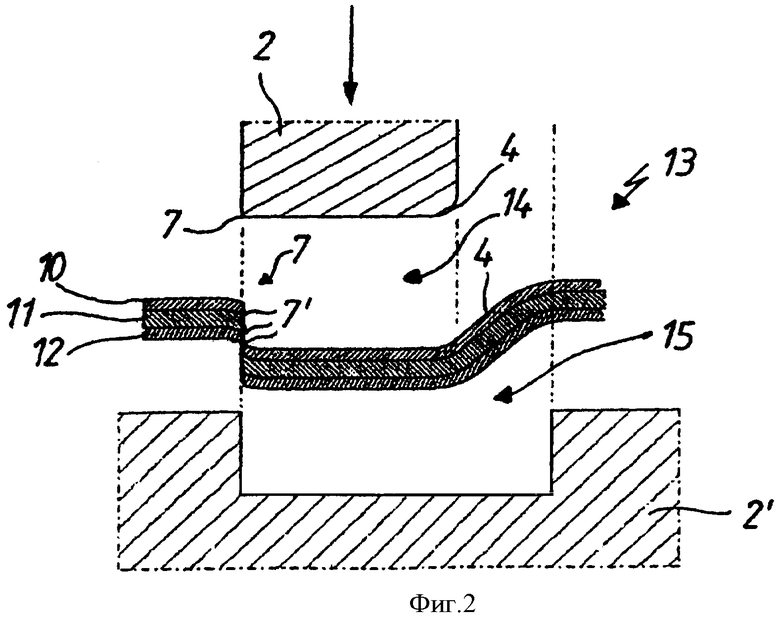
Фиг.2 - фрагмент соответствующей области разреза и изогнутой области на участке соединения.
На фиг.1 представлено частично перспективное схематичное изображение изолированного обрабатывающего рабочего инструмента 1. Обрабатывающий рабочий инструмент 1 имеет продолговатый пробойник 2 с почти круглой нижней поверхностью 3. С помощью размещения нескольких таких пробойников 2 в области секции для зажима можно получить участки соединения в нескольких местах плоской прокладки, например не представленной здесь прокладки головки цилиндра или головки блока цилиндров. Пробойник 2 выполнен притупленным с трех сторон 4, 5, 6 и скругленным с трех других сторон 7, 8, 9. Каждая область соединения образует, таким образом, с одной стороны, области разреза 7-9, а с другой стороны - изогнутые области 4-6.
На фиг.2 показан фрагмент плоской прокладки 13, выполненной в виде прокладки головки цилиндра или головки блока цилиндров и состоящей в этом примере выполнения из трех металлических слоев 10, 11, 12. С помощью заявленного способа можно соединять между собой до шести слоев. Прокладка головки цилиндра или головки блока цилиндров 13 содержит не представленные здесь проходные отверстия камеры сгорания, проходные отверстия для рабочей среды, а также проходные отверстия под болты. Металлические слои 10-12 прокладки головки цилиндра или головки блока цилиндров 13 соединяют друг с другом в разных местах 14 механическим способом путем зажима, но с возможностью их разъединения. Показанная здесь отдельная область соединения 14 имеет области разреза 7 и изогнутые области 4, причем эта область соединения 14 имеет по три области разреза 7-9, а также по три изогнутые области 4-6, чередующиеся между собой.
В соответствующей области соединения 14 получается механическое закрепление материалов (острая кромка 7′) слоев 10-12, причем отдельные слои 10, 11, 12 соединяют между собой путем зажима, но с возможностью их разъединения. Кроме того, видно, что пробойник 2 имеет режущие области 7, а также изгибающие области 4. Нижняя часть инструмента обозначена позицией 2′ и имеет соответствующую выемку 15. Путем нажима (по стрелке) область соединения 14 формируется таким образом, что слои 10-12 вдавливаются в выемку 15, причем одновременно получаются скругленные области разреза 7-9 и прямолинейные изогнутые области 4-6.
Как только в процессе изготовлении прокладки головки цилиндра или головки блока цилиндров становится ясно, что какой-то слой соединения имеет дефект, слои 10-12 можно без проблем отделить друг от друга. Дефектный слой заменяют технически безупречным слоем и путем надавливания соединяют с другими слоями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ПРОКЛАДКИ | 1993 |
|
RU2092732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2125674C1 |
| МЕТАЛЛИЧЕСКАЯ ПРОКЛАДКА | 2003 |
|
RU2326255C2 |
| ПЛОСКИЙ УПЛОТНЯЮЩИЙ МАТЕРИАЛ В ВИДЕ АРМИРОВАННОЙ КОМПОЗИТНОЙ ФОЛЬГИ (КОМПОЗИТНОЙ ПЛЕНКИ) | 2004 |
|
RU2353640C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ПРОКЛАДКИ И ПРОКЛАДКА | 2004 |
|
RU2271487C1 |
| ПЛОСКАЯ ПРОКЛАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2273778C2 |
| ВОЛНОВАЯ ПРОКЛАДКА | 2016 |
|
RU2641987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1995 |
|
RU2103576C1 |
| УПЛОТНЕННЫЙ ПРОКЛАДКОЙ КЛАПАННЫЙ СБОРОЧНЫЙ УЗЕЛ ДЛЯ АЭРОЗОЛЬНОГО БАЛЛОНА | 2000 |
|
RU2266854C2 |
| МЕТАЛЛИЧЕСКАЯ ПРОКЛАДКА | 2005 |
|
RU2358172C2 |
Изобретение относится к уплотнительное технике. Способ механического соединения плоских прокладок, имеющих, по меньшей мере, два слоя, заключается в том, что отдельные слои помещают в область рабочего инструмента, и, по меньшей мере, один пробойник с почти круглым поперечным сечением частично разрезает слои в определенных местах соответствующей области соединения, а вне соответствующей области разреза, по меньшей мере, части оставшегося материала деформируются, образуя изогнутые области, причем таким образом, что соответствующая область разреза выполнена скругленной, а соответствующая изогнутая область - прямолинейной. Образованные в области разреза острые кромки, по меньшей мере, одного из слоев соединяют с материалом, по меньшей мере, одного другого слоя для получения соединения путем зажима, но с возможностью его освобождения. Изобретение упрощает процесс изготовления плоских прокладок. 2 н. и 11 з.п. ф-лы, 4 ил.
