Изобретение относится к области машиностроения, а именно: к способам сверления на универсальном токарном станке глубокого отверстия в заготовке при единичном производстве без использования специализированного оборудования.
Известен способ сверления глубоких отверстий малого диаметра, включающий выполнение пилотного заходного отверстия обычным сверлом с последующим сверлением лопаточным сверлом одностороннего резания (см., например, Троицкий Н.Д. «Глубокое сверление», 1971, стр. 142, 143). При этом глубокими считаются отверстия, у которых L/d0>5, где L - длина отверстия, а d0 - диаметр отверстия.
Известно также осуществление процесса глубокого рассверливания длинномерной трубы, у которой L/d0>100, с использованием при этом универсального токарного станка с некоторой его модернизацией и с обеспечением при этом требуемого качества внутренней поверхности длинномерной трубы (см., например, патент РФ №2457081). Однако выполнение требуемого глубокого отверстия в заготовке любой формы указанным способом не всегда возможно.
Технический результат предлагаемого изобретения заключается в осуществлении при единичном производстве процесса глубокого сверления в заготовке с использованием универсального токарного станка, на котором осуществлена некоторая модернизация.
Указанный технический результат достигают тем, что сверление глубокого отверстия в заготовке осуществляют на универсальном токарном станке, выполняя последовательно следующие операции: сначала в заготовке, закрепленной одним концом в патроне токарного станка, а вторым - в люнете, сверлят с использованием заднего центра наметочное отверстие на глубину, определяемую по формуле: l=0,75(d-100)+300 мм, где l - глубина наметочного отверстия, d - требуемый диаметр глубокого отверстия, далее отверстие растачивают на эту глубину до требуемого диаметра d с помощью оправки, зажатой в резцедержателе, после чего резцедержатель и задний центр снимают со станка, и на место резцедержателя на суппорте устанавливают стебледержатель с открытым зажимным устройством, после чего суппорт уводят от заготовки на величину глубокого отверстия, а на станину станка посередине между суппортом и заготовкой устанавливают стеблевой люнет, при этом такой же стеблевой люнет зеркально устанавливают за суппортом, затем на стеблевые люнеты и стебледержатель кладут стебель, имеющий коаксиальную конструкцию «труба в трубе» с закреплением внутренней трубы на концах внешней, причем во внешней трубе в окончании переднего закрепления просверлены косые отверстия с направлением по ходу сверления, кроме этого на передней стороне стебля выполнена резьба, на которую навернуто сверло глубокого сверления, а за косыми отверстиями установлено фторопластовое кольцо, плотно охватывающее стебель и уплотняющее его, кроме того, в задней части стебля выполнены ввод во внешнюю трубу и вывод из внутренней трубы, причем стебель, с присоединенными к нему патрубками входа смазочно-охлаждающей жидкости и выхода ее вместе со стружкой, имеет возможность вдвигаться в просверленное отверстие до уплотнения его фторопластовым кольцом, плотно охватывающим стебель, но имеющим возможность скольжения по нему, после чего стебель закрепляют в стебледержателе и стеблевых люнетах, включают систему подачи и отвода смазочно-охлаждающей жидкости, вращение патрона станка и подачу суппорта, при этом начиная сверление, которое завершают при достижении сверлом глубокого сверления требуемой глубины сверления или выхода его с другой стороны заготовки.
При такой последовательности осуществляемых операций даже при единичном производстве обеспечивается возможность процесса сверления глубокого отверстия в заготовке на универсальном токарном станке с некоторой его модернизацией без применения при этом специализированного оборудования.
