Изобретение относится к литейному производству, в частности к получению литых протекторов в охлаждаемых металлических изложницах.
Известен способ получения литых протекторов [Патент BU №2455107. Способ получения литых протекторов / В.В. Стулов. Опубл. 10.07.2012], включающий нагрев до определенной температуры охлаждаемой металлической изложницы, выполненной в виде тепловой трубы с зоной нагрева и охлаждения, установку закладного стержня и его нагрев вместе с изложницей, заливку расплава в изложницу, выдержку металла в изложнице с ее принудительным охлаждением до заданной температуры. Из приведенного в описании устройства следует, что разогрев изложницы осуществляется газовой горелкой, а зона охлаждения выполнена в виде дополнительных оребренных труб.
Недостаток устройства, приведенного в описании известного способа, заключается в отсутствии надежного конструктивного исполнения нагревом металлической изложницы и ее охлаждения. Отсутствие сведений о местах установки термопар не позволяет контролировать режимы нагрева и охлаждения металлической изложницы.
Заявляемое устройство направлено на повышение эффективности процесса получения протекторов в металлической изложнице.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в
- повышении эффективности разогрева металлической изложницы;
- повышении эффективности охлаждения металлической изложницы после заливки в нее расплава;
- повышении плотности и равномерности структуры металла в литом протекторе.
Предлагаемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: металлическая изложница, выполненная в виде тепловой трубы с зоной нагрева и охлаждения; закладной стержень.
Отличительные признаки: в стенках металлической изложницы выполнены цилиндрические пеналы, в которые устанавливаются трубчатые электронагреватели; количество устанавливаемых трубчатых электронагревателей n=3-8; зона охлаждения металлической изложницы выполнена оребренной; термопары в зоне нагрева и охлаждения тепловой трубы металлической изложницы, подключенные в систему автоматического управления работой устройства.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Выполнение в стенках металлической изложницы цилиндрических пеналов позволяет установить в них трубчатые электронагреватели, что повышает эффективность нагрева металлической изложницы до определенной температуры.
Уменьшение количества устанавливаемых в цилиндрические пеналы трубчатых электронагревателей n<3 не обеспечивает достаточной степени равномерности и эффективности разогрева металлической изложницы.
Увеличение количества устанавливаемых в цилиндрические пеналы трубчатых электронагревателей n>8 приводит к нерациональному увеличению стоимости изготовления изложницы, расхода электроэнергии.
Выполнение зоны охлаждения металлической изложницы оребренной позволяет повысить эффективность ее охлаждения без использования оребренных труб. В результате добиваются повышения плотности металла и равномерности структуры литого протектора.
Установка термопар в зоне нагрева и охлаждения тепловой трубы металлической изложницы позволяет контролировать работоспособность изложницы по перепаду показаний температур как в период нагрева изложницы, так и в период ее охлаждения.
Наличие системы автоматического управления работой устройства позволяет производить автоматическое отключение трубчатых электронагревателей после достижения заданной температуры стенок металлической изложницы, а также автоматически контролировать температуру стенок изложницы.
