Способ механической обработки внутренней поверхности длинномерной трубы.
Изобретение относится к области машиностроения, а именно к способам механической обработки внутренней поверхности длинномерной трубы.
Известен способ сверления глубоких отверстий малого диаметра, включающий выполнение пилотного заходного отверстия обычным сверлом с последующим сверлением лопаточным сверлом одностороннего резания (см., например: Троицкий Н.Д. Глубокое сверление. 1971, стр.142, 143). При этом глубокими считаются отверстия, у которых l/d0>5, где l - длина отверстия, a d0 - диаметр отверстия.
Известно специализированное оборудование и приспособления для операций глубокого сверления и растачивания, отличительной особенностью которых является наличие у них системы подвода-отвода СОЖ для принудительного отвода стружки (см., например: Н.Ф.Уткин и др. Обработка глубоких отверстий. 1988, стр.13-23, 89-93).
Известно, что при изготовлении длинномерных труб малого диметра, используемых, например, в установках высокого давления для получения полипропилена, необходимо осуществлять механическую обработку внутренней поверхности, при этом применение известной схемы сверления глубоких отверстий с отношением l/d0>100 с оптимальным вылетом стебля l (см., например: Н.Ф.Уткин и др. Обработка глубоких отверстий. 1988, стр.155, рис.7.9) не позволяет получить требуемых глубины расточки и качества обрабатываемой внутренней поверхности длинномерной трубы.
Технический результат настоящего изобретения заключается в осуществлении процесса глубокого рассверливания длинномерной трубы, у которой l/d0>100, с использованием при этом универсального токарного станка с некоторой его модернизацией и с обеспечением одновременно требуемого качества внутренней поверхности длинномерной трубы.
Указанный технический результат достигают тем, что механическую обработку внутренней поверхности длинномерной трубы осуществляют путем рассверливания ее внутреннего диаметра на токарном станке, который включает полый шпиндель, патрон и суппорт с резцедержателем, и при этом сначала на конце длинномерной трубы нарезают резьбу и делают в ней расточку под сверло с твердосплавной пластинкой, которое прикреплено к стеблю из серебрянки, далее трубу свинчивают с приспособлением, содержащим корпус, соединенный с баком маслостанции, накидную гайку, распорные конусы, уплотнительную набивку, в котором размещен стебель с прикрепленной к нему твердосплавной пластинкой, после чего сверло с твердосплавной пластинкой вводят в расточку трубы, свободный конец стебля проводят сквозь патрон и полый шпиндель токарного станка, затем приспособление вместе с рассверливаемой трубой закрепляют в резцедержателе токарного станка, который отводят на некоторое расстояние от патрона токарного станка, зажимают накидную гайку приспособления, далее стебель зажимают в патроне, а свободный конец рассверливаемой трубы соединяют с маслоприемником, связанным с баком маслостанции, затем после включения маслостанции, токарного станка, подачи суппорта в направлении патрона и последующего процесса рассверливания внутреннего диаметра трубы при достижении суппортом патрона осуществляют отключение его подачи, отвод суппорта в исходную позицию, отключение работающих механизмов станка и маслосистемы, разжимание патрона, перемещение до упора сверла в сторону трубы и последующее зажатие патрона, а также повторное включение механизмов маслостанции и станка до полного рассверливания всего внутреннего диаметра трубы.
Благодаря наличию приведенных признаков обеспечивается возможность процесса глубокого рассверливания длинномерной трубы на универсальном токарном станке с обеспечением требуемого качества обрабатываемой внутренней поверхности.
