Изобретение относится к области металлургии, а именно к аппаратурному оформлению рафинирования лития.
Металлический литий, полученный электролизом, содержит механические включения и примеси других элементов. Использование лития в летательной технике, космических технологиях диктует необходимость очистки металла с целью получения лития высокой чистоты. Технология получения фольги методом экструзии также требует использования в качестве исходного полуфабриката металлические слитки лития без внутренних и наружных дефектов (включений, пор, раковин).
Известен способ получения лития высокой чистоты путем непрерывной ректификации при температуре 900-1200oC и давлении паров лития 15-200 мм рт.ст. (см. а.с. N 155934, СССР, МКИ C 22 B 26/12, 1963 г, бюлл. N 14).
Устройство для осуществления известного способа представляет собой ректификационную колонну с трехслойной стенкой, имеющей барботажные тарелки и затворы для непрерывного ввода и вывода металла (см. а.с. N 155934, СССР, МКИ C 22 B 26/12, 1963 г. бюлл. N 14).
Недостатком известных способа и устройства является невысокая надежность герметизации, что приводит к понижению выхода лития с требуемой чистотой.
Известен способ рафинирования лития путем перемешивания расплавленного металла в инертной атмосфере, селективного испарения примесей при температуре 400-700oC и давлении ниже 10 Па с последующей конденсацией примесей при температуре ниже 100oC (см. патент Франции N 2581080, Al, Metaux Speciaux S. A., 31.10.86 г., МКИ C 22 B 26/12).
Недостатком данного способа является то, что он предназначен для очистки лития от натрия и калия и не решает задачи очистки его от механических включений и примесей других элементов.
Устройство для осуществления данного способа содержит герметичную емкость, имеющую реактор для расплавления и перемешивания лития и конический конденсатор для улавливания примесей (см. патент Франции N 2581080, Al, Metaux Speciaux S.A., 31.10.86 г., МКИ C 22 B 26/12).
Недостатком данного устройства является то, что оно предназначено для очистки лития от натрия и калия и не решает задачи очистки его от механических включений и примесей других элементов.
Наиболее близким по технической сущности и достигаемому результату является способ рафинирования лития, включающий заливку металла в печь, вакуумирование, промывку инертным газом, нагрев и фильтрацию (см. DE, 2603945, A1, ANVAR, 19.08.76, C 22 B 26/12) - прототип.
Наиболее близкой по технической сущности и достигаемому результату является установка для рафинирования лития, содержащая печь нагрева, реактор, установленный в печь, средства подачи инертного газа, соединенные с реактором, и фильтр (см. DE, 2603945, A1, ANVAR, 19.08.76, C 22 B 26/12) - прототип.
Недостатками данных способа и устройства являются невысокая степень рафинирования лития, обусловленная недостаточно качественным материалом фильтра, и большая энергоемкость процесса, вызванная многократным оборотом расплаво-газовой смеси в установке.
Технической задачей, на решение которой направлены заявляемые способ и установка для рафинирования лития, является задача получения лития высокой чистоты с наименьшими затратами.
Единым техническим результатом, достигаемым при осуществлении заявляемой группы изобретений, является повышение степени рафинирования лития и сокращение энергозатрат.
Указанный технический результат достигается тем, что в способе рафинирования лития, включающем заливку металла в печь, вакуумирование, промывку инертным газом, нагрев и фильтрацию, согласно изобретению, после нагрева проводят выдержку расплава металла для отделения тяжелых механических примесей, фильтрацию осуществляют при избыточном давлении инертного газа, а после фильтрации проводят кристаллизацию лития в направлении снизу вверх с получением слитков.
В наибольшей степени данный результат достигается при соблюдении следующих условий: нагрев ведут до температуры 200oC; выдержку расплава металла осуществляют в течение 0,4-1,2 часа; фильтрацию осуществляют при избыточном давлении инертного газа, равном 0,22-0,40 атм.; кристаллизацию проводят в нескольких изложницах одновременно; после кристаллизации слитки лития обрезают снизу для удаления примесей тяжелых металлов и сверху - для удаления усадочной раковины; нагрев, фильтрацию, выдержку и кристаллизацию лития проводят в атмосфере инертного газа; в качестве инертного газа используют аргон с содержанием влаги не более 2 ppm; кристаллизацию осуществляют с принудительным охлаждением нижней части изложниц.
