Изобретение относится к литейному производству, в частности к получению протекторов в охлаждаемых металлических изложницах.
Известен способ получения отливок в кокиле с тепловой трубой [1. Патент №2276628 RU. Способ получения отливок в кокиле и кокильная машина с тепловой трубой для его осуществления. / В.В.Стулов, Б.Н.Марьин. Опубл. 10.09.2006. Бюл. №25. С.7], включающий сборку кокиля с установкой стержня, выполненного охлаждаемым в виде тепловой трубы с зоной нагрева и охлаждения, заливку металла в кокиль, охлаждение металла в конце до заданной температуры, извлечение отливки.
Недостаток способа [1] заключается в возможности его эффективного использования только для получения полых отливок.
Известен способ получения литых протекторов в металлических изложницах [2. Кечин В.А. Теория и технология литых протекторных материалов. Владимир: ВлГУ, 2004. 181 с. См. с.179], включающий нагрев изложницы, установку предварительно нагретого закладного стержня, заливку сплава в изложницу, нагретую до определенной температуры, выдержку отливки в изложнице с охлаждением до заданной температуры, удаление литого протектора из водоохлаждаемой изложницы.
Недостаток известного способа получения протекторов [2] заключается в недостаточной эффективности охлаждения и кристаллизации сплава в водоохлаждаемой изложнице, приводящей к получению протекторов со сравнительно крупнозернистой структурой. Кроме этого, применение водоохлаждаемых изложниц не обеспечивает равномерный теплоотвод по длине и ширине охлаждаемой стенки по причине конвективного течения воды в канале, что приводит к возможности получения разнозеренной структуры протекторов. Установка в изложницу предварительно нагретого закладного стержня увеличивает количество выполняемых операций.
Заявляемый способ направлен на повышение эффективности процесса получения протекторов в металлической изложнице.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в:
- повышении эффективности охлаждения металла в металлической изложнице;
- получении более равномерной и измельченной структуры металла в литом протекторе.
Предлагаемый способ характеризуется следующими существенными признаками.
Ограничительные признаками: нагрев до определенной температуры охлаждаемой металлической изложницы; установка закладного стержня;
заливка расплава в изложницу; выдержка металла в изложнице с его охлаждением до заданной температуры; удаление протектора из изложницы.
Отличительные признаки: нагрев металлической изложницы, выполненной в виде тепловой трубы с зоной нагрева и охлаждения, осуществляют до температуры t1=(1,1-1,5)tкип, где tкип - температура кипения теплоносителя в изложнице; принудительное охлаждение изложницы выполняют после заливки расплава до достижения температуры изложницы t2=(1,15-1,25)tкип; нагрев установленного закладного стержня осуществляют вместе с изложницей.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Выполнение металлической изложницы в виде тепловой трубы с зоной нагрева [3. Семена М.Г., Гершуни А.Н., Зарипов В.К. Тепловые трубы с металловолокнистыми капиллярными структурами. К.: Вища школа. Головное изд-во, 1984. 215 с.] обеспечивает возможность равномерного разогрева всей изложницы, что исключает появление в залитом металле зон с различной температурой.
Нагрев изложницы до температуры t1<1,1·tкип (где tкип - температура кипения теплоносителя в изложнице) не обеспечивает возможность равномерного разогрева всей изложницы по причине недостаточного давления паров теплоносителя.
Нагрев изложницы до температуры t1>1,5·tкип приводит к нецелесообразному увеличению давления паров теплоносителя в конструкции и, как результат, повышенные требования к изготовлению и прочности конструкции.
Принудительное охлаждение изложницы после заливки расплава до достижения температуры изложницы t2>1,15·tкип приводит к возможности недостаточного давления паров теплоносителя в конструкции и неравномерный ее разогрев перед последующей заливкой в нее расплава.
Принудительное охлаждение изложницы после заливки расплава до достижения температуры изложницы t2>1,25·tкип приводит к возможности нецелесообразно высокого давления паров теплоносителя в конструкции при последующей заливке в нее расплава.
Нагрев установленного закладного стержня вместе с изложницей исключает необходимость предварительного его разогрева за пределами конструкции.