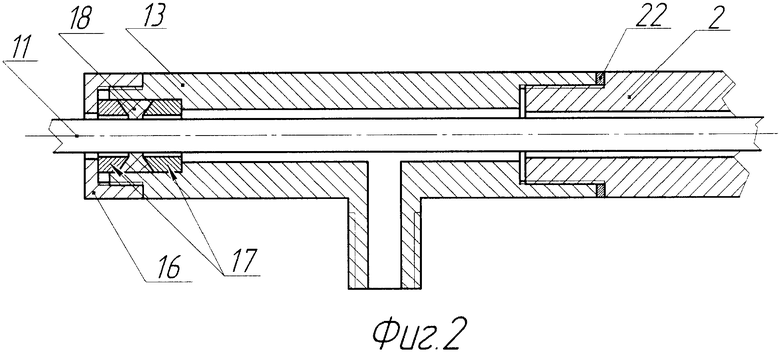
На фиг.1 изображена общая схема токарного станка для обработки внутренней поверхности глубокого отверстия в длинномерной трубе; на фиг.2 - приспособление, используемое на токарном станке при обработке внутренней поверхности глубокого отверстия в длинномерной трубе; на фиг.3 - месторасположение сверла с твердосплавной пластиной при обработке внутренней поверхности глубокого отверстия в длинномерной трубе.
При заявляемом способе механической обработки внутренней поверхности 1 длинномерной трубы 2 путем рассверливания ее внутреннего диаметра d0 на универсальном токарном станке 3, который включает полый шпиндель 4, патрон 5 и суппорт 6 с резцедержателем 7, а также стойку с люнетом 8, осуществляют следующие операции: сначала на конце длинномерной трубы 2 нарезают резьбу и делают в ней расточку (не показана) под сверло 9 с твердосплавной пластинкой 10, которое прикреплено к стеблю 11 из стального калиброванного прутка со специальной отделкой поверхности - серебрянкой, далее трубу 2 свинчивают с приспособлением 12, содержащим корпус 13, соединенный с баком 14 маслостанции 15, накидную гайку 16, распорные конусы 17, уплотнительную набивку 18 и стебель 11 с прикрепленным к нему сверлом 9 с твердосплавной пластинкой 10, после чего сверло 9 с твердосплавной пластинкой 10 вводят в расточку трубы 2, свободный конец стебля 11 проводят сквозь патрон 5 и полый шпиндель 4 токарного станка 3, затем приспособление 12 вместе с рассверливаемой трубой 2 закрепляют в резцедержателе 7 токарного станка 3, который отводят на некоторое расстояние от патрона 5 токарного станка 3, зажимают накидную гайку 16 приспособления 12, далее стебель 11 в патроне 5, а свободный конец рассверливаемой трубы 2 соединяют с маслоприемником 29, связанным с баком 14 маслостанции 15. Затем после включения маслостанции 15, токарного станка 3, подачи суппорта 6 в направлении патрона 5 и последующего процесса рассверливания внутреннего диаметра d0 трубы 2 при достижении суппортом 6 патрона 5 осуществляют отключение его подачи, отвод суппорта 6 в исходную позицию, отключение работающих механизмов токарного станка 3 и всей маслосистемы, разжимание патрона 5, перемещение до упора сверла 9 в сторону трубы 2 и последующее зажатие патрона 5, а также повторное включение механизмов маслостанции 15 и токарного станка 3 до полного рассверливания всего внутреннего диаметра d0 трубы 2, для поддержания которой предназначена подставка 20. На фиг.1 и фиг.2 также показаны стружкоотделительная сетка 21 в маслоприемнике 19, прокладка 22 в приспособлении 12. Таким образом, благодаря последовательным проходам сверла 9 с твердосплавной пластинкой 10 удается расточить длинномерную трубу 2 и достичь оптимального качества ее внутренней поверхности 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления глубокого отверстия в заготовке на универсальном токарном станке | 2016 |
|
RU2630732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ПРЯМОЛИНЕЙНОГО КАНАЛА В ДЛИННОМЕРНОЙ ТРУБЕ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2522051C1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ С ПАРАЛЛЕЛЬНЫМИ ГЛУБОКИМИ ОТВЕРСТИЯМИ | 2009 |
|
RU2397047C1 |
| Способ сверления глубокого отверстия в стальной заготовке | 2018 |
|
RU2672458C1 |
| Способ сверления глубокого отверстия в медной заготовке на токарно-винторезном станке | 2018 |
|
RU2672459C1 |
| Способ сверления глубоких отверстий в меди | 2018 |
|
RU2676123C1 |