Указанный технический результат достигается тем, что установка для рафинирования лития, содержащая печь нагрева, реактор, установленный в печь, средства подачи инертного газа, соединенные с реактором, и фильтр, согласно изобретению, снабжена изложницами с теплоизоляционным колпаком и охлаждающим устройством, расположенным под днищами изложниц, трубой для слива расплава лития, соединенной одним концом с фильтром, а другим - с прибыльной частью изложниц, боксом, в котором размещены изложницы с теплоизоляционным колпаком, и стаканом, в котором расположена верхняя часть трубы с фильтром, при этом стакан имеет перепускные каналы для перетока лития, выполненные в его нижней части у основания.
Другими отличиями установки, существенными для достижения технического результата, является то, что днище реактора выполнено конической формы, фильтр представляет из себя сетку, выполненную из нержавеющей стали, нижняя часть изложниц соединена с их прибыльной частью посредством каналов столешницы, причем каждая изложница выполнена в виде двух разъемных полуцилиндрических обечаек, плотно стянутых между собой, реактор выполнен стальным, а фильтр выполнен съемным с возможностью его замены.
Сущность изобретения поясняется чертежом.
На чертеже изображена установка для рафинирования лития.
Установка содержит печь 1 нагрева, реактор 2, установленный в печь 1, средства 3 подачи инертного газа, соединенные с реактором 2, фильтр 4, изложницы 5 с теплоизоляционным колпаком 6 и охлаждающим устройством 7, расположенным под столешницей изложниц 5, трубу 8 для слива расплава лития, соединенную одним концом с фильтром 4, а другим - с прибыльной частью 17 изложниц 5, бокс 9, в котором размещены изложницы 5 с теплоизоляционным колпаком 6, стакан 10, в котором расположена верхняя часть трубы 8 с фильтром 4, стакан 10 имеет перепускные каналы 11, выполненные в нижней части стакана 10 у его основания. Днище 12 реактора 2 выполнено конической формы, а фильтр 4 представляет из себя сетку, изготовленную из нержавеющей стали.
Изложницы 5 соединены с прибыльной частью 17 каналами столешницы 13, труба 8 соединена с прибыльной частью 17, обеспечивая возможность поступления расплава лития по каналам столешницы 13 в изложницы 5 снизу вверх. Каждая изложница 5 выполнена в виде двух разъемных полуцилиндрических обечаек, плотно стянутых между собой (на чертеже не показано), реактор выполнен стальным, фильтр - съемным с возможностью его замены.
Пример осуществления изобретения.
Металлический литий, полученный электролизом, заливают в стальной реактор 2, через центральную часть которого проходит труба 8. На верхнюю часть трубы 8 устанавливают фильтр 4, при этом нижняя часть трубы 8 является направляющей для слива расплавленного лития, прошедшего фильтрацию в изложницу 5. Труба 8 помещена в стакан 10, который установлен на конусное днище 12 реактора 2. Заливку металла проводят до уровня 14, не превышающего верхнего края трубы 8. Реактор 2 устанавливают в печь 1 нагрева, расположенную на боксе 9, внутри которого размещены изложницы 5 с теплоизолирующим колпаком 6. Печь закрывают герметичной крышкой (на чертеже не показана), вакуумируют для удаления воздуха и заполняют осушенным аргоном с содержанием влаги не более 2 ppm, бокс 9 также заполняют аргоном. Включают нагрев печи и доводят температуру внутри реактора до 210oC. Расплавленный металл выдерживают при этой температуре 1 час. В течение этого времени механически захваченные примеси при заливке реактора на электролизном участке вследствие разности удельных весов оседают и, перемещаясь по конусу днища, собираются у стенки реактора. После выдержки над поверхностью лития с помощью средств подачи 3 создают избыточное давление осушенного аргона 0,3 атм, являющееся избыточным по отношению к давлению аргона в боксе. Вместо аргона может быть использован другой инертный газ, например неон или гелий.