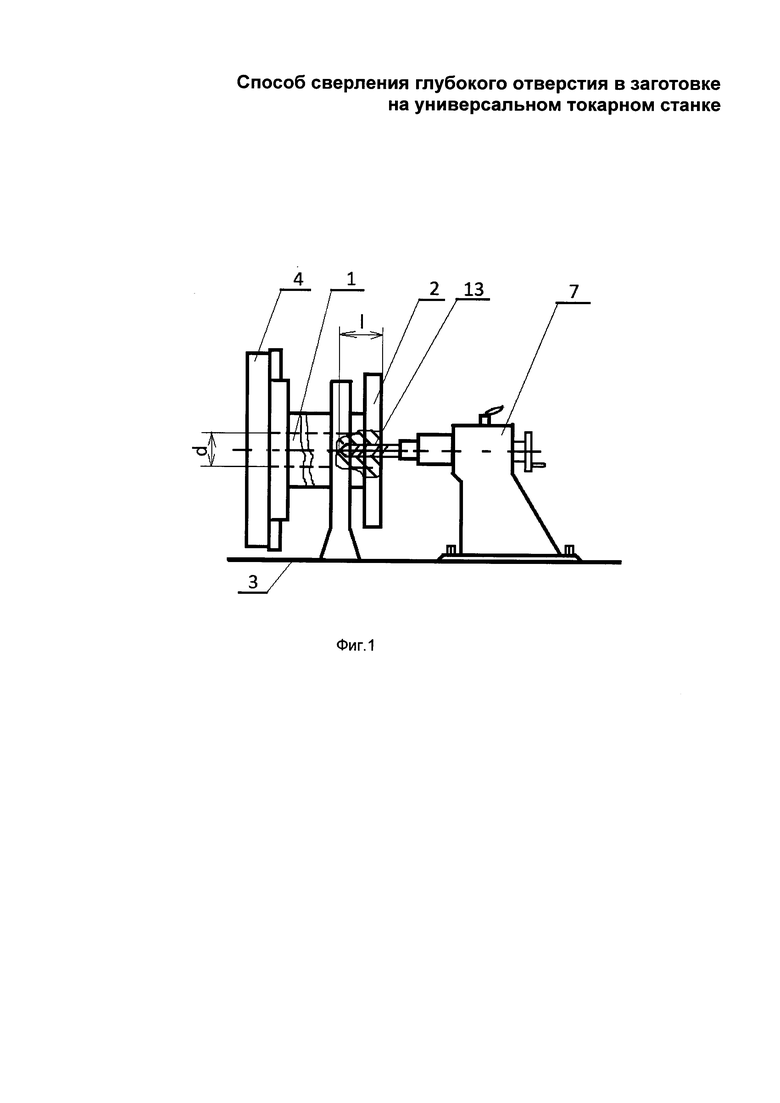
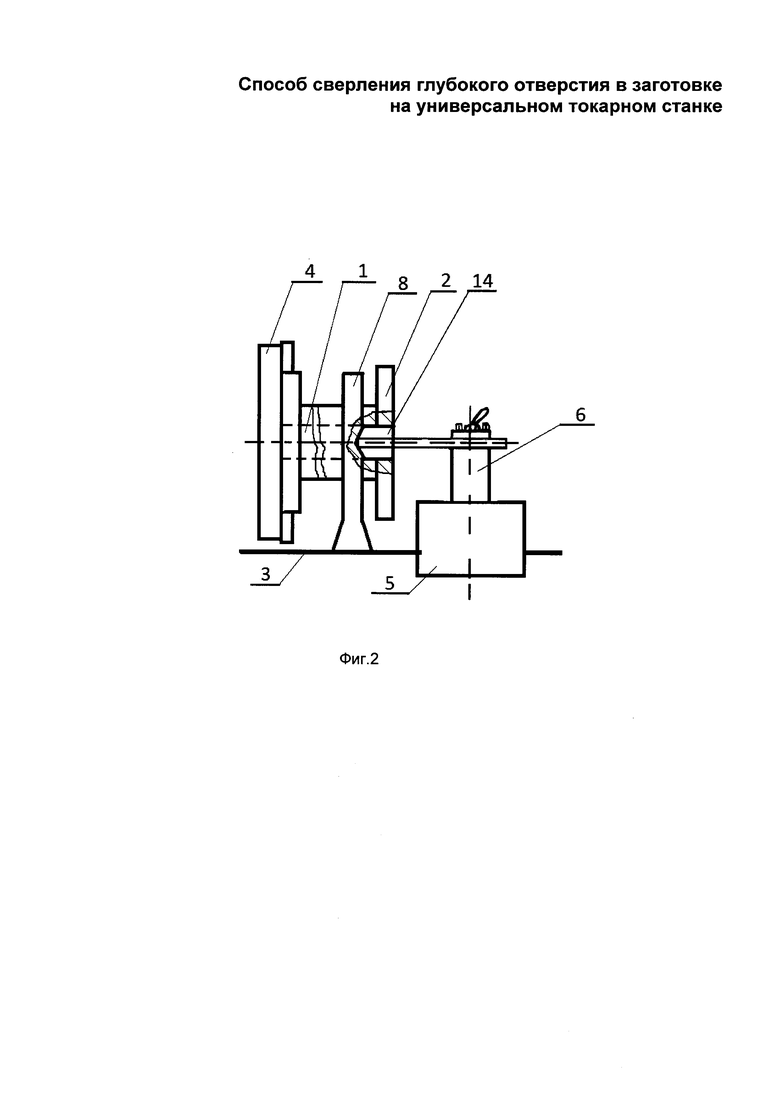
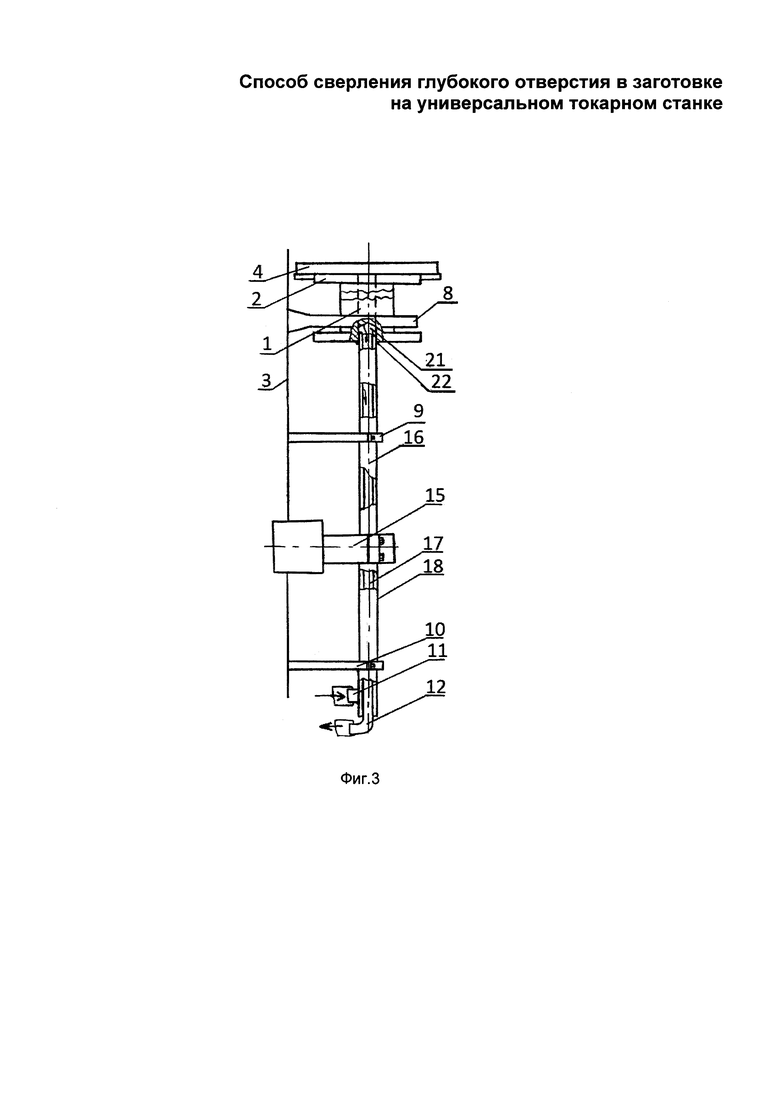
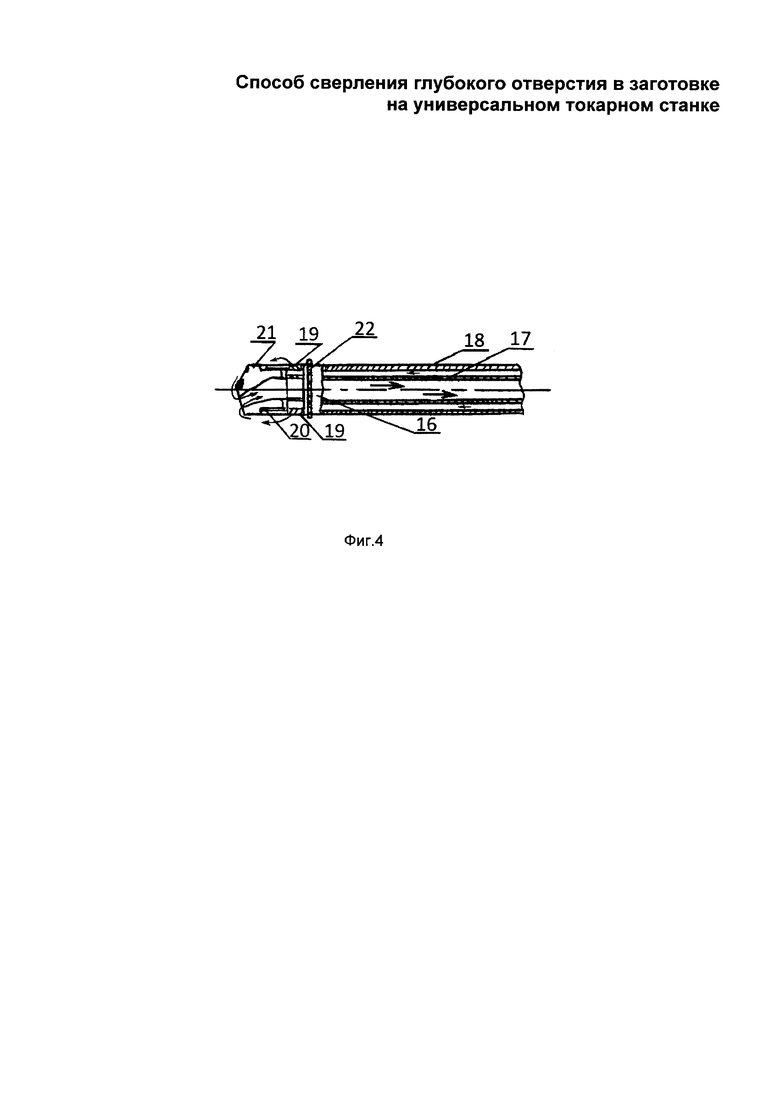
На фиг. 1 изображена схема сверления наметочного отверстия на универсальном токарном станке на глубину l=0,75(d-100)+300 мм; на фиг. 2 - схема растачивания наметочного отверстия на глубину l=0,75(d-100)+300 мм до требуемого диаметра d с помощью оправки, зажатой в резцедержателе; на фиг. 3 - схема сверления оставшейся части глубокого отверстия на универсальном токарном станке с помощью коаксиального стебля; на фиг. 4 - конструкция передней части коаксиального стебля.
При заявляемом способе сверления глубокого отверстия 1 в заготовке 2 на универсальном токарном станке 3, включающем патрон 4, суппорт 5, резцедержатель 6, задний центр 7 и люнет 8 и стеблевые люнеты 9, 10, а также с использованием системы подачи 11 и отвода 12 смазочно-охлаждающей жидкости (СОЖ) сначала в заготовке 2, закрепленной одним концом в патроне 4 токарного станка 3, а вторым - в люнете 8, предназначенном для поддержки заготовки 2, сверлят с