Изобретение относится к моделированию охлаждения высокотемпературных устройств, в частности к моделированию охлаждения кристаллизаторов машин, содержащих в стенках тепловые трубы, и жидких металлов.
Известны условия моделирования модели по образцу [1. Мигай В.К. Моделирование теплообменного энергетического оборудования. Л.: Энергоатомиздат, 1987. 254 с.], заключающиеся в том, что процессы в модели и образце относятся к одному классу явлений, соблюдается геометрическое подобие, определяющие критерии подобия численно равны. Для определения определяющих критериев подобия необходимо выполнение анализа размерностей входящих величин при рассмотрении задачи охлаждения высокотемпературных устройств [1. См. стр.10].
При моделировании по аналогии в модели воспроизводится процесс другой физической природы, чем в образце, но описываемый одинаковыми безразмерными уравнениями. Примером моделирования по аналогии является моделирование процесса теплопроводности процессом электропроводности [1. См. стр.9].
Известен кристаллизатор [2. RU 2351427 C1, 10.04.2009], состоящий из 4-х расположенных попарно рабочих стенок с охлаждаемыми каналами, причем рабочие стенки второй пары выполнены в виде тепловых труб, а рабочие стенки первой пары представляют собой зоны нагрева тепловых труб, зоны охлаждения которых выполнены в виде конденсатора пара теплоносителя. Дополнительно кристаллизатор снабжен системой автоматического управления его охлаждением, включающей термопары, а также датчик уровня теплоносителя в каналах стенок первой пары. Недостаток кристаллизатора при моделировании охлаждения заключается в трудоемкости его изготовления.
При моделировании охлаждения на модели, являющейся точной копией кристаллизатора, необходимо выполнять в него разливки легкоплавких сплавов свинца, что является также трудоемким при организации непрерывного процесса разливки сплавов и загрязняет окружающую среду.
Технический результат, получаемый при осуществлении заявляемой модели устройства, заключается в следующем:
1. Уменьшении трудоемкости и стоимости изготовления модели устройства.
2. Уменьшении размеров модели устройства.
3. Уменьшении времени на исследование работы модели устройства.
Заявляемая модель устройства характеризуется следующими существенными признаками.
Ограничительные признаки: модель кристаллизатора, содержащая тепловые трубы.
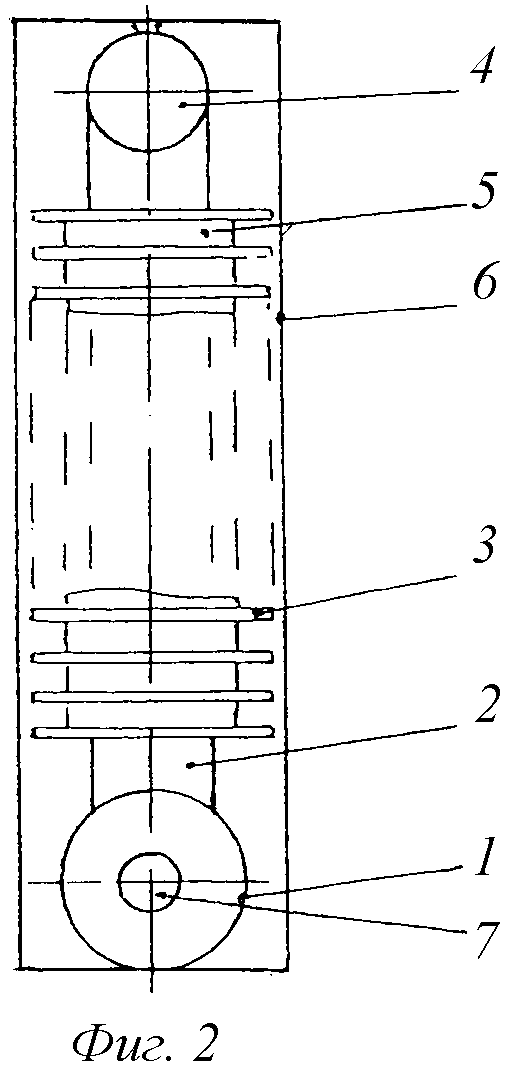
Отличительные признаки: тепловые трубы соединены с нагревательным блоком, выполненным в виде трубы, в которой помещен теплоноситель и электронагревательный элемент, и с коллектором и закрыты кожухом, тепловые трубы выполнены с оребрением, установленные под кожухом термопары, термопары в нагревательном блоке и коллекторе, датчик скорости охлаждающей среды подключены в систему автоматического управления работой модели кристаллизатора, число тепловых труб в модели выбрано в количестве n=3-10, наружный диаметр труб «d», диаметр оребрения «d1», длина труб «l», диаметр нагревательного блока «Д» и его длина «L» связаны соотношениями: d1/d=1,5÷1,7; Д/d=2,8-3; L/d=18÷20; l/d=22-24.
Причинно-следственная связь между совокупностью существенных признаков заявляемой модели устройства и достигаемым техническим результатом заключается в следующем.
