Изобретение относится к цветной металлургии, в частности к способам литья магния и магниевых сплавов с получением протекторов определенной формы, используемых для защиты от коррозии нефтегазовых сооружений.
Известен способ литья чушек и протекторов (кн. Металлургия магния и других легких металлов. Стефанюк С.Л.: Учебник для техникумов. М.: Металлургия, 1985, с.123-126). Данный способ включает следующие операции: металл или сплав заливают в изложницы, которые охлаждаются водой. Изложницы нагревают до 600-650oC, металл в ней выдерживают при 690-700oC в течение 30-40 минут и затем погружают изложницу в воду со скоростью 1,5-2 см/мин. За счет этого включения в металле оседают на дно изложницы и отделяются при механической обработке слитка. Изложницы имеют трапецеидальную или полукруглую форму сечения соответственно и протектора имеют такую же форму.
Недостатком данного способа литья является недостаточно высокое качество получаемого протектора.
Известен способ литья протектора и протектор (ст. Совершенствование технологии производства и применения протекторов из магниевых сплавов для электрохимической защиты. //И. П.Вяткин, В.А.Кечин, Л.Ф.Кирина и др. / - Магниевые сплавы. - М.: Наука.- 1978 г.- с.196-202). Способ включает разливку магния или его сплава в изложницы при температуре литья 690-700oC, температура удаляемого протектора 320-360oC. При литье протекторов массой более 10 кг используют водоохлаждаемые стальные изложницы, а для литья протекторов меньшей массы - чугунные, неводоохлаждаемые.
Недостатком данного способа является низкое качество протекторов.
Известен способ литья протекторов - прототип (см. кн. Рафинирование и литье первичного магния. // Вяткин И.П., Кечин В.А., Мушков С.В./ - Металлургия, 1974, с. 142-176). Способ включает следующие операции: подогрев собранной водоохлаждаемой изложницы, заливка металла - магния или его сплава - в изложницу, подача в кожух изложницы воды, затем отключение подачи, охлаждение протектора в изложнице и его извлечение. Температура литья 690-700oC, расход воды, 20-30 литров в минуту или в зависимости от типа протектора 60-90 литров в минуту, температура воды на входе в изложницу 30-35oC, на выходе из изложницы - 80-85oC, продолжительность нахождения протектора в изложнице - 3-4 мин.
Недостатком данного способа является низкое качество протектора за счет образования усадочных раковин, пустот и неметаллических включений.
Известен протектор из магниевых сплавов (см. ГОСТ 26251-84 (СТ СЭВ 4046-83). Издательство стандартов, 1987, с. 16) марки П-ПОМ-4, П-ПОМ-10, П-ПОМ-30, П-ПОМ-60 длиной 250 мм и 600 мм и весом 4, 10, 30, 60 кг, выполненный полукруглой формы в центре которого с одной стороны вставлен сердечник круглой формы диаметром 8 мм.
Протектор такой формы недостаточно соответствует требованиям заказчика для нефтегазопромысловых сооружений из-за неудобной формы изготовления.
Задачей данного изобретения является повышение качества протектора за счет уменьшения усадочных раковин, пустот, окисных и флюсовых включений в процессе литья протектора.
Задача достигается тем, что предложен протектор из магниевого сплава, выполненный полукруглой формы, в котором размещен соосно с протектором сердечник, новым является то, что сердечник расположен по всей длине протектора, а соотношение высоты протектора к его ширине равно (0,8-1,2):(1,12-0,8), сердечник выступает с двух сторон протектора на расстоянии 1/7-1/12 от его длины и соотношение радиуса кривизны сердечника к высоте протектора равно 3/5-1/3.
Расположение сердечника по всей длине с выступами с двух сторон протектора на расстоянии 1/7-1/12 от общей длины с соотношением радиуса кривизны сердечника к высоте протектора, равным 3/5-1/3 создает хороший контакт сердечника с протектором, что уменьшит образование усадочных раковин и пустот в протекторе. И кроме того, такая форма изготовления протектора создает надежный рабочий контакт с объектом защиты.
Выполнение протектора с соотношением его высоты к ширине, равным (0,8-1,2): (1,12-0,8) позволит получить протектор лучшего качества без усадочных раковин и пустот.
Способ литья протектора, включающий разогрев изложницы, установку сердечника, заливку магниевого сплава подачу воды на охлаждение протектора новым является то, что предварительно сердечник перед установкой в изложницу прогревают, магниевый сплав подают в изложницу со скоростью 1-3 кг/сек, подачу воды осуществляют постоянно при температуре 70-80oC и давлении более 0,2 МПа, продолжительность разогрева изложницы составляет более 30 минут, а прогрев сердечника осуществляют до температуры более 100oC.
Подача в изложницы магниевого сплава со скоростью 1-3 кг/сек позволит производить равномерную кристаллизацию сплава и получить качественный плотный протектор без раковин и пустот.
Разогрев сердечника до температуры более 100oC позволит исключить резкое охлаждение расплавленного металла и тем самым исключить образование окисных и флюсовых включений в протекторе.
Постоянная подача воды на охлаждение изложницы при температуре 70-80oC и давлении более 0,2 МПа позволит произвести быструю кристаллизацию сплава и тем самым уменьшить образование окисных и флюсовых включений в протекторе.
На чертеже показан вид протектора, который состоит из протектора полукруглой формы - 1, сердечник - 2, выполненный по всей длине протектора и выходящий за пределы протектора с двух сторон на расстоянии 1/7-1/12 его длины.
Пример осуществления способа.