Расплавленный литий из реактора 2 через перепускные каналы 11 по межтрубному зазору через фильтр 4 по трубе 8 сливается в прибыльную часть 17 и по каналам столешницы 13 поступает в изложницы 5 снизу. Литий сливается до тех пор, пока уровень металла в реакторе не достигнет уровня перепускных каналов 11 или пока не будет выровнено давление аргона между реактором 2 и боксом 9.
Продавливание лития через фильтр 4, представляющий из себя сетку из нержавеющей стали, обеспечивает очистку его от кристаллов нитрида лития. Коническое днище реактора позволяет накапливать механические примеси в зоне 16, которая расположена ниже уровня мертвого объема 15 расплавленного лития в стальном реакторе.
Из прибыльной части 17 литий поступает в изложницы 5, представляющие собой разъемные полуцилиндрические обечайки, плотно стянутые между собой. Заполнение цилиндров идет снизу вверх с постепенным вытеснением аргона с целью исключения образования пустот в объеме слитка и раковин на поверхностях.
После окончания заливки изложниц на них устанавливают теплоизоляционный колпак 6.
Нижняя часть - столешница - изложниц установлена на днище бокса 9, к которому снизу подведено охлаждающее устройство 7, охлаждение осуществляют воздухом. Столешница изложницы конструктивно выполняет роль радиатора охлаждения. Охлаждение включают после заливки и выдержки в течение 0,5 часа. Охлаждение создает процесс направленной кристаллизации слитков лития снизу вверх. В процессе выдержки лития в изложницах 5 примеси тяжелых металлов (железо и др. ) оседают в нижнюю часть слитка. При направленной кристаллизации снизу вверх глубина усадочной раковины, образующейся при охлаждении слитка в верхней части, уменьшается в несколько раз.
После охлаждения слитков с изложниц 5 снимают теплоизоляционный колпак 6, отключают охлаждение и разбирают полуцилиндрические обечайки для извлечения слитков. В боксе 9 нижнюю часть слитков, с примесями тяжелых металлов, и верхнюю часть слитков, с усадочной раковиной, обрезают. Длина очищенного слитка L зависит от диаметра D слитка и определяется опытным путем (см. фиг. 1). Обрезки слитков и литий, образующийся в прибыльной части 17, возвращают на переплав с последующей фильтрацией.
Использование предлагаемой технологии и аппаратурного оформления позволяет повысить степень рафинирования лития приблизительно в 1,8 - 2,0 раза и сократить энергозатраты в 2,0 - 2,5 раза по отношению к известному аналогу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАФИНИРОВАНИЯ ЛИТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187569C2 |
| СПОСОБ РАФИНИРОВАНИЯ ЛИТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236476C1 |
