Изобретение относится к шинной промышленности и может быть использовано при изготовлении радиальных цельнометаллокордных шин.
Известен способ изготовления шин, по которому протектор собирают внутри кольца, несущего рисунок, соответствующий рисунку на протекторе. Осуществляют частичную вулканизацию протектора в кольце. Подвулканизованный протектор собирают с остальными деталями, а затем формуют шину и вулканизуют в форме, не содержащей рисунок протектора (международная заявка N 89/04248, кл. В 29 D 30/08, опублик. 1989).
Недостатком этого способа является: применение специального сборочного оборудования для наложения на внутреннюю поверхность пресс-формы составных частей пакета; применение специального технологического транспорта для перемещения и перекладки пакета с пресс-формой.
Известен и другой способ изготовления покрышек пневматических шин, при котором осуществляют сборку каркасного браслета на сборочном барабане, установку бортовых колец и заворот кромок браслета на бортовые кольца камерами, накладывают брекерно-протекторный браслет, формуют покрышку, не снимая фиксации бортовых колец камерами и после окончания формования снимают фиксацию покрышки, передают ее на вулканизацию (авторское свидетельство СССР N 736486, кл. В 29 D 30/08, 1991).
Недостаток этого способа является невозможность создания минимальной вытяжки слоев брекера при формовании покрышки, что является одним из специфических требований, предъявляемых к способу изготовления цельнометаллокордных шин.
Задачей изобретения является расширение технологических возможностей сборочно-вулканизационного оборудования.
Поставленная задача решается за счет того, что после окончания формования на сборочном барабане, осуществляют предварительную нарезку рисунка протектора, а окончательное оформление рисунка протектора осуществляют в вулканизационной пресс-форме с экваториальным разъемом, имеющей рисунок протектора.
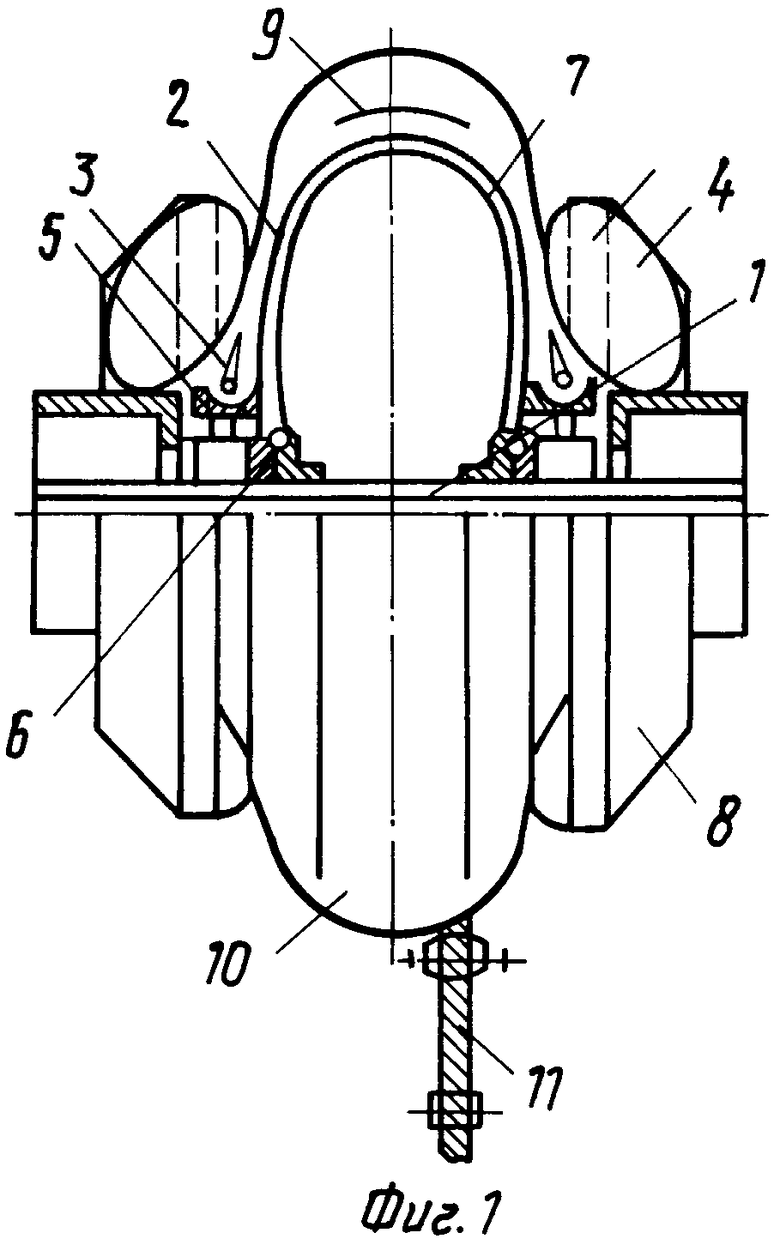
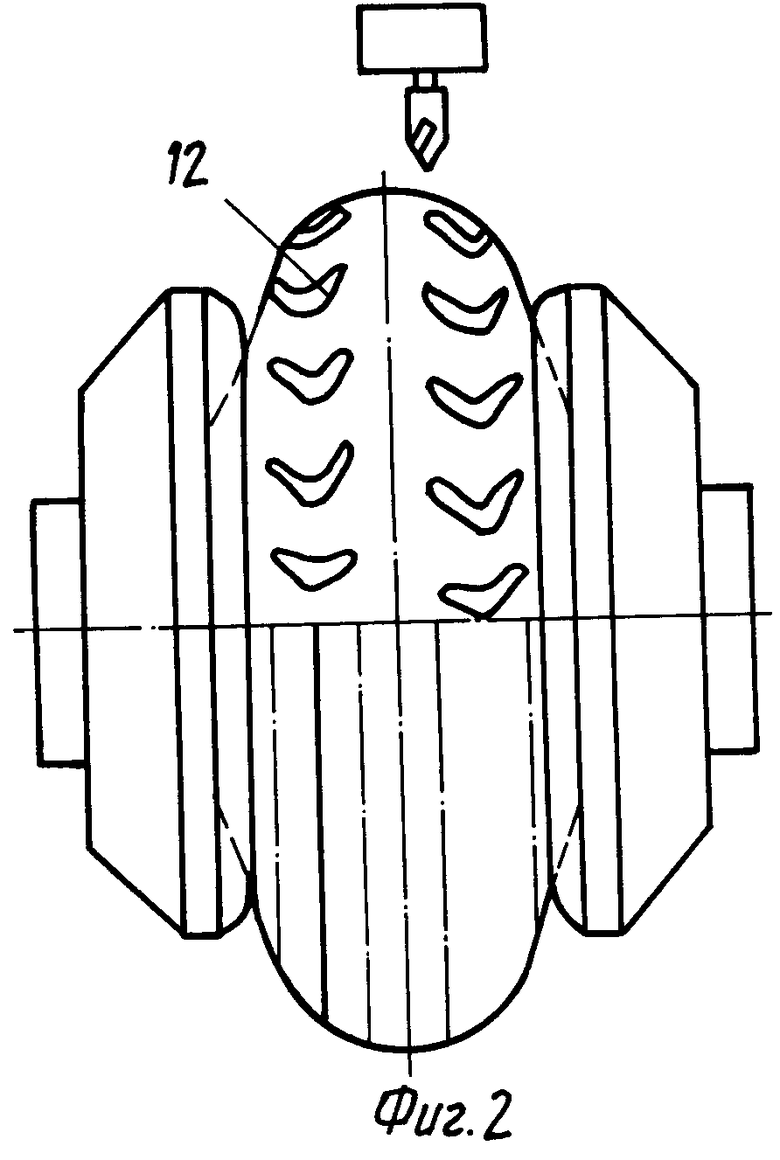
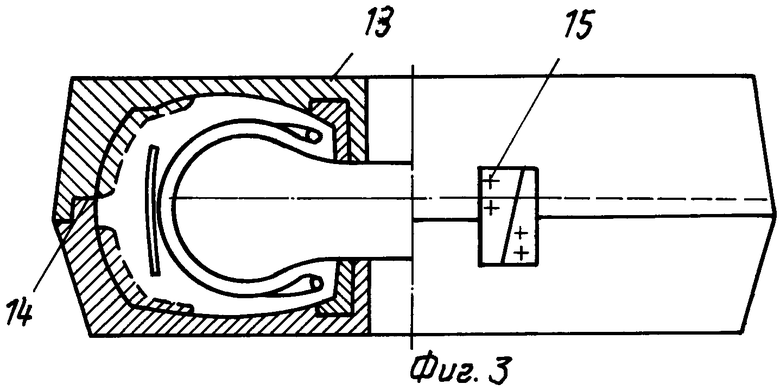
На фиг. 1-3 схематично изображены последовательные стадии изготовления покрышек.