использованием заднего центра 7 наметочное отверстие 13, являющееся частью отверстия 1, на глубину, определяемую по формуле: l=0,75(d-100)+300 мм, где l - глубина наметочного отверстия 13, d - требуемый диаметр глубокого отверстия 1. Далее наметочное отверстие 13 растачивают на эту глубину до требуемого диаметра d с помощью оправки 14, зажатой в резцедержателе 6, после чего резцедержатель 6 и задний центр 7 снимают с универсального токарного станка 3 и на место резцедержателя 6 на суппорте 5 устанавливают стебледержатель 15 с открытым зажимным устройством, после чего суппорт 5 уводят от заготовки 2 на величину глубокого отверстия 1, а на станину универсального токарного станка 3 по середине между суппортом 5 и заготовкой 2 устанавливают стеблевой люнет 9, при этом такой же стеблевой люнет 10 зеркально устанавливают за суппортом 5. Затем на стеблевые люнеты 9, 10 и стебледержатель 15 кладут стебель 16, имеющий коаксиальную конструкцию «труба в трубе» с закреплением внутренней трубы 17 на концах внешней 18, причем во внешней трубе 18 в окончании переднего закрепления просверлены косые отверстия 19 с направлением по ходу сверления, кроме этого на передней стороне стебля 16 выполнена резьба 20, на которую навернуто сверло 21 глубокого сверления, а за косыми отверстиями 19 установлено фторопластовое кольцо 22, плотно охватывающее стебель 16 и уплотняющее его, кроме того, в задней части стебля 16 выполнены система подачи 11 СОЖ во внешнюю трубу 18 и отвода СОЖ из внутренней трубы 17, причем стебель 16, с присоединенными к нему патрубками входа 11 смазочно-охлаждающей жидкости и выхода 12 ее вместе со стружкой, имеет возможность вдвигаться в просверленное отверстие 13 до уплотнения его фторопластовым кольцом 22, которое плотно охватывает стебель 16, но имеет возможность скольжения по нему. После чего стебель 16 закрепляют в стебледержателе 15 и стеблевых люнетах 9, 10, включают систему подачи 11 СОЖ и отвода 12 СОЖ, вращение патрона 4 универсального токарного станка 3 и подачу суппорта 5, при этом начиная сверление, которое завершают при достижении сверлом 21 глубокого сверления требуемой глубины сверления или выхода его с другой стороны заготовки 2.