| ЛИТИЕВО-АЛЮМИНИЕВЫЙ СПЛАВ, СПОСОБ И УСТАНОВКА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2261933C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВО-АЛЮМИНИЕВОГО СПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033451C1 |
| Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе | 2018 |
|
RU2699887C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРНОВОГО ОБОГАЩЕННОГО УРАНА | 1999 |
|
RU2154691C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО СПЛАВА, СОДЕРЖАЩЕГО ЛИТИЙ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2079563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОГО СПЛАВА | 1993 |
|
RU2067123C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРГИРОВАННОГО ЛИТИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 1998 |
|
RU2133655C1 |
| СПОСОБ ФИЛЬТРАЦИОННОЙ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА ПРИ ЛИТЬЕ | 2001 |
|
RU2194594C1 |
Изобретение относится к области металлургии, а именно к рафинированию лития. Технической задачей, на решение которой направлены способ и установка для рафинирования лития, является получение лития высокой чистоты с наименьшими затратами. Для этого заливают литий в реактор печи, вакуумируют, промывают инертным газом, нагревают, проводят выдержку для отделения тяжелых металлических примесей, фильтруют при избыточном давлении инертного газа и после фильтрации проводят кристаллизацию лития в направлении снизу вверх с получением слитков. Установка содержит печь нагрева, установленный в нее реактор, средства подачи инертного газа, фильтр, изложницы с теплоизоляционным колпаком и охлаждающим устройством, расположенным под днищем изложниц, трубу для слива расплавленного лития, соединенную одним концом с фильтром, а другим с прибыльной частью изложниц, бокс и стакан, в котором расположена верхняя часть трубы с фильтром, при этом стакан имеет перепускные каналы для перетока лития. Технический результат: повышение степени очистки лития в 1,8-2,0 раза и сокращение энергозатрат в 2,0-2,5 раза. 2 с. и 14 з.п.ф-лы, 1 ил.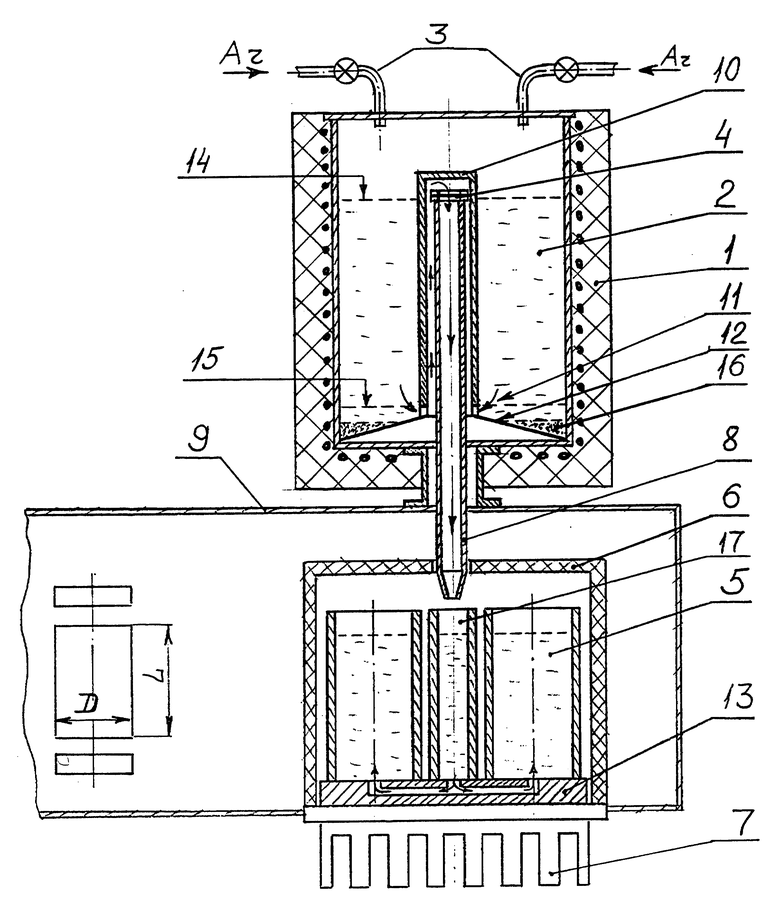
| ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ С ПРЯМОУГОЛЬНЫМ СОПЛОМ | 2015 |
|
RU2603945C1 |
| 0 |
|
SU155934A1 | |
| ФОНД ШШЕРЮВВ П Т БР. Г. ПерельманСПОСОБ очистки | 0 |
|
SU308079A1 |
| Дистилляционная установка для очистки щелочных металлов | 1973 |
|
SU455157A1 |
| СПОСОБ ХРУСТАЛЁВА Е.Н. ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ МАТЕРИАЛЬНОЙ СРЕДЫ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2581080C2 |
| Способ демонтажа прессовых соединений деталей типа вал-втулка | 1975 |
|
SU546456A1 |
| СПОСОБ ПОЛУЧЕНИЯ 2,5-ДИАЦЕТИЛТИОФЕНА | 0 |
|
SU202174A1 |
| US 4781756 A, 01.11.88 | |||
| US 4888052 A, 19.12.89. | |||