| Способ сверления сквозных отверстий в меди | 2018 |
|
RU2672461C1 |

Способ включает рассверливание внутреннего диаметра трубы на токарном станке, содержащем полый шпиндель, патрон и суппорт с резцедержателем. Для расширения технологических возможностей и повышения качества обработанной поверхности сначала на конце длинномерной трубы нарезают резьбу и делают в ней расточку под сверло с твердосплавной пластинкой, прикрепленное к стеблю из серебрянки, далее трубу свинчивают с приспособлением, содержащим корпус, соединенный с баком маслостанции, который связан с маслоприемником, накидную гайку, распорные конусы, уплотнительную набивку. В упомянутом корпусе размещают конец упомянутого стебля с прикрепленным к нему сверлом, после чего сверло вводят в расточку трубы, свободный конец стебля проводят сквозь патрон и полый шпиндель токарного станка. Затем приспособление вместе с рассверливаемой трубой закрепляют в резцедержателе токарного станка, который отводят на некоторое расстояние от патрона токарного станка, зажимают накидную гайку приспособления, далее стебель зажимают в патроне, а свободный конец растачиваемой трубы соединяют с маслоприемником. После включения маслостанции подают суппорт токарного станка в направлении патрона и рассверливают внутренний диаметр трубы. При достижении суппортом патрона осуществляют отключение его подачи, отвод суппорта на исходную позицию, отключение работающих механизмов станка и маслостанции, разжимают патрон, перемещают сверло до упора в сторону трубы и зажимают его в патроне. Затем повторно включают механизмы маслостанции и станка и повторяют цикл до полного рассверливания всего внутреннего диаметра трубы. 3 ил.
Способ механической обработки внутренней поверхности длинномерной трубы, включающий рассверливание ее внутреннего диаметра на токарном станке, содержащем полый шпиндель, патрон и суппорт с резцедержателем, отличающийся тем, что сначала на конце длинномерной трубы нарезают резьбу и делают в ней расточку под сверло с твердосплавной пластинкой, прикрепленное к стеблю из серебрянки, далее трубу свинчивают с приспособлением, содержащим корпус, соединенный с баком маслостанции, который связан с маслоприемником, накидную гайку, распорные конусы, уплотнительную набивку, в упомянутом корпусе размещают конец упомянутого стебля с прикрепленным к нему сверлом, после чего сверло вводят в расточку трубы, свободный конец стебля проводят сквозь патрон и полый шпиндель токарного станка, затем приспособление вместе с рассверливаемой трубой закрепляют в резцедержателе токарного станка, который отводят на некоторое расстояние от патрона токарного станка, зажимают накидную гайку приспособления, далее стебель зажимают в патроне, а свободный конец растачиваемой трубы соединяют с маслоприемником, после включения маслостанции подают суппорт токарного станка в направлении патрона и рассверливают внутренний диаметр трубы, при достижении суппортом патрона осуществляют отключение его подачи, отвод суппорта на исходную позицию, отключение работающих механизмов станка и маслостанции, разжимают патрон, перемещают сверло до упора в сторону трубы и зажимают его в патроне, затем повторно включают механизмы маслостанции и станка до полного рассверливания всего внутреннего диаметра трубы.
| RU 22782525 C1, 27.08.2006 | |||
| ВИБРОДИНАМИЧЕСКАЯ ГОЛОВКА | 1994 |
|
RU2090340C1 |
| ГОЛОВКА ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2004 |
|
RU2283730C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2007 |
|
RU2355546C2 |