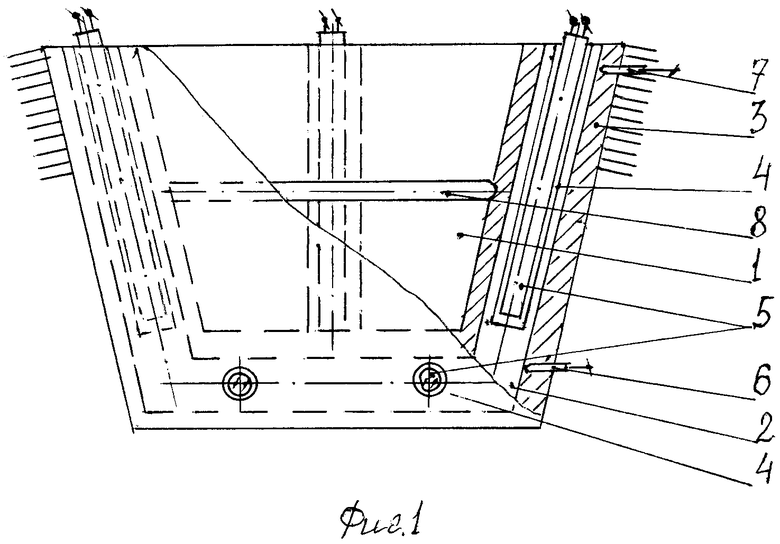
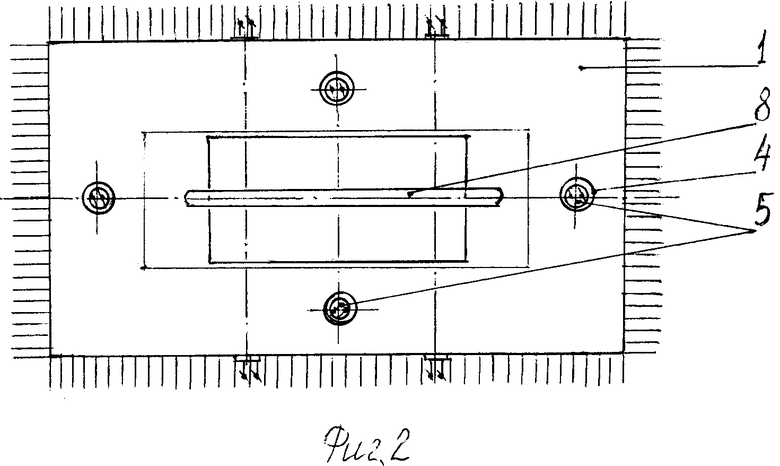
На фиг.1 приведен внешний вид устройства для получения литых протекторов, на фиг.2 - вид сверху фиг.1.
Устройство на фиг 1 и 2 состоит из металлической изложницы 1, выполненной в виде тепловой трубы с зоной нагрева 2 и зоной охлаждения 3, цилиндрических пеналов 4, трубчатых электронагревателей 5, термопар 6 и 7, закладного стержня 8.
Работа устройства осуществляется следующим образом.
После заполнения изложницы 1 теплоносителем и ее герметизации включают трубчатые электронагреватели 5, находящиеся в пеналах 4, что приводит к разогреву зоны нагрева 2 тепловой трубы. Образующиеся пары теплоносителя поступают в зону охлаждения 3, где конденсируются. Образующийся конденсат стекает в зону нагрева 2 тепловой трубы. После достижения заданной температуры стенок изложницы 1, фиксируемых по показаниям термопар 6 и 7, системой автоматического управления работой устройства производится отключение трубчатых электронагревателей 5. Далее осуществляется заливка жидкого металла в изложницу 1, что приводит к дополнительному разогреву стенок изложницы 1 и закладного стержня 8. Через определенное время полученный протектор удаляется из изложницы 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2010 |
|
RU2455107C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2011 |
|
RU2463128C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2013 |
|
RU2556167C2 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА | 2015 |
|
RU2601713C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 2010 |
|
RU2419511C1 |
| УНИВЕРСАЛЬНЫЙ КАЛОРИФЕР | 2013 |
|
RU2575543C2 |
| МОДЕЛЬ КРИСТАЛЛИЗАТОРА | 2011 |
|
RU2457063C1 |
| РЕСУРСОСБЕРЕГАЮЩИЙ КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2023 |
|
RU2799513C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2016 |
|
RU2651083C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В КОКИЛЕ | 2010 |
|
RU2424872C1 |
Изобретение относится к литейному производству. Устройство содержит металлическую изложницу, выполненную в виде тепловой трубы с зоной нагрева и охлаждения, и закладной стержень. В стенках металлической изложницы выполнены цилиндрические пеналы для установки трубчатых электронагревателей в количестве n=3-8. Зона охлаждения металлической изложницы выполнена оребренной. Термопары в зоне нагрева и охлаждения подключены к системе автоматического отключения трубчатых электронагревателей. Обеспечивается повышение плотности и равномерности структуры металла в литом протекторе. 2 ил.
Устройство для получения литых протекторов, содержащее металлическую изложницу, выполненную в виде тепловой трубы с зоной нагрева и охлаждения, и закладной стержень, отличающееся тем, что в стенках металлической изложницы выполнены цилиндрические пеналы для установки трубчатых электронагревателей в количестве n=3-8, при этом зона охлаждения металлической изложницы выполнена оребренной, а в зоне нагрева и охлаждения тепловой трубы металлической изложницы установлены термопары, которые подключены к системе автоматического отключения трубчатых электронагревателей.
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2010 |
|
RU2455107C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ПРОТЕКТОРОВ | 2011 |
|
RU2463128C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

