(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резино-кордных оболочек и устройство для его осуществления | 1978 |
|
SU735430A1 |
| Способ изготовления резинокордных оболочек | 1979 |
|
SU781083A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1973 |
|
SU389951A1 |
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1970 |
|
SU259362A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1971 |
|
SU414132A1 |
| Способ сборки резинокордных оболочек | 1980 |
|
SU897570A1 |
| Устройство для сборки резино-кордных оболочек | 1976 |
|
SU653127A1 |
| Устройство для изготовления резино- кордных оболочек | 1978 |
|
SU713703A1 |
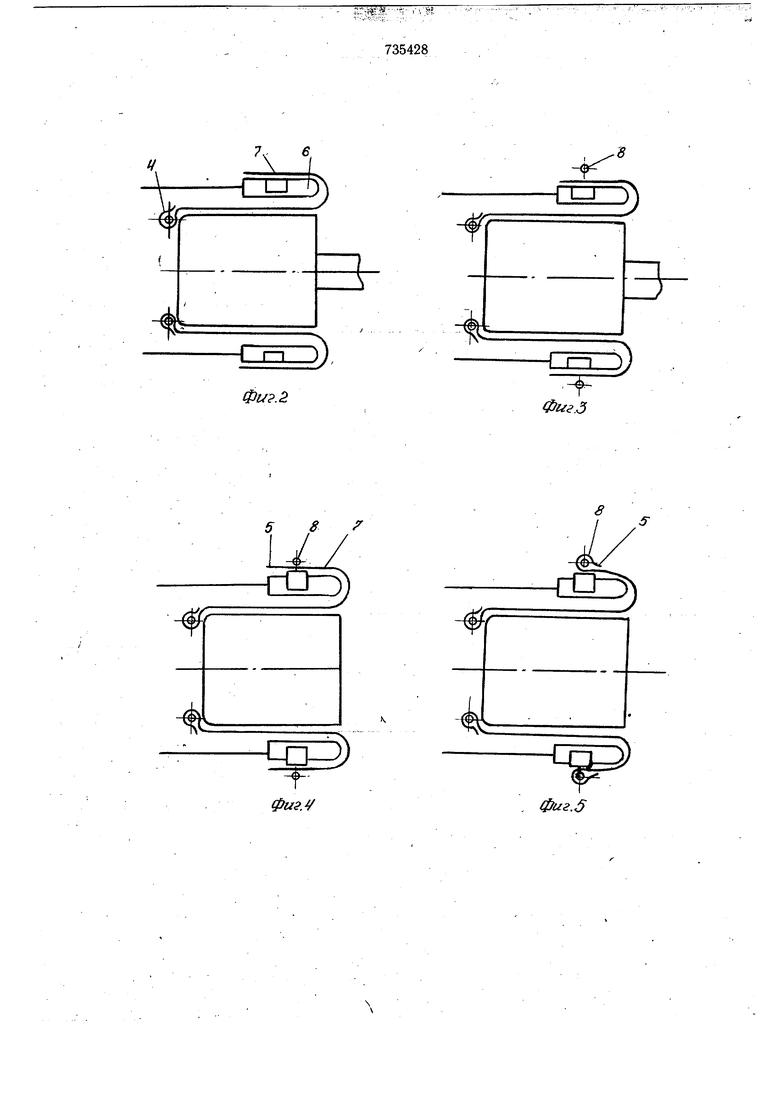
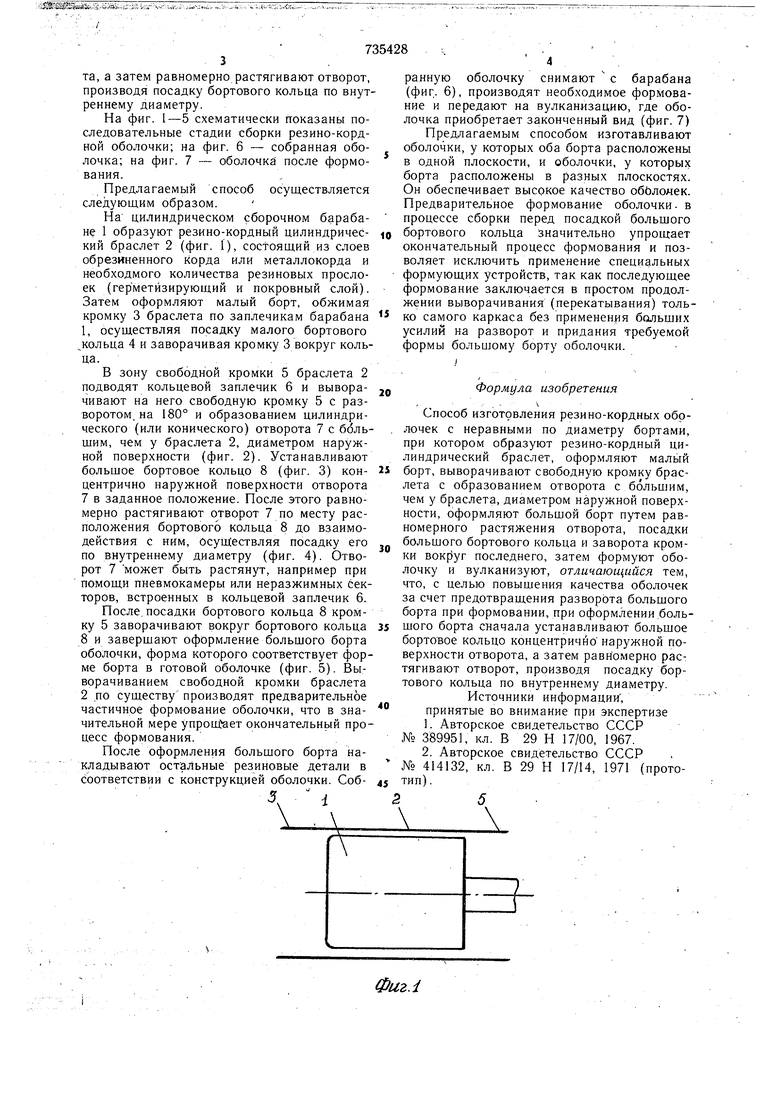
Изобретение относится к способам изготовления резино-кордных оболочек диафрагменного типа с неравными по диаметру бортами и может найти применение в шинной промышленности, в частности, при производстве резино-кордных оболочек. Известен способ изготовления резинокордных оболочек с неравными по диаметру бортами, при котором образуют резино-кордный цилиндрический браслет, оформляют малый борт, равномерно растягивают свободную кромку браслета, вводят большое бортовое кольцо в расширенную часть браслета, заворачивакзт кромку браслета под кольцо с оформлением большого борта, формуют оболочку и вулканизуют 1. Недостаток этого способа заключается в том, что при формовании оболочки происходит разворот большого борта, вследствие чего после сборки борт оболочки не получается идентичным борту готового изделия. При изготовлении из металлокорда многослойных оболочек большой грузоподъемности даже небольшой разворот борта приводит к дефектам (складки, расслоения, наплывы, увод бортового кольца и т. д.). Кроме того, при формовании придание борту заданной формы (положения) связано с значительными трудностями из-за большой жесткости металлокордного каркаса. Известен также способ изготовления резино-кордных оболочек с неравными по диаметру бортами, при котором образуют резино-кордный цилиндрический браслет, оформляют малый борт, выворачивают свободную кромку браслета с образованием отворота с большим, чем у браслета, диаметром наружной поверхности, оформляют большой борт путем равномерного растяжения отворота, посадки большого бортового кольца и заворота кромки вокруг последнего, затем формуют оболочку и вулканизуют 