Соединение тепловых труб с нагревательным блоком с расположенным в нем теплоносителем и электронагревательным устройством обеспечивает возможность разогрева тепловых труб при заданной плотности теплового потока «q1», сопоставимой с плотностью теплового потока «q2» на натурном кристаллизаторе, что обеспечивает возможность моделировать охлаждение тепловых труб и исключает необходимость изготовления модели кристаллизатора с разливкой в него сплавов.
Объединение тепловых труб с коллектором с образованием группы тепловых труб обеспечивает возможность высокоэффективного и равномерного их разогрева и охлаждения.
Применение кожуха для секции тепловых труб обеспечивает возможность подвода через него охлаждающей среды и организацию высокоэффективного охлаждения труб модели.
Выполнение тепловых труб с оребрением увеличивает поверхность теплообмена труб, а соответственно, количество отводимого от них тепла.
Наличие термопар на входе и выходе из труб позволяет получать сигналы о температуре охлаждающей среды.
Наличие термопар в нагревательном блоке и коллекторе позволяет получать сигналы о температуре теплоносителя в модели устройства.
Наличие датчика скорости охлаждающей среды позволяет получать сигнал о скорости потока среды.
Подключение термопар и датчика скорости, электронагревательного устройства в систему автоматического управления работой модели кристаллизатора позволяет регулировать на модели плотности подводимых тепловых потоков «q1» и исследовать работу и охлаждение тепловых труб.
Изготовление модели с числом труб n<3 ограничивает возможности исследования охлаждения тепловых труб на модели. Кроме этого, в натурном кристаллизаторе число охлаждаемых каналов в рабочей стенке превышает 3.
Изготовление модели с числом труб n>10 приводит к необходимости нерационального увеличения электрической мощности электронагревательного устройства для достижения плотности подводимого теплового потока на модели «q1», соизмеримого плотности теплового потока «q2» на натурном кристаллизаторе. Кроме этого, увеличивается трудоемкость изготовления повышенного количества тепловых труб.
Уменьшение соотношения d1/d<1,5 (где d1 - диаметр оребрения, d - наружный диаметр труб) приводит к недостаточному увеличению площади поверхности теплообмена труб и недостаточному количеству отводимого тепла от труб. В результате возникает необходимость увеличения скорости подачи охлаждающей среды через кожух для отвода заданного количества тепла, выделяемого электронагревательным устройством в нагревательном блоке.
Увеличение соотношения d1/d>1,7 приводит к нерациональному увеличению длины «L» нагревательного блока для закрепления с ним тепловых труб.
Уменьшение соотношения Д/d<2,8 (Д - диаметр нагревательного блока, d - наружный диаметр труб) затрудняет закрепление труб и электронагревательного устройства в нагревательном блоке. В случае d≈Д закрепление труб в блоке невозможно.
Увеличение соотношения Д/d>3 приводит к нерациональному увеличению диаметра нагревательного блока и количеству заливаемого в него теплоносителя. В результате нерационально увеличивается масса модели кристаллизатора, увеличивается время его разогрева и ухудшается эффективность тепловых процессов.
Уменьшение соотношения L/d<18 затрудняет и делает невозможным закрепление труб с нагревательным блоком.
Увеличение соотношения L/d>20 приводит к нерациональному увеличению длины нагревательного блока и массы модели.
Уменьшение соотношения l/d<22 (где l - длина труб) приводит к нерациональному уменьшению площади поверхности труб и количеству тепла, отводимого охлаждающей средой.
Увеличение соотношения l/d>24 приводит к нерациональному увеличению длины труб, что ухудшает их разогрев и эффективность в них тепловых процессов. Кроме этого, нерационально увеличивается масса модели.
На фиг.1 приведен внешний вид заявляемой модели кристаллизатора; на фиг.2 - вид модели кристаллизатора в кожухе.
Модель кристаллизатора состоит из нагревательного блока 1 с закрепленными с ним тепловыми трубами 2 с оребрением 3, коллектора 4 с образованием секции тепловых труб 5, помещенных в кожух 6, электронагревательного устройства 7, термопар 8 и 9 для измерения температуры охлаждающей среды, термопары 9 в нагревательном блоке и термопары 10 в коллекторе, подключенных в систему автоматического управления работой устройства, пробки 11, датчика скорости 12 охлаждающей среды.
Предварительно через пробку 11 в коллекторе 4 в секцию тепловых труб 5 заливается определенное количество теплоносителя и удаляется воздух из секции.
Способ моделирования охлаждения кристаллизатора машины осуществляется заявляемой моделью следующим образом. Включается электронагревательный элемент 7 с разогревом теплоносителя тепловых труб 5 до заданной температуры, фиксируемой по показаниям термопар 9 и 10. После этого в пространство между тепловыми трубами 2 с оребрением 3 и кожухом 6 подается охлаждающая среда, например воздух, температура которой на входе и выходе из секции контролируется термопарами 7 и 8, а скорость среды - датчиком 12. Системой автоматического управления работой модели устройства устанавливается количество тепла, отводимого охлаждающей средой, например воздухом, и плотность передаваемого теплового потока в трубах 2, которая сравнивается с необходимым значением «q1» на модели устройства. В случае необходимости системой автоматического управления работой устройства подается команда на увеличение или уменьшение электрической мощности электронагревательного устройства 7, а также расхода охлаждающей среды, скорость которой контролируется датчиком 12.
При получении на модели значений q1 из соотношения q1/q2=0,8÷1,2 определяются плотности тепловых потоков q2 в натурном кристаллизаторе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Модель кристаллизатора | 2020 |
|
RU2755320C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2016 |
|
RU2651083C1 |
| УНИВЕРСАЛЬНОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО | 2006 |
|
RU2327096C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2013 |
|
RU2556167C2 |
| Кристаллизатор для получения непрерывнолитых цилиндрических заготовок из высоколегированных сплавов | 2019 |
|
RU2739358C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 2010 |
|
RU2419511C1 |
| КОКИЛЬНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2012 |
|
RU2486028C1 |
| УНИВЕРСАЛЬНЫЙ КАЛОРИФЕР | 2013 |
|
RU2575543C2 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ ГИДРОДИНАМИКИ РАСПЛАВА В КРИСТАЛЛИЗАТОРЕ | 2011 |
|
RU2472602C2 |
| ВЕРТИКАЛЬНЫЙ КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2013 |
|
RU2561622C2 |
Изобретение относится к металлургии, в частности к моделированию охлаждения кристаллизатора. Модель содержит тепловые трубы, размещаемые в стенках кристаллизатора. Тепловые трубы соединены с нагревательным блоком и коллектором и закрыты кожухом. Нагревательный блок выполнен в виде трубы, в которой помещен теплоноситель и электронагревательный элемент. Термопары, установленные под кожухом, в нагревательном блоке и коллекторе, датчик скорости охлаждающей среды подключены в систему автоматического управления работой модели кристаллизатора. Число тепловых труб в модели выбрано в количестве n=3-10. Наружный диаметр d труб, диаметр d1 оребрения, длина l труб, диаметр Д нагревательного блока и его длина L связаны соотношениями: d1/d=1,5÷1,7; Д/d=2,8-3; L/d=18÷20; l/d=22-24. Обеспечивается снижение трудоемкости и стоимость изготовления модели. 2 ил.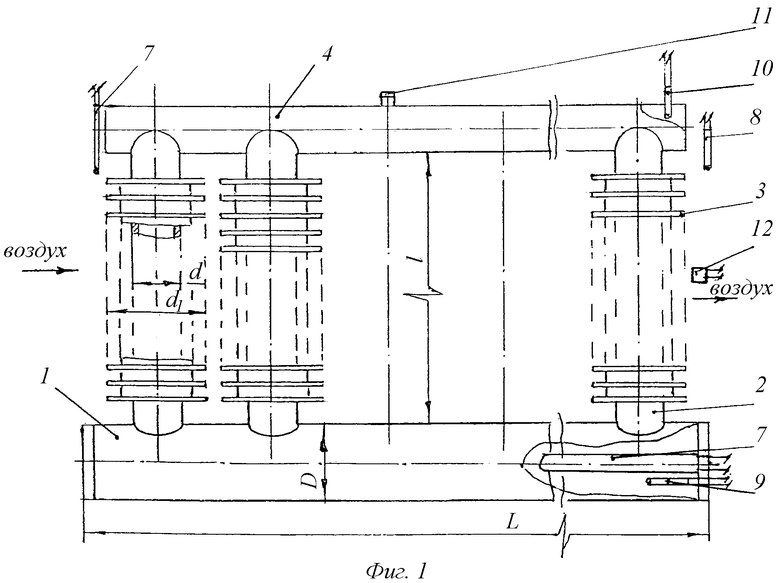
Модель охлаждения кристаллизатора, содержащая тепловые трубы, соединенные с нагревательным блоком, выполненным в виде трубы, в которой помещен теплоноситель и электронагревательный элемент, и с коллектором, и закрытые кожухом, причем тепловые трубы выполнены с оребрением, подключенные к системе автоматического управления термопары, установленные под кожухом, термопары в нагревательном блоке и коллекторе, и датчик скорости охлаждающей среды, при этом число тепловых труб выбрано в количестве n=3-10, наружный диаметр труб «d», диаметр оребрения «d1», длина труб «l», диаметр нагревательного блока «Д» и его длина «L» связаны соотношениями: d1/d=1,5÷1,7; Д/d=2,8-3; L/d=18÷20; l/d=22-24.
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА ПРИ ПОЛУЧЕНИИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК И КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2007 |
|
RU2351427C1 |
| Устройство для моделирования непрерывной разливки круглых заготовок | 1988 |
|
SU1639881A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| US 5988259 A, 23.11.1999 | |||
| Штамм @ @ @ - @ ,используемый в составе сухих бактериальных препаратов для производства твердых сычужных сыров с низкой температурой второго нагревания | 1985 |
|
SU1254001A1 |