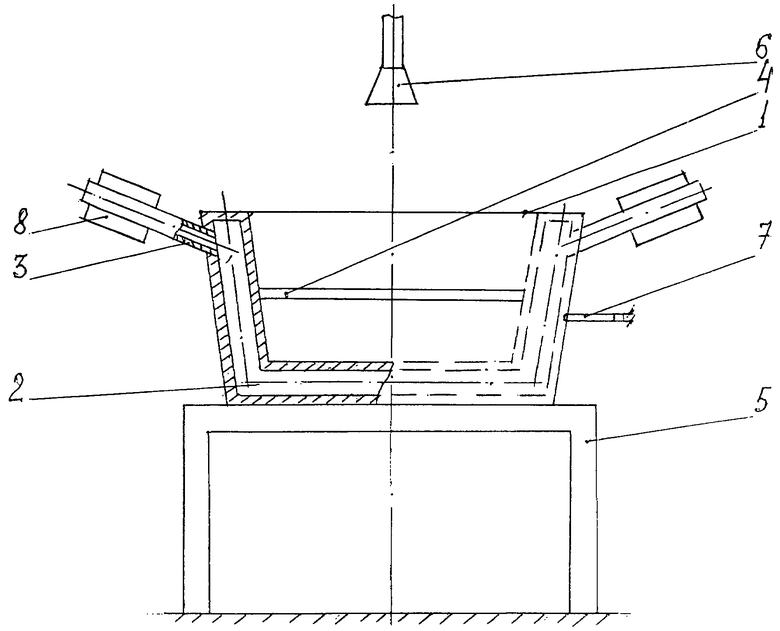
На чертеже приведен внешний вид устройства для реализации заявляемого способа получения литых протекторов.
Устройство состоит из металлической изложницы 1, выполненной в виде тепловой трубы с зоной нагрева 2 и зоной охлаждения 3, закладного стержня 4, установочного стола 5, газовой горелки 6, термопары 7, подключенной в систему автоматического управления процессом. Зона охлаждения 3 выполнена в виде оребренных труб 8.
Способ реализуется приведенным устройством следующим образом.
После расположения изложницы 1 на установочном столе 5 включают газовую горелку 6 с разогревом зоны нагрева 2 изложницы и закладного стержня 4 до заданной температуры t1=(1,1-1,5)tкип, где tкип - температура кипения теплоносителя в изложнице. При разливке цинковых сплавов в конструкции применяют теплоноситель - даутер с tкип=300°C. Тогда t1=400°C, t2=360°C. После достижения заданной температуры изложницы фиксируемой по показаниям термопары 7 производят заливку расплава в изложницу. Принудительное охлаждение оребренных труб 8 зоны охлаждения 3 изложницы 1 осуществляют воздухом, подаваемым от компрессора до достижения температуры изложницы t2=(1,15-1,25)tкип, фиксируемой по показаниям термопары 7. После этого полученный протектор удаляют из изложницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2011 |
|
RU2463128C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2013 |
|
RU2551334C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В КОКИЛЬНОЙ МАШИНЕ И КОКИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2276628C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В КОКИЛЕ | 2010 |
|
RU2424872C1 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА ПРИ ПОЛУЧЕНИИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК И КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2007 |
|
RU2351427C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В КОКИЛЕ | 2012 |
|
RU2481921C1 |
| ИЗЛОЖНИЦА ДЛЯ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2012 |
|
RU2492020C1 |
| СПОСОБ РАФИНИРОВАНИЯ ЛИТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139363C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОГО ТРУБНОГО КАТОДА ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2340426C1 |
Изобретение относится к литейному производству. Металлическую изложницу выполняют в виде тепловой трубы с зоной нагрева и охлаждения. Устанавливают в изложницу закладной стержень и нагревают изложницу со стержнем до температуры t1=(1,1-1,5)tкип, где tкип - температура кипения теплоносителя в изложнице. Заливают расплав и после достижения температуры изложницы t2=(1,15-1,25)tкип осуществляют принудительное охлаждение изложницы. При заливке цинковых сплавов используют теплоноситель даутер с температурой кипения 300°С. Обеспечивается повышение эффективности охлаждения металла в изложнице, получение более равномерной и измельченной структуры металла в литом протекторе. 1 ил.
Способ получения литых протекторов, включающий нагрев до определенной температуры охлаждаемой металлической изложницы, установку закладного стержня, заливку расплава в изложницу, выдержку металла в изложнице с ее принудительным охлаждением до заданной температуры, удаление протектора из изложницы, отличающийся тем, что используют металлическую изложницу, выполненную в виде тепловой трубы с зоной нагрева и охлаждения, нагрев которой осуществляют до температуры t1=(1,1-1,5)tкип, где tкип - температура кипения теплоносителя в изложнице, принудительное охлаждение изложницы выполняют после заливки расплава до достижения температуры изложницы t2=(1,15-2,5)tкип, причем нагрев установленного закладного стержня осуществляют вместе с изложницей.
| ПРОТЕКТОР И СПОСОБ ЕГО ЛИТЬЯ | 1998 |
|
RU2136783C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В КОКИЛЬНОЙ МАШИНЕ И КОКИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2276628C2 |
| JP 56154249 A, 28.11.1981 | |||
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА ПРИ ПОЛУЧЕНИИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК И КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2007 |
|
RU2351427C1 |
| JP 56126060, 02.10.1981. | |||