2. Однако значительный разворот большого борта в указанном способе приводит к образованию складок и наплывов, расслоению и уводу бортового кольца, снижает качество ГОТОВЫХ оболочек. Цель изобретения - повышение качества оболочек за счет предотвращения разворота большого борта при формовании. Поставленная цель достигается тем, что при оформлении большого борта сначала устанавливают большое бортовое кольцо концентрично наружной поверхности отворота, а затем равномерно растягивают отворот, производя посадку бортового кольца по внутреннему диаметру. На фиг. I-5 схематически Показаны последовательные стадии сборки резино-кордной оболочки; на фиг. 6 - собранная оболочка; на фиг. 7 - оболочка после формования. Предлагаемый способ осуществляется следующим образом. На цилиндрическом сборочном барабане 1 образуют резино-кордный цилиндрический браслет 2 (фиг. Г), состоящий из слоев обрезиненного корда или металлокорда и необходмого количества резиновых прослоек (герметйзирующий и покровный слой). Затем оформляют малый борт, обжимая кромку 3 браслета по заплечикам барабана 1, осуществляя посадку малого бортового кольца 4 и заворачивая кромку 3 вокруг кольца. В зону свободной кромки 5 браслета 2 подводят кольцевой заплечик 6 и выворачивают на него свободную кромку 5 с разворотом, на 180° и образованием цилиндрического (или конического) отворота 7 с ббльщим, чем у браслета 2, диаметром наружной поверхности (фиг. 2). Устанавливают большое бортовое кольцо 8 (фиг. 3) концентрично наружной поверхности отворота 7в заданное положение. После этого равномерно растягивают отворот 7 по месту расположения бортового кольца 8 до взаимодействия с ним, осущ:ествляя посадку его по внутреннему диаметру (фиг. 4). Отворот 7 может быть растянут, например при помощи пневмокамеры или неразжимных секторов, встроенных в кольцевой заплечик 6. После, посадки бортового кольца 8 кромку 5 заворачивают вокруг бортового кольца 8и заверщают оформление большого борта оболочки, форма которого соответствует форме борта в готовой оболочке (фиг. 5). Выворачиванием свободной кромки браслета 2 по существу производят предварительное частичное формование оболочки, что в значительной мере упроцОает окончательнь й про цесс формования. После оформления большого борта накладывают остальные резиновые детали в соответствии с конструкцией оболочки. Соб .