Готовый сплав марки МП-1 (алюминия - 5,3-6,7; цинка - 2,2-3,7%; марганца 0,02-0,4%; железа - не более 0,003%; остальное - магний) из тигля печи СМТ-2 с помощью ковша заливается в стационарно установленные возле печи изложницы, выполненные из металлического корпуса толщиной 10-15 мм. Боковые стенки изложницы выполнены съемными и зафиксированы в изложнице. К корпусу приварен металлический кожух из листовой стали толщиной 3-4 мм. На днище кожуха с внутренней стороны приварены стальные продольные направляющие для организации движения воды в изложницы. Подачу воды осуществляют в одной точке внизу изложницы, отвод в двух точках сверху. Температура сплава при литье 690-700oC. Для разогрева изложницы используют блок газовых горелок, температура изложниц к началу литья должна быть не ниже 100oC, разогрев проводят не менее 30 минут и контролируют по прибору. Перед началом разливки предварительно рабочую часть изложницы обрабатывают борной кислотой, затрем производится укладка тщательно прогретых до температуры более 100oC стержней в течение 1-1.5 часов в пазы пустой изложницы. В качестве стержня используют пруток диаметром 8-10 мм, поверхность которого должна быть без следов коррозии. Одновременно с началом литья подается вода, подогретая в бойлере, в кожух изложницы при температуре не менее 70-80oC и давлении не менее 0,2 МПа. Магниевый сплав подают в изложницы со скоростью 1-3 кг/сек. После заливки без отключения воды изложницу охлаждают, через 3-4 минуты извлекают протектор и складируют. Полученные протекторы имеют следующий состав, мас.%: алюминия - 5,0-7,0; цинка - 2,0-4,0, марганца - 0,02-0,50: железа - не более 0,003; титана - не более 0,04; меди - не более 0,004; никеля - не более 0,001; кремния - не более 0,04.
Магниевые протекторы для защиты от коррозии нефтепромысловых сооружений в подводной зоне (типа ПММ-20, ПММ-30, ПММ-60) изготавливаются из сплавов марки МП-2, МП-3, МП-4, МП-5, МП-6. Для изготовления сердечника протекторов применяют стальную полосу или круг из стали марки B Ст.3 сп.2. Сердечник должен иметь покрытие. Масса протектора не менее 20 кг и сердечника не менее 2,8 кг, а соотношение высоты к ширине протектора равно (0,8-1,2):(1,12-0,8). Сердечник протектора выполнен по всей длине протектора и выступает на расстоянии 1/7-1/12 от общей длины. Сердечник установлен в протекторе с соотношением радиуса кривизны к высоте протектора, равным 3/5-1/3.
Поверхность протекторов не содержит флюсовых, окисных включений и загрязнений, а также усадочных раковин и пустот и соответствует ГОСТ 26251-84.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВОГО СПЛАВА ВЫСОКОЙ ЧИСТОТЫ | 1999 |
|
RU2157422C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2216427C1 |
| СПОСОБ ЛИТЬЯ МАГНИЯ И МАГНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2135324C1 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2215056C2 |
| СПОСОБ ПЕРЕРАБОТКИ МАГНИЕВОГО СКРАПА | 1999 |
|
RU2165467C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНТАОКСИДА ВАНАДИЯ | 2000 |
|
RU2175990C1 |
| СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД ТИТАНО-МАГНИЕВОГО ПРОИЗВОДСТВА | 1998 |
|
RU2141456C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ И ЛИТЬЯ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230823C2 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ | 2002 |
|
RU2220221C2 |
| СПОСОБ ОБРАБОТКИ ЛИГАТУРЫ МАГНИЙ-ЦИРКОНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2196844C2 |
Протектор из магниевого сплава предназначен для защиты от коррозии нефтегазовых сооружений. Протектор выполняют полукруглой формы. Вдоль оси протектора проходит сердечник, выступающий с двух сторон протектора на расстояние 1/7 - 1/12 от общей длины. Соотношение высоты к ширине протектора равно (0,8 - 1,2) : (1,12 - 0,8). При литье протектора изложницу разогревают более 30 мин, прогревают сердечник при температуре более 100oС, устанавливают его в изложницу, заливают магниевый сплав со скоростью 1 - 3 кг/с. Подачу воды для охлаждения протектора осуществляют постоянно при температуре 70 - 80oС и давлении 0,2 МПа. Обеспечивается повышение качества протектора за счет уменьшения усадочных раковин, пустот, окисных и флюсовых включений. 2 с. и 3 з. п.ф-лы, 1 ил.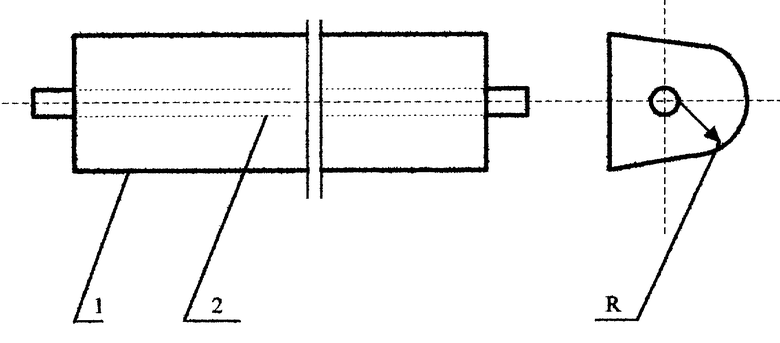
| Вяткин И.П | |||
| и др | |||
| Рафинирование и литье первичного магния | |||
| - М.: Металлургия, 1974, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Держатель для светодиода | 1986 |
|
SU1499533A1 |
| US 4045320 A, 30.08.77 | |||
| US 3994795 A, 30.11.76 | |||
| Приспособление к ткацкому станку для возвратного движения гонка | 1931 |
|
SU26251A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |

