Изобретение относится к области металлургии и может быть использовано для моделирования непрерывной разливки металла в кристаллизаторе.
Цель изобретения - повышение точности моделирования процесса разливки за счет улучшения имитации вытягивания заготовок из кристаллизатора.
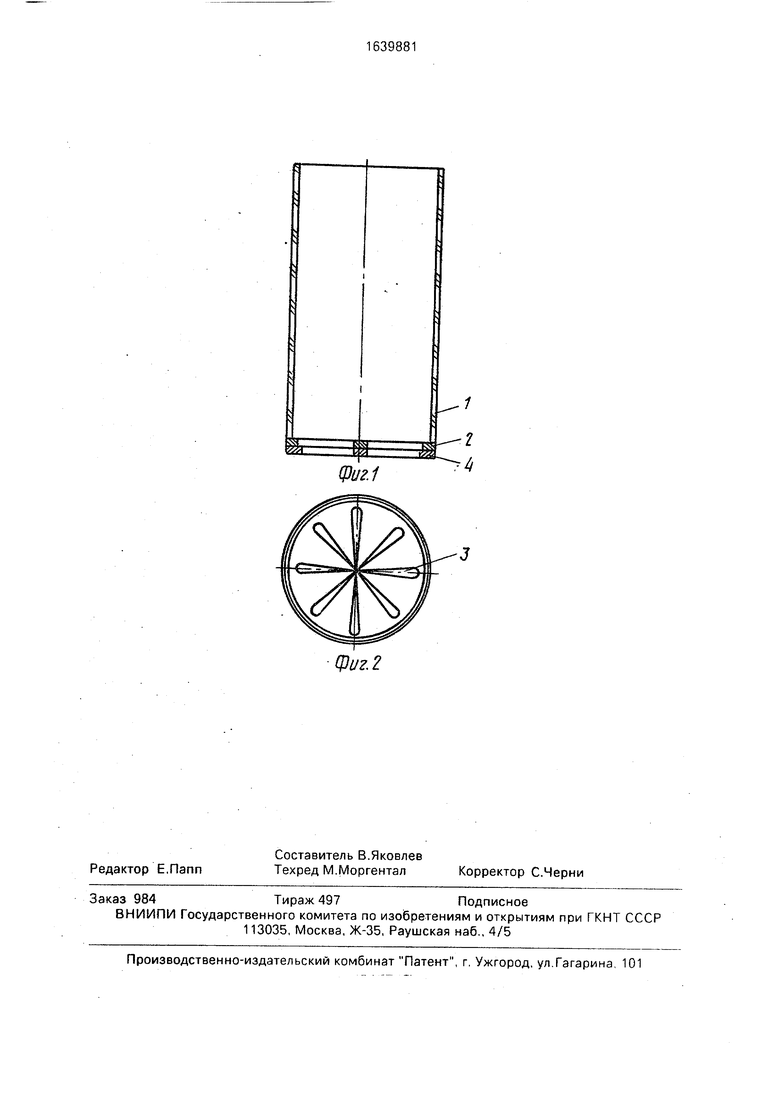
На фиг.1 изображено устройство, продольный разрез; на фиг.2 - то же, поперечный разрез.
Устройство состоит из модели цилиндрического кристаллизатора 1, выполненной на конус (с учетом нарастания корки) из прозрачного материала. В днище 2 цилиндриче- ского кристаллизатора 1 выполнены отверстия 3 для истечения моделирующей среды. Отверстия 3 выполнены в виде лепестков, равномерно и радиально расположенных по площади днища. Под днищем 2 установлена подвижная пластина 4 с идентично расположенными отверстиями. Подвижная пластина 4 может быть закреплена любым известным путем, например с помощью кольца с пазом, укрепленного по периферии кристаллизатора 1. Для приближения условий моделирования к реальным перегородок между лепестками должно быть как можно меньше, чтобы свести к минимуму подпор истечению жидкости. Сужение лепестков в центре и расширение их к периферии позволяет выравнивать истечение жидкости по всему сечению.
Устройство работает следующим образом.