При такой последовательности осуществляемых операций даже при единичном производстве обеспечивается возможность процесса сверления глубокого отверстия 1 в заготовке 2 любой формы на универсальном токарном станке 3 с некоторой его модернизацией без применения при этом специализированного оборудования.
В качестве примера использования указанного способа можно рассмотреть выполнение требования: просверлить сквозное отверстие диаметром 125 мм в заготовке фланцевого вала из стали 40Х2Н2МА с диаметром фланцев 1200 мм, диаметром средней части 400 мм и общей длинной 4000 мм. Для этого на универсальном токарном станке 1К660 указанную заготовку 2 фланцевого вала одним фланцем закрепляют в патроне 4, а среднюю часть заготовки 2 фланцевого вала перед вторым фланцем зажимают в люнете 8. С использованием заднего центра 7, в том числе сверла диаметром 65 мм, просверливают наметочное отверстие 13 на глубину 319 мм, а затем его растачивают с помощью оправки 14, зажатой в резцедержателе 6. После этого резцедержатель 6 снимают и на его место устанавливают стебледержатель 15, а также стеблевые люнеты 9 и 10 для поддержания стебля 16. Далее вводят в наметочное отверстие 13 сверло глубокого сверления 21, закрепленное на стебле 16, до уплотнения фторопластовым кольцом 22, зажимают стебель 16, включают систему подачи 11 СОЖ и ее отвода 12, вращение патрона 4 и движение суппорта 5. По мере продвижения суппорта 5 продвигают и стеблевой люнет 10 для удержания стебля 16, установленный между суппортом 5 и заготовкой 2. Благодаря коаксиальной конструкции «труба в трубе» стебля 16 осуществляют подачу 11 СОЖ и ее вывод вместе со стружкой из зоны резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления глубокого отверстия в медной заготовке на токарно-винторезном станке | 2018 |
|
RU2672459C1 |
| Способ сверления глубоких отверстий в меди | 2018 |
|
RU2676123C1 |
| Способ сверления глубокого отверстия в стальной заготовке | 2018 |
|
RU2672458C1 |
| Способ сверления сквозных отверстий в меди | 2018 |
|
RU2672461C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 2011 |
|
RU2457081C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ПРЯМОЛИНЕЙНОГО КАНАЛА В ДЛИННОМЕРНОЙ ТРУБЕ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2522051C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Устройство для направления инструмента и подвода СОЖ в станках для глубокого сверления | 1987 |
|
SU1495016A1 |
Изобретение относится к способам сверления глубокого отверстия в заготовке на универсальном токарном станке. Заготовку закрепляют одним концом в патроне станка, а вторым - в люнете, сверлят наметочное отверстие, затем растачивают его с использованием оправки. На место резцедержателя на суппорте устанавливают стебледержатель с открытым зажимным устройством. Один из стеблевых люнетов устанавливают на станину станка посередине между суппортом и заготовкой, а второй - зеркально за суппортом. Используют стебель коаксиальной конструкции. В задней части стебля выполняют ввод во внешнюю трубу и вывод из внутренней трубы, которые присоединяют к соответствующим патрубкам системы СОЖ. Стебель с патрубками перемещают в просверленное отверстие. После включения системы СОЖ посредством вращения патрона станка и подачи суппорта производят сверление. Обеспечивается сверление глубокого отверстия любой формы на токарном станке без использования специального оборудования в условиях единичного производства. 4 ил.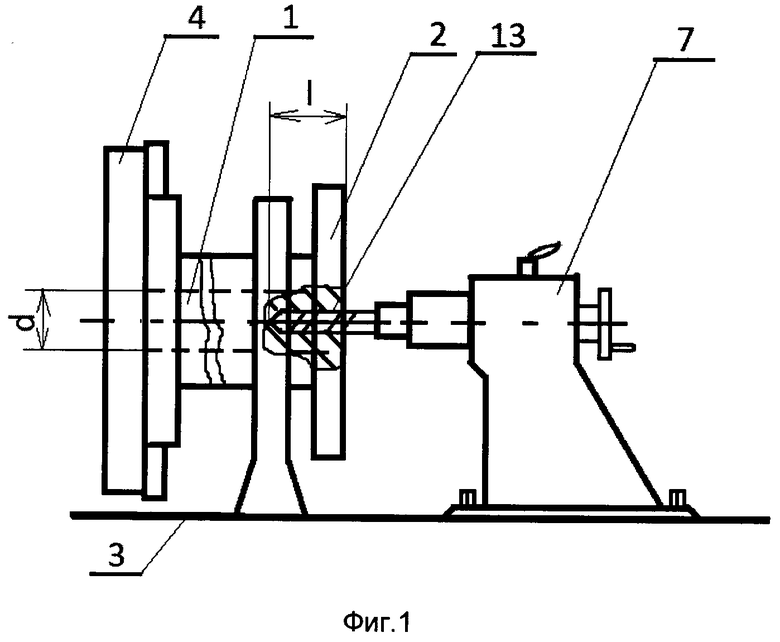