1. Способ механического соединения плоских прокладок (13), имеющих, по меньшей мере, два слоя (10, 11, 12), заключающийся в том, что отдельные слои (10-12) располагают в области рабочего инструмента (2′), и, по меньшей мере, один пробойник (2) с почти круглым поперечным сечением (3) разрезает частично слои (10-12) в определенных местах соответствующей области соединения (14), а вне соответствующей области разреза (7, 8, 9), по меньшей мере, части оставшегося материала деформируются с образованием изогнутых областей (4, 5, 6), причем таким образом, что соответствующая область разреза (7-9) выполнена скругленной, а соответствующая область изгиба (4-6) выполнена прямолинейной, причем образующиеся в области разреза (7-9) острые кромки (7′), по меньшей мере, одного из слоев (10-12) соединяют с материалом, по меньшей мере, другого слоя (10-12) для образования соединения путем зажима, но выполненного с возможностью его освобождения.
2. Способ по п.1, отличающийся тем, что острые кромки (7′) первого слоя (10-12) вдавливают в материал другого слоя (10-12).
3. Способ по п.1, отличающийся тем, что острые кромки (7′) первого слоя (10-12) соединяют с острыми кромками (7′) другого слоя (10-12).
4. Способ по одному из пп.1-3, отличающийся тем, что в соответствующей области соединения (14) формируют, по меньшей мере, две области разреза (7-9) и, по меньшей мере, две изогнутые области (4-6).
5. Способ по п.1, отличающийся тем, что для формирования соответствующей области разреза (7-9) и изогнутой области (4-6) пробойник (2) выполнен, по меньшей мере, с двух, в частности с трех сторон, притупленным и скругленным.
6. Способ по п.1, отличающийся тем, что отдельные слои (10-12) соединяют между собой в нескольких местах в ходе одной рабочей операции.
7. Способ по п.1, отличающийся тем, что для замены дефектных слоев освобождают механическое соединение слоев (10-12), дефектный слой заменяют, а механическое соединение снова получают путем надавливания.
8. Способ по п.1, отличающийся тем, что слои (10-12) соединяют между собой в краевых областях плоской прокладки (13).
9. Плоская прокладка, содержащая, по меньшей мере, два слоя (10-12), которые имеют однородные формирователи отверстий, причем отдельные слои (10-12) соединены между собой путем зажима, но с возможностью освобождения, причем таким образом, что соответствующая область соединения (14) имеет почти круглое поперечное сечение (3), и в определенных местах имеет области разреза (7-9), а вне областей разреза (7-9) имеет изогнутые области (4-6), причем соответствующая область разреза (7-9) скруглена, а соответствующая изогнутая область (4-6) выполнена прямолинейной, и образованные в области разреза (7-9) острые кромки (7′), по меньшей мере, одного из слоев (10-12) вдавливают в материал, по меньшей мере, одного другого слоя (10-12) и соответственно соединяют с другими острыми кромками (7′) следующего слоя (10-12).
10. Плоская прокладка по п.9, отличающаяся тем, что области соединения (14) предусмотрены в краевых областях плоской прокладки (13).
11. Плоская прокладка по п.9, отличающаяся тем, что каждая область соединения (14) имеет, по меньшей мере, две, в частности три области разреза (7-9), и, по меньшей мере, две, в частности три изогнутые области (4-6).
12. Плоская прокладка по п.9, отличающаяся тем, что области разреза (7-9) и изогнутые области (4-6) чередуются между собой в соответствующей области соединения (14).
13. Плоская прокладка по одному из пп.9-12, выполненная в виде прокладки головки цилиндра или головки блока цилиндров (13) двигателя внутреннего сгорания.
| СПОСОБ КОРРЕКЦИИ ПОЗИЦИОННОЙ ПОГРЕШНОСТИ В НАВИГАЦИОННОЙ СИСТЕМЕ | 2003 |
|
RU2254558C2 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО СО СЛОИСТЫМ НЕСУЩИМ ЭЛЕМЕНТОМ И СМЕЩЕННЫМ ЭЛАСТОМЕРНЫМ УПЛОТНЕНИЕМ | 2004 |
|
RU2344325C2 |
| DE 19851066 А1, 12.05.1999 | |||
| US 3130489 А, 28.04.1964 | |||
| US 3615274 А, 28.10.1971. | |||