735428
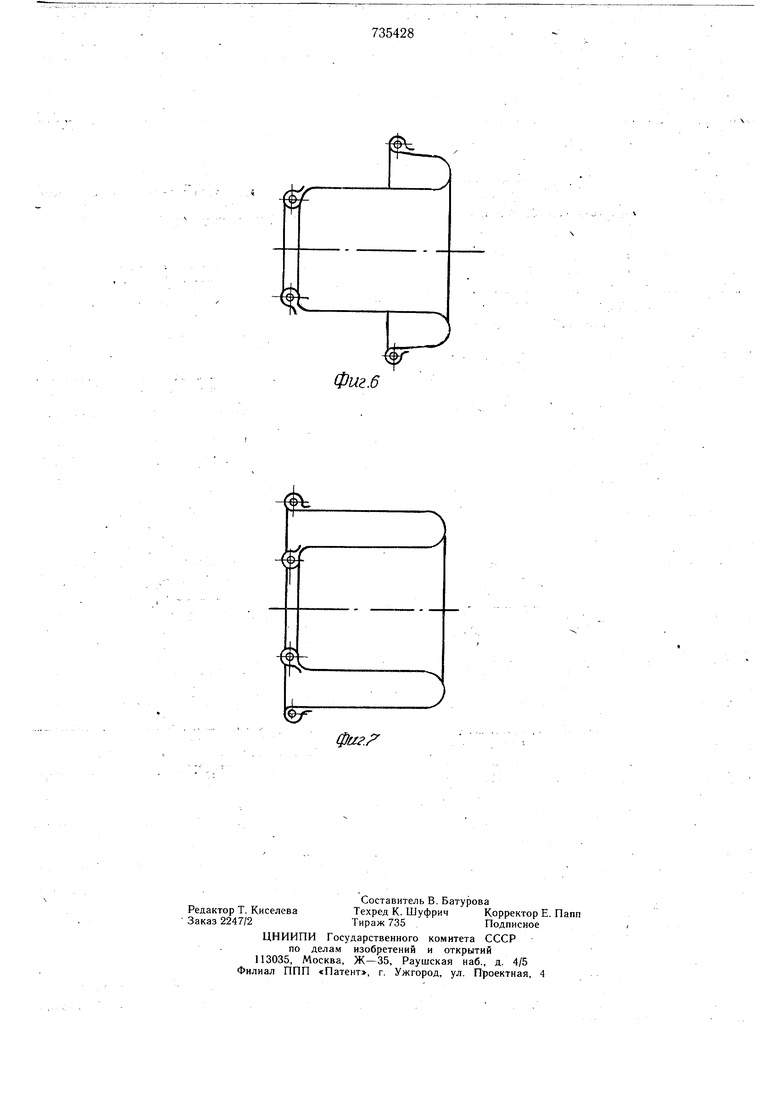
0UZ.i ранную оболочку снимают с барабана (фиг,. 6), производят необходимое формование и передают на вулканизацию, где оболочка приобретает законченный вид (фиг. 7) Предлагаемым способом изготавливают оболочки, у которых оба борта расположены в одной плоскости, и оболочки, у которых борта расположены в разных плоскостях. Он обеспечивает высокое качество обЬлонек. Предварительное формование оболочки, в процессе сборки перед посадкой больщого бортового кольца значительно упрощает окончательный процесс формования и позволяет исключить применение специальных формующих устройств, так как последующее формование заключается в простом продолжении выворачивания (перекатывания) только самого каркаса без применения бояьщих усилий на разворот и придания требуемой формы большому борту оболочки. Формула изобретения .- Способ изготовления резино-кордных оболочек с неравными по диаметру бортами, при котором образуют резино-кордный цилиндрический браслет, оформляют малый борт, выворачивают свободную кромку браслета с образованием отворота с большим, чем у браслета, диаметром наружной поверхности, оформляют большой борт путем равномерного растяжения отворота, посадки большого бортового кольца и заворота кромки вокруг последнего, затем формуют оболочку и вулканизуют, отличающийся тем, что, с целью повышения качества оболочек за счет предотвращения разворота большого борта при формовании, при оформлении большого борта сначала устанавливают большое бортовое кольцо концентрично наружной поверхности отворота, а затем равномерно растягивают отворот, производя посадку бортового кольца по внутреннему диаметру. Источники информации , принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 389951, кл. В 29 Н 17/00, 1967. 2.Авторское свидетельство СССР № 414132, кл. В 29 Н 17/14, 1971 (прототип).
Ч
8
5 8 f
Фиг.6