Способ осуществляется следующим образом.
На сборочном барабане 1 осуществляют сборку каркасного браслета 2, устанавливают бортовые кольца 3 и заворачивают кромки браслета 2 на бортовые кольца 3 камерами 4. Бортовые кольца 3 фиксируют механизмом центровки 5. При этом формуют покрышку, сближая фланцы 6 и подавая воздух под давлением во внутреннюю полость формующей диафрагмы 7. Шаблонами 8 управляют действиями камер 4, центрируют каркас и усиливают фиксацию бортов, препятствуя вытяжке нитей металлокорда из-под бортовых колец.
На сформованный каркас накладывают брекерный браслет 9 и навивают детали протектора 10 узкой ленточкой 11, при давлении воздуха в камерах 4 и полости диафрагмы 7, равном 0,12-0,16 МПа. После завершения сборки предварительно нарезают рисунок протектора 12 на этом же барабане 1 (фиг.2), затем снимают давление воздуха и подают вакуум в камеры 4 и диафрагму 7, разводят фланцы 6, снимают покрышку с барабана и помещают в обычную пресс-форму 13 с экваториальным разъемом 14, имеющую рисунок протектора (фиг.3). Учитывая, что рисунок протектора имеет наклон 5-10о по отношению к плоскости разъема, верхняя полуформа подвергается повороту при закрытии с помощью специального замка 15, а при загрузке покрышки в нижнюю полуформу во избежание снятия рисунка, поворачивают заготовку на угол наклона рисунка. После вулканизации покрышка извлекается из пресс-формы. Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| Способ сборки покрышек пневматических шин | 1990 |
|
SU1796480A1 |
| Цилиндрическая заготовка каркаса радиальной покрышки пневматической шины | 1990 |
|
SU1763241A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ ШЕВРОННОЙ ЛЕНТЫ | 2022 |
|
RU2795292C1 |
| Устройство для вулканизации покрышек пневматических шин | 1986 |
|
SU1360999A1 |
| Устройство для сборки покрышек пневматических шин | 1991 |
|
SU1838139A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1558700A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011533C1 |
| Устройство для вулканизации покрышек пневматических шин | 1985 |
|
SU1271762A1 |
Использование: в шинной промышленности при изготовлении радиальных цельнометаллокордных шин. Сущность изобретения: после окончания формования на сборочном барабане осуществляют предварительную нарезку рисунка протектора. Окончательное оформление рисунка протектора осуществляют в пресс-форме с экваториальным разъемом. Пресс-форма имеет рисунок протектора. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, при котором осуществляют сборку каркасного браслета на сборочном барабане, установку бортовых колец и заворот кромок браслета на бортовые кольца камерами, накладывают брекерно-протекторный браслет, формуют покрышку, не снимая фиксации бортовых колец камерами, и после окончания формования снимают фиксацию покрышки и передают ее на вулканизацию, отличающийся тем, что после окончания формования на сборочном барабане, осуществляют предварительную нарезку рисунка протектора, а окончательное оформление рисунка протектора осуществляют в вулканизационной пресс-форме с экваториальным разъемом, имеющей рисунок протектора.