Скорость вытягивания слитков составляет 0,4 - 1,6 м/мин. Исходя из этого пересчитывают расход моделирующей среды для моделирования слитка круглого сечения.
Объемное количество жидкой стали, поступающее в кристаллизатор следующее.
О GJ О 00 00
Од Рд С 60 м3/ч,
где Рд 0,05 м3;
С 0,4; 0,8; 1,2; 1,6м/мин.
Количество моделирующей среды, поступающее в кристаллизатор, равно
п - °Д . 1 0м-)Ъ Щ
где- Уд - действительный удельный вес жидкой стали;
MQ - объемный масштаб моделирования, равный 4,81;
Од - объемное количество жидкой стали, поступающей в кристаллизатор, м3/ч.
Диаметр модели кристаллизатора (в эксперименте) составляет 134 мм.
Площадь поперечного сечения
F
ЯО
14000мм 1
При моделировании разливки с различными скоростями вытяжки получены следующие результаты, приведенные в таблице.
Для моделирования разливки заготовок пластину 4 вращают относительно днища 3 кристаллизатора так, чтобы объем оказался глуходонным (полностью перекрыты выходные отверстия). Затем через разливочное устройство заполняют кристаллизатор 1 моделирующей средой (водой) до определенного уровня. Затем, вращая пластину 4 с отверстиями 3, образуют щели, через которые моделирующая среда устремляется из кристаллизатора.
Увеличение суммарной площади щедей с одновременным увеличением прохода моделирующей среды в модель кристаллизатора позволяет имитировать вытягивание
слитка с различными скоростями.
При проведении экспериментов моделировали вытягивание непрерывного слит- ка0250 мм с различными скоростями вытягивания 0,4; 0,8; 1,2; 1,6 м/мин, увеличивая суммарную площадь выходных отверстий.
Эксперимент и расчет показывают высокую сходимость результатов, что свидетельствует о высокой точности исследований, обеспечиваемой предлагаемым устройством.
Формула изобретения Устройство для моделирования непрерывной разливки круглых заготовок, содержащее цилиндрический кристаллизатор с днищем и отверстиями для истечения моделирующей среды, отличающееся тем, что, с целью повышения точности моделирования процесса разливки за счет улучшения имитации вытягивания заготовок из кристаллизатора, оно снабжено установленной под днищем кристаллизатора подвижной пластиной, при этом днище выполнено с
отверстиями в виде равномерно и радиаль- но расположенных по его площади лепестков, подвижная пластина выполнена с идентично расположенными отверстиями, а лепестки выполнены расширенными от центра к периферии днища кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕНАЖЕР ОПЕРАТОРА СИСТЕМЫ УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ СТАЛИ | 2001 |
|
RU2226006C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073585C1 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| СПОСОБ ПОДАЧИ РАСПЛАВА ПРИ ГРУППОВОЙ РАЗЛИВКЕ | 1992 |
|
RU2038910C1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| Устройство для охлаждения непрерывнолитых заготовок | 1992 |
|
SU1838040A3 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| Устройство для подачи металла в кристаллизатор | 1990 |
|
SU1770049A1 |
Изобретение относится к металлургии и может быть использовано для моделирования непрерывной разливки металла в кристаллизаторе. Цель изобретения - повышение точности моделирования процесса разливки за счет улучшения имитации вытягивания заготовок из кристаллизатора. Устройство состоит из цилиндрического кристаллизатора с днищем и отверстиями для истечения моделирующей среды, подвижной пластины, установленной под днищем кристаллизатора, в котором выполнены отверстия в виде лепестков, равномерно и радиально расположенные по площади днища. Подвижная пластина выполнена с идентично расположенными отверстиями, причем лепестки расширяются от центра к периферии днища кристаллизатора. 2 ил., 1 табл. &
фиг. 2
| Акименко А.Д, и др | |||
| Моделирование гидродинамики разливки сталей в полый цилиндрический кристаллизатор | |||
| - Труды Горьковского политехнического института им | |||
| А.А.Жданова, т | |||
| XXIX | |||
| вып | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| - Горький, 1973, с | |||
| Насос | 1917 |
|
SU13A1 |