Способ сверления глубокого отверстия в заготовке, включающий сверление заготовки на универсальном токарном станке, содержащем патрон, суппорт, резцедержатель, задний центр и стеблевые люнеты, с помощью сверла глубокого сверления и с использованием системы подачи и отвода смазочно-охлаждающей жидкости, выполненной с патрубками входа смазочно-охлаждающей жидкости и выхода ее вместе со стружкой, отличающийся тем, что заготовку закрепляют одним концом в патроне станка, а вторым - в люнете, и с использованием заднего центра сверлят наметочное отверстие в заготовке на глубину l=0,75(d-100)+300 мм, где d – заданный диаметр глубокого отверстия, затем растачивают наметочное отверстие на эту же глубину до заданного диаметра d с использованием оправки, зажатой в резцедержателе, и после снятия резцедержателя и заднего центра со станка на место резцедержателя на суппорте устанавливают стебледержатель с открытым зажимным устройством, при этом суппорт отводят от заготовки на величину глубокого отверстия, один из стеблевых люнетов устанавливают на станину станка посередине между суппортом и заготовкой, а второй - зеркально за суппортом,
а на стеблевые люнеты и стебледержатель укладывают стебель, который выполняют коаксиальной конструкции с внутренней трубой, закрепленной на концах внешней трубы с просверленными косыми отверстиями, направленными по ходу сверления, и с резьбой для установки сверла глубокого сверления на передней стороне стебля, причем в задней части стебля выполняют ввод во внешнюю трубу и вывод из внутренней трубы, предназначенные для присоединения к стеблю упомянутых патрубков системы подачи и отвода смазочно-охлаждающей жидкости, а за указанными косыми отверстиями внешней трубы стебля установлено фторопластовое кольцо, плотно охватывающее стебель для его уплотнения, при этом стебель с присоединенными к нему патрубками перемещают в просверленное отверстие до упомянутого фторопластового кольца с возможностью скольжения по нему, закрепляют в стебледержателе и стеблевых люнетах, и после включения системы подачи и отвода смазочно-охлаждающей жидкости посредством вращения патрона станка и подачи суппорта производят сверление отверстия до достижения заданной глубины сверления или выхода сверла с другой стороны заготовки.
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 2011 |
|
RU2457081C1 |
| 0 |
|
SU157192A1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ПРЯМОЛИНЕЙНОГО КАНАЛА В ДЛИННОМЕРНОЙ ТРУБЕ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2522051C1 |
| ПРЕПАРАТ ДЛЯ ЛЕЧЕНИЯ МАСТИТА У КОРОВ В ПЕРИОД ЛАКТАЦИИ | 2010 |
|
RU2432943C1 |
| УТКИН Н.Ф | |||
| И ДР | |||
| ОБРАБОТКА ГЛУБОКИХ ОТВЕРСТИЙ., М., МАШИНОСТРОЕНИЕ, 1988, С.13-23, 89-93. | |||

